Предлагаемое изобретение касается воздушных турбин или воздуходувок, в частности воздушных турбин, предназначенных для работы в условиях очень высоких температур, обычно превышающих 1000oC.
В качестве областей применения воздушных турбин можно назвать обеспечение перемешивания или барботирования газов, а также вентиляцию в технологических печах или подобных им установках, используемых для осуществления операций физико-химической обработки при высоких температурах. В рассматриваемых случаях окружающая среда в этих установках может быть образована, например, нейтральными или инертными газами.
Известна турбина (SU, патент 1147538A, кл. B 23 K 20/24, 1985 г.) содержащая несколько лопастей, располагающихся между двумя фланцами с образованием проходов для движения газовой среды между внутренним и наружным диаметрами венца. При этом первый фланец и лопасти выполнены в виде моноблока, а второй фланец установлен на лопастях моноблока.
Обычно такие воздушные турбины изготавливаются из металла и собираются при помощи сварных соединений из множества различных элементов. Использование для изготовления таких воздушных турбин влечет за собой целый ряд недостатков различного характера. Так, значительная масса вращающихся частей турбины требует применения достаточно массивных приводных валов и весьма мощных приводных двигателей, а также в любом случае ограничивает допустимую скорость вращения. К этому можно добавить ограничения по допустимой температуре применения воздушных турбин вследствие опасности появления текучести металла.
Кроме того, чувствительность металла к резким перепадам температур или тепловым ударам может стать причиной образования трещин или нежелательных деформаций конструкции воздушных турбин, следствием чего может быть разбалансировка вращающихся масс, как правило, приводящая к сокращению срока службы воздушных турбин и их приводных двигателей. Между тем, в упомянутых выше областях применения как раз возможны значительные тепловые удары, в частности, в случае подачи больших масс холодного воздуха для быстрого снижения температуры атмосферы в печи с целью сокращения общей длительности технологического цикла обработки.
В литературе (Абраимов Н.В., Высоко-температурные материалы и покрытия для газовых турбин., М., Машиностроение, 1993 г.) описаны материалы и покрытия для газовых турбин.
В патентной литературе (US, патент 4363602A, кл. F 01 D 1/34, 1982 г.) известны конструкции турбин из композиционного материала. Однако данные конструкции сложны в изготовлении и дорогостоящи.
С целью избежания проблем, связанных с применением металла в качестве конструкционного материала для изготовления таких воздушных турбин, уже было предложено использовать для этой цели другие материалы, в частности термоконструкционные материалы. Эти материалы обычно представляют собой некоторую подкрепляющую конструкцию волокнистой структуры или предварительно отформованную заготовку, которая упрочняется при помощи некоторой матрицы. Такие композиционные материалы отличаются высокими механическими характеристиками и способностью сохранять эти характеристики при достаточно высоких температурах, что делает эти материалы пригодными для создания тех или иных конструктивных элементов, работающих в достаточно жестких термических условиях.
Типичными примерами таких термоконструкционных композиционных материалов могут служить так называемые углеродные композиционные материалы (C-C), образованные подкрепляющей структурой из углеродных волокон и углеродной же матрицей, а также композиционные материалы с керамической матрицей (CMC), образованные подкрепляющей структурой из углеродных или керамических волокон и керамической матрицей.
По сравнению с металлами термоконструкционные композиционные материалы обладают целям рядом существенных преимуществ, в частности значительно меньшей плотностью и хорошей устойчивостью к воздействию высоких температур. Снижение массы воздушной турбины упомянутого выше типа в случае ее изготовления из таких композиционных материалов и исключение опасности появления текучести этого материала позволяют повысить допустимые скорости вращения турбины и тем самым существенно увеличить вентиляционную производительность этой турбины при тех же параметрах приводных органов. Кроме того, термоконструкционные композиционные материалы обладают весьма высокой устойчивостью к тепловым ударам.
Таким образом, термоконструкционные композиционные материалы характеризуются значительными преимуществами перед металлом в плане конструкционных характеристик, однако широкое использование этих материалов сдерживается их довольно высокой стоимостью. Кроме относительной дороговизны исходного сырья, используемого для производства композиционных материалов, основная часть упомянутой высокой стоимости этих материалов обусловлена технологическими трудностями изготовления волоконных предварительно отформованных заготовок, особенно в тех случаях, когда подлежащие изготовлению из данного композиционного материала детали имеют сложную форму, что как раз и характерно для упомянутых воздушных турбин, а также большой длительностью технологического цикла формования, уплотнения и отверждения деталей из композиционных материалов.
Задача данного изобретения состоит в том, чтобы предложить конструкцию воздушной турбины, специально приспособленную для ее изготовления из некоторого термоконструкционного композиционного материала с тем, чтобы, с одной стороны, полностью использовать преимущества этого материала по сравнению с металлами, а с другой стороны, в максимально возможной степени снизить стоимость изготовления такой воздушной турбины.
Объектом предлагаемого изобретения в соответствии с одним из его аспектов является способ изготовления воздушной турбины, содержащей несколько лопастей, располагающихся между двумя панелями или фланцами и ограничивающих проходы для циркуляции газовой среды между внутренним венцом и наружным венцом, причем как упомянутые лопасти, так и упомянутые фланцы изготовлены из термоконструкционного композиционного материала. В соответствии с предлагаемым способом:
а) изготавливается первая деталь в виде единой моноблочной части из термоконструкционного композиционного материала, образующая первый фланец и лопасти данной воздушной турбины, путем выполнения следующих этапов:
- изготовление первой волоконной предварительно отформованной заготовки в виде пластины, имеющей наружные размеры, выбранные в функции наружных размеров изготавливаемой первой детали;
- уплотнение, по меньшей мере частичное, упомянутой первой волоконной предварительно отформованной заготовки таким образом, чтобы эта заготовка по меньшей мере могла самостоятельно сохранять свою форму;
- механическая обработка упомянутой и по меньшей мере частично уплотненной первой волоконной предварительно отформованной заготовки для придания ей необходимой формы упомянутой первой детали;
б) изготавливается вторая деталь, образующая второй фланец, в виде единой моноблочной части из термоконструкционного композиционного материала путем изготовления второй волоконной предварительно отформованной заготовки, уплотнения этой волоконной заготовки матрицей и последующей механической обработки с целью получения упомянутой второй детали;
с) осуществляется сборка данной воздушной турбины путем наложения упомянутой второй детали на лопасти упомянутой первой детали и их взаимного сжатия.
Таким образом, данная воздушная турбина в своей основной конструктивной части состоит всего из двух деталей, что упрощает сборку такой турбины, и каждая из этих деталей изготовлена на основе одной волоконной предварительно отформованной заготовки, имеющей достаточно простую геометрическую форму. Это, вполне очевидно, справедливо для второй детали, поскольку она образует просто фланец, и вторая волоконная предварительно отформованная заготовка может быть выполнена просто в виде пластины. Что касается первой детали, то она, в соответствии с предлагаемым изобретением, изготавливается путем механической обработки промежуточной заготовки, полученной из первой волоконной предварительно отформованной заготовки, также имеющей форму пластины. В предпочтительном варианте реализации упомянутая первая волоконная предварительно отформованная заготовка подвергается механической обработке в лишь частично уплотненном или просто закрепленном для удержания формы состояния, а окончательное уплотнение этой промежуточной заготовки матрицей осуществляется уже после упомянутой механической обработки.
Механическая обработка первой детали приводит к значительным потерям исходного материала, так что предлагаемое изобретение больше всего, но не исключительно, подходит для изготовления воздушных турбин малого диаметра. В данном случае под турбинами малого диаметра следует понимать такие воздушные турбины, диаметр наружного венца которых не превышает 500 мм.
В соответствии с другой выгодной особенностью способа в соответствии с предлагаемым изобретением сборка воздушной турбины производится простым взаимным сжатием упомянутой первой детали и упомянутой второй детали в зоне их центральных частей. Было отмечено, что только одно это центральное сжатие удовлетворительно обеспечивает сборку воздушных турбин, предназначенных для любых режимов функционирования, благодаря достаточно высокой жесткости используемого композиционного материала. Это утверждение справедливо тем в большей степени, чем меньшей наружный диаметр данной воздушной турбины. Таким образом, отпадает необходимость в использовании элементов взаимного стягивания деталей турбины типа винтов, проходящих сквозь обе соединяемые детали. В данном случае речь идет о весьма существенном преимуществе, поскольку в противном случае упомянутые крепежные элементы также должны быть изготовлены из композиционного материала для того, чтобы они могли выдерживать высокие эксплуатационные температуры и обладали собственным коэффициентом теплового расширения, сопоставимым с коэффициентом теплового расширения соединяемых деталей. Необходимость использования крепежных элементов, изготовленных из композиционных материалов, весьма неблагоприятным образом могла бы повлиять на стоимость воздушной турбины в целом.
Предварительно отформованные волоконные заготовки изготавливаются с применением технологий, которые сами по себе известны. Таким образом, как первая, так и вторая предварительно отформованные заготовки могут быть изготовлены в виде плоского пакета двумерных слоев волокнистой структуры, соединенных между собой с использованием иглопробивной технологии.
В качестве возможного варианта практической реализации и с учетом того обстоятельства, что упомянутая первая деталь должна иметь довольно большую толщину, первая предварительно отформованная волоконная заготовка может быть изготовлена путем наматывания двумерной ленты волокнистой структуры последовательно накладываемыми друг на друга слоями и соединения этих слоев между собой также при помощи иглопробивной технологии.
Объектом предлагаемого изобретения в соответствии с другим его аспектом является также собственно воздушная турбина, содержащая несколько лопастей, располагающихся между двумя фланцами и определяющих проходы для циркуляции газовой среды между внутренним и наружным диаметрами венца, причем упомянутые лопасти и упомянутые фланцы изготовлены из термоконструкционного композиционного материала.
Предлагаемая воздушная турбина отличается тем, что она содержит первую и вторую детали, каждая из которых изготовлена в виде единой моноблочной части из термоконструкционного композиционного материала, причем первая деталь образует первый фланец и лопасти данной воздушной турбины, тогда как вторая деталь образует второй фланец, прижатый к лопастям первой детали.
В предпочтительном варианте реализации упомянутые детали стягиваются друг с другом только на уровне их центральных частей.
Другие особенности и преимущества предлагаемого изобретения будут показаны в приведенном ниже описании и в не являющемся органическом примере его практической реализации, где даются ссылки на приведенные в приложении фигуры, среди которых: фиг. 1 представляет собой схематический вид в разрезе, показывающий воздушную турбину в соответствии с предлагаемым изобретением, смонтированную на приводном валу; фиг. 2 представляет собой схематический перспективный вид, показывающий первую деталь воздушной турбины, изображенной на фиг. 1; фиг. 3 представляет собой схематический вид в частичном разрезе по линии III-III, показанной на фиг. 2; фиг. 4 схематически показывает последовательность выполнения различных этапов изготовления первой конструктивной детали воздушной турбины, представленной на фиг. 1; фиг. 5 схематически показывает последовательность выполнения различных этапов, относящихся к возможному варианту изготовления волоконной предварительно отформованной заготовки, предназначенной для получения первой конструктивной детали воздушной турбины, показанной на фиг. 1; фиг. 6 схематически показывает последовательность выполнения различных этапов изготовления второй конструктивной детали воздушной турбины, показанной на фиг. 1; фиг. 7 представляет собой схематический вид в разрезе, показывающий вариант реализации воздушной турбины в соответствии с предлагаемым изобретением; фиг. 8 представляет собой схематический вид в разрезе, показывающий еще один возможный вариант реализации воздушной турбины в соответствии с предлагаемым изобретением.
На фиг. 1 в поперечном разрезе схематически показана воздушная турбина 10, содержащая две моноблочные детали 20, 30, изготовленные из термоконструкционного композиционного материала и соединенные между собой путем взаимного стягивания на приводном валу 12. Упомянутые детали 20 и 30 изготовлены, например, из уже упоминавшегося выше углерод-углеродного композиционного материала (C-C) или из композиционного материала с керамической матрицей типа материала C-SiC (подкрепляющий элемент из волокон углерода и матрица из карбида кремния).
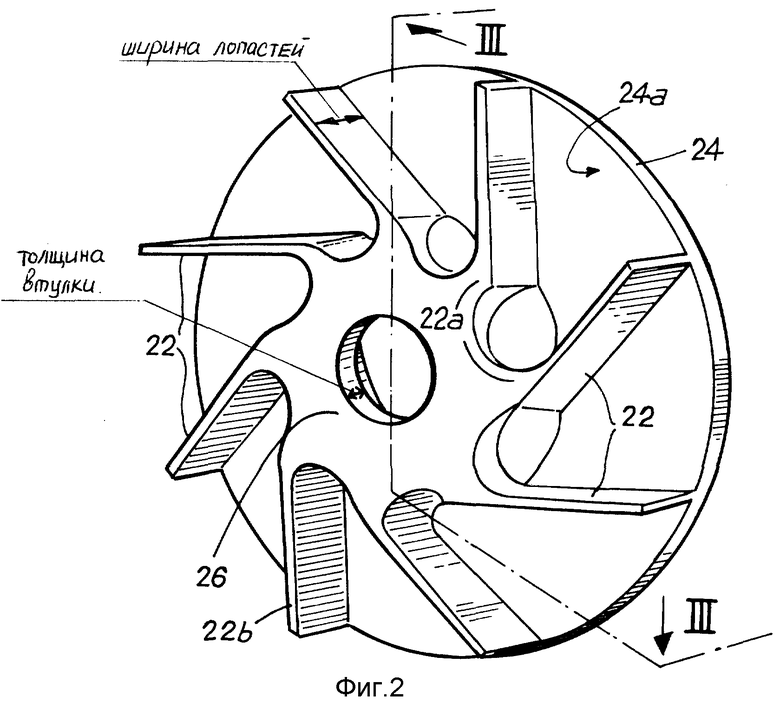
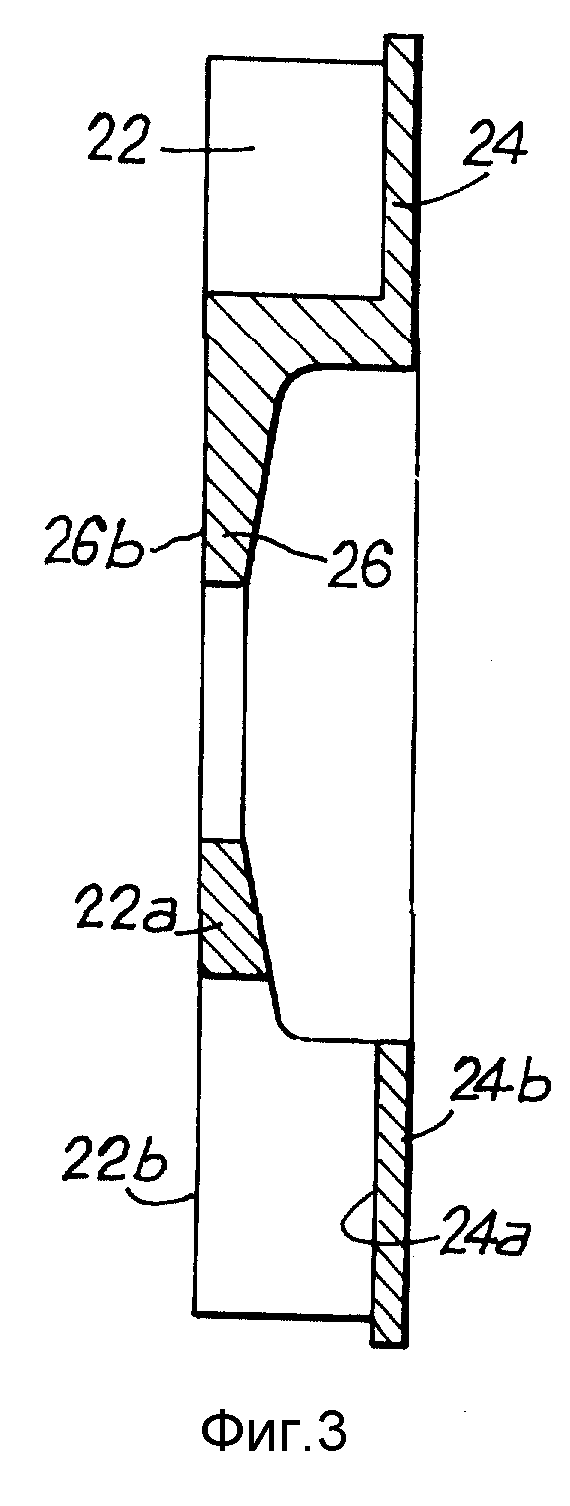
Деталь 20 (см. фиг. 1, 2 и 3) содержит несколько лопастей 22, которые располагаются на внутренней поверхности 24a кольцевого фланца 24 в форме диска. Лопасти 22 проходят между внутренней окружностью и внешней окружностью упомянутого фланца 24, строго перпендикулярного к его внутренней поверхности. Пятки 22a лопастей 22 соединяются в центральной части и образуют втулку 26, внутренний диаметр которой существенно меньшей диаметра диска 24. Кроме того, втулка 26 имеет толщину, меньшую ширины лопастей, и удалена от фланца 24 вдоль оси A данной воздушной турбины таким образом, что наружная поверхность 24б фланца, а одной стороны, и наружная поверхность 26б втулки вместе с продольными краями 22б лопастей 22, с другой стороны, образуют противоположные поверхности упомянутой детали 20.
Деталь 30 представляет собой кольцевой фланец в форме диска, наружный диаметр которого равен наружному диаметру фланца 24, а внутренний диаметр равен внутреннему диаметру втулки 26.
Эта деталь 30 накладывается на наружную поверхность 26б втулки 26 и на продольные кромки 22б лопастей 22. Взаимное стягивание деталей 20 и 30 осуществляется путем блокировки между кольцевым выступом 12а приводного вала 12 и кольцом 14 при помощи гайки 15.
Всасывание окружающей текучей среды данной воздушной турбиной осуществляется из пространства 16, которое располагается между фланцем 24 и втулкой 26 и охвачено внутренним венцом 17 воздушной турбины на уровне оснований лопастей 22. Отбрасывание всосанной таким образом текучей среды осуществляется через наружный диаметр венца 19 данной воздушной турбины на уровне концов лопастей 22 после ее продвижения через проходы 18, ограниченные лопастями 22 и фланцами 24 и 30.
Относительно высокая жесткость используемого в данном случае термоконструкционного композиционного материала оказывается достаточной для того, чтобы только одно лишь усилие сжатия на уровне центральных частей деталей 20 и 30 удерживало эти детали в надежно соединенном состоянии, в том числе и в процессе нормального функционирования данной воздушной турбины. Как уже было отмечено выше, это тем более справедливо, что предлагаемое изобретение предпочтительным образом применяется к воздушным турбинам малого диаметра, то есть к турбинам, наружный диаметр которых не превышает 500 мм.
Как это схематически показано на фиг. 1, поверхности втулки 26 и фланца 30, на которые опираются выступ 12а и кольцо 14, имеют коническую форму так же, как и соответствующие им поверхности этого выступа 12а и кольца 14. Эти конические опорные поверхности имеют точно совпадающие воображаемые вершины, располагающиеся на оси А данной воздушной турбины. Таким образом, возможные различия в величинах теплового расширения между, с одной стороны, деталями 20 и 30, и с другой стороны, приводным валом 12 и кольцом 14 будут приводить к взаимному скольжению этих элементов друг относительно друга и не будут иметь разрушающего эффекта
Последовательность выполнения различных этапов процесса изготовления детали 20 схематически представлена на фиг.4. Упомянутая деталь 20 изготавливается из некоторой заготовки волокнистой структуры, имеющей форму пластины 200 (фаза 41). Такая заготовка может быть получена, например, путем набирания пакета уложенных друг на друга плашмя двумерных слоев материала волокнистой структуры, например полотнищ из волокон или нитей, слоев ткани и т. п. , и соединения этих слоев между собой с использованием иглопробивной технологии. Способ создания заготовок волокнистой структуры упомянутого выше типа описан в патенте Франции FR-A-2584106.
Первая предварительно отформованная заготовка 201 кольцевой формы вырезается из пластины 200, причем размеры этой заготовки 201 выбираются в функции требуемых размеров подлежащей изготовлению детали 20 (фаза 42).
Далее упомянутая предварительно отформованная заготовка 201 подвергается первому этапу уплотнения при помощи матрицы используемого в данном случае термоконструкционного композиционного материала (фаза 43). Это уплотнение осуществляется таким образом, чтобы только консолидировать или закрепить данную предварительно отформованную заготовку, то есть связать между собой волокна этой заготовки и придать ей жесткость, достаточную для обеспечения возможности манипуляцией с ней и осуществления ее механической обработки. Упомянутое уплотнение волоконной заготовки осуществляется с использованием способа, который сам по себе известен, либо путем химической инфильтрации в парообразной фазе, либо так называемым "жидким способом", то есть путем пропитки некоторым "предшественником" матрицы в жидком состоянии с последующей трансформацией этого "предшественника".
Закрепленная таким образом предварительно отформованная заготовка подвергается далее первой фазе механической обработки, в ходе которой на одной из сторон этой заготовки формируются лопасти данной воздушной турбины (фаза 44), а затем подвергается и второй фазе механической обработки, в ходе которой с противоположной по отношению к уже сформованным лопастям стороны в этой заготовке осуществляется выборка материала из ее центральной части таким образом, чтобы сформировать зону всасывания данной воздушной турбины, оставляя при этом необходимую часть, образующую втулку этой воздушной турбины (фаза 45).
Упомянутая предварительно отформованная, закрепленная и механически обработанная заготовка 202 подвергается затем одному или нескольким циклам уплотнения вплоть до получения требуемой степени этого уплотнения при помощи матрицы используемого в данном случае композиционного материала (фаза 46).
Окончательно уплотненная таким образом предварительно отформованная заготовка подвергается после этого завершающей или чистовой механической обработке для получения точных размеров изготавливаемой детали 20 (фаза 47).
Выше была рассмотрена фаза механической обработки предварительно отформованной заготовки после ее предварительного закрепления и перед полным уплотнением этой заготовки, что объективно благоприятствует окончательному уплотнению, поскольку такую операцию значительно труднее выполнить достаточно равномерным и однородным образом в толстых волокнистых структурах. Однако, не исключается и вариант осуществления механической обработки предварительно отформованной заготовки после полного и окончательного ее уплотнения.
В соответствии с другим возможным вариантом реализации, схематически проиллюстрированным на фиг. 5, предварительно отформованная заготовка детали 20 создается из цилиндрической заготовки волокнистой структуры 200, изготавливаемой путем намотки двумерной ленты волокнистой структуры на некоторую оправку накладываемыми друг на друга слоями и последующего соединения этих слоев между собой с использованием иглопробивной технологии (фаза 51). Способ получения заготовок волокнистой структуры упомянутого выше типа описан в патенте Франции FR-A-2584107.
Предварительно отформованные заготовки 201' кольцевой формы отрезаются от цилиндрической заготовки 200' волокнистой структуры по располагающимся радиально плоскостям (фаза 52).
Каждая такая предварительно отформованная заготовка 201' затем подвергается дальнейшей обработке таким же образом, как и предварительно отформованная заготовка 201 на фиг. 4.
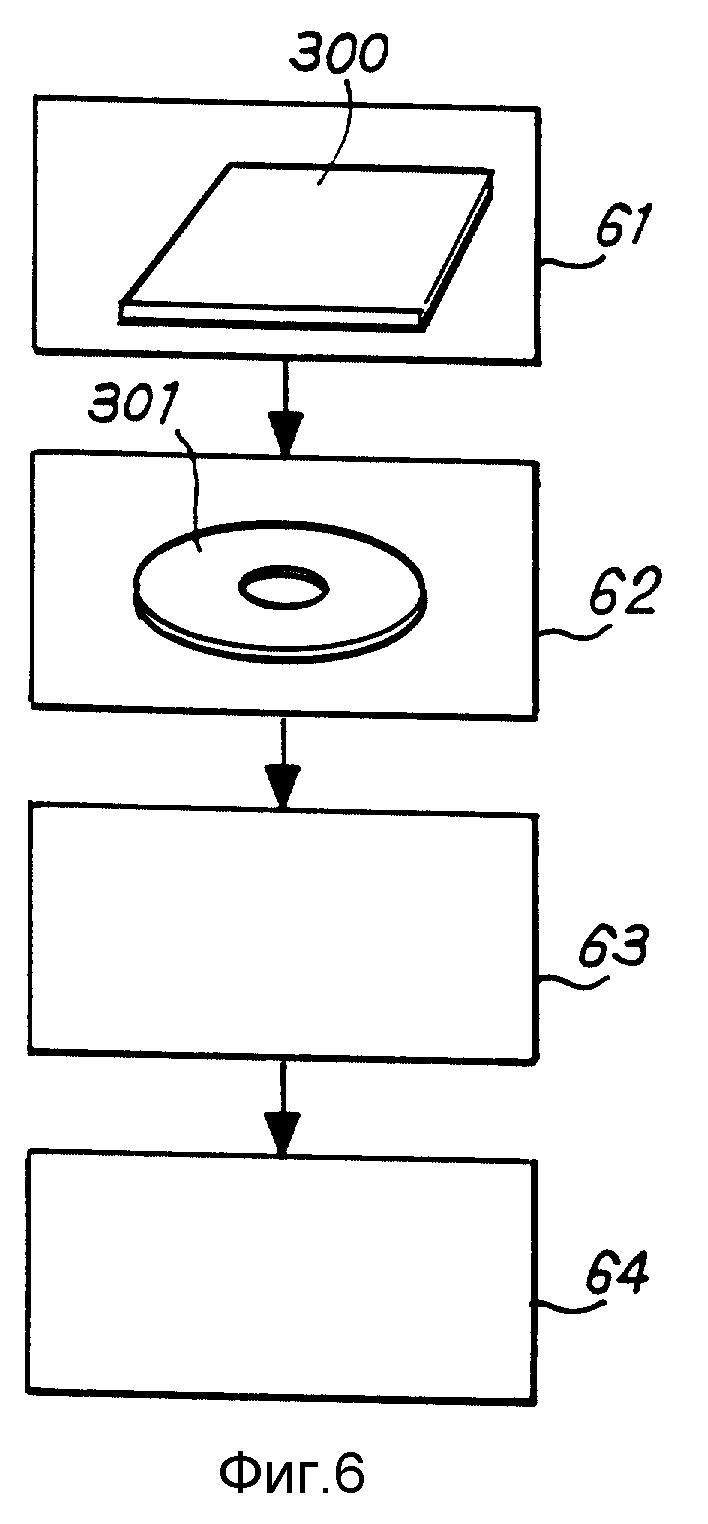
Как схематически показано на фиг. 6, деталь 30 выполняется из некоторой заготовки волокнистой структуры 300, имеющей форму пластины. Эта заготовка волокнистой структуры может быть получена, например, путем набирания пакета уложенных друг на друга плашмя двумерных слоев материала волокнистой структуры и последующего соединения этих слоев между собой с использованием иглопробивной технологии (фаза 61).
Предварительно отформованная заготовка 301 кольцевой формы вырезается из упомянутой пластины 300, причем размеры этой вырезаемой заготовки выбираются в функции размеров летали 30, которую необходимо получить в конечном счете (фаза 62).
Затем эта предварительно отформованная заготовка 301 подвергается уплотнению матрицей данного композиционного материала, причем это уплотнение осуществляется путем химической инфильтрации в парообразной фазе или так называемым "жидким способом", то есть путем пропитки (фаза 63).
Далее предварительно отформованная и уже уплотненная матрицей заготовка подвергается окончательной механической обработке с целью доведения ее до требуемых размеров изготавливаемой в данном случае детали 30 (фаза 64).
Могут быть рассмотрены и другие формы практической реализации воздушной турбины, состоящей из двух моноблочных деталей, изготовленных из термоконструкционного композиционного материала и образующих два фланца с лопастями и втулку.
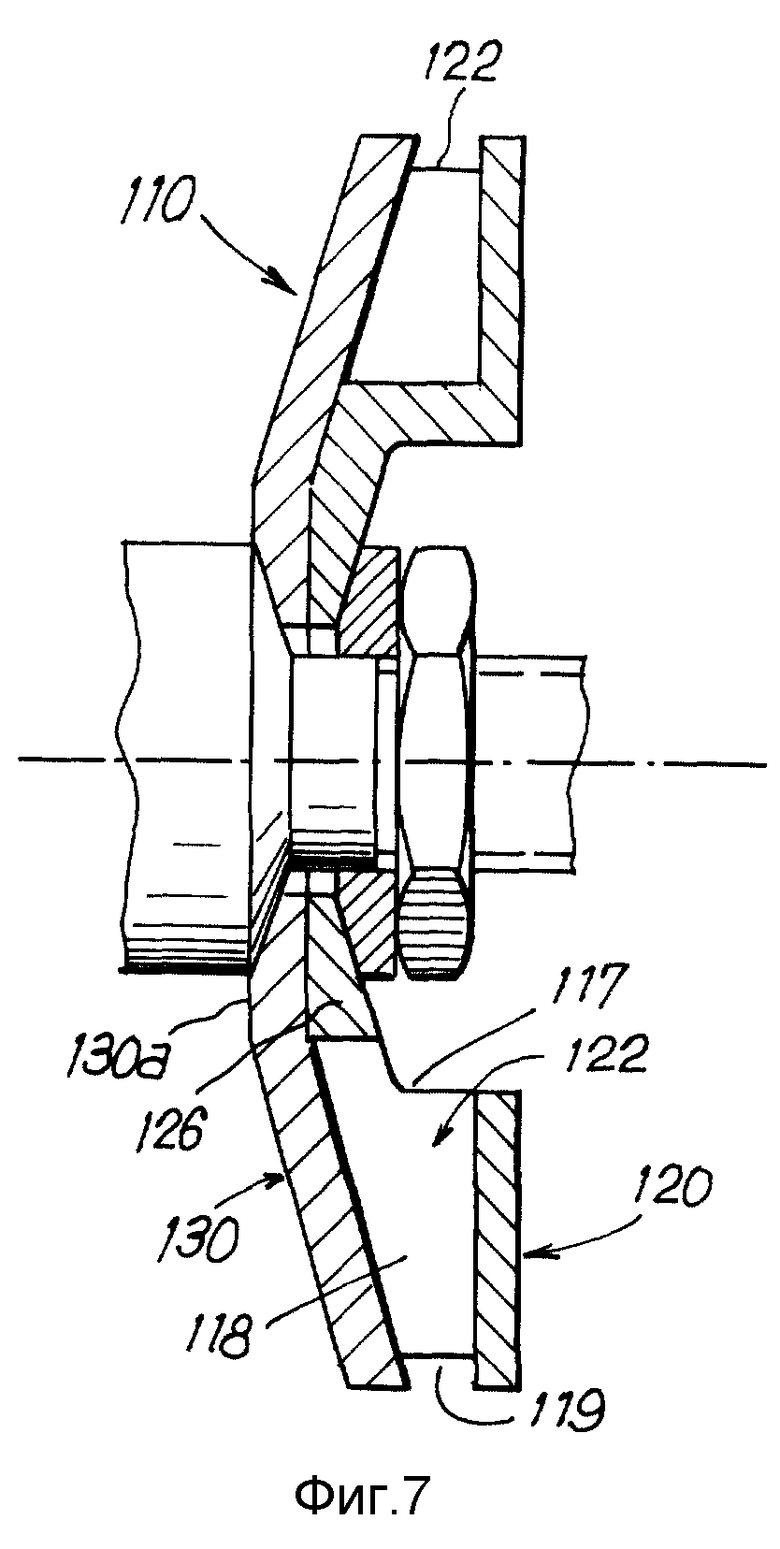
Воздушная турбина 110, схематически показанная на фиг. 7, в основном состоит из двух деталей 120 и 130, изготовленных из термоконструкционного композиционного материала. Эта воздушная турбина отличается от турбины, схематически показанной на фиг. 1, тем, что в этой детали 120 лопасти 122 имеют высоту, уменьшающуюся между внутренним венцом 117 и наружным венцом 119 данной воздушной турбины. Эта уменьшающаяся высота лопастей позволяет определенным образом компенсировать то обстоятельство, что ширина проходов 118, ограниченных лопастями 122, возрастает между внутренним венцом и наружным венцом, таким образом, чтобы площади входного и выходного поперечных сечений проходов 118 были практически одинаковыми.
Фланец 130, прижатый к упомянутой детали 120, в этом случае имеет форму диска в своей центральной части 130а, прижатой к втулке 126, и коническую форму в своей периферийной части, прижатой к лопастям 122.
Для изготовления такого фланца 130 можно использовать кольцевую предварительно отформованную волоконную заготовку в виде диска, которой придается с помощью специальной формообразующей оснастки необходимая форма, после чего осуществляется закрепление полученной формы путем частичного уплотнения заготовки без удаления упомянутой оснастки. После упомянутого закрепления полученной таким образом заготовки она может быть освобождена от упомянутой оснастки для продолжения ее уплотнения.
Как уже было сказано выше, предлагаемое изобретение предпочтительным образом применяется для воздушных турбин, имеющих относительно небольшой наружный диаметр. Производительность такой воздушной турбины при заданной величине ее диаметра может быть увеличена или уменьшена путем соответствующего увеличения или уменьшения высоты проходов, предназначенных для движения газовой среды, то есть соответствующего изменения общей толщины данной воздушной турбины. Поскольку потери материала, неизбежно уходящего в стружку в процессе механической обработки лопастей воздушной турбины, возрастают по мере увеличения высоты этих лопастей, то при реализации таких воздушных турбин из соображений снижения их стоимости целесообразно ограничить общую толщину используемой турбины так, чтобы она, например, не превышала 100 мм.
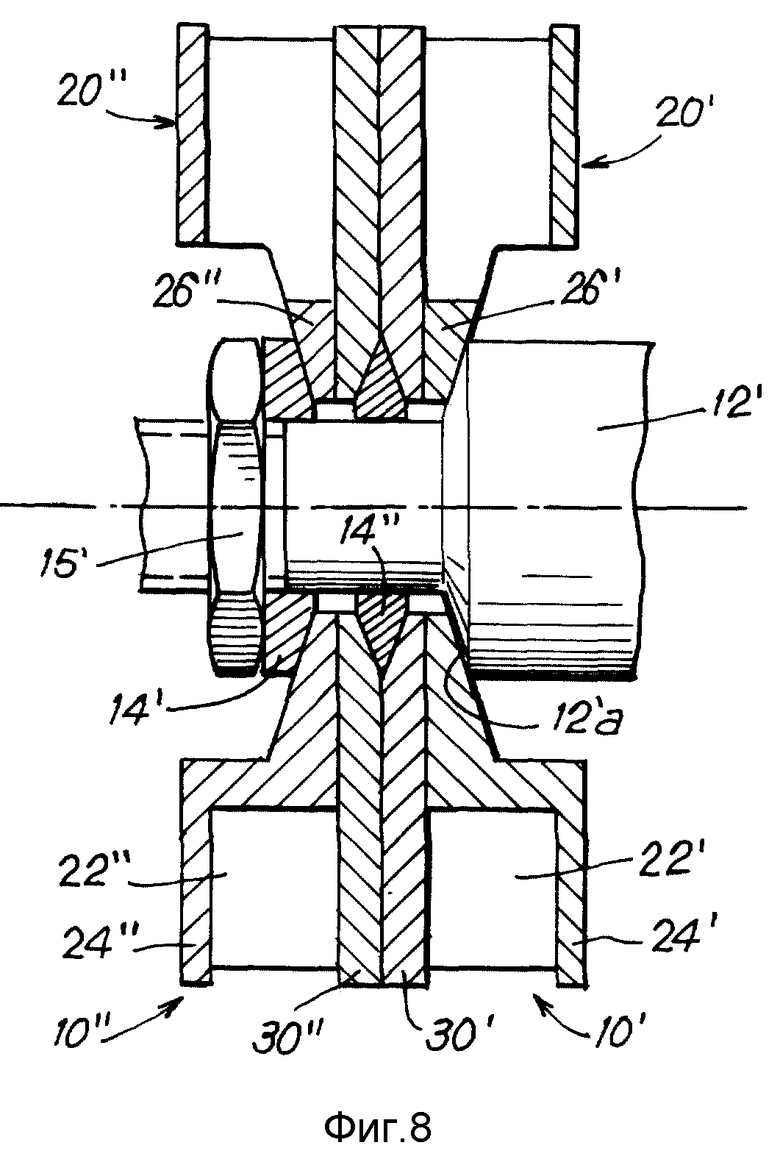
Одним из возможных технических решений проблемы увеличения производительности воздушной турбины в этих условиях может быть соединение двух турбин 10' и 10'' на одной и той же оси, как это схематически показано на фиг. 8. Каждая из двух упомянутых турбин состоит из двух моноблочных деталей, изготовленных из термоконструкционного композиционного материала, причем первая деталь 20' и 20'' образует лопасти 22', 22'', фланец 24'', 24'' и втулку 26'', 26'', а вторая деталь 30', 30'' образует фланец.
Упомянутая воздушная турбина 10 подобна турбине 10, схематически показанной на фиг. 1, тогда как упомянутая воздушная турбина 10 отличается от нее расположением своих лопастей. Действительно, расположение лопастей 22'' на детали 20'' является симметричным относительно радиальной плоскости расположению лопастей 22' на детали 20'. Таким образом, в том случае, когда турбины 10' и 10'' присоединены друг к другу в результате взаимного контакта между наружными поверхностями фланцев 24', 24'', лопасти 22', 22'' определяют проходы для движения газовой среды, ориентированные аналогичным образом по отношению к общей оси двух этих воздушных турбин.
Детали 20', 30',30'' и 20'' соединены вместе путем взаимного стягивания на общем приводном валу 12'' между выступом 12'а и кольцом 14' при помощи гайки 15'. Поверхности втулок 26' и 26'', на которые опираются выступ 12'а и кольцо 14', имеют коническую форму так же, как и соответствующие поверхности упомянутого выступа и упомянутого кольца. Дополнительное кольцо 14'', имеющее треугольное поперечное сечение, вставлено между фланцами 30' и 30'', причем поверхности этих фланцев, упирающиеся в кольцо 14, имеют коническую форму. Опорные конические поверхности контакта фланца 30' с кольцом 14'' и втулки 26' с выступом 12'а имеют совпадающие воображаемые вершины, располагающиеся на общей оси двух воздушных турбин, так же, как и конические поверхности упора фланца 30'' в кольцо 14'' и втулки 26'' в кольцо 14''. Таким образом, любые изменения размеров, имеющие тепловое происхождение, между деталями воздушных турбин, с одной стороны, и приводным валом и кольцами стягивания, с другой стороны, могут быть компенсированы скольжением параллельно соответствующим коническим упорным поверхностям аналогично тому, как это происходит в воздушной турбине 10, показанной на фиг. 1.

Воздушная турбина содержит несколько лопастей, располагающихся между двумя фланцами и ограничивающих проходы для движения газовой среды между внутренним и наружным диаметрами венца. Турбина образована первым фланцем, лопастями и втулкой, выполненными в виде моноблока, и вторым фланцем, прижатым к лопастям моноблока. Моноблок и второй фланец соединены между собой только взаимным сжатием на уровне их центральных частей. Предложена турбина, специально приспособленная для изготовления из термоконструкционного композиционного материала, при этом значительно снижена стоимость изготовления такой турбины. 2 с. и 13 з.п.ф-лы, 8 ил.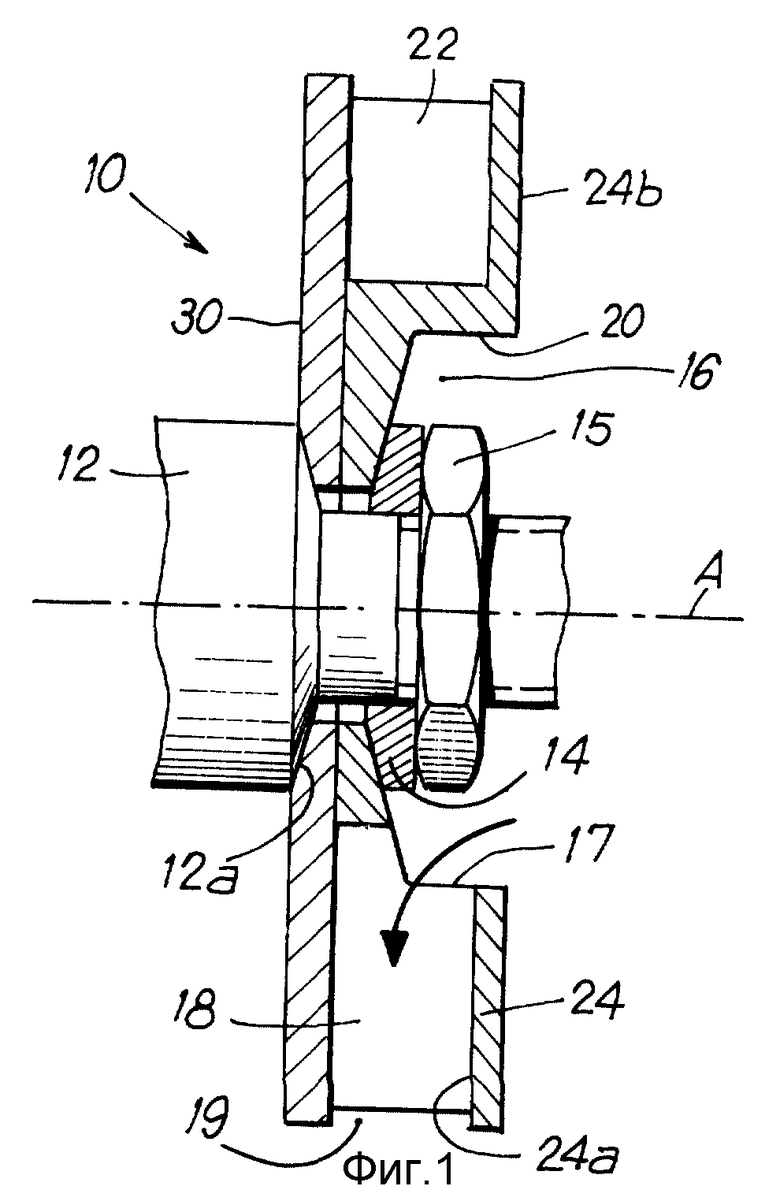
| Способ изготовления закрытого рабочего колеса центробежной турбомашины из термообрабатываемых алюминиевых сплавов | 1983 |
|
SU1147538A1 |
| Рабочее колесо радиальной турбомашины | 1980 |
|
SU903571A1 |
| Способ крепления покрывного диска рабочего колеса центробежной турбомашины | 1976 |
|
SU578478A1 |
| US 4363602 A, 1982 | |||
| US 4820128 A, 1989 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ МОНОБЛОЧНОЙ ДЕТАЛИ ВРАЩЕНИЯ НА ОСНОВЕ КОМПОЗИТНЫХ ВОЛОКНИСТЫХ СТРУКТУР | 2012 |
|
RU2584106C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА НА МЕТАЛЛИЧЕСКОЙ СВЯЗКЕ | 2014 |
|
RU2584107C1 |
| Абраимов Н.В | |||
| Высоко-температурные материалы и покрытия для газовых турбин | |||
| - М.: Машиностроение, 1993, с.14. | |||

