Изобретение относятся к способу контроля и позиционирования луча при обработке заготовок, причем первый чувствительный элемент (системы пояска шва) определяет траекторию перед лучом или задает траекторию, воспроизводимую лучом, а второй чувствительный элемент контролирует после луча работу луча, а также к устройству для его осуществления.
В большинстве, прежде всего, промышленных процессов обработки необходимо контролировать или позиционировать луч. Это относится, например, к резке лазерным или водяным лучом. В обоих случаях траектория луча задается, чаще всего, электронным устройством. Тогда луч следует по этой траектории. Качество резки зависит, помимо всего прочего, от того, следует ли луч по точно заданному маршруту.
То же самое, но в еще большем масштабе относится и к сварке лучом и в особенности к сварке лазерным лучом. Во всяком случае, известно, что как раз преимущества "подгонки" ("tailored blanrs") при серийном изготовлении деталей из листа сваркой лазерным лучом соединением встык, например в автомобилестроении, достигаются только в том случае, если выполняются высокие требования этого способа к допускам к геометрии, качеству разделки кромок и свойствам лазерного луча.
При обычном диаметре фокуса, равном от 0,2 до 0,4 мм для достижения высококачественного сварного соединения необходимо точное позиционирование лазерного луча по линии раздела кромок под сварку между обеими заготовками, подлежащими соединению. Максимальный допуск на позиционирование при соблюдении технологического нулевого зазора не должен превышать 0,1 мм. Если при этом ванна должна перекрывать зазоры, этот допуск становится еще меньше.
Дефекты в соединениях, образующиеся вследствие неправильного позиционирования луча, являются особенно критическими при ввариваниях, так как они закрываются более широкими верхними валиками шва. При проварке несколько более широкий корень шва может привести к незаметным внутренним дефектам.
В настоящее время достаточно высокая точность позиционирования обеспечивается оптоэлектронными чувствительными элементами или системой обработки изображения, которая передает действительное прохождение линии раздела кромок, то есть линию стыка обеих заготовок перед лучом, как следствие координат коррекции, непосредственно к управлению машиной. Таким образом, лазерная головка может ориентироваться относительно шва с точностью до приблизительно 0,05 мм. Такая система поиска шва известна, например, из выложенной заявки ФРГ DE-OS 4312241.
Основной недостаток таких способов состоит в том, что система поиска линии стыка должна исходить из жестко заданной позиции лазерного луча. Отношение замеренных координат положения к действительному положению луча является невозможным. В порядке помощи предпринимается периодически, по меньшей мере, после каждого юстирования кода луча, процесс калибровки, который, однако, связано прерыванием процесса обработки. Полностью не учтенными остаются термические воздействия в излучателе и изменения положения лазерного луча, вызываемые направлением луча. Следствием этого является снижение точности процесса сварки. Возможное решение проблемы могло бы состоять в дополнении сенсорики положения луча системой направления луча, имеющейся в системе поиска два. Однако, как правило, такие сенсорики не подходят для работы с прямым управлением, во всяком случае связано со значительными дополнительными затратами.
Кроме того, известен контроль сварного шва после сварки. Однако при этом учитывается, конечно, не положение линии стыка, а только лишь качество сварного шва.
Известен способ контроля и позиционирования луча для обработки заготовок, включающий определение с помощью первого чувствительного элемента заданной траектории перемещения луча, определение с помощью второго чувствительного элемента действительной траектории перемещения луча, коррекцию положения луча при наличии рассогласования между заданной и действительной траекториями (SU, 1197271, А, кл. В 23 К 15/02, 1988).
В основу изобретения положена задача создать способ и устройство вышеуказанного типа, с помощью которых осуществляется текущий контроль и позиционирование луча, в особенности лазерного луча и корректировка его основного положения.
Решение этой задачи осуществляется за счет того, что заданную траекторию перемещения луча определяют перед лучом по направлению его перемещения относительно заготовки или с помощью задатчика, действительную траекторию перемещения луча определяют после луча, а рассогласование между траекториями определяют с учетом скорости относительного перемещения луча и заготовки.
При этом является предпочтительным, если первым чувствительным элементом определяют заданную траекторию перемещения луча в процессе пересечения методом свечения или в комбинации процесса пересечения методом свечения и процесса обработки ахроматического изображения, и вторым чувствительным элементом определяют действительную траекторию перемещения луча в процессе обработки ахроматического изображения или в комбинации процесса пересечения методом свечения и процесса обработки ахроматического изображения.
Вышеупомянутая задача решается также в устройстве для контроля и позиционирования луча для обработки заготовок, содержащем первый и второй чувствительные элементы, соединенные со входами блока управления, выполненного с возможностью сравнения сигналов с первого и второго чувствительных элементов, причем выход блока управления соединен с механизмом для перемещения луча относительно заготовки за счет того, что первый чувствительный элемент установлен перед лучом по направлению его перемещения относительно заготовки или в качестве него использован задатчик, а второй чувствительный элемент установлен после луча.
Это означает, что с помощью второго чувствительного элемента регистрируется также траектория шва, в частности сварного шва после луча, и сравнивается с траекторией или желательной траекторией перед лучом. Это осуществляется, предпочтительно, одновременно с контролем качества сварного шва.
Эта система согласно изобретению не ограничивается изготовлением сварного соединения между двумя заготовками, здесь особенно лазерной сваркой, а может применяться во всех способах с применением луча, направляемого по определенной траектории. И, прежде всего, оно также может относиться к способам резки с энергоемким излучением.
Решение проблемы становится возможным, прежде всего, за счет того, что создается система обработки изображения для определения положения линии стыка в относительной системе координат. Вторая система обработки изображения может относиться к этой относительной системе координат с условием, что сенсорики, создающие изображение фиксируются на общей неподвижной поверхности монтажа и юстируются друг относительно друга.
Так как такая вторая сенсорная система, например на установке для лазерной сварки, требуется многократно в позиции, следующей непосредственно за позицией сварки для того, чтобы осуществлять автоматический контроль за геометрией получаемого шва, расходы на эту вторую сенсорную систему являются крайне незначительными. Требования к оптическому приему изображения, так же как и скорость измерения второй сенсорной системы, сопоставимы с требованиями к первой системе для детекции линии стыка, вследствие чего практически идентичная конструкция может быть реализована простым образом.
В то время как с помощью первой системы обработки изображений непрерывно рассчитывается положение шва, подлежащего сварке, система обработки изображений, следующая за ней, характеризует как раз сам свариваемый шов, в том числе в отношении его положения в общей относительной системе координат. Для достижения точного полного наложения изображения при стационарном общем монтаже обеих чувствительных головок необходимо лишь зависящее от скорости смещение времени, будь то у заготовки или у луча, которое требуется для того, чтобы, например, попасть от нулевой точки системы координат поля изображения первого чувствительного элемента в соответствующее положение в поле изображения второго чувствительного элемента. Это время смещения должно просто приниматься обычными системами измерения и может использоваться для согласования изображений, накладывающихся друг на друга. За счет этого, при известном движении подачи элементов, подлежащих сварке или резко, обеспечивается точное сопоставление заданной и фактической траектории.
С помощью описываемого наложения изображений путем программы анализа изображений можно пунктуально точно определить точку встречи фокусированного лазерного луча с фактическим положением линии стыка. Знание этих относительных величия позволяет, с одной стороны, с учетом известных значений фокусного диаметра и ширины шва сделать непосредственный прогноз о вероятности возникновения внутренних дефектов в соединении. С другой стороны, так как смещение положения луча, вызванное термическим воздействием, вызывает сравнительно медленное изменение положения, можно очень просто осуществлять коррекцию положения луча.
Само собой разумеется, данное изобретение не ограничивается однонаправленной подачей. Контроль и позиционирование луча может осуществляться таким же образом также с подачей в двух или трех направлениях.
Из уровня техники известно множество способов определения траектории линии стыка или сварного шва. Все эти способы могут найти применение в данном изобретении. В качестве примеров могут быть упомянуты способ резки методом светового свечения и способ с обработкой ахроматического изображения. Пояснение способа резки методом светового сечения можно найти, например, в выложенной заявке ФРГ DE-OS 4312241, пояснение определения геометрии стыка с помощью обработки ахроматического изображения содержится в Сообщении DVS, том 94 (1985), стр.44 и далее.
В зависимости от обстоятельств, оба чувствительных элемента могут работать одним и тем же или разными способами. При этом, на практике выясняется, какие качественные требования предъявляются к отдельным способам. Если способ согласно изобретению должен применяться при резке с помощью луча, то в большинстве случаев чувствительный элемент, расположенный перед лучом, является лишним. Здесь задачу чувствительного элемента для определения заданного положения, а также соответствующее направление луча, берет на себя задатчик, имеющийся в электронной памяти.
Другие преимущества, признаки и детали изобретения следуют из приведенного ниже описания примеров выполнения со ссылкой на чертежи.
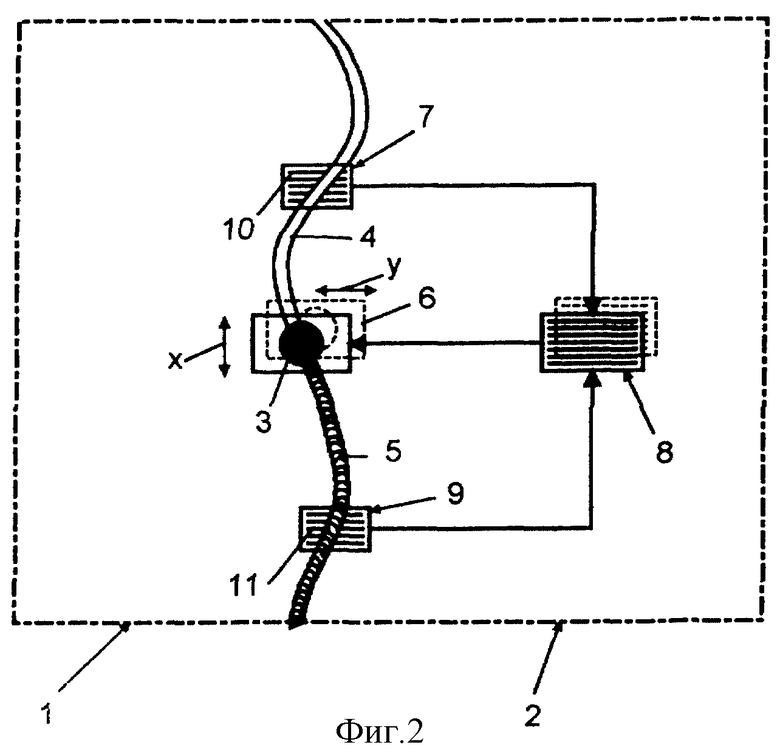
На фиг. 1 показано устройство для контроля и позиционирования луча при обработке заготовок, представленное частично в виде отдельных элементов блок-схемы;
фиг. 2 - вид сверху на устройство согласно фиг. 1 со схематично представленным определением положения луча.
Согласно фиг. 1, две заготовки 1 и 2 соединяют друг с другом с помощью луча 3. Зона соединения между обеими заготовками 1 и 2 перед лучом 3 представлена линией стыка 4, а в зоне после луча 3 - сварным швом 5.
Луч 3 поступает от не показанного более подробно на чертеже источника излучения к механизму перемещения 6, который может быть выполнен, например, в виде крестового суппорта. В этом случае механизм перемещения 6 может перемещаться в двух направлениях - в направлении x и y. Возможно также перемещение в трех направлениях. Существенным является лишь то, что с помощью механизма перемещения 6 луч 3 может перемещаться вдоль линии 4 стыка и направляться на него.
Для того, чтобы луч 3 мог направляться вдоль линии 4 стыка, перед лучом 3 включен чувствительный элемент 7, который называется также системой поиска шва. С помощью этого чувствительного элемента 7 непрерывно определяется траектория линии стыка 4 и на основе времени перемещения заготовки, зависящего от скорости, или времени перемещения луча, если он перемещается относительно заготовок, через блок управления 8 определяется траектория линии стыка 4, причем блок управления 8 приводит в движение механизм перемещения 6 в соответствии с результатами измерения чувствительного элемента 7 таким образом, что луч 3 всегда направлен точно на линию стыка 4, предпочтительно, на среднюю линию линии стыка 4, не показанную более подробно на чертеже.
Согласно изобретению за лучом 3 должен быть включен еще один чувствительный элемент 9, соединенный также с блоком 8 управления. Этот второй чувствительный элемент 9 следит за сварным швом 5.
Работа устройства согласно изобретению описывается, в частности, с помощью фиг. 2.
Чувствительный элемент 7, перемещающийся перед лучом 3, работает при этом в так называемом способе резки методом светового сечения. При этом, наклонно к оптической оси сенсорной оптики, на зону линии стыка 4 проецируется линейчатый спектр, состоящий, в данной случае, из пяти параллельных полос 10. При этом полосы 10 проходят, в основном, поперечно к сварному шву, но могут находиться на разном расстоянии. В зоне линии стыка 4 полосы прерываются или имеют место смещения, регистрируемые сенсорной оптикой. Траектория линий стыка тогда может определяться с помощью количества точек, соответствующих числу полос.
Согласно фиг. 2 по тому же принципу работает и второй чувствительный элемент 9, причем здесь сварной шов 5 освещается соответствующим линейчатым спектром 11.
Если луч с течением времени, например из-за смещений, вызываемых термическими воздействиями, отклоняется от своего положения, показанного на чертеже сплошной линией, в положение, показанное пунктиром, то это может не регистрироваться чувствительным элементом 7, поскольку этот чувствительный элемент 7 всегда исходит из того, что луч 3 находится в основном положении. И наоборот, чувствительный элемент 9, следующий за ним, регистрирует траекторию сварного шва 5, отклоняющуюся от чувствительного элемента 7, поскольку результаты измерений, подводимые к блоку 8 управление состоящие, например, из координат положения, полученных при анализе изображения, более не совпадают. Это схематично показано также штриховой линией. С помощью блока 8 управления механизм перемещения смещается в соответствии с подученным значением корректировки, благодаря чему луч 3 снова возвращается в основное положение.
Изобретение относится к области обработки заготовок лучами, например сварке заготовок лазерным лучом. Технический результат - повышение точности позиционирования луча в процессе обработки. В способе контроля и позиционирования луча для обработки заготовок первый чувствительный элемент (система поиска шва) перед лучом или сигнал задатчика определяет траекторию, по которой движется луч. Второй чувствительный элемент, расположенный после луча, контролирует работу луча. Причем сигнал задатчика или результаты приема от первого чувствительного элемента через заданное положение луча сравниваются с результатами приема от второго чувствительного элемента через фактическое положение луча с учетом относительного перемещения между лучом и заготовкой, зависящего от скорости. При отклонении фактического положения от заданного положения осуществляется коррекция луча в основное положение. 2 с. и 1 з.п. ф-лы, 2 ил.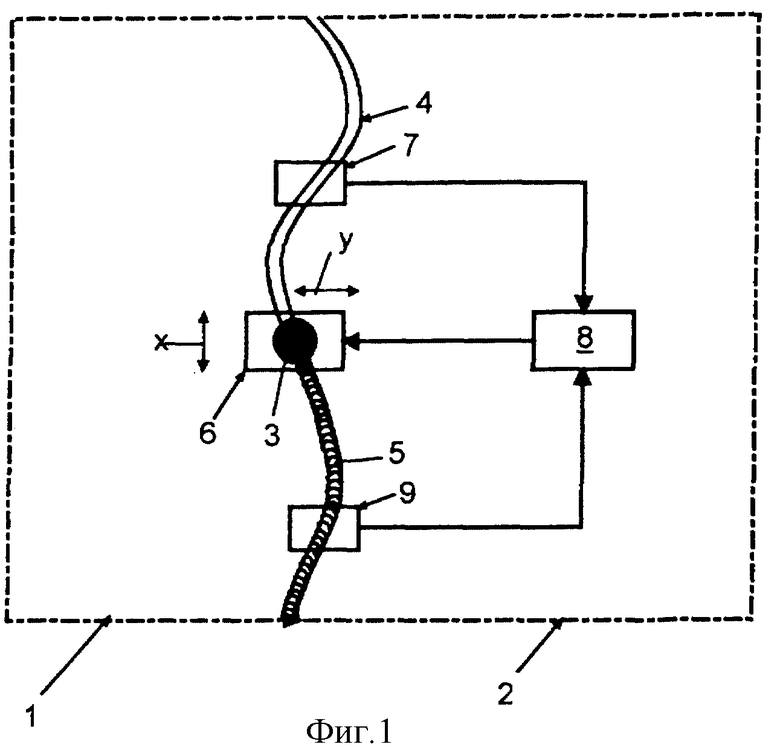
| SU 1197271 A, 30.10.1988 | |||
| ФОНД ЗЙСПЕРТО! | 0 |
|
SU366568A1 |
| ЭЛЕКТРОННЫЙ ИНДИКАТОР | 2013 |
|
RU2559695C2 |
| СПОСОБ УСИЛЕНИЯ ЖЕЛЕЗОБЕТОННОЙ БАЛКИ ПРОЛЕТНОГО СТРОЕНИЯ МОСТА | 2004 |
|
RU2265103C1 |

