Изобретение относится к области металлургии и может быть использовано при производстве изделий из магнитомягких аморфных сплавов, в частности дросселей, магнитных усилителей, трансформаторов.
Известно, что в исходном (свежезакаленном) состоянии магнитомягкие аморфные сплавы в качестве магнитомягких материалов практически не применяют. Отжиг изделий из магнитомягких аморфных сплавов используют для снятия навивочных и закалочных напряжений с целью формирования наиболее благоприятной доменной структуры, позволяющей значительно повысить магнитную индукцию, индукцию технического насыщения, снизить коэрцитивную силу, потери на перемагничивание и достичь оптимальных для используемого аморфного сплава эксплуатационных характеристик.
Известен способ обработки изделий из аморфных магнитомягких сплавов, включающий нагрев до 410-420oC и выдержку при этой температуре в течение 30 мин в атмосфере азота [1]. Однако известный способ не только не повышает, а в ряде случаев ухудшает магнитные характеристики сплавов по сравнению с отожженными в воздушной атмосфере.
Прототипом предлагаемого способа обработки изделий из магнитомягких аморфных сплавов является отжиг [2]. Его проводят при температурах, превышающих температуру Кюри сплава, во временном интервале от нескольких минут до десятков часов. Охлаждение изделий из магнитомягких аморфных сплавов проводят со скоростью ~10oC/мин.
Однако этому способу обработки присущ ряд недостатков. Основным из них является следующий. Хорошо известно, что величина индукции технического насыщения Bs является константой, зависящей только от состава сплава. Максимальное значение Bs в пределах аморфного состояния магнитомягкого сплава находят варьированием температуры и продолжительности отжига. Из этого следует основной недостаток прототипа: дальнейшее повышение Bs магнитомягкого аморфного сплава в пределах его аморфного состояния за счет температурно-временных параметров отжига невозможно.
Другим существенным недостатком прототипа является невозможность снижения потерь на перемагничивание за счет повышения магнитной индукции без изменения исходного состава аморфного магнитомягкого сплава.
Технический результат, достигаемый новым способом обработки изделий из магнитомягких аморфных сплавов, заключается:
1) в повышении магнитной индукции В и индукции технического насыщения Bs при неизменной величине коэрцитивной силы в слабых магнитных полях (<1 Э) и снижении ее в средних и сильных (>10 Э);
2) в уменьшении потерь на перемагничивание и, как следствие, увеличении коэффициента полезного действия устройств, содержащих изделия из магнитомягких аморфных сплавов.
Указанный технический результат достигается тем, что в способе обработки изделий из магнитомягких аморфных сплавов, включающем отжиг при температурах, превышающих температуру Кюри сплавов, согласно изобретению перед отжигом проводят криогенную обработку изделия, обеспечивающую скорость его охлаждения не менее 104-105oC/с, а время обработки τ определяют из соотношения
τ = C1exp[-C2αt/(R)2]+τ2, (1)
где α - коэффициент температуропроводности [м2/с],
R - половина средней толщины изделия [м],
t - время полного охлаждения изделия [с],
C1 и С2 - константы, определяемые формой изделия,
τ2 - время выдержки, необходимое для перехода аморфного сплава в состояние нового метастабильного равновесия.
Криогенную обработку изделий из магнитомягких аморфных сплавов проводят в среде жидкого азота при температуре -196oC, а время криогенной обработки выбирают не менее 15 мин. Для изделий в виде ленты C1=0,405, С2=2,47; для изделий в виде проволоки C1=0,263, С2=3,8.
Криогенная обработка необходима для перехода исходной структуры магнитомягких аморфных сплавов, образующих изделия, в состояние нового метастабильного равновесия. Это подтверждают прямые структурные исследования, проведенные методом рассеяния нейтронов. Функции радиального распределения, полученные указанным выше методом, свидетельствуют об изменении характера ближнего химического порядка и гомогенизации структуры магнитомягких аморфных сплавов после криогенной обработки по сравнению с исходной структурой, формирующейся в процессе закалки из расплава, т.е. структурой свежезакаленного состояния. Для этого температурно-временные параметры криогенной обработки должны удовлетворять определенным условиям, а именно: скорость охлаждения изделия должна быть не менее 104-105oC/с, а время обработки определяют из соотношения (1). Указанный интервал скоростей охлаждения определяет уровень внутренних термоупругих напряжений, необходимых для разрушения и/или разрыва связей ассоциатов, т. е. соединений типа металл- металлоид (карбидов, боридов, силицидов, фосфидов и т.д.), образующихся в расплаве, находящихся с ним в термодинамическом равновесии и переходящих при закалке расплава в ленту или проволоку. Это прямо следует из первого члена формулы (1), заключенного в квадратные скобки и связывающего параметры α, R и t. Указанная зависимость получена аналитическим методом и подтверждена экспериментальными исследованиями. Так например, при увеличении половины средней толщины изделия R в 2 раза t должно быть уменьшено в 4 раза. В случае, если толщина свежезакаленной аморфной ленты из магнитомягких аморфных сплавов составила 100 мкм, т.е. превышает обычные значения в 4-5 раз, t должно быть уменьшено в 16-25 раз соответственно для обеспечения минимально допустимой скорости охлаждения. Если α = const, то температура криогенной обработки должна быть снижена на величину ~104oC/с, т.е. находится ниже абсолютного нуля. С физической точки зрения это неосуществимо. Поэтому есть некоторая максимальная толщина изделия из магнитомягких аморфных сплавов, при превышении которой криогенная обработка не обеспечивает разрушения и/или разрыва связей ассоциатов, обеспечивающих переход сплава в состояние нового метастабильного равновесия с измененным ближним порядком, сопровождающееся гомогенизацией материала. Входящая в соотношение (1) величина τ2 определяет время низкотемпературной структурной релаксации, необходимое для перераспределения атомов металлоидов при переходе сплава в состояние нового метастабильного равновесия с ближним порядком, отличным от исходного, и гомогенизации структуры сплава.
Таким образом, сформулированные выше условия, которым должны удовлетворять температурно-временные параметры криогенной обработки, заключаются в переходе аморфного магнитомягкого сплава в состояние нового метастабильного равновесия, сопровождающегося изменением ближнего химического порядка, и гомогенизацией структуры сплава за счет разрушения и/или дробления ассоциатов. Таким образом достигается повышение магнитной индукции В и индукции технического насыщения Вs. Размер кластеров ассоциатов не превосходит 10 нм, поскольку величина коэрцитивной силы сохраняется неизменной после криогенной обработки в области полей малой напряженности (до 1 Э) и уменьшается в средних и сильных полях (>10 Э).
Уменьшение потерь на перемагничивание следует из того, что при практически неизменной коэрцитивной силе ЭДС самоиндукции при перемагничивании пропорциональна скорости изменения магнитного потока, пронизывающего контур. Поэтому ЭДС самоиндукции всегда больше для магнитопровода, обладающего большим значением магнитной индукции В. Следовательно, потери на перемагничивание в магнитопроводе, изготовленном из магнитомягкого аморфного сплава после предварительной криогенной обработки и последующего отжига, всегда меньше потерь в магнитопроводе из аналогичного сплава, подвергнутого только отжигу.
Пример конкретного осуществления способа.
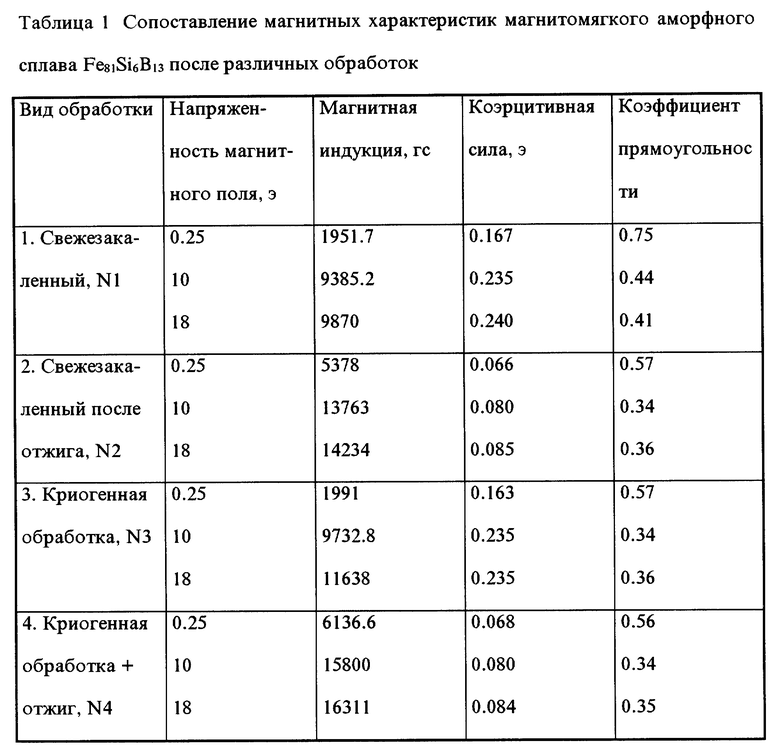
Лента магнитомягкого аморфного сплава Fe81Si6B13 была получена методом спиннингования, т.е. закалкой расплава на вращающемся диске, толщиной 20-22 мкм и шириной 25 мм. Температура Кюри сплава равна Т=382oC. Из ленты были вырезаны 4 образца длиной по 10 м каждый, 1-й и 2-й образцы оставались в свежезакаленном состоянии, 3-й и 4-й прошли криогенную обработку в ванне с жидким азотом при температуре -196oC в течение 15 мин. Из каждого образца были изготовлены магнитопроводы. Магнитопроводы N1 и N2 были изготовлены из свежезакаленной ленты, N3 и N4 - из ленты, прошедшей криогенную обработку. После этого, магнитопроводы N2 и N4 были отожжены на воздухе при Т=390oC, время выдержки при этой температуре составило 30 мин. Измерения магнитных характеристик материала всех 4-х магнитопроводов проводили согласно ГОСТ 8.377-80 и 8.268-77, определяющим условия измерения магнитных характеристик материала тороидальных магнитопроводов. В первичную обмотку подавался ток частотой 50 Гц. Регулированием величины тока в магнитопроводах создавали магнитные поля различной напряженности (от 0,25 до 18 Э). Результаты полученных магнитных характеристик сплава Fe81Si6B13 в свежезакаленном состоянии (магнитопровод N1), после криогенной обработки (N3), после отжига (N2) и после отжига с предварительной криогенной обработкой (N4) приведены в табл. 1.
Измерения магнитных характеристик магнитомягких сплавов в свежезакаленном состоянии, после отжига, криогенной обработки и обработки, включающей отжиг после предварительной криогенной обработки (аналогично табл. 1), проводили магнитостатическим методом на вибрационном магнитометре (ОСТ 117-070261-82). Напряженность магнитного поля изменялась в диапазоне ±400 Э.
Характеристики петель гистерезиса аморфных магнитомягких сплавов после различных обработок практически совпала с данными, приведенными в табл. 1. Из приведенных в табл. 1 данных магнитных характеристик сплава следует:
1. Величина магнитной индукции аморфного магнитомягкого сплава после предварительной криогенной обработки с последующим отжигом превышает величину магнитной индукции отожженного сплава на величину 15-20%.
2. Аморфный сплав уже после криогенной обработки обладает более высокими магнитными характеристиками, чем свежезакаленный.
3. Отжиг значительно увеличивает различия магнитных свойств сплава с предварительной криогенной обработкой, причем эти отличия проявляются уже в области магнитных полей малой напряженности (<0,25 Э) (см. табл. 1).
4. Величина коэрцитивной силы не только не увеличивается у сплава после предварительной криогенной обработки и последующего отжига, но даже уменьшается в магнитных полях средней и высокой напряженности.
Таким образом предложенная обработка изделий из магнитомягких аморфных сплавов позволила более полно реализовать их магнитные свойства. Кроме того, было исследовано 5 магнитомягких сплавов на основе железа, систем железо-кобальт, кобальт-железо-никель и кобальт-никель с добавками металлоидов. Во всех случаях магнитомягкие сплавы после предварительной криогенной обработки с последующим отжигом имели более высокие магнитные характеристики, в частности более высокую магнитную индукцию и индукцию технического насыщения, чем сплавы, обработка которых включала только отжиг, а коэрцитивная сила не возрастала, несколько уменьшаясь в полях средней и высокой напряженности.
Источники информации
1. Патент РФ N 2121520, МПК6 С 22 С 45/02, 10.11.98.
2. Патент РФ N 2044352, МПК6 H 01 F 1/153, С 22 С 38/32, 45/02, 20.09.95.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения аморфных сплавов | 1991 |
|
SU1787665A1 |
| МАГНИТНО-МЯГКИЙ АМОРФНЫЙ СПЛАВ НА ОСНОВЕ КОБАЛЬТА | 1990 |
|
RU1730860C |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ МАГНИТНО-МЯГКИХ АМОРФНЫХ СПЛАВОВ ИНТЕНСИВНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИЕЙ | 2008 |
|
RU2391414C2 |
| СПОСОБ ОБРАБОТКИ МАГНИТОПРОВОДА | 2012 |
|
RU2510661C1 |
| Способ получения постоянных магнитов из сплава марганец-алюминий | 1989 |
|
SU1731840A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АМОРФНОГО МАГНИТНОГО МАТЕРИАЛА | 2008 |
|
RU2406769C2 |
| Магнитотвердый быстрозакаленный сплав | 1991 |
|
SU1813118A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТНОГО СЕРДЕЧНИКА | 2009 |
|
RU2410787C1 |
| АМОРФНЫЙ МАГНИТОМЯГКИЙ СПЛАВ | 1993 |
|
RU2044352C1 |
| Сплав на основе железа | 1974 |
|
SU461970A1 |
Изобретение относится к металлургии и может быть использовано, в частности, при производстве дросселей, магнитных усилителей, трансформаторов. Предложенный способ включает отжиг при температурах, превышающих температуру Кюри сплавов. При этом перед отжигом проводят криогенную обработку изделия, обеспечивающую скорость его охлаждения не менее 104-105oC/с. Время обработки определяют из соотношения τ = C1exp[-C2αt/(R)2]+τ2, где α - коэффициент температуропроводности, м2/с, R - половина средней толщины изделия, м, t - время полного охлаждения, с, C1 и C2 - константы, определяемые формой изделия, τ2 - время, необходимое для перехода аморфного сплава в состояние нового метастабильного равновесия. Техническим результатом изобретения является повышение магнитной индукции B и индукции технического насыщения Bs при неизменной величине коэрцитивной силы в слабых магнитных полях (< 1 Э) и снижение ее в сильных (> 10 Э), уменьшение потерь на перемагничивание и увеличение КПД устройств, содержащих изделия из магнитомягких аморфных сплавов. 4 з.п. ф-лы, 1 табл.
τ = C1exp[-C2αt/(R)2]+τ2,
где
α - коэффициент температуропроводности, м2/с;
R - половина средней толщины изделия, м;
t - время полного охлаждения, с;
C1 и C2 - константы, определяемые формой изделия;
τ2 - время выдержки, необходимое для перехода аморфного сплава в состояние нового метастабильного равновесия.
| АМОРФНЫЙ МАГНИТОМЯГКИЙ СПЛАВ | 1993 |
|
RU2044352C1 |
| ВЫСОКОИНДУКЦИОННЫЙ АМОРФНЫЙ СПЛАВ С НИЗКИМИ ЭЛЕКТРОМАГНИТНЫМИ ПОТЕРЯМИ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 1997 |
|
RU2121520C1 |
| АМОРФНЫЙ СПЛАВ | 1992 |
|
RU2044799C1 |
| DE 19712526 A1, 02.10.1997 | |||
| РЕЗЕЦ ДЛЯ ГОРНЫХ МАШИН | 2010 |
|
RU2442894C1 |
| ПОРШНЕВОЙ МОТОР-КОМПРЕССОР С ИНТЕГРИРОВАННЫМ ДВИГАТЕЛЕМ СТИРЛИНГА | 2015 |
|
RU2673954C2 |
| DE 3021224 A1, 18.12.1980. | |||

