сл
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления постоянных магнитов сложной формы из сплавов типа ЮНДК с направленной кристаллической структурой | 1982 |
|
SU1084312A1 |
| СПЛАВ НА ОСНОВЕ ЖЕЛЕЗА И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2003 |
|
RU2238996C1 |
| Способ термической обработки магнитополужестких деформируемых метастабильных аустенитных сплавов на железоникелевой основе | 1982 |
|
SU1093713A1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВКИ ИЗ МАРТЕНСИТНО-СТАРЕЮЩЕЙ СТАЛИ | 2009 |
|
RU2391413C1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ МАРТЕНСИТНО-СТАРЕЮЩИХ СТАЛЕЙ | 1992 |
|
RU2031145C1 |
| Способ изготовления магнитов из сплавов системы железо-хром-кобальт | 1985 |
|
SU1296600A1 |
| СПОСОБ ПОЛУЧЕНИЯ МОНОКРИСТАЛЛИЧЕСКИХ ПОСТОЯННЫХ МАГНИТОВ НА ОСНОВЕ СПЛАВА FE-CO-CR-MO | 1990 |
|
RU1723853C |
| Способ термомеханикомагнитной обработки профилей из железо-хром-кобальтовых сплавов | 1987 |
|
SU1520114A1 |
| Способ получения анизотропных постоянных магнитов из быстрозакаленных сплавов системы железо-редкоземельный элемент-бор | 1988 |
|
SU1622082A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОСТОЯННЫХ МАГНИТОВ ИЗ СПЛАВОВ НА ОСНОВЕ СИСТЕМЫ НЕОДИМ-ЖЕЛЕЗО-БОР ИЛИ ПРАЗЕОДИМ-ЖЕЛЕЗО-БОР | 2006 |
|
RU2337975C2 |
Использование: относится к магнитным материалам, в частности к технологии изготовления постоянных магнитов с применением холодной пластической деформации. Сущность изобретения: способ включает нагрев заготовки до 1140-1160°С со скоростью 5 - 1000°С/мин, выдержку 1-50 мин, охлаждение со скоростью 300-1000°С/мин, пластическую деформацию с противодавлением и отпуск при 200-550°С в течение 15- 180 мин. Получены постоянные магниты с индукцией 5200-6000 Гс и коэрцитивной силой 1800-2700 Э. Выход годного составляет 60-90%. 2 табл.
Изобретение относится к металлургии, в частности к способам получения постоянных магнитов с применением холодной пластической деформации.
Цель изобретения - повышение технологичности процесса изготовления магнитов и увеличение выхода годного.
Указанная цель достигается тем, что согласно способу, заключающемуся в предварительной термообработке заготовки при 1140-1160°С, холодной пластической деформации с противодавлением и последующем отпуске, исходную термообработку проводят по режиму: нагрев до 1140- 1160°С со скоростью 5-1000°С/мин, выдержка при этой температуре в течение 1-50 мин, охлаждение до комнатной температуры со скоростью 300-1000°С/мин, а после холодной деформации проводят отпуск в интервале температур 200-550°С в течение 15-180 мин.
Режимы нагрева, выдержки и охлаждения в указанных пределах обусловлены получением необходимой для последующей пластической деформации структуры и определяются размерами и исходным состоянием заготовок.
При скорости нагрева меньше 5°С/мин, увеличивается время термообработки, понижается пр изводительность процесса изготовления магнитов, а также в процессе медленного нагрева в интервале температур 700-900°С происходит полный распад на равновесные фазы, сопровождаемый очень большим объемным эффектом и вследствие этого растрескивание заготовок и увеличение брака при последующей холодной деформации.
При скорости нагрева больше 1000°С/мин возможно возникновение трещин из-за неблагоприятных тепло-физических параметров сплава (низкая теплопроводность и высоVJ
СО
со
N
О
кий коэффициент термического расширения).
Длительность выдержки в течение 1-50 мин определяется необходимостью получения гомогенной высокотемпературной Е- фазы с определенным размером зерна.
При выдержке меньше 1 мин даже в горячепрессованных заготовках малого сечения (4 мм) наблюдается неоднородность структуры (размера зерна е-фазы) по сече- нию заготовки, а соответственно и магнитных свойств после деформации.
При выдержке более 50 мин наблюдается рост зерна Ј-фазы и неполный ее переход в магнитную Г-фазу при охлаждении. Наличие избыточной Ј -фазы в структуре снижает пластичность сплава при деформации, повышает возможность возникновения трещин, уменьшая выход годных магнитов.
Скорость охлаждения в интервале 300- 1000°С/мин обеспечивает полный переход высокотемпературной Ј-фазы в магнитную т-фазу в процессе охлаждения, что в свою очередь обеспечивает высокий уровень ос- таточной индукции.
При скорости охлаждения больше 1000°С/мин фиксируется высокотемпературная немагнитная Ј-фаза и изделие остается немагнитным и после пластической деформации.
При скорости охлаждения меньше 300°С/мин возможно появление немагнитных твердых и хрупких фаз rj (MnAI) и /ЗМп затрудняющих пластическую деформацию и ухудшающих технологичность процесса изготовления магнитов.
Проведение после пластической деформации отпуска при 200-550°С в течение 15- 180 мин обеспечивает повышение остаточной индукцим и остаточного магнитного потока магнитов, что связано с совершенствованием текстуры одноосной магнитной фазы, и увеличение выхода годных магнитов.
Отпуск при температуре ниже 200°С неэффективен (пример 2 табл.2). При отпуске выше 550°С резко падает уровень коэрцитивной силы Нем, а соответственно, остаточной индукции в разомкнутой цепи Вр.ц. и магнитного потока Фр ц что приводит к уменьшению выхода годных магнитов (пример 10 табл.2).
Интервал продолжительности выдержки при отпуске определяется теми же при- чинами, что и температурный интервал отпуска: выдержка менее 15 мин неэффективна, а выдержка продолжительностью более 180 мин приводит к сильному снижению
коэрцитивной силы и в результате снижению Вр.ц. и выхода годных магнитов.
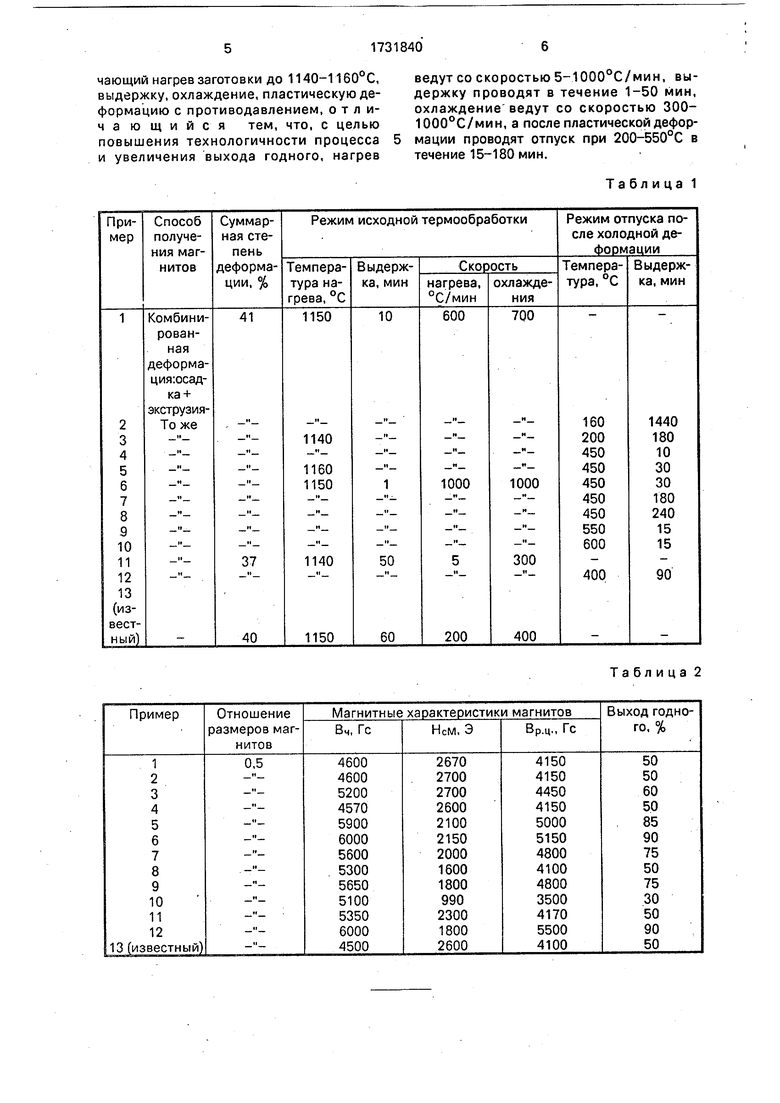
Пример. Заготовку из сплава MnAI, содержащего мас.%: Мп 71; Мо 0,1; AI остальное, прессовали на масляно-гидравли- ческом прессе усилием 200 т.с, при высокой температуре на пруток р 6 мм и разрезали на заготовки длиной 12 мм. Заготовки подвергали термообработке в открытой печи сопротивления для получения однофазной структуры магнитной r-фазы. Затем осуществляли холодную пластическую деформацию с использованием специальной оснастки сочетанием осадки и экструзии с противодавлением. После пластической деформации проводили отпуск. Режимы термической обработки, холодной пластической деформации и отпуска, а также соответствующие магнитные свойства приведены в табл. 1 и 2.
Остаточную индукцию магнита в разомкнутой цепи Вр.ц. во всех случаях измеряли на магнитах с отношением d/l 0,5 методом выдергивания образца из катушки с использованием микровеберметра Ф-191.
Для сравнения были изготовлены магниты по известному способу.
Пример 2. Сплав системы MnAI приведенного ранее состава разливали в кокиль. Литые заготовки о 15 мм подвергали термической обработке, пластической деформации и отпуску (примеры 12 и 11), В этом случае выдержка продолжительностью 50 мин при 1150°С необходима для гомогенизации и устранения твердой немагнитной MnAI-фазы, присутствующей в структуре литого сплава из-за дендритной ликвации. Скорость охлаждения 300°С/мин обеспечивает полный ход высокотемпературной Ј- фазы в магнитную т-фазу.
Таким образом, получение постоянных магнитов по предлагаемому способу (примеры 3,5,6,7,9 и 12) обеспечивает повышение технологичности процесса изготовления магнитов, повышение остаточной индукции в разомкнутой цепи Вр.ц. и качества магнитов, а следовательно, увеличение выхода годных магнитов.
Наряду с этим получение магнитов по предлагаемому способу позволяет снизить необходимую для получения нужного уровня остаточной индукции степень холодной деформации и увеличить срок службы используемой при холодной деформации оснастки, т.е. повысить технологичность процесса.
Формула изобретения
Способ получения постоянных магнитов из сплава марганец - алюминий, включающий на грев за готовки до 1140-1160°С, выдержку, охлаждение, пластическую деформацию с противодавлением, о т л и- ча ющийся тем, что, с целью повышения технологичности процесса и увеличения выхода годного, нагрев
ведут со скоростью 5-1000°С/мин, выдержку проводят в течение 1-50 мин, охлаждение ведут со скоростью 300- 1000°С/мин, а после пластической деформации проводят отпуск при 200-550°С в течение 15-180 мин.
Таблица 1
Таблица 2
| Способ получения постоянных магнитов из сплавов системы мG-aL | 1979 |
|
SU871866A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ изготовления постоянных магнитов | 1984 |
|
SU1203117A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
