I
Изобретение относится к литейному производству, а именно к смесям для изготовления форм по выплавляемым моделям, используемых преимущественно при изготовлении отливок из благородных металлов, их сплавов и цветных металлов, и может быть применено в ювелирной промышленности, в точном приборостроении и машиностроении.
Известны импортные смеси для изготовления литейных форм по выплавляемым моделям, например К-90, Сатинкаст и Суперкаст. Указанные смеси в качестве основных компонентов содержат мелкодисперсные порошки кристобалита и высокопрочного гипса. Они обеспечивают необходимый уровень качества литейных Форм и готовых отливок П.
Однако эти смеси не имеют аналогов в отечественном производстве изза отсутствия в СССР месторождений природного кристобалита и промьшленного производства высокопрочного
2
гипса. Приобретение упомянутых импортных ког,понентое алп изготовления литейных форм по вь пла8ляемым моделя л связано со знзч тельными затрата ли валюты V- поэтому кеприемлемо для масштабов промьпилеиного производства.
Известны составы отечественных формовочных сг4есей, например, быстросхзатыааюшая смесь Силзур-Зб Т , выпускаемая для стоматологических целей, являющаяся ДИНЗСО-ГИПСОЕОЙ ,сме сыо. содержащей следующие компоненты в затворенном состоянии, вес.%:
Динас53-57
Гипсй-18
Вода27-30
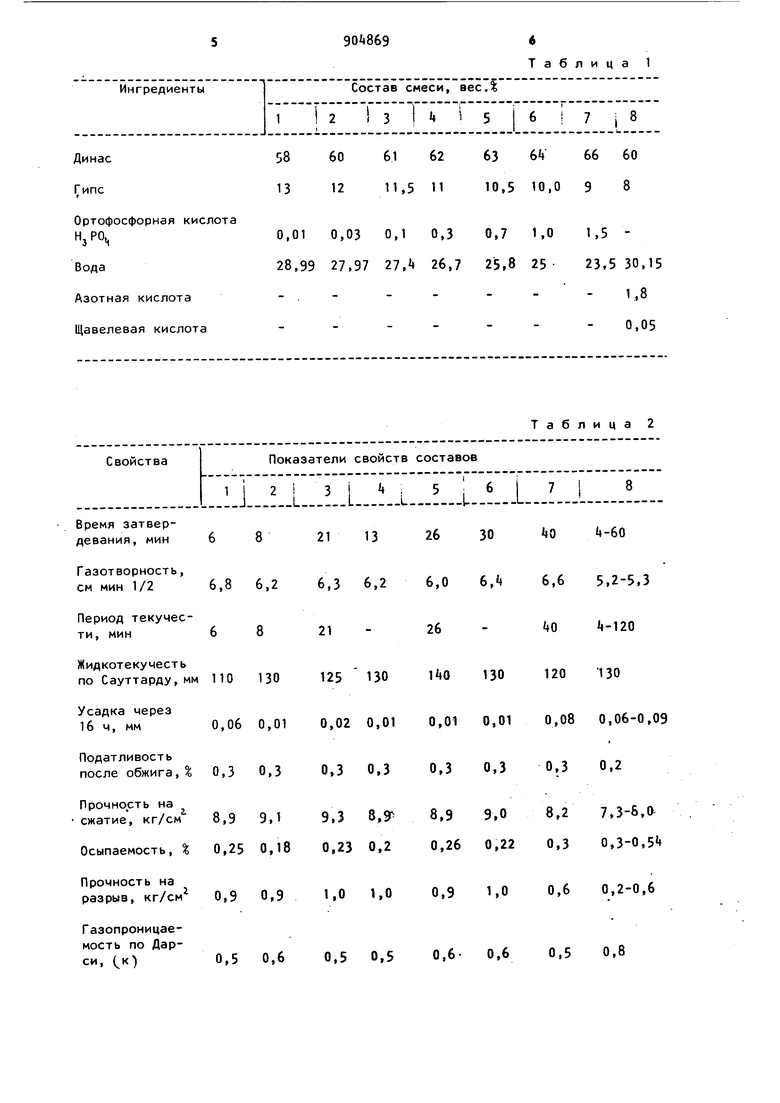
Смесь Силаур-3 затвердевает слишком быстро в течение мин, что не дает возможности осуществитькачественное формование. Кроме того, смесь Силаур-3 отличается повышенной вязкостью, что ведет к значитель3ному разупрочнению литейных формв процессе их прокаливания. Таким образом смесь Силаур-3 непригодна для производства ювелирных изделий по выплавляемым моделям из-за высокого (до 100) уровня бра ка готовых ОТЛИ8ОК по газовым 1-1 нем таллическим вклюмениям, свищам и пр рывам. Наиболее близкой к предлагаемой является смесь ДГА 31, содержащая, вес.%: 55,0-72,0 2,5-1,5 23,5-29,0 Технологические добавки; 1,5-2,0 Азотная кислота Щавелевая кислота 0,035-0,07 Азотную кислоту вводят 8 состав смеси для нейтрализации окислов, вх дящих в состав динаса, а щавелевая кислота для замедления схватывани гипсосодержащих суспензий смеси. Недостатком смеси ДГА является нестабильность времени затвердевания, которое изменяется от партии к партии скачкообразно в широком инте вале от 3-х до 90 мин, 8 случае слишком быстрого i менее 8 мин) затвердевания смесь для формования вообще применить крайне сложно, а в случае слишком медленно го (свыше 30 мин) затвердевания при прокаливании возникают значительная усадка и растрескивание форм, что приводит к образованию наплывов металла на отливках. В результате брак готовых отливо при использовании смеси ДГА колеблет ся от 10 до 100, а в среднем соста ляет более 0. Это ведет к большим потерям драгоценного металла и сни.жению производительности на операци формования. Целью изобретения является умень шение брака отливок и стабилизация времени затвердевания смеси, Указанная цель достигается тем, что смесь для изготовления литейных форм по выплавляемым моделям, включа ющая динас, гипс, технологическую добавку и воду, содержит в качестве технологической добавк) ортофосфорную кислоту при следующем соотношении ингредиентов, вес.: Динас60-6 Гипс10-12 9 Ортофосфорная кислота О, 03-1 ,0 ВодаОстальное Ортофосфорная кислота среди слабых и сильных водорастворимых кислот оказывает наиболее благотворное влияние на динас и гипс с точки зрения нейтрализации щелочных свойств динаса, обеспечивая стабильный интервал времени затвердевания смеси в пределах 8-30 мин, т, е. интервал, необходимый для успешного применения смеси для изготовления литейных форм по выплавляемым моделям (при условии процентного содержания ортофосфорной кислоты в смеси в пределах 0,03 1 вес.I и соблюдения приведенного соотношения остальных компонентов смеси). Составы и свойства предлагаемой смеси приведены s табл. 1 и 2. Отклонение соотношения компонентов состава от предлагаемого ведет к ухудшению физико-химических свойств смеси и вызывает соответствующий рост брака готовых отливок (составы 6-7 соответственно 13,1 и 11,9% брака готовых отливок золотых ювелирных изделий). Смесь приготавливают следующим образом. Кислота затворяется в воду и в полученный раствор вводятся заготовленные навески динаса и гипса, все тщательно перемешивается 2 мин при комнатной температуре. Сосуд с жидкой смесью помещают на вибровакуумную установку комплекта Агпо Linder и вакуумируют 2 мин, Затем смесь заливают в опоку для вторичного двухминутного вакуумирования, после чего опоку снимают с установки, и при комнатной температуре происходит затвердевание смеси. Затем в термопеми Mario Di Mario производится отжиг смеси при температуре, возрастающей в течение 7 ч от 150 до 800°С с дальнейшим охлаждением 2 Ч до температуры заливки металла (600°С) в образовавшийся монолит. Реализация изобретения позволит повысить производительность труда на операции формования за счет стаг билизации времени отверждения смеси а также уменьшить брак отливок, благодаря 46 ly снизятся потери драгоценных металлов. Экономический эффект составит 480 тыс, руб.
Таблица 1


| название | год | авторы | номер документа |
|---|---|---|---|
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 1993 |
|
RU2105630C1 |
| СМЕСЬ ФОРМОВОЧНАЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК ЮВЕЛИРНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2165817C1 |
| Смесь для изготовления литейных форм по выплавляемым моделям | 1975 |
|
SU519272A1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМ И СТЕРЖНЕЙ НА ГИПСОВОМ СВЯЗУЮЩЕМ ПРИ ПРОИЗВОДСТВЕ ОТЛИВОК ИЗ ЦВЕТНЫХ И ДРАГОЦЕННЫХ СПЛАВОВ | 2000 |
|
RU2163854C1 |
| Смесь для изготовления литейных форм по выплавляемым моделям | 1982 |
|
SU1115835A1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ И СТЕРЖНЕЙ ПРИ ПРОИЗВОДСТВЕ ОТЛИВОК ИЗ ЦВЕТНЫХ И ДРАГОЦЕННЫХ СПЛАВОВ И СПОСОБ ЕЕ ПРИГОТОВЛЕНИЯ | 1998 |
|
RU2129932C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ СМЕСИ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМ И СТЕРЖНЕЙ НА ГИПСОВОМ СВЯЗУЮЩЕМ ПРИ ПРОИЗВОДСТВЕ ОТЛИВОК ИЗ ЦВЕТНЫХ И ДРАГОЦЕННЫХ СПЛАВОВ | 2000 |
|
RU2163524C1 |
| Смесь для изготовления литейных форм по выплавляемым моделям | 1983 |
|
SU1142213A1 |
| Смесь для изготовления литейных форм по выплавляемым моделям | 1980 |
|
SU1018776A1 |
| СМЕСЬ НАЛИВНАЯ ФОРМОВОЧНАЯ С ПОВЫШЕННОЙ ГАЗОПРОНИЦАЕМОСТЬЮ ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК ИЗ ЦВЕТНЫХ СПЛАВОВ | 2008 |
|
RU2383410C1 |
Ортофосфорная кислота Н,РО 0.01 0,03 0,1 28,99 27.97 27, Азотная кислота - . -Щавелевая кислота Период текучести, мин 6 8 Жидкотекучесть 125 130 по Сауттарду,мм ПО 130 Усадка через 16 ч, мм 0,06 0,01 0,02 0,01 Податливость 0.3 0,3 после обжига, 0,3 0,3 Прочность на 9,3 8,9 сжатие, кг/см 8,9 9,1 Осыпаемость, % 0,25 0,18 0,23 0,2 Прочность на разрыв, кг/см 0,3 0,9 1,0 1,0 Газопроницаемость по Дар0,5 0.5 си, (к) 0,5 0,6
Таблица 2 0.3 0,7 1,0 1,5 26,7 25,8 2523,530,15 --. . 1,8 «tO4-120 ЙО130120130 0,010,010,080,06-0,09 0,30,30,30,2 8,99,08,27,3-6,0 0,260,220,30.3-0.5 0,9 1,00,6 0,2-0,6 0,6- 0,60,5 0,8
0,2 0,2 0,2 0,2
0,2 0,2
-0,5 -0,06 -0,07 0,05 -0,06 -0,07
Величина брака
7,1 6,9 6,0 8,1
отливок, % 6,9 Формула изобретения Смесь для изготовления литейных форм по выплавляемым моделям, испол зуемых преимущественно при производ стве отливок ювелирных изделий из благородных металлов, их сплавов и цветных металлов, содержащая динас, гипс, технологическую добавку, и воду, о т л и ю щ а я с я тем, что, с целью уменьшения брзка отливок и стабилизации времени затверде вания смеси, она содержит в качеств технологической добавки ортофосфорную кислоту при следующем соотношении ингредиентов, вес.%
8
904869 Продолжение табл. 2
0,2 0,1
-0,6 -0,5-0,8 И,9 20-100 Ортофосфорная 0,03-1,00 кислота Остальное Источники информации, принятые во внимание при экспертизе 1.Гутов Л. А, Литье по выплавляемым моделям сплавов золота и серебра. Л. Машиностроение, 197, . с. 5«-б5. 2.Гернер М. М. и Батовский В. М. Основы материаловейения по стоматологии. М., Медицина, 1969, с. 55. 3.Авторское свидетельство СССР W 519272, кл. В 22 С 9/04, 1976.
