Изобретение относится к области литейного производства и может быть использовано при изготовлении гипсовых форм и стержней, преимущественно в производстве из цветных и драгоценных сплавов художественных отливок, получаемых литьем по выплавляемым моделям (ЛВМ).
В настоящее время наибольшее распространенные получили гипсовые смеси: импортные "К"-90", "Суперкаст", "Сатинкаст", "Ультравест" [1, 2], а также отечественные "Ювелирная-1" и "Ювелирная-2" [2]. Однако, являясь узкоспециализированными на производство ювелирных изделий, эти смеси не обеспечивают требуемого качества художественных отливок, в особенности массивных и крупногабаритных.
Наиболее близкими по технической сущности являются смесь для изготовления керамических форм и стержней при производстве отливок из цветных и драгоценных сплавов и способ ее приготовления [3]. В соответствии с указанным прототипом смесь включает гипс, динасовый порошок, пылевидный возгон шамотного производства, алюмохромфосфатное связующее и воду при следующем соотношении ингредиентов, мас.%:
Гипс - 10 - 14
Динасовый порошок - 50 - 63
Пылевидный возгон шамотного производства - 3,7 - 7,0
Алюмохромфосфатное связующее - 0,003 - 0,02
Вода - Остальное
Способ подготовки этой смеси заключается в предварительной обработке наносекундными электромагнитными импульсами водного раствора алюмохромфосфатного связующего (АХФС), перемешивание ингредиентов и их вибровакуумирование.
Известное техническое решение обеспечивает требуемые текучесть, седиментационную устойчивость и продолжительность затвердевания гипсовой смеси для изготовления литьем по выплавляемым моделям художественных отливок.
Вместе с тем прототип имеет следующие существенные недостатки:
- прочностные характеристики и газопроницаемость гипсовых форм и стержней не позволяют изготавливать методом ЛВМ качественные художественные отливки повышенной массы и габаритов;
- расширение смеси при 150 - 350oC со значительной скоростью вызывает необходимость в выдержке и плавном подъеме температур в указанном интервале для предупреждения трещинообразования формы и стержней при вытопке моделей, что увеличивает энергоемкость и себестоимость производства;
- низкая смачиваемость водной гипсовой суспензией выплавляемых воскообразных моделей приводит к нарушению качества тонкорельефной поверхности художественных отливок (наплывы, неточность геометрии и повышенная шероховатость поверхности отливок).
В основу изобретения положена задача создать такие смесь и способ ее подготовки, которые обеспечили бы повышение физико-механических свойств гипсовых форм и стержней и за счет этого улучшили качество изготовления из цветных и драгоценных сплавов художественных отливок, в особенности массивных и крупногабаритных.
Указанная задача решается таким образом, что смесь для изготовления гипсовых форм и стержней при производстве отливок из цветных и драгоценных сплавов, включающая гипс, динасовый порошок, пылевидный возгон шамотного производства, алюмохромфосфатное связующее и воду, согласно изобретению она дополнительно содержит пылевидный кварц и поверхностно-активное вещество (ПАВ) при следующем соотношении ингредиентов, мас.%:
Гипс - 10 - 14
Динасовый порошок - 15 - 26
Пылевидный возгон шамотного производства - 3 - 7
Пылевидный кварц - 25 - 40
Алюмохромфосфатное связующее - 0,05 - 0,12
Поверхностно-активное вещество - 0,007 - 0,015
Вода - Остальное
Введение в смесь пылевидного кварца за счет дополнительной с гипсом и пылевидным возгоном шамотного производства компенсации расширения динасового порошка при нагреве в интервале температур 150 - 350oC обеспечивает уменьшение коэффициента термического линейного расширения (КТЛР) форм и стержней, повышение их точности и прочности вследствие высоких значений дисперсности и удельной поверхности указанной технологической добавки.
Снижение КТЛР гипсовой смеси приводит к ее "плавному" расширению при 150 - 350oC с постоянной скоростью и позволяет в процессе вытопки моделей увеличить интенсивность тепловой обработки форм и стержней без их разрушения и трещинообразования. В результате появляется возможность снизить энергоемкость и себестоимость производства художественных отливок, в особенности массивных и крупногабаритных.
Введение в состав смеси ПАВ уменьшает поверхностное натяжение водного затворителя и обеспечивает требуемую смачиваемость гипсовой суспензией поверхности воскообразных выплавляемых моделей. Поэтому наблюдается высокая степень воспроизводимости формой особосложной конфигурации моделей и достигается повышение качества тонкорельефной поверхности художественных отливок.
Указанная задача решается также тем, что в способе приготовления смеси для изготовления гипсовых форм и стержней при производстве отливок из цветных и драгоценных сплавов, включающем предварительную электрофизическую обработку одного из ингредиентов смеси, ее перемешивание и вибровакуумирование, согласно изобретению смесь имеет следующий состав, мас.%:
Гипс - 10 - 14
Динасовый порошок - 15 - 26
Пылевидный возгон шамотного производства - 3 - 7
Пылевидный кварц - 25 - 40
Алюмохромфосфатное связующее - 0,05 - 0,12
Поверхностно-активное вещество - 0,007 - 0,015
Вода - Остальное
а перед перемешиванием ингредиентов осуществляют подготовку гипсовоздушной смеси и последующую обработку ее электрическим полем. Причем напряженность электрического поля составляет 500 - 1000 В/м.
Обработка гипса в виде газовзвеси в электрическом поле указанной напряженности вызывает ионизацию воздуха. Ионы газов взаимодействуют с частицами гипса, адсорбируются на их поверхности, образуя электрических заряд. Заряженные частицы гипса обеспечивают увеличение сил адгезии при формообразовании и повышение прочностных характеристик форм и стержней, что особенно важно при производстве методом ЛВМ крупногабаритных художественных отливок. Кроме того, адсорбция ионов газов на частицах гипса и воздействие ПАВ создают условия для увеличения газопроницаемости форм и стержней.
Подготовку смеси для изготовления гипсовых форм и стержней осуществляют следующим образом. Перемешивают расчетное количество АХФС (ТУ 6-18-166-78), ПАВ и воды и получают затворитель гипсовой смеси. В качестве ПАВ могут быть использованы контакт Петрова, детергент советского-рафинированного алкиларилсульфоната (ДС-РАС), смачиватели ОП-7, ОП-10 и др.
Затем осуществляют подготовку гипсо-воздушной смеси и ее обработку электрическим полем напряженностью 500 - 1000 В/м. Это может быть реализовано, например, с помощью устройства [4], состоящего из распылительной камеры и камеры зарядки частиц гипса с подключенным к ней источником высокого напряжения. Установка выполняется в виде вертикального трубопровода, помещенного между дозатором гипса и смесителем.
Напряженность электрического поля в интервале 500 - 1000 В/м диктуется необходимостью электрофизической активации гипса, как связующего материала смеси. При напряженности менее 500 В/м не достигаются требуемая "зарядка" частиц гипса и повышение прочности форм и стержней. Увеличение значения напряженности электрического поля более 1000 В/м представляется нецелесообразным, поскольку дальнейшего заметного улучшения физико-механических свойств гипсовых форм и стержней не происходит.
После электрофизической активации гипса готовят сухую смесь. Для этого перемешивают в смесителе расчетные количества сухих ингредиентов: активированного гипса, динасового порошка, пылевидного возгона шамотного производства и пылевидного кварца.
Перед непосредственным изготовлением форм и стержней сухую смесь засыпают в предварительно подготовленный затвердитель из расчета 360 - 400 мл затворителя на 1 кг сухих составляющих. Смесь перемешивают и подвергают вибровакуумной обработке в течение 3 - 4 мин. После чего смесь может быть использована для изготовления форм и стержней.
Содержание в предлагаемой смеси пылевидного кварца (ГОСТ 9077-82) меньше 25 мас. % оказывается недостаточным для существенного снижения КТЛР в интервале температур 150 - 350oC, повышения энергоемкости их тепловой обработки при вытопке моделей. Введение в состав смеси указанной добавки в количестве более 40 мас.% не обеспечивает требуемых реологических свойств гипсовой суспензии (текучесть, продолжительность затвердевания).
Количество ПАВ в составе смеси - 0,007 - 0,015 мас.% является оптимальным с позиций смачиваемости гипсовой суспензией поверхности воскообразных выплавляемых моделей. Количество ПАВ больше 0,015 мас.% вызывает вспенивание смеси и нарушает технологичность операции формовки, в особенности для крупногабаритных отливок.
В разработанном составе и способе подготовки смеси предпочтительнее использовать высокопрочный гипс марок Г-16 и выше Самарского гипсового комбината и динас марки ЭД Первоуральского динасового завода. Кроме того, может быть применен раздробленный и просеянный бой динасового кирпича, являющегося отходом производства при замене футеровки металлургических печей. Наилучшие результаты получены при использовании пылевидного кварца марки А (ГОСТ 9077-82).
Представляемые состав и способ подготовки смеси для изготовления гипсовых форм и стержней иллюстрируются следующими примерами.
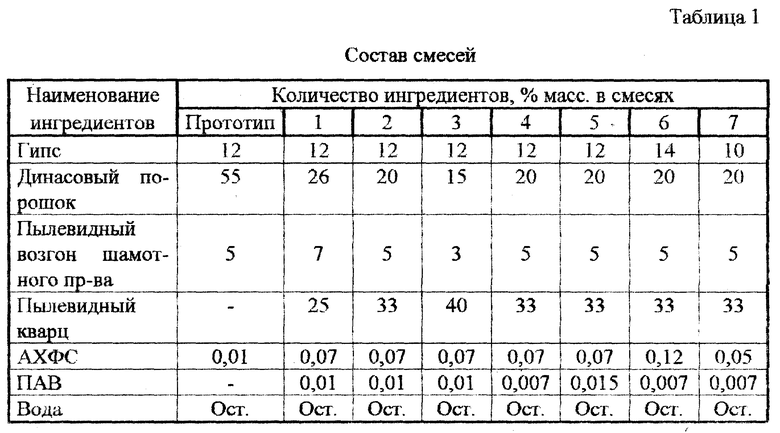
Пример 1. Готовят сухую смесь из гипса марки Г-16, динасового порошка, пылевидного возгона шамотного производства и пылевидного кварца. Перед изготовлением форм и стержней смесь вводят в затвердитель - предварительно подготовленный водный раствор АХФС и ПАВ (ОП-7) в количестве 380 мл на 1 кг сухих составляющих с последующими перемешиванием и вибровакуумной обработкой в течение 3 - 4 мин. Применяют вибрацию с амплитудой 0,3 - 0,55 мм и частотой 50 Гц. Поддерживают разряжение в емкости с гипсовой суспензией с остаточным воздушным давлением 1400 Па [2].
Параллельно для получения сравнительных данных осуществляют приготовление гипсовой смеси согласно прототипу, соблюдая то же наполнение суспензии и указанные параметры вибровакуумной обработки смеси. Составы смесей приведены в табл. 1.
Подготовленные смеси используют для изготовления гипсовых форм и стержней с фиксацией их физико-механических свойств.
Показателями для сравнения являются коэффициент термического линейного расширения (КТЛР) смеси в интервале температур 20 - 300oC, смачивающая способность затворителя, прочность форм при изгибе после сушки и максимальная скорость их тепловой обработки в интервале температур 100 - 400oC, при которой не происходит трещинообразования форм и стержней.
КТЛР определяли на дилатометре "PAULIK", используя образцы диаметром 5 мм и высотой 30 мм.
Прочность форм оценивали, испытывая на изгиб образцы размером (40 х 20 х 5) • 10-3 м после сушки на воздухе.
Смачивающую способность затворителя определяли по известной методике капиллярной пропитки пористой среды. Для этого измерители в трубке диаметром 5 мм и высотой 300 мм равновесную высоту пропитки затвердителем предварительно подготовленной смеси из кварцевого песка 2КО315 (ГОСТ 2138-84) и пылевидного кварца марки А (ГОСТ 9077-82), взятых в соотношении 3 : 1 по массе. Чем больше равновесная высота пропитки затворителем пористой среды, тем лучше его смачивающая способность и выше степень воспроизведения гипсовой смесью тонкорельефной поверхности моделей.
Результаты испытаний смесей приведены в табл. 2.
Пример 2. Аналогично примеру 1 готовят смесь для изготовления гипсовых форм и стержней из состава 2 (см. табл. 1), показавшего оптимальные технологические свойства. Однако, используя способ приготовления смеси, по которому перед перемешиванием ингредиентов осуществляют предварительную подготовку гипсовоздушной смеси и ее обработку электрическим полем. Для этого используют устройство в виде вертикального трубопровода, расположенного между дозатором гипса и смесителем. Устройство состоит из распылительной камеры и камеры зарядки гипса с подключенным к ней источником высокого напряжения. В ходе испытаний варьируют напряженность электрического поля: 500, 800 и 1000 В/м.
Показателями для сравнения являются прочность форм при изгибе и их газопроницаемость после сушки и прокалки, определяемая по ГОСТ 23409.6-78. Влияние способа приготовления смеси на свойства форм и стержней представлено в табл. 3.
Результаты испытаний показывают, что по сравнению с прототипом заявленные состав и способ приготовления смеси позволяют в 3 и более раз уменьшить КТЛР, обеспечить смачиваемость гипсовой суспензией тонкорельефной поверхности моделей, в 1,5 - 2,0 раза ускорить процесс тепловой обработки форм и стержней, более чем в 2 раза повысить их прочность и газопроницаемость.
Смесь и способ ее приготовления опробованы в художественном литье по выплавляемым моделям на номенклатуре отливок, отличающихся особосложной конфигурацией, повышенной массой и габаритами, показав улучшение качества их производства.
Заявленные состав и способ приготовления смеси рекомендуются для изготовления гипсовых форм и стержней при производстве из цветных и драгоценных сплавов отливок. В том числе, учитывая улучшенный комплекс технологических свойств, предлагаемые смесь и способ ее приготовления могут быть использованы в зубопротезном деле, в производстве машиностроительных литых изделий, в частности, для изготовления алюминиевых турбин компрессора и других ответственных, сложнопрофильных отливок.
Список литературы
1. Урвачев В.П., Кочетков В.В., Горина Н.Б. Ювелирное и художественное литье по выплавляемым моделям сплавов меди. - Челябинск: Металлургия. - 1991. - 168 с.
2. Магницкий О.Н., Пирайнен В.Ю. Художественное литье. - СПб.: Политехника. - 1996. - 213 с.
3. Патент РФ N 2129932. Смесь для изготовления керамических форм и стержней при производстве отливок из цветных и драгоценных сплавов и способ ее приготовления /Знаменский Л.Г., Кулаков Б.А., Крымский В.В. и др. Бюл. N 13, 1999 (прототип).
4. Патент РФ N 2073362. Способ электростатической обработки цемента/ Павловская О.О., Едренин Э.Д., Жабреев В.С. Бюл. N 4, 1997 (10.02.97)а


Изобретение относится к литейному производству. Смесь содержит, мас.%: гипс 10-14; динасовый порошок 15-26; пылевидный возгон шамотного производства 3-7; пылевидный кварц 25-40; алюмохромфосфатное связующее 0,05-0,12; поверхностно-активное вещество 0,007-0,015; вода - остальное. Пылевидный кварц компенсирует расширение динасового порошка при нагреве. При приготовлении смеси осуществляют предварительную подготовку гипсовоздушной смеси и обработку ее электрическим полем. Напряженность поля составляет 500-1000 В/м. Обеспечивается повышение физико-механических свойств форм и стержней, улучшение качества художественных отливок, в особенности, массивных и крупногабаритных. 2 с. и 1 з.п.ф-лы, 3 табл.
Гипс - 10 - 14
Динасовый порошок - 15 - 26
Пылевидный возгон шамотного производства - 3 - 7
Пылевидный кварц - 25 - 40
Алюмохромфосфатное связующее - 0,05 - 0,12
Поверхностно-активное вещество - 0,007 - 0,015
Вода - Остальное
2. Способ приготовления смеси для изготовления гипсовых форм и стержней при производстве отливок из цветных и драгоценных сплавов, включающий предварительную электрофизическую обработку одного из ингредиентов смеси, их перемешивание и вибровакуумирование, отличающийся тем, что ингредиенты взяты в следующем соотношении, мас.%:
Гипс - 10 - 14
Динасовый порошок - 15 - 26
Пылевидный возгон шамотного производства - 3 - 7
Пылевидный кварц - 25 - 40
Алюмохромфосфатное связующее - 0,05 - 0,12
Поверхностно-активное вещество - 0,007 - 0,015
Вода - Остальное
при этом предварительной электрофизической обработке подвергают гипс путем смешивания его с воздухом и последующей обработки гипсовоздушной смеси электрическим полем.
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ И СТЕРЖНЕЙ ПРИ ПРОИЗВОДСТВЕ ОТЛИВОК ИЗ ЦВЕТНЫХ И ДРАГОЦЕННЫХ СПЛАВОВ И СПОСОБ ЕЕ ПРИГОТОВЛЕНИЯ | 1998 |
|
RU2129932C1 |
| Смесь для изготовления литейных форм по выплавляемым моделям | 1980 |
|
SU904869A1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 1993 |
|
RU2105630C1 |
| Смесь для изготовления гипсовых литейных форм по выплавляемым моделям | 1985 |
|
SU1242286A1 |
| Огнеупорная смесь для литейных форм ювелирных изделий | 1990 |
|
SU1774892A3 |
