Изобретение относится к металлургии, конкретнее, к способам защиты струи металла из сталеразливочного ковша в промежуточный в процессе непрерывной разливки электротехнической анизотропной стали.
Наиболее близким по технической сущности является способ непрерывной разливки стали, включающий подачу жидкого металла из основного сталеразливочного ковша в промежуточный ковш, защиту струи металла огнеупорной трубой, пристыкованной к днищу сталеразливочного ковша и входящей своим нижним торцом под уровень металла в промежуточном ковше, из которого жидкую сталь подают через погружные огнеупорные стаканы в кристаллизаторы. В процессе непрерывной разливки в огнеупорную трубу подают аргон (См. Защита стали в процессе непрерывной разливки. Лейтес А.В. М.: Металлургия, 1984, с. 18-23, рис. 7 - XVI).
Недостатком известного способа является неудовлетворительное качество непрерывнолитых слитков из электротехнических марок стали. Это объясняется тем, что в процессе непрерывной разливки электротехнических марок стали не обеспечивается необходимое гарантированное содержание азота в непрерывнолитых слитках. Это происходит вследствие отсутствия способа корректировки содержания азота в разливаемой стали и тем самым в непрерывнолитых слитках из электротехнических марок стали.
Технический эффект при использовании изобретения заключается в повышении точности обеспечения заданной концентрации азота в разливаемом металле и качества непрерывнолитых слитков из электротехнических марок стали.
Указанный технический эффект достигают тем, что способ непрерывной разливки электротехнической стали включает подачу стали из сталеразливочного ковша в промежуточный ковш через огнеупорную трубу под уровень металла в промежуточном ковше, подачу аргона в огнеупорную трубу, подачу металла из промежуточного ковша в кристаллизаторы и вытягивание из них слитков, а также определение содержания в стали азота и алюминия, отличающийся тем, что в процессе непрерывной разливки в огнеупорную трубу подают смесь газов аргона и азота, при этом долю азота в смеси газов устанавливают по зависимости:
где M - объемная доля азота в газовой смеси;
Q - весовой расход металла через огнеупорную трубу, т/мин;
[Al] - необходимое содержание алюминия в слитках, мас.%;
[N] - необходимое содержание азота в слитках, мас.%;
Al - содержание алюминия в сталеразливочном ковше, мас.%;
N - содержание азота в сталеразливочном ковше, мас.%;
0,001 и 0,006 - эмпирические коэффициенты;
K - эмпирический коэффициент, характеризующий физико-химические закономерности усвоения сталью азота, равный 5,65-8,3.
При этом величину [Al]•[N] устанавливают в пределах (140-200)•106, мас. %.
Повышение точности концентрации азота в разливаемом металле будет достигаться за счет подачи в защитную трубу смеси аргона и азота, а также регулирования доли азота в газовой смеси в зависимости от изменения текущих значений технологических параметров в процессе непрерывной разливки и химсостава разливаемой стали. Улучшение качества непрерывнолитых слитков из анизотропной электротехнической стали будет происходить вследствие достижения точного гарантированного содержания азота в слитках. При этом обеспечивается повышение концентрации азота в анизотропной электротехнической стали, а также получение из слитков холоднокатаной металлопродукции с высокими параметрами текстуры и электромагнитных характеристик.
Диапазон значений эмпирического коэффициента "K" в пределах 5,65-8,3 объясняется физико-химическими закономерностями усвоения азота разливаемой электротехнической сталью. При меньших и больших значениях не будет обеспечиваться необходимое содержание азота в непрерывнолитых слитках.
Указанный диапазон устанавливают в прямой зависимости от весового расхода стали через огнеупорную трубу.
Диапазон значений произведения [Al]•[N] = (140-200)-106 объясняется требованием обеспечения оптимальных условий текстурообразования в холоднокатаной анизотропной электротехнической стали.
При меньших значениях этого произведения объемная плотность алюмонитридной фазы не обеспечивает протекание вторичной рекристаллизации и формирование ребровой текстуры.
При больших значениях этого произведения объемная плотность алюмонитридной фазы превышает допустимые пределы с преобладанием крупных, трудно диссоциирующих включений. Эти частицы тормозят нормальный рост зерен вторичной рекристаллизации, искажают магнитную структуру и приводят к резкому снижению магнитных характеристик готовой стали.
Указанный диапазон устанавливается в прямой зависимости от содержания кремния в стали.
Анализ научно-технической и патентной литературы показывает отсутствие совпадения отличительных признаков заявляемого способа с признаками известных технических решений. На основе этого делается вывод о соответствии заявляемого технического решения критерию "изобретательский уровень".
Ниже дан вариант осуществления изобретения, не исключающий другие варианты в пределах формулы изобретения.
Способ непрерывной разливки электротехнической стали осуществляют следующим образом.
Пример. В процессе непрерывной разливки анизотропной электротехнической стали марки Э3А ее подают из сталеразливочного ковша в промежуточный ковш через огнеупорную защитную трубу под уровень металла в промежуточном ковше. При этом подают аргон в огнеупорную трубу. Из промежуточного ковша сталь подают в кристаллизаторы через удлиненные сталеразливочные стаканы. Из кристаллизаторов вытягивают слитки с переменной скоростью. Перед разливкой определяют в сталеразливочном ковше содержание азота, алюминия и кремния.
В процессе непрерывной разливки в огнеупорную трубу подают смесь газов аргона и азота, при этом долю азота в смеси газов устанавливают по зависимости:
где M - объемная доля азота в газовой смеси;
Q - весовой расход металла через огнеупорную трубу, т/мин;
[Al] - необходимое содержание алюминия в слитках, мас.%;
[N] - необходимое содержание азота в слитках, мас.%;
Al - содержание алюминия в сталеразливочном ковше, мас.%;
N - содержание азота в сталеразливочном ковше, мас.%;
0,001 и 0,006 - эмпирические коэффициенты;
K - эмпирический коэффициент, характеризующий физико-химические закономерности усвоения сталью азота, равный 5,65-8,3.
При нормированной подаче в огнеупорную трубу азота происходит дополнительное азотирование разливаемой стали и обеспечивается за счет этого оптимальное содержание азота в слитках.
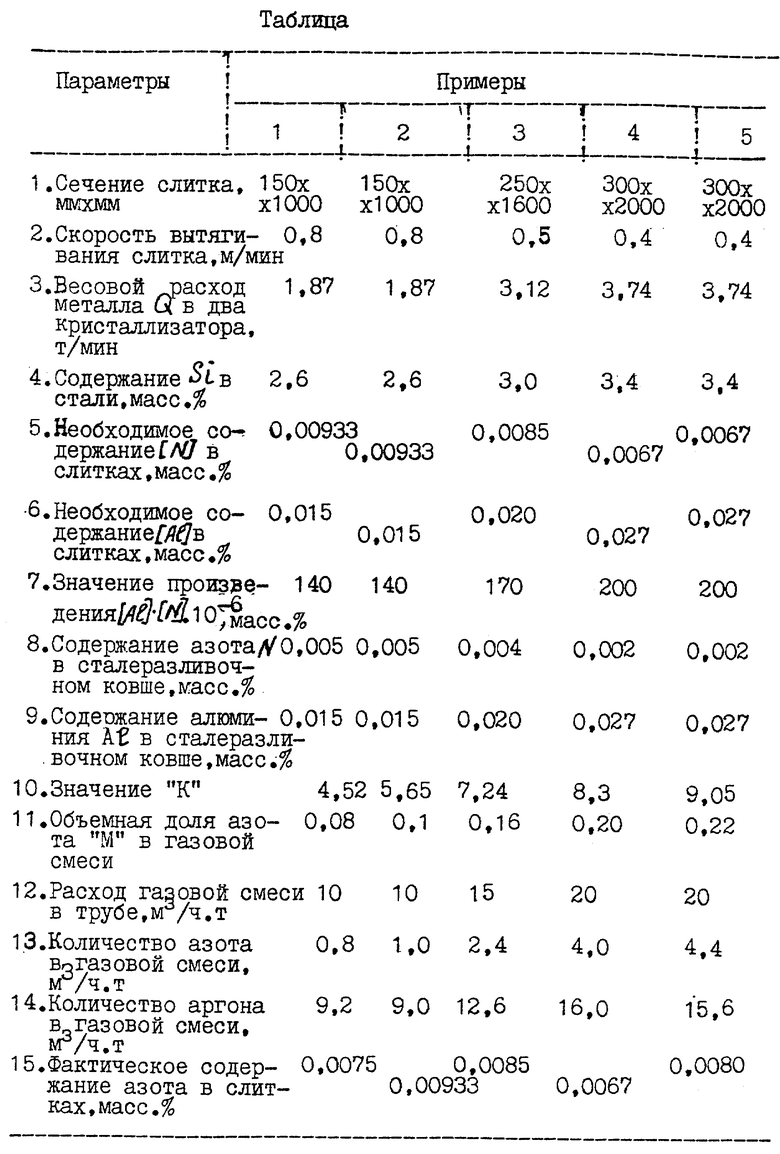
В таблице приведены примеры осуществления способа с различными технологическими параметрами.
В первом примере вследствие малой доли содержания азота в газовой смеси не обеспечивается его необходимое содержание в непрерывнолитых слитках.
В пятом примере вследствие большой доли содержания азота в газовой смеси его содержание в непрерывнолитых слитках превосходит необходимое значение.
В оптимальных примерах 2-4 вследствие обеспечения необходимой доли азота в газовой смеси достигается с большей точностью содержание азота в непрерывнолитых слитках.
Применение изобретения позволяет получить холоднокатаную металлопродукцию из анизотропной электротехнической стали с высоким качеством магнитной структуры, что позволяет повысить выход высших марок металлопродукции на 20-40%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВНЕПЕЧНОЙ ОБРАБОТКИ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1999 |
|
RU2156307C1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛИ | 2008 |
|
RU2362810C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ СТАЛИ ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2092271C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ СТАЛИ С ОСОБО НИЗКИМ СОДЕРЖАНИЕМ УГЛЕРОДА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2031755C1 |
| СПОСОБ ОБРАБОТКИ СТАЛИ В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1995 |
|
RU2092275C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ МЕТОДОМ "ПЛАВКА НА ПЛАВКУ" | 1998 |
|
RU2133169C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МАЛОУГЛЕРОДИСТОЙ СТАЛИ ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2021077C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1996 |
|
RU2110356C1 |
| СПОСОБ ВЫПЛАВКИ СИНТЕТИЧЕСКОГО ШЛАКА ДЛЯ ОБРАБОТКИ СТАЛИ | 1994 |
|
RU2031135C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1995 |
|
RU2087250C1 |
Изобретение относится к черной металлургии и может быть использовано при непрерывной разливке. При подаче электротехнической стали из сталеразливочного в промежуточный ковш через огнеупорную трубу под уровень металла в огнеупорную трубу подают смесь газов аргона и азота. Объемную долю M азота в смеси газов устанавливают по зависимости M= K•Q[([Al]•[N]/(Al-0,006))-(N+0,001)], где Q - весовой расход стали через огнеупорную трубу, т/мин; K - эмпирический коэффициент, характеризующий физико-химические закономерности усвоения сталью азота, равный 5,65-8,3; [Al] - необходимое содержание алюминия в слитках, мас.%; [N] - необходимое содержание азота в слитках, мас.%; Al - содержание алюминия в стали в сталеразливочном ковше, мас.%; N - содержание азота в стали в сталеразливочном ковше, мас.%; 0,001 и 0,006 - эмпирические коэффициенты. При использовании изобретения повышается точность обеспечения заданной концентрации азота в разливаемом металле и, следовательно, повышается качество непрерывнолитых слитков. 1 з.п.ф-лы, 1 табл.

где M - объемная доля азота в газовой смеси;
Q - весовой расход стали через огнеупорную трубу, т/мин;
[A1] - необходимое содержание алюминия в слитках, мас.%;
[N] - необходимое содержание азота в слитках, мас.%;
Al - содержание алюминия в стали в сталеразливочном ковше, мас.%;
N - содержание азота в стали в сталеразливочном ковше, мас.%;
0,001 и 0,006 - эмпирические коэффициенты;
K - эмпирический коэффициент, характеризующий физико-химические закономерности усвоения сталью азота, равный 5,65 - 8,3.
| ЛЕЙТЕС А.В | |||
| Защита стали в процессе непрерывной разливки | |||
| - М.: Металлургия, 1984, с | |||
| Способ использования делительного аппарата ровничных (чесальных) машин, предназначенных для мериносовой шерсти, с целью переработки на них грубых шерстей | 1921 |
|
SU18A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| РЖ "Металлургия", 1978, N 10, реферат 10В495П, JP 52 109432 (МИЦУОКУ КУКИ СОТИ К.К.), 13.09.1977.SU 1668016 A1, 07.08.1991 | |||
| Способ защиты струи металла | 1988 |
|
SU1586850A1 |

