Изобретение относится к устройствам для изготовления сотовых заполнителей из рулонных материалов, например из бумаги, используемых в различных изделиях в строительной, мебельной, авиационной и других отраслях промышленности.
Известно устройство для сборки пакетов сотовых заполнителей из ткани, содержащее катушки с тканью, направляющие ролики, клеенаносящие валики, сушилку, рамку для намотки и склеивания полотен ткани с приводом ее вращения (Берсудский В. Е., Крысин В.Н., Лесных С.И. Технология изготовления сотовых авиационных конструкций. - М.: Машиностроение, 1975, с. 105, 106). Данное устройство предназначено для получения сотового заполнителя из тканей, где клей при контакте с клеенаносящим валиком частично проникает в ткань и тем самым достигаются сравнительно ровные клеевые полосы. При нанесении на бумагу и другие рулонные материалы, где пропитка клея незначительна, данное устройство не позволяет получить ровные клеевые полосы, что снижает качество изготовления сотового заполнителя.
Аналогичный недостаток имеется и в установке для изготовления сотового заполнителя (патент 2085393, кл. B 31 D 3/02, от 27.07.1997. Автоматизированная установка для изготовления сотового заполнителя).
Отличительной особенностью ее является оснащение устройствами снижения усилия изгиба материала сотового заполнителя при его растяжении, установленными перед устройствами нанесения клеевых полос.
Наиболее близким по техническому решению с заявленным объектом является устройство для изготовления сотового заполнителя из бумаги (авт.св. 895713, кл. B 31 D 3/00, от 09.01.1982. Устройство для изготовления сотовой основы из бумаги).
Оно содержит установленные по ходу технологического процесса рулонодержатели, натяжные механизмы, сотообразующий механизм, включающий клеевые аппараты с клеевыми и прижимными валиками.
Для повышения качества изготовления и производительности сотообразующий механизм имеет намоточный барабан, связанный с клеевыми валиками посредством гибких передач.
Устройство работает следующим образом. Заправленные в устройство бумажные ленты смазываются клеем с нижней стороны лент. Клей наносится в виде полос, причем полосы на лентах сдвинуты на половину шага между собой. При намотке на барабан образуется полотно сотовой основы, которое затем разрезается дисковым ножом. В поперечном сечении полотна при растяжении образуются сотовые ячейки. Данное устройство не позволяет получить клеевые полосы равной толщины, так как клеевые валики и намоточный барабан связаны гибкими передачами с приводом вращения. По мере намотки полотен бумаги увеличивается диаметр барабана и, следовательно, увеличится линейная скорость перемещения полотен, тогда как скорость вращения клеенаносящих валиков остается постоянной. Различие в скоростях клеенаносящих валиков и бумажных лент приведет к неравномерному нанесению клеевых полос, что значительно ухудшит качество сотового заполнителя. Снижает качество нанесения клея отсутствие регулировки количества наносимого клея на полотна. Кроме того, данное устройство сложно в исполнении из-за наличия многих гибких передач (тянущие валики, клеевые валики).
Решаемой технической задачей является повышение качества изготовления сотового заполнителя, а также повышение удобства в работе и расширение технологических возможностей.
Техническая задача решается в предложенной автоматизированной установке для изготовления сотовых заполнителей из рулонного материала, содержащей последовательно установленные на станине по ходу технологического процесса рулонодержатели, направляющие ролики, клеенаносящие устройства с прижимными валиками и намоточный барабан с прижимным устройством и приводом вращения, при этом согласно изобретению каждое клеенаносящее устройство снабжено устройствами регулировки зазора между прижимным и клеенаносящим валиками и регулировки толщины клея на клеенаносящем валике, который кинематически связан гибкой передачей с установленным на станине перед ним приводным валиком, который посредством рулонного материала взаимодействует с подпружиненным прижимным валиком, при этом прижимной, клеенаносящий валики и клеевая ванна установлены с возможностью быстрого съема, а клеенаносящий валик выполнен из последовательно установленных и закрепленных на валу клеенаносящих дисков и вкладышей.
Регулировка зазора между прижимным валиком и клеенаносящим и, следовательно, между рулонным материалом и клеенаносящим валиком обеспечивается тем, что прижимной валик установлен в пазах опор с возможностью вращения на эксцентриковой оси. Удобство в работе и высокая точность регулировки толщины клея достигается тем, что устройство выполнено в виде рамки с расположенной на ней регулировочной планкой, одна сторона которой шарнирно установлена в опорах, а противоположная - взаимодействует с эксцентриковой осью, расположенной в пазу рамки.
Для повышения качества наносимых клеевых полос на наружной поверхности клеенаносящих дисков по периметру выполнены канавки.
В отличие от прототипа качество нанесения клея не изменяется от увеличения диаметра намоточного барабана, так как линейная скорость рулонного материала и клеенаносящих дисков одинакова. Удобства в эксплуатации обеспечиваются возможностью быстрого съема прижимного, клеенаносящих валиков и ванны, а также простотой и высокой точностью регулировки толщины клея, что позволяет получать качественные сотовые заполнители из различных рулонных материалов (ткань, бумага, фольга и др.), что и расширяет технологические возможности установки.
Перечисленные выше взаимосвязанные признаки обеспечивают повышение качества изготовления сотовых заполнителей и расширение технологических возможностей и позволяют получить такие новые свойства, как повышение качества изготовления сотовых заполнителей и расширение технологических возможностей установки.
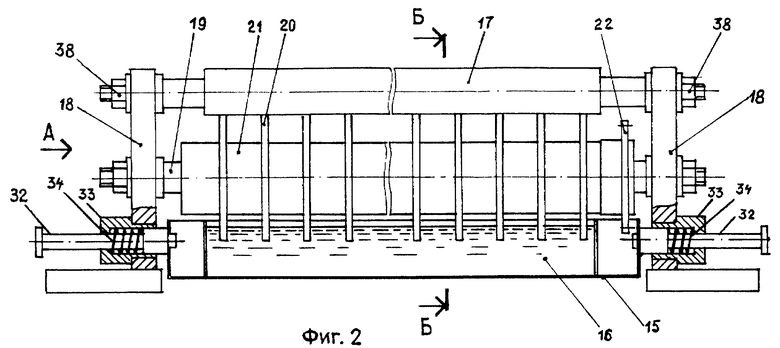
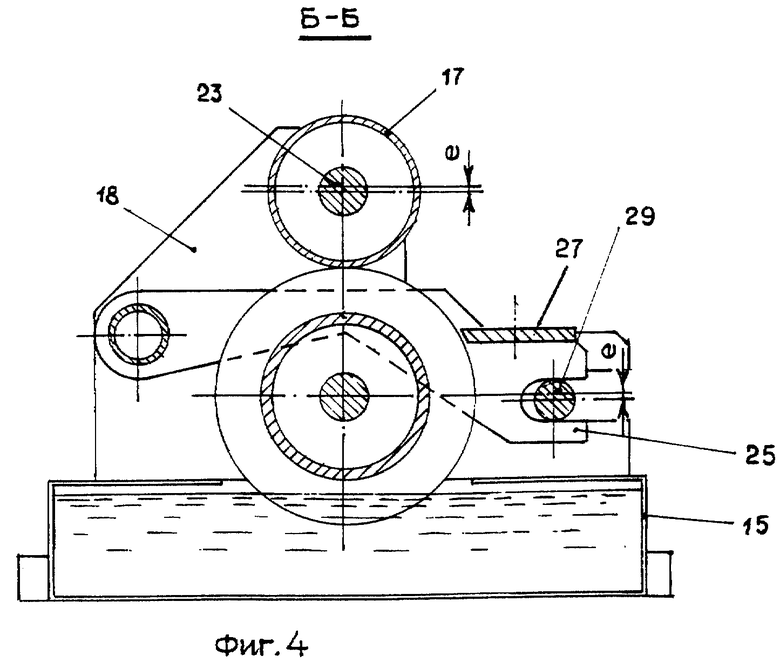
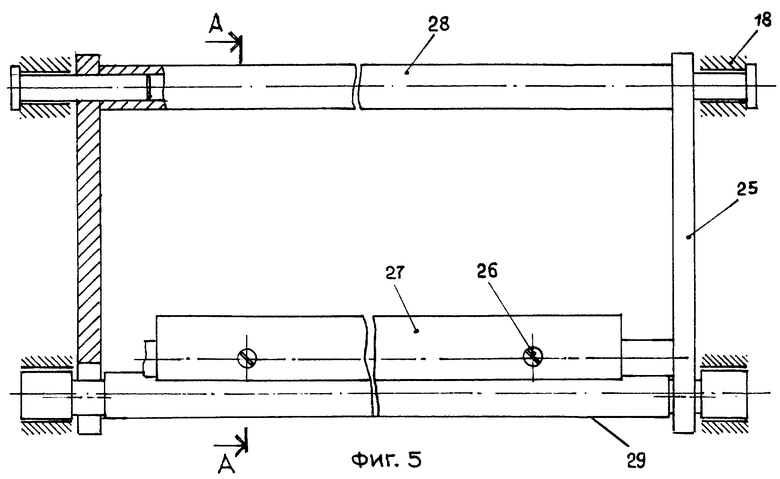
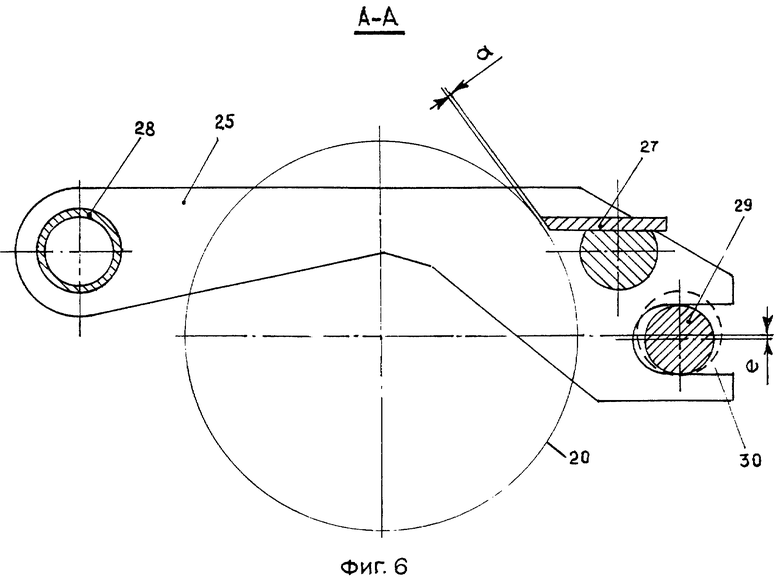
На фиг. 1 представлена автоматизированная установка для изготовления сотового заполнителя; на фиг. 2 - клеенаносящее устройство; на фиг. 3 - вид А на фиг. 2; на фиг. 4 - сечение Б-Б на фиг. 2; на фиг. 5 - рамка с регулировочной планкой; на фиг. 6 - сечение по А-А на фиг. 3; на фиг. 7 - клеенаносящий диск.
Автоматизированная установка для изготовления сотового заполнителя из рулонного материала содержит последовательно установленные на станине 1 по ходу технологического процесса рулонодержатели 2 с рулонным материалом 3, направляющие ролики 4, клеенаносящие устройства 5 с прижимными валиками 6, намоточный барабан 7 с прижимным устройством, состоящим из прижимного валика 8, установленного с возможностью вращения на подпружиненной рамке 9, и привод вращения 10 (фиг. 1). Клеенаносящее устройство 5 кинематически связано гибкой передачей 11 с приводным валиком 12, установленным на станине перед ним. Приводной валик 12 взаимодействует посредством рулонного материала 3 с подпружиненным прижимным валиком 13 и направляющим валиком 14. А намоточный барабан 7 взаимодействует в процессе работы с прижимным валиком. Клеенаносящее устройство содержит ванну 15 для клея 16, клеенаносящий и прижимной 17 валики, установленные в опорах 18 с возможностью вращения. Клеенаносящий валик состоит из закрепленных на валу 19 клеенаносящих дисков 20 и вкладышей в виде втулок 21 (фиг. 2). Ширина диска соответствует требуемой ширине клеевой полосы на рулонном материале. На одной из сторон с торца установлен шкив 22 для вращения клеенаносящего валика. Клеенаносящее устройство снабжено устройством регулировки зазора между прижимным 17 и клеенаносящим валиками, где прижимной валик имеет эксцентриковую ось 23, расположенную в пазах 24 опор 18. Устройство регулировки толщины клея на клеенаносящем валике выполнено в виде рамки 25 с закрепленной на ней с помощью винтов 26 регулировочной планки 27, одна сторона рамки представляет собой ось 28, установленную в опорах 18 с возможностью вращения, а другая сторона рамки взаимодействует с эксцентриковой осью 29, расположенной в пазах 30 рамки 25 (фиг. 5, 6). Для удобства в эксплуатации прижимной 17 и клеенаносящий валики установлены в пазах 24, 31 опор 18, что позволяет их быстро снять.
Клеевая ванна 15 боковыми стенками крепится с помощью штырей 32, входящих в отверстия стенок (на чертеже отверстия не показаны). Штыри установлены в корпусе 33, закрепленном в нижней части опор 18, и снабжены пружинами 34. На концах штырей 32 закреплена с помощью гаек 35 планка 36.
Автоматизированная установка работает следующим образом. Заправленный в установку рулонный материал 3 в виде двух лент проходит по направляющим роликам 4 через приводной валик 12 и клеенаносящее устройство 5, где с помощью клеенаносящих дисков 20 наносятся клеевые полосы и поступают на намоточный барабан 7, где склеиваются между собой посредством прижимного валика 8, образуя на барабане сплошной сотовый блок необходимой толщины, который потом разрезается в поперечном направлении. После растяжки в сотовом блоке образуются сотовые ячейки, так как клеенаносящие диски 20 на каждом из клеенаносящих устройств 5 смещены на полшага. Высокое качество изготовления сотового заполнителя достигается тем, что линейная скорость перемещения рулонного материала 3 и клеенаносящих дисков 20 всегда одинакова и не зависит от толщины сотового блока на барабане, что обеспечивается гибкой передачей 11 клеенаносящего устройства 5 с приводным валиком 12.
Контактная поверхность клеенаносящих дисков 20 может быть плоской или с канавкой 37 (фиг. 7), что позволяет в широких пределах регулировать качество нанесения клеевых полос на рулонном материале. Причем в клеенаносящем валике сменой клеенаносящих дисков 20 и втулок 21 можно легко регулировать размеры сотовой ячейки в сотовом заполнителе, что значительно расширяет технологические возможности устройства. Качество нанесенных клеевых полос, т.е. требуемая толщина клея и равномерность полос на рулонном материале, определяет качество изготавливаемого сотового заполнителя, поэтому установка снабжена устройством регулировки зазора между прижимным валиком 17 и клеенаносящим валиком (т.е. дисками 20) посредством того, что прижимной валик установлен в опорах с возможностью вращения на эксцентриковой оси 23. Путем поворота эксцентриковой оси 23 и закрепления гайками 38 регулируется зазор между рулонным материалов 3 и клеенаносящими дисками 20 (фиг. 2, 4). Толщина клея на клеенаносящих дисках 20 регулируется регулировочной планкой 27, закрепленной на рамке 25 посредством эксцентриковой оси 29, расположенной в пазу 30 рамки 25. Толщина клея на клеенаносящих дисках определяется зазором "а" между клеенаносящим диском 20 и регулировочной планкой 27 (фиг. 6). При повороте эксцентриковой оси 29 рамка 25 поднимается или опускается, вращаясь на оси 28, тем самым изменяя зазор "а". Наличие двух взаимосвязанных устройств регулировки толщины клея позволяет достичь высокой точности регулировки. Удобство в эксплуатации обеспечивается возможностью быстрого съема прижимного и клеенаносящих валиков из-за расположения их в пазах 24, 31 опор 18 (фиг. 3). В отличие от прототипа установка проста по конструкции, всего одна гибкая передача, один прижимной валик 8 обеспечивает за счет рамки 9 и пружины 39 требуемое давление склеивания рулонного материала в один сотовый блок. Высокая степень регулирования толщины наносимых клеевых полос позволяет повысить качество сотового заполнителя и возможность получения заполнителя из различных материалов (фольга, ткань, бумага и др.) на одной установке с различными размерами ячеек.
В настоящее время изготовлена и испытана экспериментальная установка и разработана техническая документация на промышленную автоматизированную установку изготовления сотового заполнителя модели УПС-1.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЗИРОВАННАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ | 1993 |
|
RU2085393C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ | 1991 |
|
RU2015914C1 |
| УСТАНОВКА ДЛЯ ОБЕЗЖИРИВАНИЯ ЛЕНТОЧНОГО МАТЕРИАЛА | 1992 |
|
RU2061559C1 |
| Установка для нанесения клеевого покрытия на изделия | 1981 |
|
SU1009518A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ КЛЕЯ НА ИЗДЕЛИЕ | 2011 |
|
RU2471570C1 |
| РОТАЦИОННАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ТЕТРАДЕЙ | 1934 |
|
SU58279A1 |
| УСТРОЙСТВО ДЛЯ ЗАВЕРТЫВАНИЯ ПРЕДМЕТОВ В БУМАГУ | 1965 |
|
SU215784A1 |
| Способ изготовления сотового заполнителя | 1983 |
|
SU1142304A1 |
| Крышкоделательная машина инженераКизильшТЕйНА | 1978 |
|
SU804536A1 |
| Устройство для изготовления сотовой основы из бумаги | 1978 |
|
SU895713A1 |


Автоматизированная установка для изготовления сотовых заполнителей из рулонного материала содержит последовательно установленные на станине по ходу технологического процесса рулонодержатели, направляющие ролики, клеенаносящие устройства с клеенаносящими и прижимными валиками и намоточный барабан с прижимным устройством и приводом вращения. Каждое клеенаносящее устройство снабжено устройствами регулировки зазора между прижимным и клеенаносящим валиками и регулировки толщины клея на клеенаносящем валике. Клеенаносящий валик кинематически связан гибкой передачей с установленным на станине перед ним приводным валиком, который посредством рулонного материала взаимодействует с подпружиненным прижимным валиком. Прижимной, клеенаносящий валики и клеевая ванна установлены с возможностью быстрого съема, а клеенаносящий валик выполнен из последовательно установленных и закрепленных на валу клеенаносящих дисков и вкладышей. Изобретение позволяет получить технический результат, связанный с повышением качества изготовления сотового заполнителя, а также повышением удобства в работе и расширением технологических возможностей. 3 з.п.ф-лы, 7 ил.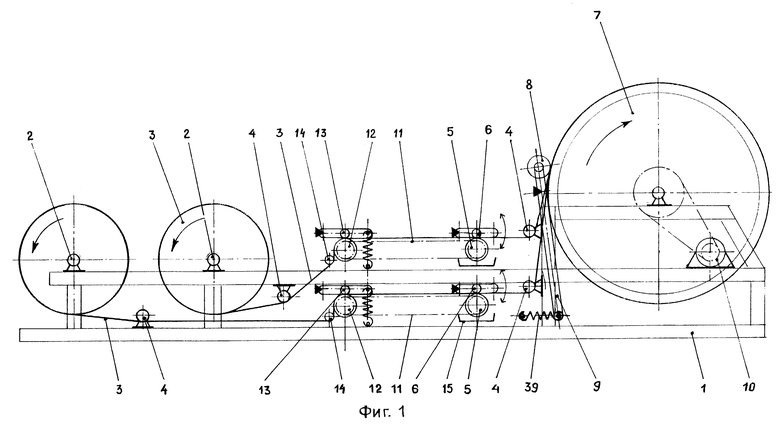
| Устройство для изготовления сотовой основы из бумаги | 1978 |
|
SU895713A1 |
| АВТОМАТИЗИРОВАННАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ | 1993 |
|
RU2085393C1 |
| SU 1804036 A1, 20.02.1996 | |||
| US 3220906 A, 30.11.1965. | |||
