Изобретения относятся к элементам теплообменных аппаратов, в частности к их сердцевинам для обработки сред с различными характеристиками.
Известна многоканальная лента, состоящая из обечайки и продольных непроницаемых перегородок, образующих несколько одинаковых каналов для пропуска среды (Бурков В.В., Алюминиевые радиаторы автотракторных двигателей, Машиностроение, М. , 1964, с. 122-124). Лента обладает недостатком - при прохождении через нее сред с разными температурами через стенки смежных каналов происходит теплообмен, понижающий эффективность одного из теплообменников. Например, для интегрированных радиаторов-конденсаторов характерна передача теплоты от радиатора к конденсатору.
Известна плоскоовальная многоканальная лента, используемая в комбинации радиатора-конденсатора, содержащая замкнутую обечайку, разделенную внутри перегородками на несколько каналов и смежную с ней замкнутую обечайку (пат. США N 5009262, кл. F 28 D 7/16, опубл. 23.04.91).
Недостатком данной ленты является то, что в комбинации радиатора-конденсатора через стенку, разделяющую каналы с разной температурой передается теплота от более нагретой среды к менее нагретой.
Известна плоскоовальная многоканальная лента с проходами для потоков сред с различными давлением и температурой, содержащая замкнутую обечайку, разделенную внутри перегородками на несколько каналов, смежную с ней замкнутую обечайку и средство для разъединения смежных обечаек, выполненное в виде перемычки с вырезом или воздушного канала (Пат. США N 5186244, кл. F 28 F 13/00, опубл. 16.02.93).
Недостатком данного устройства является то, что радиаторная и конденсаторная части устройства соединены по всей протяженности ленты, что не обеспечивает снижения теплопроводности в достаточной степени и улучшения эффективности работы теплообменника.
Известен способ изготовления плоскоовальной многоканальной ленты путем приготовления металлического расплава, экструдирования его через формообразующую рамку, вытягивания и охлаждения (Бурков В.В., Алюминиевые радиаторы автотракторных двигателей, Машиностроение, М., 1964, с.122-124). Лента изготовленная таким способом неэффективна для комбинированных радиаторов-конденсаторов.
Известен способ изготовления плоскоовальной многоканальной ленты, имеющей раздельные проходы для хладагента и охладителя двигателя, включающий экструдирование металла через формообразующую рамку, вытягивание и охлаждение (пат. США N 5009262, кл. F 28 D 7/16, опубл. 23.04.91).
Данный способ обладает недостатком - не позволяет изготовить эффективную многоканальную ленту для пропускания различных сред с различными параметрами. В ленте, изготовленной таким способом, происходит передача теплоты от охладителя к хладагенту, что снижает эффективность работы конденсатора.
Известен способ изготовления многоканальной ленты, в соответствии с которым формуют продольно-волнистую полосу, образующую каналы для течения среды, затем формуют прокатыванием по меньшей мере две плоскоовальные замкнутые обечайки из одной полосы, вводят продольно-волнистую полосу внутрь одной из обечаек, обрабатывают антикоррозионным и паяльным флюсами и паяют в печи (пат. США N 4688311, кл. D 21 D 53/02, опубл. 25.08.87).
Данному способу присущи те же недостатки, что и вышеописанным способам. Способ не позволяет изготовить высокоэффективную многоканальную ленту для одновременного протекания нескольких сред с различными тепловыми параметрами. Это обусловлено тем, что в изготовляемой ленте проходы для протекания различных сред имеют непосредственный контакт по всей поверхности ленты.
Основной задачей, на решение которой направлены заявленные изобретения - плоскоовальная многоканальная лента для теплообменных аппаратов и способ ее изготовления (варианты) - улучшение эффективности работы теплообменников, в которых используется плоскоовальная многоканальная лента с проходами для протекания сред с различными давлением и температурой.
Единым техническим результатом, достигаемым при осуществлении заявленной группы изобретений, является снижение интенсивности теплообмена между потоками смежных сред.
Указанный технический результат достигается тем, что в плоскоовальной многоканальной ленте с проходами для потоков сред с различными давлением и температурой, содержащей замкнутую обечайку, разделенную внутри перегородками на несколько каналов, и смежную с ней замкнутую обечайку, предложено между обечайками выполнить разделительную щель с перемычками.
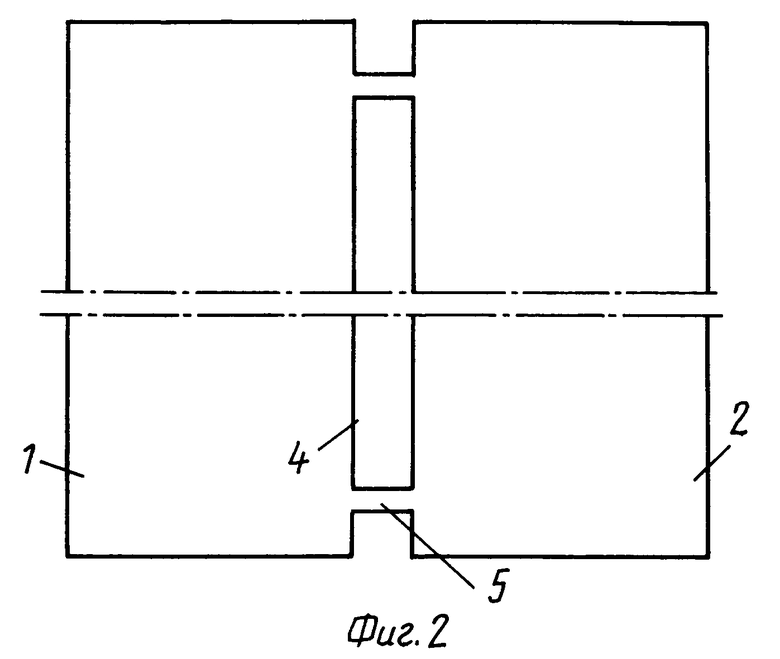
На фиг. 1 представлен общий вид плоскоовальной многоканальной ленты, а на фиг. 2 - вид сверху.
Лента содержит две плоскоовальные замкнутые обечайки 1 и 2 для прохода сред с различными температурой и давлением, при этом обечайка 1 разделена внутри перегородками на несколько каналов 3, а между собой обечайки 1 и 2 разделены щелью 4 с перемычками 5.
При использовании в радиаторах-конденсаторах заявляемое устройство работает следующим образом; хладагент, охлаждающий систему кондиционирования воздуха в автомобиле, проходит через каналы 3 замкнутой обечайки 1, а через смежную замкнутую обечайку 2 проходит охладитель двигателя. Из-за наличия разделительной щели 4 с перемычками 5 значительно уменьшается контакт хладагента и охладителя, тем самым эффективность работы радиатора-конденсатора повышается.
Поставленная задача решается также предлагаемыми вариантами способа изготовления плоскоовальной многоканальной ленты.
Указанный технический результат обеспечивается тем, что в известном способе изготовления плоскоовальной многоканальной ленты, в соответствии с которым расплавленный металл экструдируют через формообразующую рамку, вытягивают и охлаждают, согласно изобретению формуют две смежные обечайки с одновременным выполнением разделительной щели с перемычками путем периодического проталкивания вытеснителя через формообразующую рамку в поперечном направлении относительно движения ленты.
Способ осуществляют следующим образом.
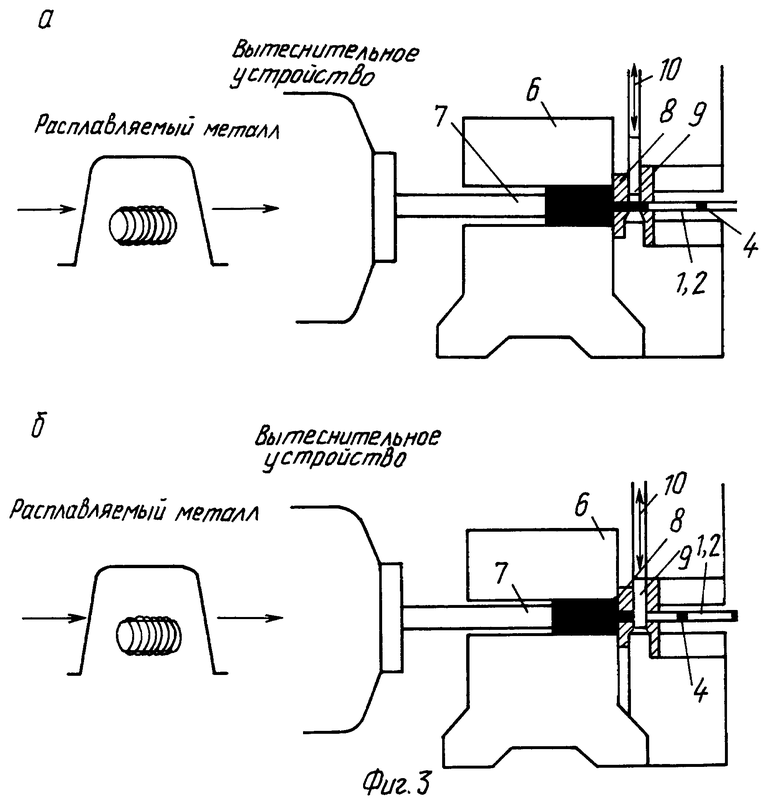
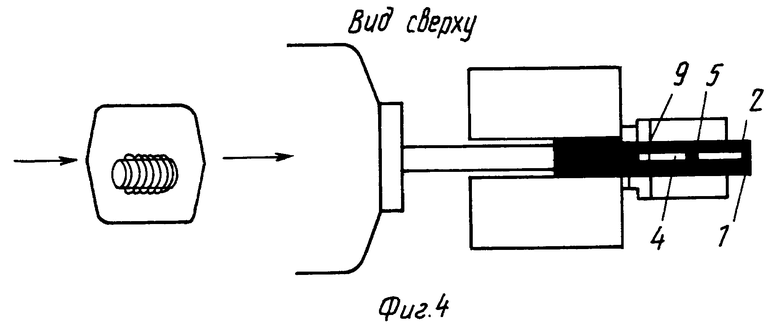
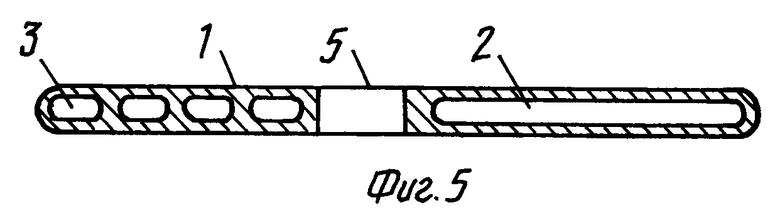
Пример 1. Процесс изготовления плоскоовальной многоканальной ленты поясняется схемой, представленной на фиг. 3а, 3б и 4, а на фиг. 5 - общий вид получаемой ленты.
Расплавленный металл подают в вытеснительное устройство и в экструдирующий механизм 6, откуда толкателем 7 экструдируют через формообразующую рамку 8, через которую возвратно-поступательно проталкивают вытеснитель 9 сквозь ленту в поперечном направлении относительно ее движения. Вытеснитель 9 приводится в действие приводом 10 (не показан), в качестве которого может быть использован любой механизм.
Способ позволяет изготовить многоканальную ленту в ходе единого процесса без дополнительных затрат времени на разделительную щель.
Указанный технический результат достигается тем, что в известном способе изготовления плоскоовальной многоканальной ленты, в соответствии с которым расплавленный металл экструдируют через формообразующую рамку, вытягивают и охлаждают, согласно изобретению экструдирование ведут в виде двух раздельных обечаек и соединяют их перемычками на выходе из формообразующей рамки.
Способ осуществляют следующим образом.
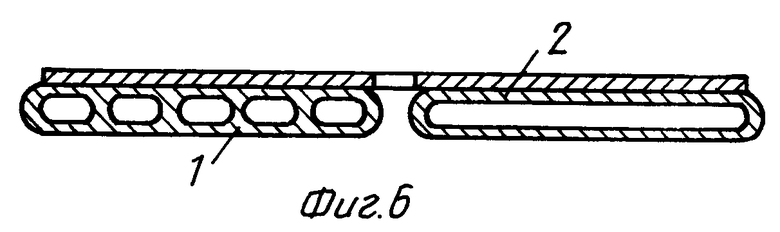
Пример 2. Расплавленный металл экструдируют через формообразующую рамку, вытягивают в виде двух раздельных обечаек, охлаждают воздухом и соединяют обечайки перемычками с помощью сварочного устройства, установленного на выходе из формообразующей рамки. Общий вид получаемой ленты представлен на фиг. 6.
Указанный технический результат достигается тем, что в известном способе изготовления плоскоовальной многоканальной ленты формованием продольно-волнистой вставки с образованием каналов для течения среды, формованием прокатыванием двух раздельных плоскоовальных замкнутых обечаек, введением продольно-волнистой вставки внутрь одной из обечаек, обработкой коррозионным паяльным флюсом и пайкой в печи в составе теплообменника, согласно изобретению одновременно с формованием обечаек выполняют между ними разделительную щель с перемычками перфорированием.
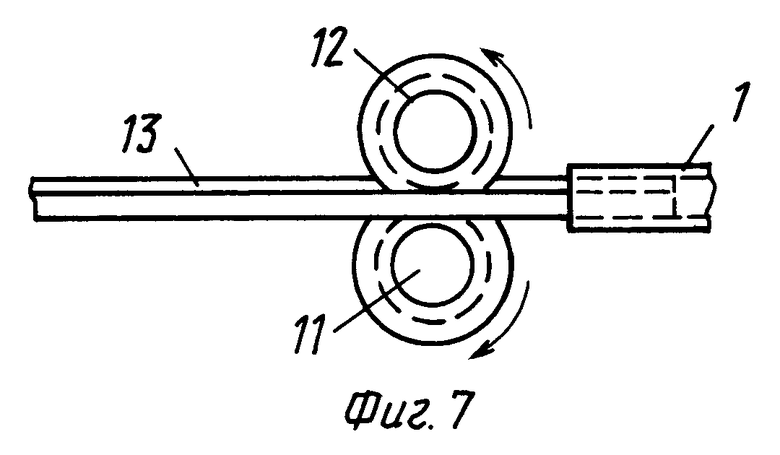
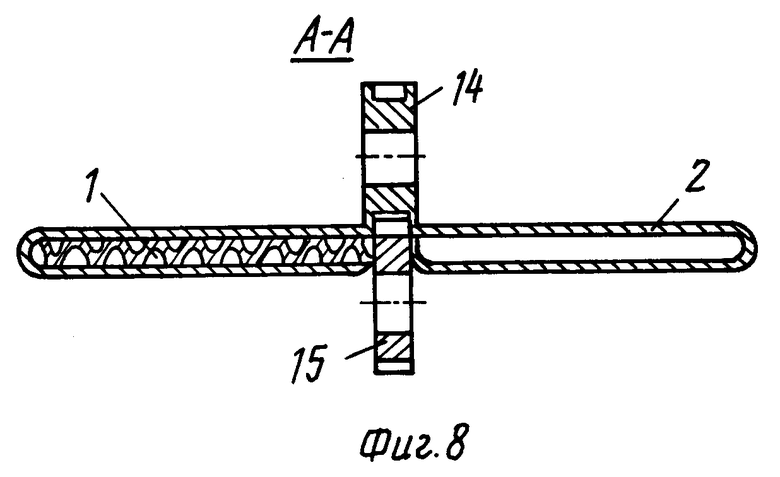
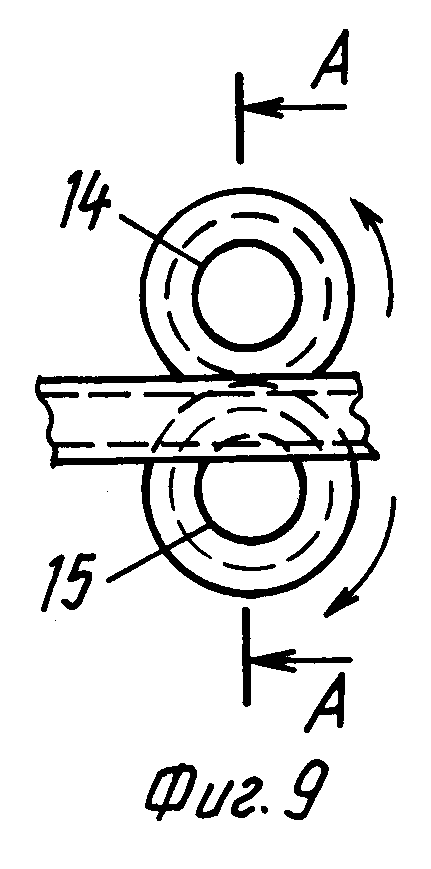
Способ осуществляют следующим образом. Пример 3. Процесс изготовления плоскоовальной многоканальной ленты поясняется схемой, представленной на фиг. 7, на фиг. 8 - схема выполнения разделительной щели, на фиг. 9 - разрез по А-А на фиг. 8.
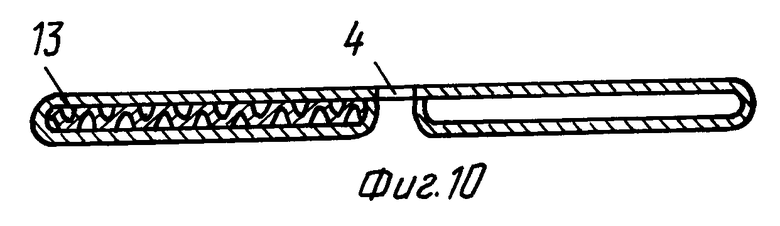
Берут полосу листопрокатного металла и многоребордными роликами 11 и 12 формуют волнистую вставку 13. Формуют прокатыванием две раздельные плоскоовальные замкнутые обечайки, затем полученную продольно-волнистую вставку вводят внутрь обечайки 1. На завершающей стадии формования обечаек 1 и 2 роликом 14 и перфорирующим роликом 15 производят разделительные щели 4. Ленту обрабатывают антикоррозионным паяльным флюсом и паяют в печи (на фиг. не показано) в составе теплообменника. Общий вид полученной ленты показан на фиг. 10.
Способ позволяет изготовить ленту в ходе единого процесса изготовления путем совмещения завершающей стадии формования и производства разделительной щели.
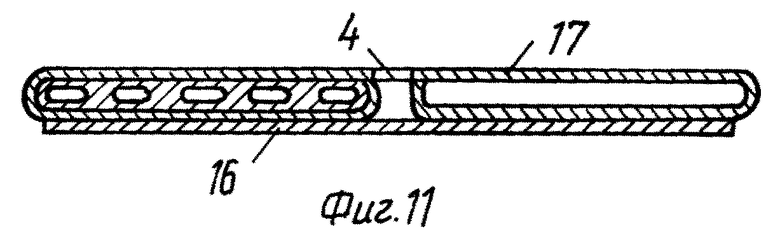
Лента может быть изготовлена в виде двух отдельных плоскоовальных замкнутых обечаек, одна из которых экструдирована, а вторая из листового проката, и соединены между собой перемычками. Общий вид полученной ленты показан на фиг. 11, где 16 - экструдированная лента, а 17 - лента, выполненная из листового проката.
В целом изобретения позволяют производить плоскоовальную многоканальную ленту для комбинированных теплообменников, в которых охлаждаются среды с различными теплотехническими параметрами. При этом исключается отрицательное влияние более нагретого теплообменника на менее нагретый. Например, в комбинации автомобильных радиатора и конденсатора исключается передача теплоты от радиатора к конденсатору.
В ходе процесса изготовления ленты не требуется дополнительная затрата времени на производство разделительной щели.
В настоящей заявке на выдачу патента соблюдено требование единства изобретения, поскольку устройство и способы его изготовления предназначается для изготовления плоскоовальной многоканальной ленты. Заявленные изобретения решают одну и ту же задачу - улучшение эффективности работы теплообменников для потребителей. За счет достижения при осуществлении изобретений одного и того же технического результата снижается интенсивность теплообмена между потоками смежных сред.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОКАНАЛЬНАЯ ПРЕССОВАННАЯ ТРУБКА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 1999 |
|
RU2155921C1 |
| КОНДЕНСАТОР | 1998 |
|
RU2135919C1 |
| КОНДЕНСАТОР-РАДИАТОР | 1998 |
|
RU2135918C1 |
| ГАЗООЧИСТНОЕ УСТРОЙСТВО | 1995 |
|
RU2111415C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБЫ В ОТВЕРСТИИ ТРУБНОЙ РЕШЕТКИ ТЕПЛООБМЕННОГО АППАРАТА (ЕГО ВАРИАНТЫ) | 1997 |
|
RU2112619C1 |
| УСТАНОВКА ДЛЯ ИЗВЛЕЧЕНИЯ МЯСА МОЛЛЮСКА ИЗ РАКОВИН | 1996 |
|
RU2113796C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЯГКОГО СЫРА | 1998 |
|
RU2124297C1 |
| ХОЛОДИЛЬНАЯ УСТАНОВКА | 2002 |
|
RU2208748C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОДУКТА ТИПА ТВОРОГ | 1998 |
|
RU2124849C1 |
| ТУРБОАГРЕГАТ УНИВЕРСАЛЬНЫЙ | 1999 |
|
RU2158398C1 |
Изобретения относятся к элементам теплообменных аппаратов, в частности к их сердцевинам для обработки сред с различными характеристиками. Многоканальная лента состоит из двух замкнутых смежных обечаек. Одна из них разделена внутри на несколько перегородок. Между собой они разделены разделительной щелью с перемычками. Изготовить ленту можно одним из 3 вариантов способа. Осуществляют экструдирование металла и одновременное периодическое вытеснение металла вытеснителем для получения разделительной щели с перемычками. Экструдирование металла выполняют в виде двух раздельных полос и соединение их перемычками, например сваркой, на выходе полос из экструдирующего устройства. Ленту изготавливают из листопрокатного металла. Перфорируют промежуток между проходами на заключительной стадии формирования обечаек перфорирующими роликами. Конструкция плоскоовальной многоканальной ленты позволяет снизить теплообмен между потоками смежных сред. Способ позволяет изготовить ленту в ходе единого процесса без дополнительных затрат времени на разделительную щель. 4 с.п. ф-лы, 11 ил.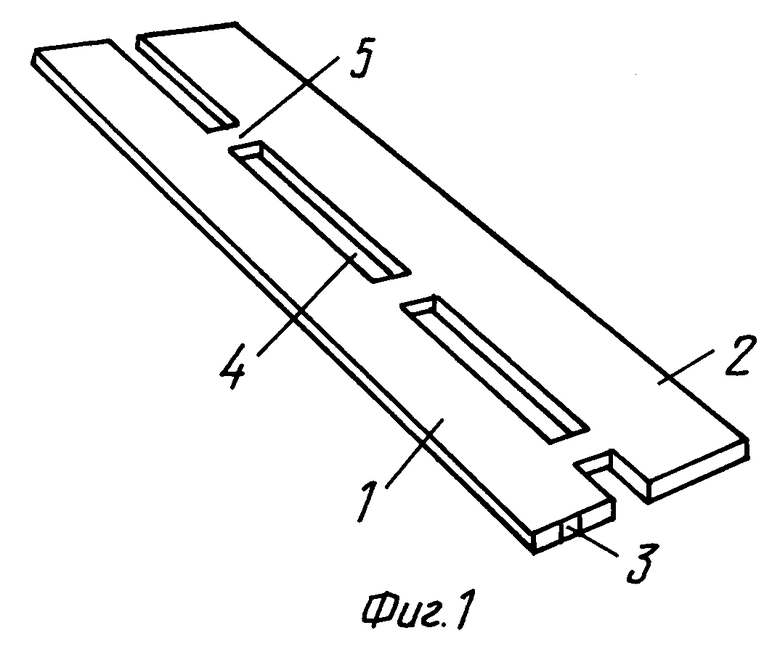
| US 5009262 А, 23.04.1991 | |||
| US 4688311 А, 25.08.1987 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ГАЗОПЛОТНЫХ ТРУБНЫХ ПАНЕЛЕЙ | 0 |
|
SU325135A1 |
| Устройство для отделения от пакета и поштучной подачи плоских деталей | 1982 |
|
SU1159861A1 |
| Способ управления асинхронным генератором с конденсаторным возбуждением и устройство для его осуществления | 1981 |
|
SU1136297A1 |
