Изобретение относится к металлургии и машиностроению, может быть использовано при изготовлении металлических листов, полос, лент, профилей, прутков и проволоки со светлой, не окисленной поверхностью.
Известен способ обработки окисленных поверхностей стальных полос, лент и др. изделий, заключающийся в том, что изделие погружают в электролит и обеспечивают контакт с переменным электрическим током; причем в качестве электролита используют растворы органических кислот. (Патент США N 3420760, НКИ 204-145, МКИ C 23 B 1/00 от 02.01.69).
Недостатком этого способа является сложность аппаратурного оформления процесса, а также нестабильность состава электролита.
Наиболее близким по технической сущности к предлагаемому способу является способ обработки окисленных металлических поверхностей листов, полос, профилей, прутков и проволоки, заключающийся в том, что металлические материалы с окисленной поверхностью погружают в водные растворы кислот, щелочей или расплавы щелочей или солей с последующим проведением технологических процессов, например, прокатки, нанесения защитных гальванических и лакокрасочных покрытий, требующих полного удаления окисленного слоя. (А.М. Ямпольский. Травление металлов. М.: Металлургия, 1980 г., Е.С.Иванов, Ингибиторы коррозии металлов в кислых средах. Справочник. М.: Металлургия, 1986 г.
Недостатком этого способа является большая продолжительность травления, а в некоторых случаях некачественная обработка поверхности, на которой сохраняются продукты окисления в виде пятен, разводов и непротравленных участков. Наличие подобных дефектов ухудшает качество поверхности, нарушает непрерывность процесса и требует дополнительных операций травления или механической обработки, что снижает производительность процесса и повышает затраты на его проведение.
Задача изобретения заключается в повышении производительности процесса за счет сокращения времени до полного удаления окалины при одновременном обеспечении высококачественной светлой поверхности. Поставленная задача достигается тем, что в способе обработки окисленных металлических материалов, например листов, полос, лент, профилей, прутков и проволоки, их дополнительно перед травлением подвергают холодной пластической деформации, причем степень деформации выбираются исходя из условия создания под слоем окалины на глубине не менее 10% толщины материала пластической деформации в пределах 0,3 - 6%.
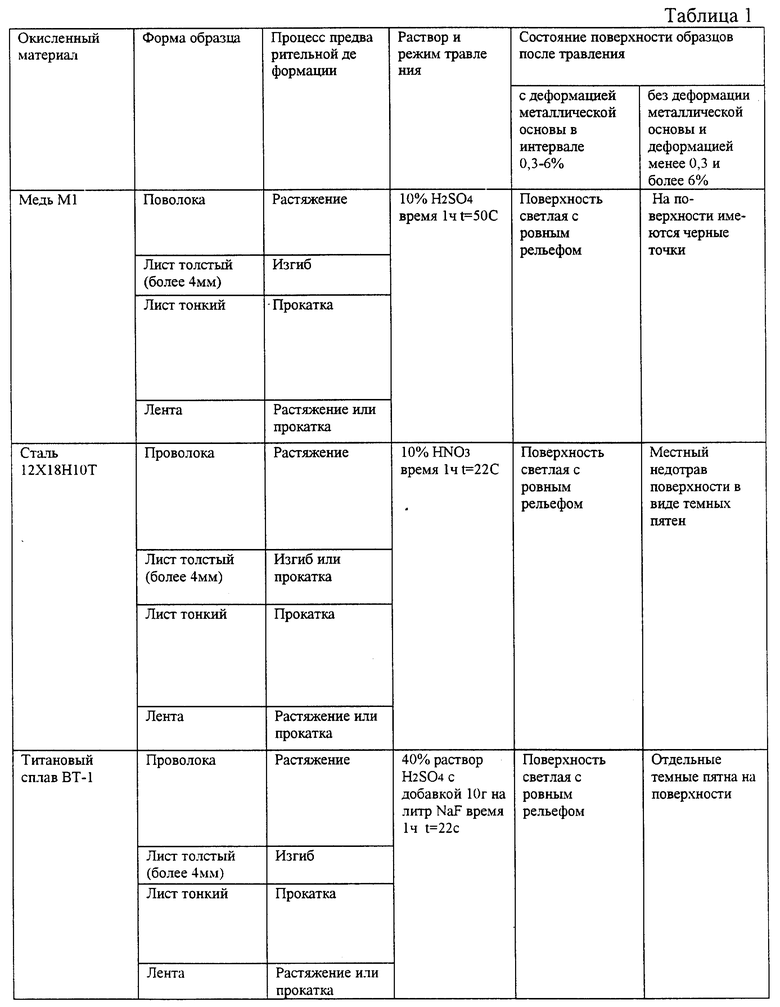
Вид холодной пластической деформации определяют формой окисленного материала: для проволоки, прутков и профилей - растяжение, для толстого листа - изгиб, а для тонкого листа и для ленты - растяжение или прокатка.
При пластической деформации материала под слоем окалины менее 0,3% и более 6% и глубиной проникающей деформации менее 10% качество поверхности ухудшается. Следует отметить, что при пластической деформации более 6% (экспериментально исследованы 8 и 10%) качество поверхности исследованных материалов несколько ухудшается, однако остается выше, чем для окисленных материалов без предварительной деформации.
Способ обработки окисленных поверхностей был опробован на образцах из меди М1, стали 12Х18Н10Т и титанового сплава ВТ-1 (табл. 1).
Из данных табл. 1 видно, что использование предлагаемого способа обеспечивает получение светлой высококачественной поверхности исследованных металлических материалов.
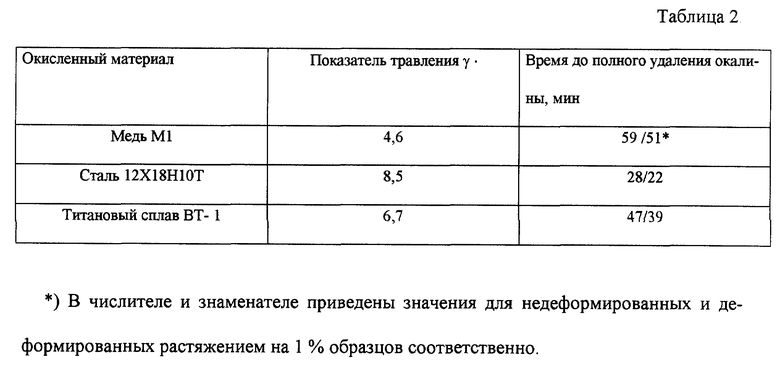
Использование предлагаемого способа значительно повышает скорость травления, снижает время до полного удаления окалины с металлической поверхности. В табл. 2 приведены результаты испытаний исследованных материалов в растворах травления, состав которых приведен в табл. 1. Влияние предварительной пластической деформации на снятие окалины оценивали по величине показателя травления γ = K/K0 (где К и К0 соответственно скорости травления недеформированного и деформированного на 1% окисленного материала, выраженные в г/м2•ч) и времени до полного удаления окалины, которое оценивали визуально.
Сущность способа поясняется следующим. Окисленные металлические материалы, например листы, полосы, ленты, профили, прутки и проволока, дополнительно подвергают пластической деформации, которая, по сути, является первичной обработкой окисленного материала. При этом уплотняется окалина и упрочняется основной материал под слоем окалины, и одновременно происходит выравнивание профиля поверхности. Пластическую холодную деформацию материала, находящегося под слоем окалины, осуществляют растяжением, прокаткой, пластическим изгибом, волочением, обкаткой роликом в зависимости от формы материала. Степень деформации материала должна находиться в пределах 0,3-6%, а глубина проникающей деформации составлять не менее 10% толщины материала.
Далее осуществляют травление поверхности в известных растворах кислот и щелочей. Благодаря предварительной пластической деформации процесс травления окалины протекает по всей поверхности равномерно, а сам процесс значительно ускоряется и качество поверхности повышается.
Таким образом, применение предлагаемого способа сокращает время до полного удаления окалины, повышает скорость травления исследованных материалов при одновременном сохранении качества поверхности, повышает производительность технологического процесса подготовки поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ТРАВЛЕНИЯ ОКИСЛЕННЫХ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 1999 |
|
RU2157423C1 |
| ПРОКАТНЫЙ СТАН ДЛЯ ХОЛОДНОГО ПЛАКИРОВАНИЯ АЛЮМИНИЯ ДРУГИМИ МЕТАЛЛАМИ | 2003 |
|
RU2230639C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛЕНТ ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ | 1996 |
|
RU2100452C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛОСКИХ БИМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 1995 |
|
RU2084319C1 |
| Способ изготовления многослойного пакета | 1989 |
|
SU1682092A1 |
| ОБРАБОТКА СПЛАВОВ ТИТАН-АЛЮМИНИЙ-ВАНАДИЙ И ИЗДЕЛИЯ, ИЗГОТОВЛЕННЫЕ С ЕЕ ПОМОЩЬЮ | 2004 |
|
RU2339731C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЛЕНТ | 1996 |
|
RU2092256C1 |
| Способ производства литой многослойной заготовки | 2019 |
|
RU2722844C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ НИЗКОУГЛЕРОДИСТОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙСТАЛИ | 1971 |
|
SU302376A1 |
| Способ прокатки лития | 1986 |
|
SU1337155A1 |
Изобретение относится к металлургии и машиностроению и может быть использовано при изготовлении металлических листов, полос, лент, профилей, прутков и проволоки со светлой не окисленной поверхностью (стали различных марок, медь, титан и их сплавы), подвергаемых травлению. Окисленные металлические материалы перед травлением в водных растворах электролитов подвергают холодной пластической деформации, причем степень деформации выбирают исходя из условия создания под слоем окалины на глубине не менее 10% толщины материала пластической деформации в пределах 0,3 - 6%. Вид холодной пластической деформации определяют формой окисленного материала: для проволоки, прутков и профилей - растяжение, для толстого листа - изгиб, а для тонкого листа и для ленты - растяжение или прокатка. Применение предлагаемого способа сокращает время до полного удаления окалины, повышает скорость травления при одновременном сохранении качества поверхности и увеличивает производительность технологического процесса подготовки поверхности. 2 табл.
| А.М.ЯМПОЛЬСКИЙ | |||
| Травление металлов | |||
| - М.: Металлургия, 1980, с.32 | |||
| СПОСОБ УДАЛЕНИЯ ОКАЛИНЫ: | 0 |
|
SU378270A1 |
| US 4181091 A, 01.01.1980 | |||
| JP 57194262 A, 29.11.1982 | |||
| Устройство для контроля измерителей коэффициентов ошибок | 1985 |
|
SU1246385A1 |
| СПОСОБ ПОЛУЧЕНИЯ 5-СУЛЬФОКИСЛОТ-8-МЕРКАПТОХИНОЛИНОВ | 0 |
|
SU188975A1 |

