Изобретения относятся к области теплообменных аппаратов, в частности к прессованным теплообменным трубкам.
Известна прессованная (экструдированная) многоканальная трубка, описанная в статье "A predictiv Model for Condensation in Small Hydraulic Diamet Tubes. Having Axial Micro-fins", Journel of Heat Transter, November 1997, Vol. 119 (776-782). Trans-actions of the ASME. Трубка содержит плоские параллельные верхние и нижние стенки, передние и задние стенки, соединяющие верхние и нижние, внутри трубки продольные перегородки с продольными микроребрами. Трубка обладает недостатком, заключающимся в том, что микроребра в этом случае затапливаются и не оказывают существенного влияния на интенсификацию теплообмена.
Известна прессованная, цельнометаллическая трубка, содержащая плоские параллельные верхние и нижние стенки, передние и задние стенки, продольные перегородки, соединяющие верхнюю и нижнюю стенки, образующие несколько дискретных параллельных каналов (Патент США, N 4825941, кл. F 28 B 1/00. F 28 D 1/02, 1989).
Основным недостатком данной трубки является то, что параллельные гидравлические каналы малого гидравлического диаметра формируют ламинарный поток с низкой интенсивностью теплообмена.
Основной задачей изобретений является повышение интенсивности теплообмена многоканальной прессованной трубки за счет формирования каналов с переменным по длине гидравлическим диаметром.
Поставленная задача решается тем, что в многоканальной прессованной трубке, содержащей плоские параллельные верхнюю и нижнюю стенки, переднюю и заднюю стенки, соединяющие верхнюю и нижнюю стенки, продольные перегородки, соединяющие верхнюю и нижнюю стенки и образующие дискретные гидравлические каналы, согласно изобретению, по меньшей мере одна перегородка выполнена криволинейной с возможностью формирования непараллельных каналов с переменным по длине гидравлическим диаметром.
Отличительные признаки - выполнение по меньшей мере одной продольной перегородки криволинейной в продольном направлении с возможностью формирования дискретных непараллельных каналов с переменным по длине гидравлическим диаметром, оказывает возмущающее воздействие на поток теплоносителя, и независимо от режима течения последнего (ламинарный или турбулентный), увеличивают теплоотдачу от теплоносителя к стенкам трубки.
Известно использование в теплообменной трубке перегородки криволинейной формы (Авторское свид. СССР N 1315782, кл. F 28 F 1/02, 1987). Однако, в данной трубке криволинейные ребра вставлены и припаяны. Наличие паянного соединения (сварного шва) между корпусом и криволинейными ребрами ограничивает интенсивность теплообмена от ребер к корпусу, так как свойства припоя, особенно на поверхности спайки вследствие наличия окислов отличаются от свойств основного металла, из которого изготавливается трубка и перегородка, что приводит к значительному снижению интенсивности теплообмена. Кроме того, наличие сварного шва уменьшает прочность корпуса как самой трубки, так и теплообменника в целом. В силу вышеуказанных причин данная трубка, несмотря на казалось бы одинаковое назначение, не может являться аналогом заявляемого изобретения, так как эти решения основаны на принципиально различной технологии иного технического уровня, не требующей операций гофрирования пластин, вставки, сварки, пайки, что как известно значительно усложняет процесс изготовления трубок и повышает ее себестоимость.
Изобретение иллюстрируется следующими чертежами.
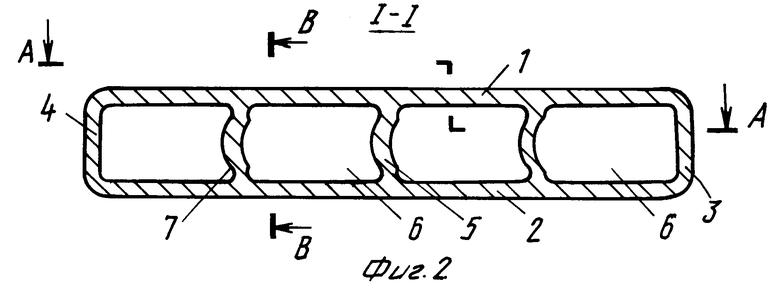
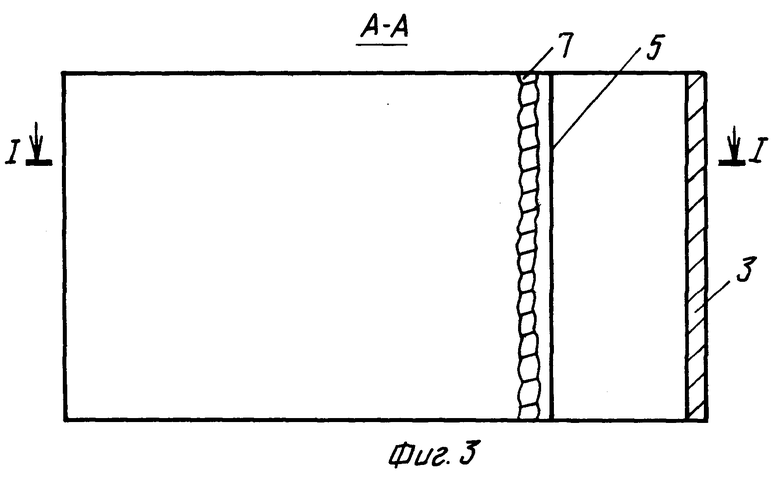
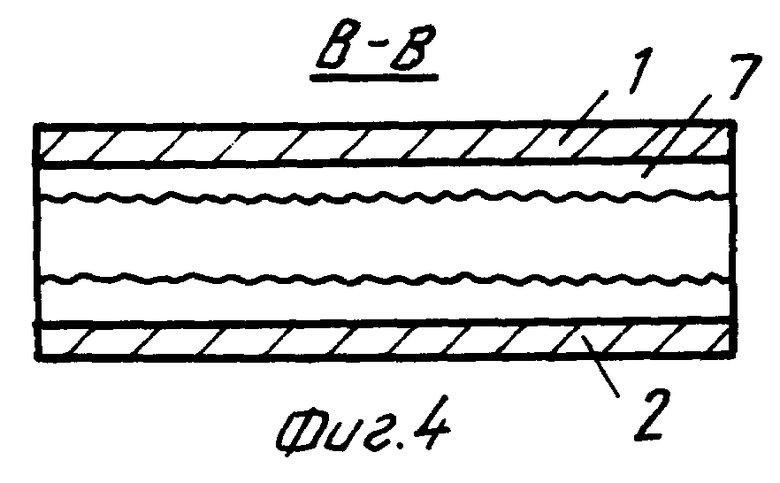
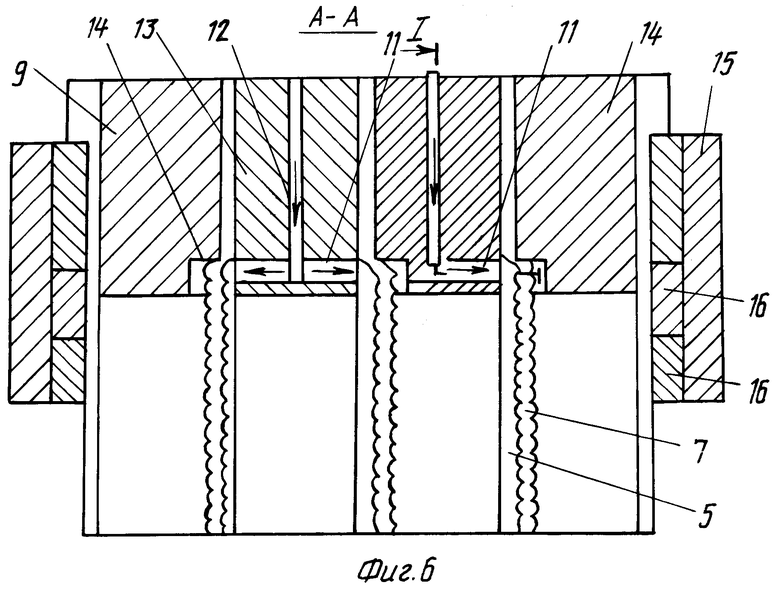
На фиг.1 показана многоканальная прессованная трубка, аксонометрическая проекция; на фиг.2 - многоканальная прессованная трубка, сечение по I-I, на фиг.3 - то же, сечение по A-A; на фиг.4 - то же, сечение по B-B.
Многоканальная трубка содержит плоские параллельные верхние 1 и нижние 2 стенки, передние 3 и задние 4 стенки, перегородки 5, дискретные каналы 6 с переменным гидравлическим диаметром, криволинейные участки 7.
Многоканальная трубка работает следующим образом: теплоноситель поступает в дискретные каналы 6 и во время движения передает теплоту охладителю, например воздуху, через верхние 1 и нижние 2 стенки, передние 3 и задние 4 стенки, через перегородки 5 с криволинейными участками 7. При движении теплоносителя по каналам 6 с переменным гидравлическим диаметром по длине его поток деформируется за счет криволинейных участков 7 и турбулизируется, в результате интенсифицируется теплоотдача к стенкам и охладителю по сравнению с прототипом.
Многоканальная прессованная трубка с криволинейными перегородками позволяет уменьшить размеры и вес теплообменников, работающих преимущественно при высоких давлениях, а также позволяет упростить технологию их изготовления.
Известен способ изготовления многоканальной трубки, в соответствии с которым ее вытягивают или выдавливают из алюминиевого расплава через формообразующую рамку (В.В.Бурков. Алюминиевые радиаторы автотракторных двигателей, - М. -Л., "Машиностроение", 1964, стр. 122-123).
Способ обладает недостатком: не позволяет изготовить многоканальную трубку с криволинейными перегородками по длине.
Известен способ изготовления многоканальной трубки с недискретными каналами в соответствии с которым расплав металла прессуют через формообразователь (матрицу) и стержни сердцевины, одновременно по каналам стержней сердцевины подают пульсирующий поток сжатого газа в щель между смежными стержнями в выемку смежного стержня (патент США N 5323851. кл. F 28 F 13/08, 1994).
Способ обладает недостатком: не позволяет изготавливать прессованную трубку с криволинейными по длине стенками, так как в данном способе используется жидкий металл и при подаче газа под давлением выше прессуемого материала в область выемки в смежном стержне образуется отверстие, и, в конечном результате, получают многоканальную прессованию трубку с перфорированными перегородками.
Задача изобретения - изготовить многоканальную прессованную трубку с криволинейными в продольном направлении перегородками, образующими непараллельные каналы с переменным гидравлическим диаметром по длине.
Поставленная задача решается тем, что в способе изготовления многоканальной прессованной трубки, включающем прессование металла через формообразователь и стержни сердцевины, с одновременной подачей по каналам стержней сердцевины пульсирующего потока сжатого газа в щель между смежными стержнями, согласно изобретению, прессуют металл, находящийся в пластическом состоянии, а пульсирующий поток сжатого газа подают по меньшей мере по каналу одного стержня, выходящему в щель через отверстие, расположенное напротив открытого уступа в оконечности смежного стержня, выгибают внутрь смежного канала по меньшей мере часть перегородки и формируют каналы с переменным по длине гидравлическим диаметром действием пульсирующего потока сжатого газа.
Металл, находящийся в пластическом состоянии и обладающий большой податливостью, под воздействием пульсирующего потока сжатого газа только выгибается, а не пробивается насквозь.
Формирование криволинейной перегородки в многоканальной ленте обеспечивается также признаками подачей пульсирующего потока сжатого газа по меньшей мере по каналу одного стержня, выходящему в щель через отверстие, расположенное напротив открытого уступа в оконечности смежного стержня, и выгибанием внутрь смежного канала по меньшей мере части перегородки. Поскольку поток пульсирующий, то его давление в течение времени изменяется, изменяется и сила воздействия, вследствие чего образуется криволинейная по длине перегородка.
Известно, что для конденсаторов систем кондиционирования автомобилей, используют многоканальную прессованную трубку из алюминия, которая предназначена для работы при давлении хладагента примерно 1,5 мПа.
Наиболее распространенная толщина перегородок 0,2-0,4 мм при высоте 1,0-1,5 мм. Во время прессования трубки через формообразователь и стержни температура алюминия на выходе из прессующего устройства остается примерно 520-530oC (в зависимости от марки алюминия и условий технологического процесса). Тонкая перегородка указанной выше толщины находится в пластическом и способна деформироваться под действием струи пульсирующего газа в полость уступа. Давление газа из технологических соображений выбирается в зависимости от конкретных условий. Для избежания потерь газа выходящий конец трубки, в которую поступает газ, может быть заглушен.
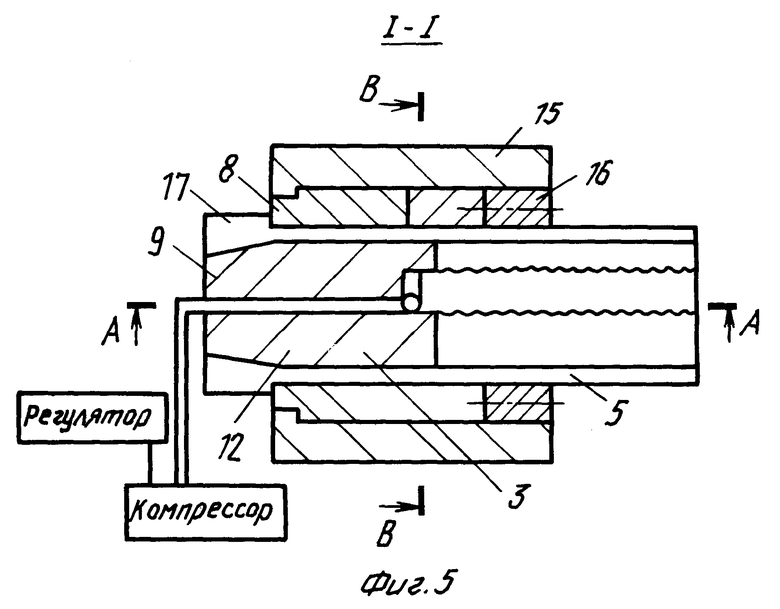
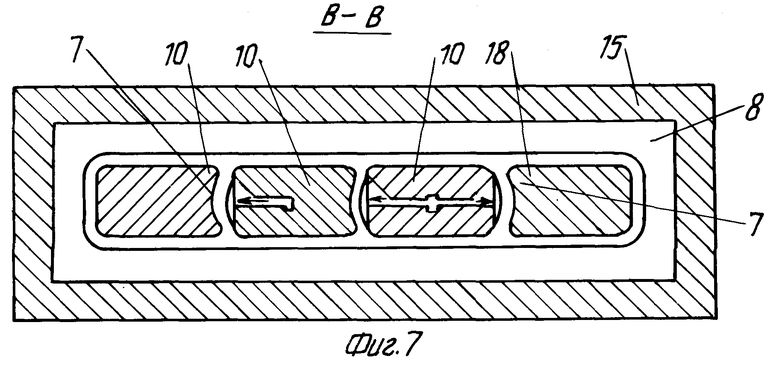
На фиг. 5 - 7 показан фрагмент экструдирующего устройства для реализации способа в различных сечениях, фиг. 5 - сечение по I-I, фиг. 6 -сечение по A-A, фиг. 7 - сечение по B-B.
Устройство содержит рамку 8 формообразователя, стержни 9 формообразователя, сердцевину (совокупность стержней) 10, каналы 11 подачи пульсирующего потока сжатого газа, линию 12 подачи газа, щели 13, открытый уступ 14, корпус 15 формообразователя, фиксирующие детали 16. Незаштрихованные элементы чертежа представляют собой прессованную трубку, в частности перегородку 5, криволинейный участок 7, часть пластического металла 17, из которого прессуется трубка 18.
Устройство работает следующим образом. Пластический металл 17 под заданным давлением подают в щели 13 между рамкой 8 формообразователя и стержнями 9 сердцевины 10. Одновременно по каналам 11 через линию 12 подают пульсирующий поток сжатого газа по меньшей мере в одну щель 13 через выходное отверстие (на чертеже не обозначено), расположенное напротив открытого уступа 14 смежного канала 6 трубки, в глубину которого выгибают еще пластинчатую нетвердую часть перегородки 5 прессованной трубки 18 и образуют криволинейный участок 7 в перегородке 5. Поскольку сила действия пульсирующего потока переменна по времени, криволинейные участки 7 формируют каналы с переменным гидравлическим диаметром. Количество и глубина изгибов определяется количеством и силой пульсаций потока газа в единицу времени, задаваемых компрессором и регулятором.
Поскольку перегородка остается еще пластичной, для ее изгиба не требуется высокое давление сжатого газа. Так как перепад давлений по обе стороны перегородки даже при невысоких давлениях достаточен для образования криволинейных участков.
Способ позволяет изготовить прессованную цельнометаллическую трубку с криволинейными по длине перегородками, формирующими каналы с переменным по длине гидравлическим диаметром.
По сравнению с прототипом трубка обладает более высокими теплообменными свойствами, так как она имеет криволинейные по длине перегородки, формирующие каналы с переменным гидравлическим диаметром, способные деформировать, возмущать и турбулизовать поток теплоносителя, что в конечном итоге повышает теплоотдачу и повышает соответственно эффективность теплообменника.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛОСКООВАЛЬНАЯ МНОГОКАНАЛЬНАЯ ЛЕНТА ДЛЯ ТЕПЛООБМЕННЫХ АППАРАТОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 1998 |
|
RU2144650C1 |
| КОНДЕНСАТОР | 1998 |
|
RU2135919C1 |
| ГАЗООЧИСТНОЕ УСТРОЙСТВО | 1995 |
|
RU2111415C1 |
| КОНДЕНСАТОР-РАДИАТОР | 1998 |
|
RU2135918C1 |
| РАДИАЛЬНАЯ ИМПУЛЬСНАЯ ТУРБИНА НАДДУВА ДИЗЕЛЯ | 1994 |
|
RU2107825C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБЫ В ОТВЕРСТИИ ТРУБНОЙ РЕШЕТКИ ТЕПЛООБМЕННОГО АППАРАТА (ЕГО ВАРИАНТЫ) | 1997 |
|
RU2112619C1 |
| ТУРБОАГРЕГАТ УНИВЕРСАЛЬНЫЙ | 1999 |
|
RU2158398C1 |
| ТЕРМОЭЛЕКТРИЧЕСКИЙ ОХЛАДИТЕЛЬ | 1998 |
|
RU2141607C1 |
| ТУРБОАГРЕГАТ КОМПРЕССОРНО-НАСОСНЫЙ | 1997 |
|
RU2133929C1 |
| ГАЗОТУРБОНАГНЕТАТЕЛЬ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2000 |
|
RU2182245C1 |
Устройство и способ предназначены для использования в области теплообменных аппаратов. Многоканальная прессованная трубка содержит плоские параллельные верхнюю и нижнюю стенки, переднюю и заднюю стенки, соединяющие верхнюю и нижнюю стенки, по меньшей мере одну продольную перегородку, выполненную криволинейной в продольном направлении с возможностью формирования непараллельных каналов с переменным гидравлическим диаметром по длине. Способ изготовления многоканальной прессованной трубки включает прессование металла, находящегося в пластическом состоянии, через формообразователь и стержни сердцевины и одновременную подачу пульсирующего потока сжатого газа по меньшей мере по каналу одного стержня, выходящему в щель через отверстие, расположенное напротив открытого уступа в оконечности смежного стержня, выгибают внутрь смежного канала по меньшей мере часть перегородки и формируют каналы с переменным по длине гидравлическим диаметром. Трубка обладает более высокими теплообменными свойствами, за счет наличия криволинейных по длине перегородок, формирующих каналы с переменным гидравлическим диаметром, способные деформировать, возмущать и турбулизировать поток теплоносителя. 2 с.п. ф-лы, 7 ил.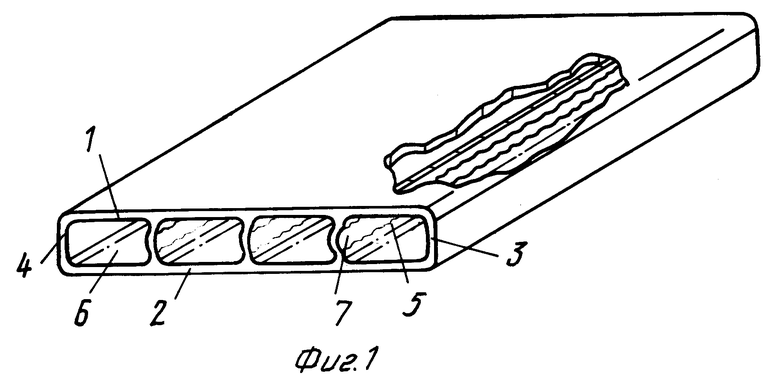
| US 4825941 A, 02.05.1989 | |||
| US 5323851 A, 28.06.1994 | |||
| Экономайзер | 0 |
|
SU94A1 |
| 0 |
|
SU248222A1 | |
| Пакет матричного теплообменника и способ его изготовления | 1990 |
|
SU1760301A1 |
