Изобретение относится к способу создания сварочного давления в сварочной машине с роликовыми электродами. Кроме того, изобретение относится к устройству для осуществления этого способа.
В сварочных аппаратах с роликовыми электродами, в которых собственно электрод может быть образован проволочным электродом, проходящим по роликам, при некоторых обстоятельствах получается недостаточное сваривание в первой точке сварки свариваемого материала, проходящего между роликами, с помощью стыкового сварного шва или сварного шва внахлестку, в частности, при сварке обечайки (консервной) банки. Эта проблема особенно возникает при достигаемых в настоящее время скоростях сваривания. Инерционность массы сварочных роликов при сварке обечаек банок - особенно большего внешнего ролика - вызывает вначале слишком большое сварочное давление и, таким образом, очень незначительное электрическое сопротивление в сварочном шве внахлестку, что может способствовать недостаточному свариванию. Это может привести, с другой стороны, к микроутечкам в изготовленной таким образом банке (особенно в аэрозольных банках), даже если первая точка сварки в таких банках находится в области отбортовки. Сварочное давление для остальной части шва должно, однако, достичь достаточно большого значения, чтобы также можно было обеспечить надежное перемещение через зону сварки и избежать слишком большого дополнительного колебания сварочных роликов после введения свариваемого материала между роликами.
Известна машина для роликовой сварки, содержащая пружину для создания заданного усилия сжатия при сварке и дополнительное магнитное устройство для подавления колебаний при отклонении роликового электрода, которые превышают приблизительно удвоенную толщину листа. Таким образом в этой машине не решена проблема первой точки сварки (JP-A-57 149069).
Известно устройство для сварки с комбинацией пневмопружины с винтовой пружиной, в котором винтовая пружина компенсирует неточное срабатывание пневмопружины, причем заданное усилие сжатия при сварке создает только пневмопружина. В этой комбинации может произойти превышение усилия сжатия при сварке (JP-A-59 085382).
Кроме того, известен способ и устройство для создания сварочного давления в сварочной машине с роликовыми электродами, в котором для по меньшей мере одного роликового электрода используют пружинное устройство, которое оказывает неравномерно изменяющееся с изменением отклонения ролика усилие (SU 49711, В 23 К 11/06, 15.03.1976).
В основе изобретения лежит задача, заключающаяся в том, чтобы при правильно проведенной сварке вдоль сварного шва не могла возникнуть, или если возникла, то в незначительно степени, проблема первой точки сварки.
Решение этой проблемы в способе и устройстве указанного вида достигается благодаря тому, что в способе создания силы сжатия при сварке в сварочной машине с роликовыми электродами, в котором для по меньшей мере одного роликового электрода предусмотрено пружинное устройство с пружинным элементом, которое оказывает на ролик неравномерно изменяющееся с изменением отклонения ролика усилие и в котором увеличение усилия изменяют при заданном регулируемом отклонении за счет того, что пружинные элементы пружинного устройства вводят в действие таким образом, что выше заданного отклонения создают заданное усилие сжатия при сварке за счет комбинированного усилия пружинных элементов.
Согласно предпочтительной форме выполнения при сварке шва внахлестку возрастание усилия сжатия изменяют после отклонения, которое соответствует примерно одной толщине листа.
Кроме того, является целесообразным, чтобы возрастание усилия изменялось при отклонении, которое находится в диапазоне 50 - 150% от толщины листа, в частности в диапазоне 70 - 130% от толщины листа и в особенности в диапазоне 80 - 120% или 90 - 110% от толщины листа.
При сварке стыкового шва возрастание усилия изменяют по отклонению, которое соответствует половине толщины листа.
Вышеупомянутая задача решается также в устройстве для создания сварочного давления на сварочной машине с роликовыми электродами, причем для по меньшей мере одного из роликов предусмотрено пружинное устройство, которое оказывает на ролик неравномерно изменяющееся с изменением отклонения роликов усилие, в котором система пружин включает несколько пружинных элементов, которые расположены таким образом, что при возрастающем отклонении роликов воздействие на ролик оказывают таким образом, что ниже заданного отклонения один из пружинных элементов определяет силу сжатия при сварке и выше заданного отклонения комбинированное усилие пружинных элементов определяет заданное усилие сжатия при сварке.
Согласно предпочтительной форме выполнения система пружин включает одну пружину, имеющую форму винтовой линии, и один пневматический упругий элемент.
Это позволяет в начале процесса сварки, когда свариваемый материал своей передней кромкой достигает сварочного ролика и он начинает отжиматься, установить незначительное сварочное давление, в отдельных случаях даже равное нулю сварочное давление, чтобы лишь инерционность массы ролика по отношению к вызванному свариваемым материалом отклонению оставалась в качестве действенного сварочного давления. Однако, как только свариваемый материал пройдет дальше между роликами и они начнут испытывать большее отклонение, то можно оказать большее, обычное для сварки усилие. Таким образом, вначале получается незначительное сварочное усилие и тем самым хорошая сварка в первой точке, а затем большее, соответствующее обычному сварочное усилие. Возрастание сварочного усилия после соответстующего отклонения оказалось далее предпочтительным для свойств колебания ролика, что, с другой стороны, способствует улучшению качества сварного шва.
Далее изобретение поясняется более подробно с помощью примеров выполнения, показанных на чертеже.
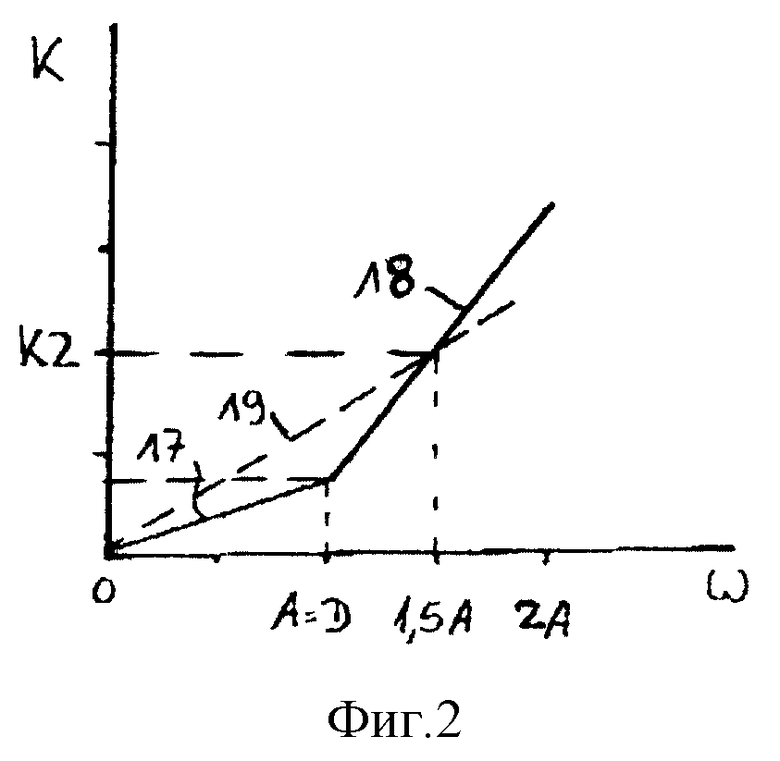
На фиг.1 схематически показан вид сварочных роликов машины для роликовой сварки; на фиг.2 - диаграмма путь/усилие для пружинного устройства, показанного на фиг.1.
На фиг.1 грубо схематически показано введение свариваемого материала 1 в форме обечайки банки между сварочными роликами машины для роликовой сварки. Конструкция и способ функционирования машины для роликовой сварки само по себе известны и здесь не воспроизводятся в деталях. В машине для роликовой сварки сварочный шов образуется между двумя роликовыми электродами 4 и 6, причем в качестве собственного электрода, как правило, предусмотрена соответственно проходящая по ролику сварочная проволока. Фиг.1 показывает ситуацию при сварке скругленной обечайки 1 банки из тонкого листа толщиной А, которая в области зоны сварки образует сварочный шов 3 внахлестку, который в несваренном состоянии имеет толщину 2А. Машина для роликовой сварки имеет два сварочных ролика 4 и 6, причем нижний сварочный ролик 4 расположен на нижнем рычаге 5. Расположение этого нижнего рычага 4 известно и на фиг.1 не показано. Как правило, нижний рычаг 5 установлен с подпружиниванием таким образом, чтобы сварочный ролик 4 имел предварительное натяжение в направлении к верхнему сварочному ролику 6. Верхний сварочный ролик 6 в известных машинах с помощью регулируемого постоянного усилия прижимается к нижнему сварочному ролику 4. Настройка осуществляется при этом обычным способом с помощью пружины (для установки) сварочного усилия, которая подвергается предварительному натяжению различной степени. В приведенном на фиг.1 примере выполнения изобретения теперь как раз предусмотрена пружина 10, которая оказывает усилие на сварочный ролик 6. Эта пружина 10 установлена в гильзе 8, жестко связанной с машиной, и таким образом своим верхним концом опирается на машину без возможности перемещения относительно нее. Устройство для удерживания сварочного ролика имеет перемещаемый по вертикали толкатель 7, который несет тарелку 9, которая принимает нижний конец пружины 10. Перемещение по вертикали сварочного ролика 6 приводит таким образом к перемещению в вертикальном направлении тарелки 9 и, таким образом, к сжатию или ослаблению пружины 10. Пружина 10 оказывает тем самым сварочное усилие на ролик 6, т.е. на свариваемый материал, который (ролик) можно устанавливать путем регулирования тарелки 9 или гильзы 8 с помощью соответствующего изменения предварительного натяжения пружины 10. В показанном примере над гильзой 8 установлен жестко связанный с машиной корпус 12, в котором расположен пружинящий элемент 14 таким образом, что он может оказывать усилие также в вертикальном направлении по продольной оси толкателя 7. В показанном примере при этом пружинящий элемент своей нижней частью поддерживается в упорной тарелке 13, которая опирается в положении покоя пружинного элемента на фланец корпуса 12. Верхний конец пружинящего элемента 14 поддерживается на установочном винте 15, с помощью которого в показанном примере можно изменять предварительное натяжение пружинящего элемента 14. Пружинящий элемент 14 может представлять собой винтовую пружину, подобно пружине 10, или может быть также, например, пневматическим упругим элементом, в котором пружинящее действие оказывает сжатый воздух. Это действительно, конечно, также для пружины 10, которая также может быть образована иным пружинным элементом, чем винтовая пружина. Корпус 12 установлен на машине с возможностью регулирования по высоте таким образом, что в положении покоя сварочных роликов, если даже верхний сварочный ролик 6 прилегает к нижнему сварочному ролику 4 и еще никакого свариваемого материала не вставлено между роликами, может устанавливаться заданное расстояние D между верхним концом толкателя 7 и обращенной к нему поверхностью тарелки 13. Корпус 12 может быть снабжен к тому же непоказанными, само по себе известными направляющими средствами, которые, например, позволяют устанавливать корпус по высоте с помощью наружной резьбы.
При работе машины для роликовой сварки, оснащенной в соответствии с этим примером выполнения изобретения, получается эффект согласно изобретению, выражающийся в том, что производится неравномерно изменяющееся с изменением отклонения ролика сварочное усилие. Это можно пояснить на основе фиг.1, если принять, что показанная на фиг.1 обечайка банки вдвинута между сварочными роликами 4 и 6, чтобы выполнить сварку сварочным швом 3 внахлестку. При этом сварочные ролики 4 и 6 отжимаются друг от друга, и сварочный ролик 6 движется по вертикали вверх. При этом движении вначале действует пружина 10, которая вместе с инерционностью массы прежде всего сварочного ролика 6 воздействует на сварочное усилие у начального участка обечайки. Как только отклонение верхнего сварочного ролика 6 пройдет настолько, что используется расстояние D толкателем 7, также перемещающимся вверх, то толкатель 7 нагрузит тарелку 13 и при дальнейшем отклонении пружинящий элемент 14 сожмется и окажет также усилие на толкатель 7 и тем самым на сварочный ролик 6. Поскольку отклонение сварочного ролика 6 превосходит значение D, то действует комбинированное усилие пружинных элементов 10 и 14; напротив, вначале, пока отклонение сварочного ролика еще не достигло значения D, то действует лишь усилие пружинного элемента 10. Таким образом, можно решить проблему первой точки сварки, так как пружина 10 может быть выполнена в виде очень мягкой пружины, которая оказывает на начальную часть обечайки лишь незначительное усилие, которого как раз достаточно для того, чтобы обеспечить надежное перемещение обечайки между сварочными роликами также в начальный момент. Как только будет преодолена кромка и отклонение сварочного ролика 6 станет больше, начнет растягиваться второй, выполненный, как правило, более жестким пружинящий элемент 14, усилие упругости которого прибавляется к (усилию) пружинящего элемента 10 и способствует созданию соответствующего тому или иному свариваемому материалу, в данном случае сварочному шву 3 внахлестку, заданного усилия сварки. Пружинящий элемент 10 можно при этом настроить, например, на небольшое усилие, примерно 30daN. Предпочтительно при сварке обечайки банки сварочным швом внахлестку расстояние D выбирают равным примерно одной толщине листа А. Расстояние D может при этом смещаться в диапазоне 50-150% от значения А или также в диапазоне 70-130% от значения А, предпочтительно также в диапазоне 80-120% от значения А или еще более предпочтительно в диапазоне 90-110% от значения А. При других видах сварки, например при сварке встык обечайки резервуара, можно расстоянию D дать другие значения, например расстояние D может тогда составлять половину толщины листа А.
На фиг. 2 схематически показано усилие пружины через отклонение W для представленной в качестве примера системы из двух пружин. Вплоть до отклонения А, которое в показанном примере равно расстоянию D, возрастание усилия проходит с константой пружины пружинящего элемента 10 согласно участку 17 кривой. Поскольку отклонение достигло значения А, равного D, то добавляется второй пружинящий элемент 14 и получается участок 18 кривой, на котором усилия обоих пружинящих элементов 10 и 14 суммированы. При сварке вдоль шва позади передней кромки, благодаря сминанию сварного шва внахлестку, получается отклонение, например, 1,5 А, что соответствует общему усилию пружины К2, которое представляет собой заданное значение усилия сварки. Если бы это усилие пружины производилось, как до этого, одной единственной пружиной, то она должна была бы иметь ход 19 кривой, как это представлено штриховой линией на фиг.2. Из нее видно, что на участке 0-А с помощью отдельной пружины на переднюю кромку обечайки оказывается значительно более высокое сварочное усилие, что явно обостряет проблему сварки в первой точке. Благодаря неравномерно изменяющемуся с (изменением) отклонения усилию согласно изобретению можно обойти проблему сварки первой точки простым способом. Вместо представленной в качестве примера специальной системы из двух пружин можно, конечно, выбрать другую конструкцию с двумя пружинами, которые, например, могут быть установлены друг в друге или можно выбрать устройство с лишь одной пружиной, которое имеет шаг, изменяющийся таким образом, что получается подобный эффект с неравномерным возрастанием усилия пружины. Можно, конечно, также предусмотреть больше двух пружин, которые установлены на расстоянии друг от друга. Особый вариант выполнения получается, если пружину 10 убрать, так чтобы - после отклонения D - действовала только пружина 14. Пружинная система имеет тогда лишь пружину 14, и начальное сварочное усилие образуется лишь благодаря инерционности массы ролика 6 и толкателя 7, пока возрастающее отклонение не приведет в действие также пружину 14.
Оказалось, что неравномерное изменение усилия пружины оказывает далее предпочтительное влияние на колебательные свойства всей системы, состоящей из подпружиненного сварочного ролика 6 и также подпружиненного сварочного ролика 4. Сверхколебания сварочного ролика 6 и следование за ним сварочного ролика 4 поддерживаются на более низком уровне благодаря неравномерно изменяющемуся с увеличением отклонения сварочному усилию, что положительно сказывается на качестве сварки шва. Это можно объяснить с помощью более крутой характеристики пружины 18 в области А до 2А по сравнению с обычной характеристикой пружины 19.
Вместо представленного примера, в котором ролик 6 испытывает неравномерно изменяющееся с увеличением отклонения усилие, можно таким же способом подпружинить ролик 4. Предпочтительно, однако, соответствующее подпружинивание ролика 6, обладающего большей массой. Также оба ролика могут иметь, в соответствии с изобретением, изменяемые с изменением отклонения характеристики усилий.
Изобретение может быть использовано для контактной роликовой сварки. Для по меньшей мере одного роликового электрода предусматривают пружинное устройство с пружинными элементами для оказания на него усилия сжатия. С изменением отклонения роликового электрода усилие сжатия изменяется неравномерно. Величину регулируемого отклонения устанавливают в зависимости от толщины свариваемых листов и вида сварного соединения. Устройство содержит пружинное устройство в виде нескольких пружинных элементов с возможностью их последовательного воздействия на роликовый электрод при возрастающем его отклонении. При величине отклонения роликового электрода ниже заданного усилие сжатия обеспечено одним из пружинных элементов, при превышении заданного регулируемого отклонения - комбинированным усилием пружинных элементов. Изобретение позволяет решить проблему первой точки при сварке. 2 с. и 4 з.п. ф-лы, 2 ил.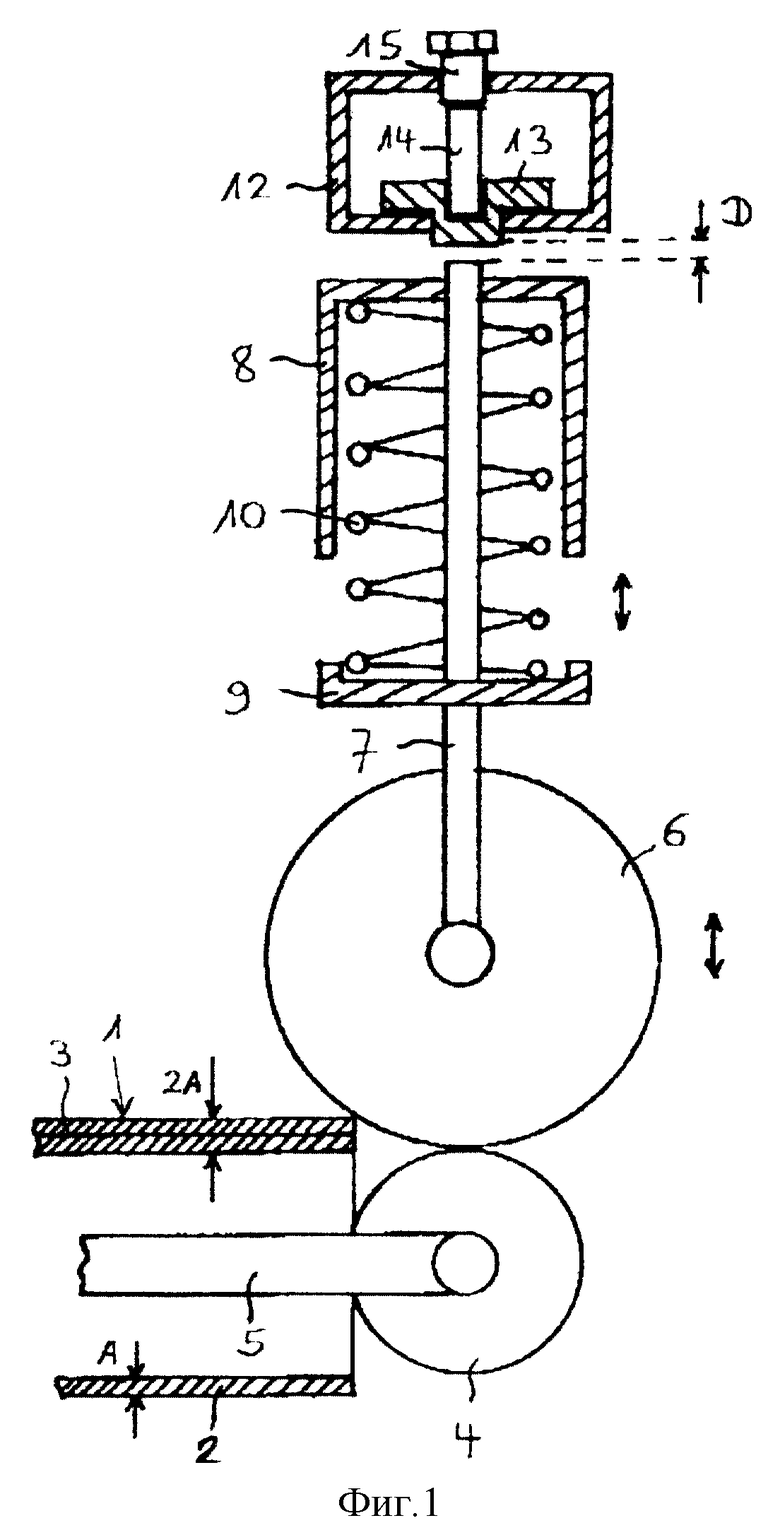
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СВАРКИ | 0 |
|
SU273349A1 |
| Механизм сжатия контактной сварочной машины | 1974 |
|
SU497111A2 |
| Механизм сжатия контактной сварочной машины | 1978 |
|
SU718238A2 |
| Дренажный фильтр | 1977 |
|
SU643170A1 |

