Настоящее изобретение касается изготовления волокнистой основы деталей из композитных материалов, и, в частности, используемого в этих целях волокна.
Настоящее изобретение может быть использовано для создания волокнистой основы для трущихся дисков из композитных материалов, например, дисков сцепления и, в основном, тормозных дисков.
В настоящее время тормозные диски из композитных материалов углерод-углерод (C-C) часто используется в спортивных автомобилях и, в значительно больших масштабах, в многодисковых тормозных системах роторов и статоров самолетов.
Общеизвестно, что производство тормозных дисков из композитного материала C-C включает производство волокнистой углеродной основы и ее уплотнение углеродной матрицей, заполняющей изначально свободные внутренние поры данной основы.
Уплотнение осуществляется общеизвестным способом, путем химической инфильтрации в парообразном или жидком виде, то есть производится пропитка исходным веществом, которое впоследствии за счет термической обработки преобразуется в углерод.
Для производства волокнистых основ часто используется способ, заключающийся в наложении друг на друга плоских волокнистых текстур и в сшивании их между собой. Плоские волокнистые текстуры могут представлять из себя связанные однонаправленные ткани или слои. Сшивание данных слоев осуществляется по мере их наложения, при этом, как описано в документе FR-A-2 584106, желательно поддерживать постоянную глубину сшивания. Указанные слои могут накладываться друг на друга и сшиваться между собой для получения плоских плит, из которых вырезаются кольцевые основы для тормозных дисков. Для того, чтобы при этом избежать большого количества отходов, данные слои могут формироваться из расположенных рядом кольцевых секторов, вырезанных из плоской волокнистой структуры.
Здесь разделительные линии между секторами сдвигаются при переходе от одного сектора к другому.
Плоские волокнистые текстуры в виде ткани или однонаправленных слоев, состоящих из углеродных волокон трудно поддаются сшиванию. Действительно, иглы с зазубринами или вилкой имеют тенденцию скорее рвать непрерывные или скрученные углеродные волокна, которые образуют волокна, чем извлекать нити, чтобы их расположить поперечно в наложенных друг на друга слоях. Один из способов разрешения этой проблемы заключается в том, что к плоской текстуре добавляется слой углеродных волокон, которые могут зацепляться иглами. Другое решение указанной выше проблемы состоит в том, что производится прошивка указанных текстур, состоящих не из углерода, а из предназначенного для его получения исходного вещества, которое лучше поддается прошивке. Преобразование исходного вещества в углерод производится путем термической обработки данной прошитой основы.
В документе EP-A-0 489637 также предлагается использовать плоские волокнистые текстуры для изготовления указанных основ волокна, состоящего в основном из разрезанных параллельных и нескрученных нитей. Непрерывность данных нитей при этом обеспечивается за счет использования связующей нити из нестойкого вещества. Данная связующая нить убирается путем растворения или же термической обработки. При этом высвобождаются разрезанные волокна, что позволяет осуществлять прошивку даже с использованием углеродных нитей. Кроме этого, высвобождение данных нитей позволяет им распространиться по всему объему указанной основы, что позволяет обеспечить такую ее пористость, которую можно более легко и равномерно заполнить материалом матрицы на этапе уплотнения. При этом указанный этап осуществляется наиболее полно и более однородно.
В случае использования настоящего изобретения для изготовления тормозных дисков, на их механические и трибологические свойства существенное влияние оказывают следующие факторы:
- производство и свойства образующих данные основы волокон;
- структура используемых для создания данных основ плоских текстур;
- способ связывания между собой слоев, образованных этими текстурами, в особенности там, где это касается параметров прошивки;
- обработка, в том числе термическая, которой могут быть подвергнуты указанные основы до уплотнения; состав матрицы и способ уплотнения.
В частности, применительно к самолетной системе торможения используемые диски должны обладать не только механическими свойствами, позволяющими им выдерживать имеющие место нагрузки в "холодном" и "горячем" режимах, но и трибологическими характеристиками, обеспечивающими нормальное функционирование в различных ситуациях:
- торможение во время движения в "холодном" режиме (движение по взлетной полосе до взлета);
- торможение во время движения в "горячем" режиме (движение по взлетной полосе после приземления);
- торможение во время приземления в нормальном режиме;
- торможение в экстренной ситуации (прерывание фазы взлета при ограниченной длине взлетной полосы).
Однако в случаях, когда речь идет о более незначительных величинах поглощаемой энергии, желательно, чтобы трущиеся поверхности данных дисков очень быстро нагрелись до достаточной температуры, такой, чтобы теплопроводность композитного материала была более ограниченной, чем та, что требуется, например, для торможения самолетов в экстренной ситуации.
В ходе проведенных испытаний на стенде было установлено существенное влияние, которое оказывают свойства волокон указанной основы на характеристики тормозного диска, и задача настоящего изобретения в этой связи заключается в создании волокна, наиболее подходящего для изготовления волокнистых основ деталей из композитных материалов и, в частности (хотя это и не ограничивает сферу применения настоящего изобретения), для тормозных дисков. Другая задача настоящего изобретения заключается в создании способа производства такого волокна.
В соответствии со вторым аспектом настоящего изобретения, волокно, предназначенное для производства волокнистых основ деталей из композитных материалов, состоящих из разрезанных параллельных и нескрученных волокон, которые удерживаются за счет использования обвивающей их связующей нити из легко удаляемого вещества, отличающееся тем, что указанное волокно является гибридным волокном. Данное волокно состоит из тесно связанных между собой, по меньшей мере, двух различных компонентов. Выбор производился из углеродных волокон или волокон из исходного для получения углерода вещества на полиакрилонитриловой основе, углеродных волокон или волокон из исходного для получения углерода вещества на основе анизотропной смолы, углеродных волокон или волокон из исходного для получения углерода вещества на основе изотропной смолы, углеродных волокон или волокон из исходного для получения углерода вещества на фенольной основе, углеродных волокон или волокон из исходного для получения углерода вещества на целлюлозной основе, керамических волокон или волокон из исходного для получения керамики вещества, при этом как минимум 15% (предпочтительнее - как минимум 30%) веса упомянутой совокупности волокон составляют углеродные волокна или волокна из исходного для получения углерода вещества, которые в углеродном состоянии являются волокнами высокой прочности, имеющими предел прочности на растяжение, по меньшей мере, равный 1500 МПа (предпочтительнее - 2000 МПа) и модуль, по меньшей мере, равный 150 ГПа (предпочтительнее - 200 ГПа).
Под углеродными волокнами или волокнами из исходного для получения углерода вещества здесь подразумеваются волокна, которые находятся в своем исходном состоянии, например, в состоянии полиакрилонитрита или в состоянии углерода после полностью проведенного преобразования исходного вещества в углерод, или же в каком-то промежуточном состоянии между исходным для получения углерода веществом и углеродом, например в состоянии окисления или полукарбонизации. Таким же образом под керамическими волокнами или волокнами из исходного для получения керамики вещества подразумеваются волокна из исходного вещества, или в керамическом состоянии после полностью проведенного преобразования исходного вещества, или в промежуточном состоянии между исходным веществом и керамическим состоянием, например, в состоянии полукерамизации.
Применение совокупности волокон, имеющих различный состав, позволяет обеспечить лучшие условия использования волокнистых основ деталей из композитных материалов. Основная характерная черта настоящего изобретения заключается в том, что упомянутая гибридизация осуществляется не на уровне волокон, имеющих различную природу и используемых для создания волокнистых основ, а на уровне нитей, образующих данные волокна, при обеспечении их тщательного смешивания.
Так, например, для тормозных дисков тщательное смешивание упомянутых нитей на границе раздела трущихся поверхностей при их соприкосновении обеспечивает образование своего рода "третьего тела", которое имеет однородную структуру по всей данной границе раздела и обеспечивает наилучшее использование тех свойств, которые дают изделию указанные нити различного состава.
Волокнистая основа детали из композитного материала создается путем изготовления волокна, состоящего из разрезанных и нескрученных нитей, которые удерживаются за счет обматывающей их связующей нити из легко удаляемого материала, получении из упомянутого волокна плоской волокнистой структуры, наложении слоев из данной волокнистой структуры, удалении связующей нити, прошивке наложенных друг на друга слоев с целью их взаимного скрепления за счет извлекаемых из указанных волокон нитей, которые продеваются через упомянутые наложенные слои, при этом, по меньшей мере, для производства части плоской волокнистой структуры использовано вышеописанное гибридное волокно.
Удаление связующей нити осуществляется до момента или же непосредственно во время наложения упомянутых слоев таким образом, чтобы обеспечивалась возможность последовательной их прошивки после наложения каждого слоя, как это описано в уже приводившемся здесь документе FR-A-2 584106.
В том случае, когда волокно, используемое для производства волокнистых основ деталей из композитных материалов, состоит из нитей из исходного вещества или из вещества в промежуточном состоянии между исходным и конечным углеродом или керамикой, преобразование нитей в углерод или керамику осуществляется за счет термической обработки. Данная обработка может производиться на любом этапе создания прошитой волокнистой основы до ее уплотнения, то есть как для гибридного волокна, так и готовой основы или же на каком-либо промежуточном этапе. В том случае, когда упомянутое гибридное волокно включает нити в состоянии углерода, прошитая волокнистая основа также может быть подвергнута термической обработке при температуре, превышающей 1300oC, данная температура может доходить до 2300oC. Указанная термическая обработка в данном случае оказывает стабилизирующее воздействие на используемые волокна с химической точки зрения, то есть оказывает положительное стабилизирующее воздействие на состав волокна, в частности происходит удаление присутствующего азота; со структурной точки зрения, то есть с точки зрения улучшения в большей или меньшей степени свойств поверхностей в плане их графитизации; с текстурной точки зрения, то есть с точки зрения ориентации указанных поверхностей относительно оси данного волокна и размещения этих поверхностей и их осей вращения относительно поверхности данного волокна. Данную термическую обработку предпочтительнее производить при температуре около 1600oC.
Наличие углеродных нитей высокой прочности, в частности предусматривается с точки зрения требуемых от композитного материала механических свойств. Для достижения наилучших свойств указанные нити должны составлять, по меньшей мере, 30% от единицы веса материала.
Целесообразно также использовать в совокупности волокон углеродные нити или нити из исходного для получения углерода вещества, которые в углеродном состоянии составляют 15% от веса совокупности волокон и представляют из себя нити с низким модулем, то есть с модулем Юнга, не превышающим 100 ГПа. Углеродные волокна с низким модулем выбираются из углеродных волокон с исходным веществом на фенольной основе, из углеродных волокон с исходным веществом из изотропной смолы и из углеродных волокон с исходным веществом на целлюлозной основе. При этом диаметр образующих указанное волокно нитей обеспечивает в ходе упомянутой прошивки преимущественное извлечение нитей с низким модулем.
Предпочтительнее, чтобы процентное соотношение волокон с низким модулем в углеродном состоянии было, по меньшей мере, равным 30%.
В том случае, когда прошивка производится нитями в углеродном, а не в исходном состоянии, предпочтительнее использовать нити с низким модулем, так, как отмечается заявителем, указанные нити лучше и даже в большем количестве продеваются иглами через наложенные друг на друга слои. Применительно к тормозным дискам, в том случае, когда образующие упомянутые волокнистые основы слои располагаются параллельно трущимся поверхностям, мажоритарное присутствие нитей с низким модулем, расположенных перпендикулярно трущимся поверхностям, способствует снижению излишней поперечной жесткости дисков. Данное обстоятельство обеспечивает эластичную деформацию дисков, достаточную для обеспечения трения на всей протяженности соприкасающихся поверхностей (а не только на отдельных их участках), это необходимо тогда, когда упомянутые поверхности не являются достаточно ровными и параллельными, что, например, может произойти за счет неравномерного износа.
Из того факта, что указанные углеродные нити с низким модулем распределяются с использованием игл, очевидно, следует то, что углеродные нити с высоким модулем (разрезанные, а не скрученные) - как, например, углеродные нити с исходным веществом из окисленного полиакрилонитрита или углеродные нити с исходным веществом из анизотропной смолы - имеют тенденцию ломаться. Это тем более справедливо для того случая, когда углеродные нити с высоким модулем имеют больший диаметр. Таким образом, практически исключительный выбор углеродных нитей с низким модулем для прошивки может быть сделан тогда, когда присутствующие в гибридном волокне нити с высоким модулем имеют диаметр, по меньшей мере, равный 8 мкм (предпочтительнее - 10 мкм). При этом гарантируется меньшая жесткость волокнистой основы и детали из композитного материала в направлении, перпендикулярном упомянутым слоям.
Одним из других случаев предпочтительного использования для прошивки углеродных нитей с низким модулем является случай, когда создается плоская волокнистая структура, в которой гибридные волокна, расположенные в каком-то одном направлении, имеют в своем составе значительное количество углеродных нитей с низким модулем. Таким образом, волокнистая структура образуется из волокон, располагающихся как минимум в двух направлениях, при этом ориентированные в первом направлении волокна включают смесь нитей, содержащую углеродные нити с низким модулем, с модулем Юнга, не превышающим 100 ГПа, причем указанная прошивка осуществляется с использованием игл, ориентация которых выбрана таким образом, чтобы обеспечивалось преимущественное зацепление нитей, ориентированных в первом направлении.
Еще одним аспектом настоящего изобретения является создание волокнистой основы детали из композитного материала, включающей наложенные друг на друга слои из плоской волокнистой структуры, причем данные слои скреплены между собой нитями, которые извлекаются из волокнистой структуры и продеваются через данные слои, при этом нити данной волокнистой структуры включают как минимум два типа тщательно перемешанных нитей различной природы, причем используются углеродные нити из исходного для получения углерода вещества на основе окисленного полиакрилонитрила, углеродные нити из исходного для получения углерода вещества на основе изотропной смолы, углеродные нити из исходного для получения углерода вещества на основе изотропной смолы, углеродные нити из исходного для получения углерода вещества на фенольной основе, углеродные нити из исходного для получения углерода вещества на основе вискозы, а также керамические нити, при этом как минимум 15% от веса указанной смеси нитей составляют углеродные нити высокой прочности, имеющие предел прочности на растяжение, по меньшей мере, равный 1500 МПа и модуль, по меньшей мере, равный 150 ГПа.
Ниже, извлекаемые из волокнистой структуры и располагаемые поперечно слоям, в основном, могут являться углеродными нитями с низким модулем, имеющими модуль Юнга, не превышающий 100 ГПа.
С другой стороны, задачей настоящего изобретения является описание способа производства упомянутого выше гибридного волокна.
Данная задача достигается за счет использования способа, включающего следующие этапы:
- обеспечение необходимых объемов непрерывных нитей, каждый объем при этом состоит из нитей, имеющих один состав, здесь используются углеродные нити или нити из исходного для получения углерода вещества на полиакрилонитриловой основе, углеродные нити или нити из исходного для получения углерода вещества на основе анизотропной смолы, углеродные нити или нити из исходного для получения углерода вещества на основе изотропной смолы, углеродные нити или нити из исходного для получения углерода вещества на фенольной основе, углеродные нити или нити из исходного для получения углерода вещества на целлюлозной основе, керамические нити или нити из исходного для получения керамики вещества;
- каждый объем нитей подвергается регулируемым процессам вытягивания и ломки для получения разрезанных и параллельных друг другу нитей.
- тщательное смешивание друг с другом, по меньшей мере, двух объемов ломаных нитей, имеющих различную природу, что позволяет получить гибридное волокно, в котором смешанные разрезанные нити размещаются параллельно друг другу и не перекручиваются. Указанная смесь состоит из углеродных нитей или нитей из исходного для получения углерода вещества, которое, будучи преобразованным в углерод, составляет, по меньшей мере, 15% (предпочтительнее - 30%) от веса смеси нитей, смесь также состоит из углеродных нитей высокой прочности, имеющих предел прочности на растяжение, по меньшей мере, равной 150 мегапаскаля (предпочтительнее - 2000 МПа) и модуль, по меньшей мере, равный 150 ГПа (предпочтительнее - 200 ГПа);
- переплетение смешанных разрезанных нитей связующей нитью и легко удаляемого вещества для получения целостности получаемой гибридной нити.
Предпочтительнее использовать объемы нитей в виде лент, при этом тщательное смешивание нитей, имеющих различную природу, из состава, по меньшей мере, двух лент производится за счет пропускания их через устройство с гребенной планкой.
После прочтения приведенного ниже описания с показательными, но далеко не исчерпывающими, практическими примерами будет легче понять суть настоящего изобретения. Будем ссылаться на прилагаемые чертежи, на которых:
- на фигуре 1 изображена органиграмма, на которой показан процесс производства тормозного диска из композитного материала углерод-углерод с использованием основы из гибридного волокна в соответствии с настоящим изобретением;
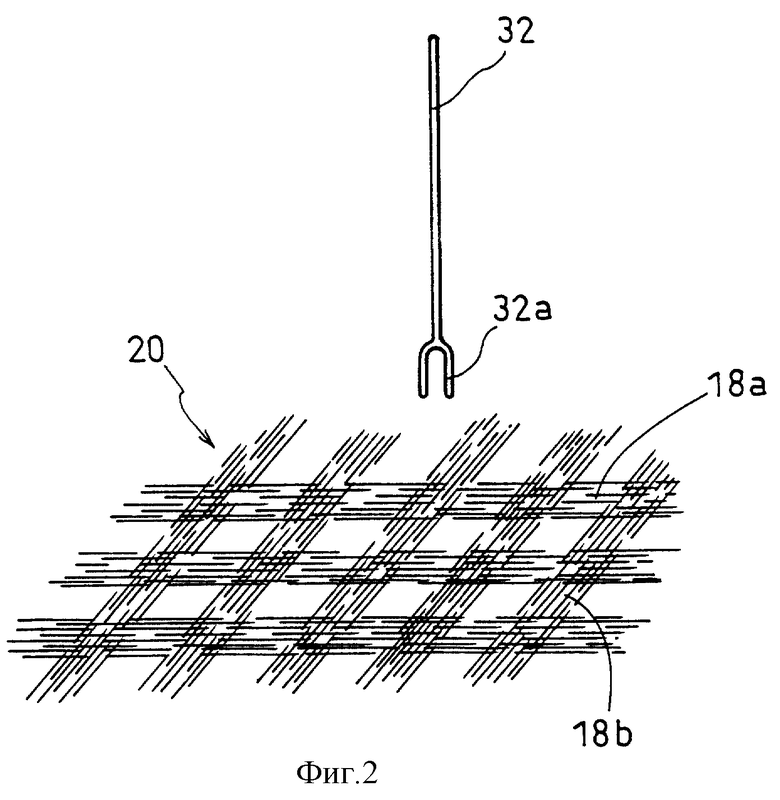
- на фигуре 2 схематично показан способ прошивки, позволяющий целенаправленно выбрать определенные нити, образующие волокна прошитой волокнистой структуры.
Последующие примеры касаются производства тормозных дисков из композитных материалов, которое хоть и является основной прикладной областью настоящего изобретения, но далеко не полностью исчерпывает другие возможные сферы его применения.
Во всех данных примерах показанный на фиг. 1 способ используется для производства гибридного волокна, создания плоской волокнистой структуры с использованием одного или нескольких волокон, из которых, по меньшей мере, одно является гибридным, создания волокнистой основы из плоской волокнистой текстуры и изготовления тормозного диска из композитного материала с использованием волокнистой основы.
В соответствии с используемой в настоящем описании терминологией, гибридное волокно является волокном, состоящим из нитей, имеющих различную природу.
Для производства гибридного волокна берутся объемы непрерывных нитей в виде лент или жгутов, при этом каждый объем состоит из нитей, имеющих одну природу, а данные объемы нитей, имеющих различную природу, выбираются с учетом состава гибридного волокна. Производится отбор определенного количества нитей, с учетом их диаметра, из различных жгутов или лент для получения необходимого весового соотношения нитей в указанном гибридном волокне.
Как указано выше, гибридное волокно включает углеродные нити или нити из исходного для получения углерода вещества, которое, будучи преобразованным в углерод, составляет как минимум 15% (предпочтительнее 30%) от веса смеси нитей. Указанное волокно включает также углеродные нити высокой прочности, например, углеродные нити, полученные на основе полиакрилонитрита (PAN) или углеродные нити, полученные на основе анизотропной смолы. Кроме этого, если речь идет об использовании настоящего изобретения для изготовления тормозных дисков, желательно, чтобы гибридное волокно состояло из углеродных нитей или нитей из исходного для получения углерода вещества, которое, будучи преобразованным в углерод, составляло бы как минимум 15% (предпочтительнее 30%) углеродных нитей с низким модулем, как, например, нити на фенольной основе, нити на целлюлозной основе или нити на основе изотропной смолы.
Здесь под углеродными нитями высокой прочности подразумеваются углеродные нити, имеющие предел прочности при растяжении, равный как минимум 1500 МПа (предпочтительнее - 2000 МПа и еще лучше - 2500 МПа), модуль, равный, по меньшей мере, 150 ГПа (предпочтительнее - 200 МПа и еще лучше - 230 МПа). Под углеродными нитями с низким модулем подразумеваются углеродные нити с модулем Юнга, не превышающим 100 МПа (предпочтительнее не превышающим 70 МПа). Могут также присутствовать другие, неуглеродные нити, например керамические нити, к которым относятся, в частности, нити, состоящие в основном из карбида кремния, карбида алюминия, карбида двуокиси кремния, карбида соли кремниевой кислоты, алюмосиликатный карбид.
Содержащие большое количество нитей различной природы жгуты или ленты, например две ленты 10, 10', подвергаются регулируемому процессу вытягивания и ломки, в результате чего они преобразуются в ленты 12, 12', состоящие из разрезанных и параллельных друг другу нитей. Регулируемый процесс вытягивания и ломки жгута, содержащего большое количество нитей, описан в документе FR-A-2 608641.
Упомянутые нити из прошедших ломку лент 12, 12' тщательно перемешиваются и образуют однородную ленту 14, состоящую из разрезанных нитей, которые размещаются параллельно друг другу и не перекручиваются. Данная процедура может быть проведена за счет пропускания прошедших ломку лент 12, 12' через устройство с гребенной планкой, то есть слой волокон из подвергшихся ломке лент 12, 12' проходит между подающими и вытягивающими цилиндрами через поле перегородок с иголками или гребенки. В данном случае речь идет об известном в текстильной промышленности процессе.
Связывание совокупности нитей, образующих ленту 14, обеспечивается путем связывания нитью 16 из легко удаляемого материала, таким образом получается связанное гибридное волокно 18 (или волокно, представляющее из себя своего рода шнур из гибридных нитей), в котором разрезанные нити располагаются параллельно друг относительно друга и не перекручиваются. Под легко удаляемым веществом, образующим связывающую нить здесь понимается любое вещество, которое можно удалить без образования при этом какого-либо остатка на гибридной нити и без повреждения образующих ее нитей. В качестве примера упомянутого легко удаляемого вещества, составляющего связывающую нить, можно привести растворяемый полимер, в частности полихлорвиниловый спирт (PVA) или же какой-либо полимер, который может быть полностью удален путем термической обработки, например поливинилацетат или полиэтилен. Связывание придает гибридной нити необходимые для осуществления текстильных операций свойства, например образование ткани. Связывание производится с использованием какого-либо известного изделия, например изделие "Parafil" германского объединения Spindelfabrike Suessen.
Плоская текстура 20 образуется, например, в процессе тканья связанной гибридной нити 18. Могут также быть образованы и другие текстуры, в частности текстуры, полученные методом вязания или оплетки упомянутой связанной гибридной нити или же еще текстуры, полученные за счет наложения и легкой прошивки нескольких однонаправленных слоев, например, двух или трех, при этом направление нитей сдвигается на некий угол при переходе от слоя к слою.
После получения указанной текстуры происходит удаление упомянутой связующей нити. В том случае, если речь идет об использовании нити из полихлорвинилового спирта (PVA), удаление производится методом промывки в воде, отжима и сушки. В том случае, когда данная связующая нить состоит из поливинилацетата или полиэтилена, ее удаление производится путем термической обработки.
Несколько слоев текстуры 20 накладываются друг на друга и прошиваются, в результате чего получается плита 22, толщина которой существенно зависит от толщины тормозных дисков, которые предполагается изготовить. Удаление связующей нити позволяет образующим гибридное волокно нитям распространиться в упомянутой текстуре и обеспечить возможность осуществления ее непосредственной прошивки. Прошивка осуществляется по мере наложения слоев текстуры. Каждый новый слой, таким образом, сшивается с находящимся под ним слоем при поддержании постоянной глубины прошивки. После наложения и прошивки последнего слоя могут быть произведены несколько завершающих проходов иглами, как это описано в документе FR-A-2 584106.
Из прошитой плиты 22 вырезаются кольцевые основы 24, размеры которых примерно соответствуют изготавливаемым тормозным дискам. Уплотнение указанных основ 24 производится хорошо известным способом, когда в специальной печи химическим путем осуществляется проникновение матрицы из пиролитического углерода в парообразном состоянии в эти основы.
Уплотненные основы 26 далее подвергаются обработке с целью получения тормозных дисков с выровненными трущимися поверхностями, при этом внутренние и внешние края имеют вырезы для обеспечения связи роторных 28 или статорных 30 дисков и какого-либо колеса или какого-либо ведущего колеса.
Как уже говорилось, гибридное волокно может быть изготовлено из углеродных или же керамических нитей, а также из нитей из исходного для получения углерода или же керамики вещества. В последнем случае это могут быть нити, полученные непосредственно из исходного вещества в его первоначальном виде или же из исходного вещества в промежуточном состоянии между первоначальном видом вышеназванного вещества и углеродом или же керамикой. Данное промежуточное состояние может быть состоянием, когда исходное вещество находится в состоянии окисления или же полукарбонизации (соответственно полукерамизации). Преобразование исходного вещества в углерод или в керамику производится путем термической обработки. Данная обработка производится после получения прошитой основы, например, до или после вырезания прошитой плиты 22. Во время осуществления термической обработки после вырезания основ указанных выше дисков необходимо учитывать, что процесс преобразования исходного вещества сопровождается усадкой. Чтобы избежать феномена неравномерной усадки в случае, когда нити гибридного волокна находятся в исходном состоянии, необходимо выполнить условие при котором все образующие волокно нити имели бы одно и то же исходное состояние (или какое-либо другое).
Пример 1
В соответствии со способом производства, описанным со ссылкой на фиг. 1, изготовление тормозных дисков из композитного материала C-C осуществляется следующим образом.
Производится гибридное волокно, 75% веса которого составляют углеродные нити (при этом в качестве исходного вещества используется полиакрилонитрил). Указанные нити отбираются из жгута, содержащего 12000 нитей (12К). Данный жгут производится компанией Tenax и имеется на рынке под торговой маркой "Tenax HTA 5411". 25% веса указанного выше гибридного волокна составляют углеродные нити с исходным веществом на фенольной основе, которые отбираются из жгута, содержащего 2000 нитей (2К). Данный жгут производится компанией Kynol. Углеродные нити, в которых в качестве исходного вещества используется полиакрилонитрил, имеют модуль Юнга, примерно составляющий 230 ГПа и предел прочности на растяжение равный примерно 2000 МПа. При этом углеродные нити с исходным веществом на фенольной основе имеют модуль Юнга, примерно составляющий 60 ГПа и предел прочности на растяжение - примерно 700 МПа. Примерно определяя значения 150 ГПа и 1500 МПа в качестве пределов между низким и высоким модулями и между низким и высоким пределами прочности, отметим, что нити, в которых в качестве исходного вещества используется полиакрилонитрит, являются нитями с высоким модулем и высоким пределом прочности. При этом нити из исходного вещества на фенольной основе являются нитями с низким модулем и низким пределом прочности.
Гибридное волокно, полученное в результате контролируемых процессов вытягивания и ломки из упомянутых жгутов и тщательного смешивания нитей, связывается с использованием связующей нити из полихлорвинилового спирта (PVA) номер 45 dtex.
Далее осуществляется изготовление текстуры с глянцевым покрытием путем тканья связанного гибридного волокна. После удаления связующей нити путем промывки в течение 10 минут в воде, нагретой до температуры 80oC, отжима и сушки, слои текстуры накладываются друг на друга и прошиваются. Из полученных таким образом плит вырезаются кольцевые основы, которые затем уплотняются матрицей из пиролитического углерода, которая химическим путем проникает в указанную основу в парообразном состоянии.
Полученные таким образом два тормозных диска после окончательной обработки проходят испытания на стенде, в ходе которых данные диски трутся друг о друга, моделируя соответственно:
- 5 циклов торможения, соответствующих условиям движения по земле в "холодном" режиме для самолета типа "Airbus A300";
- 1 цикл приземления в нормальном режиме;
- 5 циклов торможения, соответствующих условиям движения по земле в "горячем" режиме;
- 1 цикл торможения в экстренной ситуации.
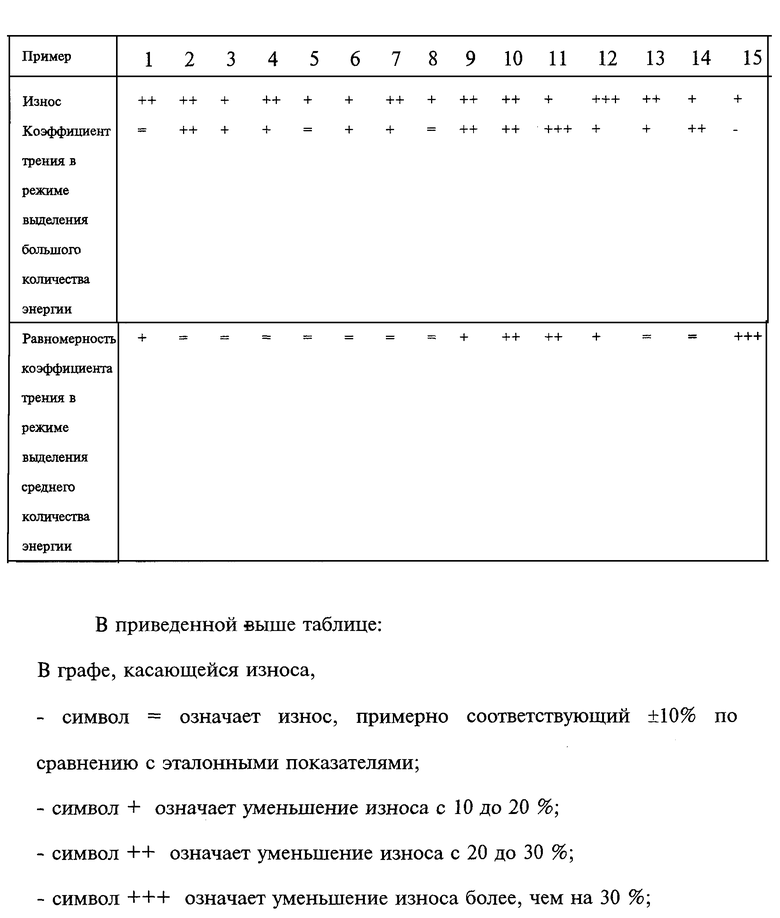
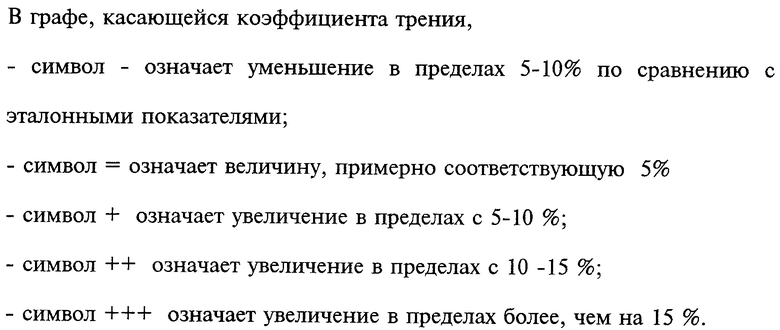
Износ дисков при этом определяется путем оценки уменьшения их толщины и веса, кроме этого производится измерение коэффициента трения во время торможения в экстренной ситуации (сопровождается выделением большого количества энергии - порядка 2500 килоджоулей на килограмм). Определяется также равномерность коэффициента трения для режимов, сопряженных с выделением среднего количества энергии (примерно от 100 до 200 килоджоулей на килограмм).
Приводится таблица, где для каждого из этих примеров приводятся показатели, отражающие качественные характеристики, в сравнении с некими эталонными показателями. Данные эталонные показатели получаются в результате того, что на стенде подвергают аналогичным испытаниям 2 тормозных диска, изготовленных в соответствии с примером 1, за тем лишь исключением, что используемое при этом волокно из углеродных нитей не является гибридным, а образуется только из нитей из исходного для получения углерода вещества на полиакрилонитриловой основе (без осуществления тщательного смешивания), при этом также прошитые кольцевые основы до их уплотнения подвергаются термической обработке при температуре 1600oC.
Пример 2
Осуществляются все операции, как указано в примере 1, за исключением того, что кольцевые основы тормозных дисков до их уплотнения подвергаются вакуумной термической обработке при температуре 1600oC в течение 30 минут.
Указанная термическая обработка производится с целью достижения стабилизирующего воздействия на углеродные нити из окисленного полиакрилонитрита (PAN), в результате чего достигается удаление присутствующего азота, а следовательно, обеспечивается стабилизация указанных основ как с химической точки зрения, так и с точки зрения их геометрических размеров.
Пример 3
Осуществляются все операции, как указано в примере 1, но в данном случае используется гибридное волокно, состоящее на 50% от его веса из углеродных нитей из полиакрилонитрита (PAN), отбор которых производится из жгута 12К типа Tenax НТА 5411. Оставшиеся 50% углеродных нитей являются нитями из анизотропной смолы, отбор которых производится из волокнистого жгута 2К японской компании Nippon Oil, который имеется на рынке под торговой маркой "XNC 15". Углеродные нити из анизотропной смолы имеют диаметр 10 мкм, модуль Юнга - 160 ГПа и предел прочности на растяжение - 2000 МПа.
Упомянутый диаметр данных нитей из смолы взят таковым, что эти нити практически не извлекаются иглами в ходе прошивки, а скорее ломаются ими. Таким образом, при этом производится преимущественное извлечение нитей из исходного для получения углерода вещества на полиакрилонитриловой основе (PAN).
Пример 4
Осуществляются все операции, как указано в примере 3, но в данном случае кольцевые основы тормозных дисков до их уплотнения подвергаются вакуумной термической обработке при температуре 1600oC в течение 10 минут. Данная обработка производится с целью оказания стабилизирующего воздействия на нити из исходного для получения углерода вещества на полиакрилонитриловой основе (PAN), а также для увеличения модуля и повышения прочности нитей из исходного для получения углерода вещества на основе анизотропной смолы.
Пример 5
Осуществляются все операции, как указано в примере 4, но в данном случае температура термической обработки доводится до 2200oC, что позволяет еще более повысить модуль нитей из исходного для получения углерода вещества на основе смолы.
Пример 6
Осуществляются все операции, как указано в примере 3, но в данном случае используются нити из исходного для получения углерода вещества на основе анизотропной смолы диаметром 7 мкм, которые отбираются из волоконного жгута 2К, производимого компанией Nippon Steel и имеющегося на рынке под торговой маркой "NUP 9 Eskainos". Указанные нити имеют модуль Юнга 160 ГПа и предел прочности на растяжение 2500 МПа.
Упомянутый диаметр нитей из исходного для получения углерода вещества на основе смолы обеспечивает возможность их извлечения в процессе прошивки.
Пример 7
Осуществляются все операции, как указано в примере 6, но в данном случае кольцевые основы тормозных дисков до их уплотнения подвергаются вакуумной термической обработке при температуре 1600oC, как это указано в примере 4.
Пример 8
Осуществляются все операции, как указано в примере 7, но температура термической обработки при этом доводится до 2200oC.
Пример 9
Осуществляются все операции, как указано в примере 1, но при этом используется гибридное волокно, 85% веса которого составляют нити из исходного для получения углерода вещества на полиакрилонитриловой основе (PAN), отбор которых производится из жгута 12К типа "Tenax HTA 5411". Оставшиеся 15% от веса волокна составляют нити, состоящие исключительно из карбида кремния. 12% процентов от веса данных нитей из карбида кремния составляет кислород, при этом их диаметр составляет 8 мкм (следовательно, их можно использовать для прошивки). Данные нити производятся японской компанией UBE и имеются на рынке под торговой маркой "Tyranno Lox M".
Пример 10
Осуществляются все операции, как указано в примере 9, но при этом нити "Tyranno Lox M" заменяются нитями из карбида кремния с остаточным содержанием кислорода 0,4% от веса нитей. Последние производятся японской компанией Nippon Carbon и имеются на рынке под торговой маркой "Nicalon". Упомянутые нити имеют диаметр 14 мкм и, следовательно, их практически нельзя использовать для прошивки.
Пример 11
Осуществляются все операции, как указано в примере 10, но при этом кольцевые основы тормозных дисков до их уплотнения в течение 30 минут проходят вакуумную термическую обработку при температуре 1600oC. Данная обработка оказывает стабилизирующее воздействие на углеродные нити и нити из карбида кремния, при этом низкий уровень кислорода в этих нитях позволяет осуществить подобную стабилизацию.
Пример 12
Осуществляются все операции, как указано в примере 1, но при этом используется гибридное волокно, 50% от веса которого составляют нити из исходного для получения углерода вещества на основе анизотропной смолы, как указано в примере 6, и оставшиеся 50% составляют нити из исходного для получения углерода вещества на фенольной основе, как указано в примере 1.
Пример 13
Осуществляются все операции, как указано в примере 12, но при этом кольцевые основы тормозных дисков до их уплотнения в течение 30 минут подвергаются вакуумной термической обработке при температуре 1600oC. Данная обработка, в частности, позволяет увеличить модуль, а также повысить прочность нитей из исходного для получения углерода вещества на основе анизотропной смолы.
Пример 14
Осуществляются все операции, как указано в примере 13, но при этом температура термической обработки доводится до 2200oC, что позволяет еще более увеличить модуль нитей из исходного для получения углерода вещества на основе анизотропной смолы.
Пример 15
Осуществляются все операции, как указано в примере 3, но при этом нити из исходного для получения углерода вещества на основе анизотропной смолы заменяются на нити из исходного вещества на целлюлозной основе, имеющие предел прочности на растяжение 800 МПа и модуль Юнга 60 ГПа.
В ранее приведенных примерах для производства плоской волокнистой структуры, используемой для изготовления указанных основ, применяется одно и то же гибридное волокно.
В любом случае могут быть использованы различные типы гибридного волокна. Например, в текстуре первый тип гибридных нитей может быть использован в качестве продольных нитей основы, а второй - в качестве поперечных нитей; или же в наложенных друг на друга однонаправленных слоях первый тип гибридных нитей используется для одного слоя, а второй - для другого слоя. Возможен также случай, когда в текстуре или же в однонаправленных слоях в одном направлении используется гибридное волокно, а в другом направлении - негибридное.
Использование в плоской волокнистой текстуре различных волокон, ориентированных по двум направлениям, позволяет произвести отбор нитей, которые могут зацепляться в процессе прошивки за счет соответствующей ориентации игл.
Таким образом, как это показано схематически на фигуре 2, игла с концом в виде вилки 32, у которой плоскость самой вилки 32а располагается параллельно поперечным волокнам 18а текстуры 20, практически не зацепляя уточные волокна, извлекает исключительно продольные волокна основы 18в. Если существует необходимость того, чтобы извлекаемые в процессе прошивки нити имели какие-либо особые свойства, например низкий модуль (необходимость этого указывалась выше для тормозных дисков), то в этом случае достаточно использовать продольное волокно основы 18в, имеющее относительно большое количество нитей небольшого диаметра. Можно даже достичь того, чтобы осуществлялось зацепление именно этих нитей, если оставшиеся нити продольных волокон основы будут иметь достаточно большой диаметр и их нельзя будет использовать для прошивки. Схожий результат может быть достигнут в случае использования иглы, имеющей конец с зазубринами, если расположить указанные зазубрины в той же плоскости, как это указано выше.
Гибридное волокно образуется из разрезанных параллельных и нескрученных нитей, которые удерживаются за счет обматывающей их связующей нити из легко удаляемого материала. Нити представляют собой смесь, как минимум, двух типов нитей, имеющих различную природу, при этом указанные нити могут быть углеродными или из исходного для получения углерода вещества на основе окисленного полиакрилонитрила, на основе анизотропной или изотропной смолы, на фенольной основе или целлюлозной основе, нити могут быть также керамическими или из исходного для получения керамики вещества. Как минимум 15% веса смеси нитей в углеродном состоянии составляют нити высокой прочности, имеющие предел прочности на растяжение, равный как минимум 1500 МПа и модуль, равный как минимум 150 ГПа, при этом как минимум 15% веса смеси составляют нити с низким модулем Юнга, не превышающим 100 ГПа. Технический результат - создание волокна, наиболее подходящего для изготовления волокнистых основ деталей из композитных материалов. 4 с. и 25 з.п.ф-лы, 2 ил., 1 табл.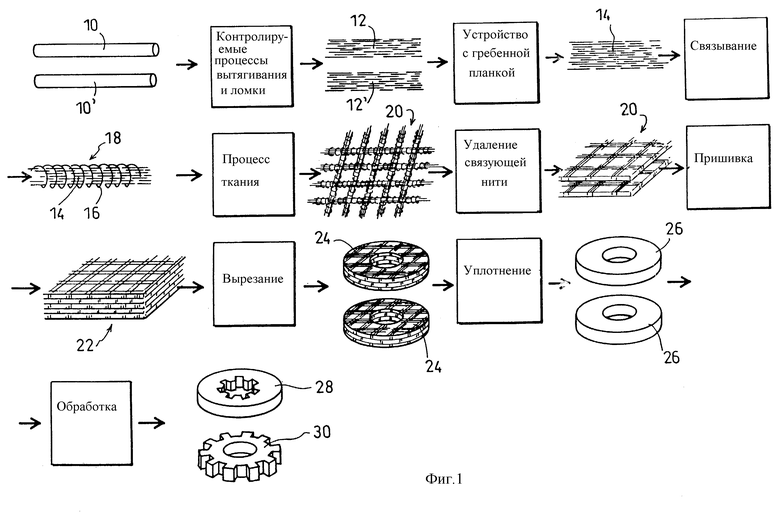
| СПОСОБ АБСОЛЮТНОЙ КАЛИБРОВКИ НЕЙТРОННБ1Х СПЕКТРОМЕТРОВ ПО ВРЕМЕНИ ПРОЛЕТА ЧАСТИЦ | 1972 |
|
SU432439A1 |
| Антипирен для древесины | 1974 |
|
SU489637A1 |
| Устройство для измельчения тканей животных | 1975 |
|
SU555134A1 |
| ПРИМЕНЕНИЕ СТРОМАЛЬНЫХ СТВОЛОВЫХ КЛЕТОК ЖИРОВОЙ ТКАНИ ДЛЯ ЛЕЧЕНИЯ СВИЩЕЙ | 2011 |
|
RU2608641C2 |
| УГЛЕРОДНАЯ КРУЧЕНАЯ НИТЬ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 1992 |
|
RU2008376C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ МОНОБЛОЧНОЙ ДЕТАЛИ ВРАЩЕНИЯ НА ОСНОВЕ КОМПОЗИТНЫХ ВОЛОКНИСТЫХ СТРУКТУР | 2012 |
|
RU2584106C2 |

