Изобретение относится к ядерной энергетике и может найти применение при изготовлении тепловыделяющих сборок ядерных реакторов, преимущественно ВВЭР-1000.
Анализ механических свойств, радиационного роста и релаксационных характеристик дистанционирующих решеток из циркониевых сплавов позволяет сделать вывод о преимуществах их использования в настоящее время в тепловыделяющих сборках для повышения выработки энергии.
Известна дистанционирующая решетка для энергетического ядерного реактора ВВЭР-1000, собранная из отдельных фигурных ячеек, сваренных между собой в точках и скрепленных снаружи ободом (см. Б.А.Дементьев. Ядерные энергетические реакторы ВВЭР-1000. М: Энергоатомиздат, 1990 г., стр.44, рис.2.13 А-А), недостатком которой является возможность деформации ячеек при наборе тепловыделяющих элементов, что приводит к их браку.
Наиболее близкой по технической сущности и достигаемому результату является дистанционирующая решетка тепловыделяющей сборки ядерного реактора ВВЭР-1000, собранная из отдельных фигурных ячеек, сваренных между собой в точках и скрепленных ободом, содержащая в каждой ячейке внутренние выступы, прочно, с натягом фиксирующие пропущенные сквозь ячейки тепловыделяющие элементы и предупреждающие радиальные перемещения их при возбуждении вибрацией конструкции под воздействием турбулентного потока теплоносителя (см. "Разработка, производство и эксплуатация тепловыделяющих элементов энергетических реакторов" под ред.Ф.Г.Решетникова, кн. 1. М.: Энергоатомиздат, 1995 г., табл. 7.1 на стр. 184 и стр. 187) - прототип.
Известен также способ изготовления дистанционирующих решеток из сплава циркония с 1% ниобия, включающий набор и точечную сварку фигурных ячеек между собой с образованием поля фигурных ячеек для прохождения через них тепловыделяющих элементов, изготовление шестигранного обода дистанционирующей решетки из сплава циркония с 1% ниобия, ввод набранного поля фигурных ячеек в обод дистанционирующей решетки и точечную сварку периферийных фигурных ячеек к ободу решетки (см. "Разработка, производство и эксплуатация тепловыделяющих элементов энергетических реакторов" под ред.Ф.Г.Решетникова, кн. 1. М: Энергоатомиздат, 1995 г., табл. 7.1 на стр. 184 и стр. 187) - прототип. По существующей технологии изготовления дистанционирующих решеток для тепловыделяющих сборок обод из сплава циркония и 1% ниобия изготавливается из двух полуободов аргонодуговой сваркой вольфрамовым электродом в контролируемой среде аргона для предупреждения окисления циркония во время сварки. При этом сварочный шов требует зачистки, так как дистанционирующая решетка должна быть выполнена строго под ключ. Зачистка сварного шва - удаление наплыва до уровня обода - может привести к повреждению обода, нанесению царапин на его поверхность, что, в силу свойств циркония, в частности, его склонности к разъедающей коррозии, приведет к разрушению дистанционирующей решетки при эксплуатации в реакторе. А это, в свою очередь, может привести к разрушению тепловыделяющих элементов, которые, под действием турбулентного потока теплоносителя, будут вибрировать, касаться друг друга, а это под влиянием колебаний даже при очень малых амплитудах не исключает разрушения оболочки тепловыделяющего элемента. В процессе аргонодуговой сварки среда аргона в боксе загрязняется газовыми продуктами сварки, которые могут легко взаимодействовать с цирконием решетки в силу его высокой химической активности. Этот факт ухудшит качество сварки двух полуободов решетки друг к другу, особенно в области сварного шва.
Известно, что фигурные ячейки из сплава циркония, изготавливаемые из тонкостенных трубок, имеют колебания как по толщине стенок, так и по диаметру в соответствии с ТУ. Это приводит к тому, что набранное поле фигурных ячеек входит в обод либо с прослаблением, либо с натягом, но в том и в другом случае такие колебания отрицательно сказываются на качестве дистанционирующей решетки и производительности по причине дополнительных трудозатрат: в случае ввода набранного поля ячеек с прослаблением требуется перед точечной сваркой обода и периферийных ячеек осуществлять поджатие обода к ячейкам, что приводит к деформации средней части граней обода, тогда как в углах обода зазоры остаются, а увеличенный зазор между ободом и полем фигурных ячеек приводит к прожогу периферийных ячеек и к браку; в случае ввода набранного поля ячеек с натягом происходит деформация периферийных фигурных ячеек, потеря установленного шага между метками и непроходимость отверстий ячеек для тепловыделяющих элементов во время сборки.
Технической задачей, на решение которой направлено данное изобретение, является повышение качества и производительности за счет создания такой конструкции дистанционирующей решетки, которая позволила бы исключить повреждение тепловыделяющих элементов при сборке и эксплуатации тепловыделяющих сборок за счет исключения деформации ячеек и обода.
Технической задачей, на решение которой направлено данное изобретение, является также повышение качества и производительности за счет сокращения количества технологических операций.
Поставленная задача решается тем, что в дистанционирующей решетке из циркониевого сплава для тепловыделяющей сборки ядерного реактора, собранной из отдельных фигурных ячеек, сваренных между собой в точках и скрепленных снаружи ободом, содержащей в каждой ячейке внутренние выступы, прочно, с натягом фиксирующие пропущенные сквозь ячейки тепловыделяющие элементы и предупреждающие радиальное перемещение тепловыделяющих элементов в ячейках, согласно изобретению, обод выполнен, по крайней мере, из трех составных частей, концы которых имеют форму ломаной линии с шириной между концами в стыке каждой пары составных частей обода, не превышающей двух с половиной толщин обода.
Эта задача решается еще и тем, что в способе изготовления дистанционирующей решетки из циркония тепловыделяющей сборки ядерного энергетического реактора, включающем набор и точечную сварку фигурных ячеек между собой с образованием поля фигурных ячеек для прохождения через них тепловыделяющих элементов, изготовление обода дистанционирующей решетки из сплава циркония, ввод набранного поля фигурных ячеек в обод дистанционирующей решетки и точечную сварку периферийных фигурных ячеек к ободу дистанционирующей решетки, согласно изобретению, изготовление обода дистанционирующей решетки, ввод набранного поля фигурных ячеек в обод дистанционирующей решетки и точечную сварку периферийных фигурных ячеек к ободу дистанционирующей решетки осуществляют одновременно, используя в качестве обода составные его части, причем крепление точечной сваркой каждой пары стыкующихся составных частей осуществляют к одной прилегающей к стыку периферийной ячейке, по крайней мере, двумя точками каждого конца.
Выполнение обода из трех частей позволит исключить как свободный - прослабленный - ввод набранного поля фигурных ячеек в обод, так и ввод этого поля в обод с натягом, что в обоих случаях исключит брак по сварке обода к периферийным фигурным ячейкам и деформацию последних при вводе ячеек в обод с натягом, повысит качество изготовления дистанционирующей решетки.
Выполнение зазора между концами каждой пары составных частей, не превышающей двух с половиной толщин обода, позволит посредством зазора размером 0-1,25 мм (при толщине обода 0,5 мм) изготавливать дистанционирующую решетку под ключ с разрешенным по требованиям допуском.
Выполнение концов составных частей обода дистанционирующей решетки в форме ломаной линии позволит получить между ними стык в форме ломаной линии, обеспечить точечную сварку каждого конца составных частей обода к одной прилегающей к ним периферийной фигурной ячейки, что позволит, в свою очередь, получить жесткую надежную конструкцию дистанционирующей решетки с высоким качеством стыка, из которого исключен сварочный шов, вследствие чего не создаются условия для ухудшения качества циркония, который присутствует в конструкции решетки, поскольку исключена операция аргоно-дуговой сварки обода в среде аргона, ведущая к загрязнению сварного шва газовыми продуктами сварки, кроме того, операция зачистки сварного шва от наплывов также теряет необходимость, значит, исключается вероятность повреждения обода дистанционирующей решетки.
Использование обода дистанционирующей решетки в виде составных частей позволяет совместить изготовление обода, ввод набранного поля фигурных ячеек в обод и точечную сварку периферийных фигурных ячеек набранного поля к ободу и проводить эти операции одновременно, что повышает производительность изготовления дистанционирующей решетки, а крепление точечной сваркой в двух точках каждого конца составных частей обода к периферийным фигурным ячейкам повысит надежность крепления обода к набранному полу фигурных ячеек и, в целом, всей дистанционирующей решетки.
Сущность изобретения поясняется чертежами.
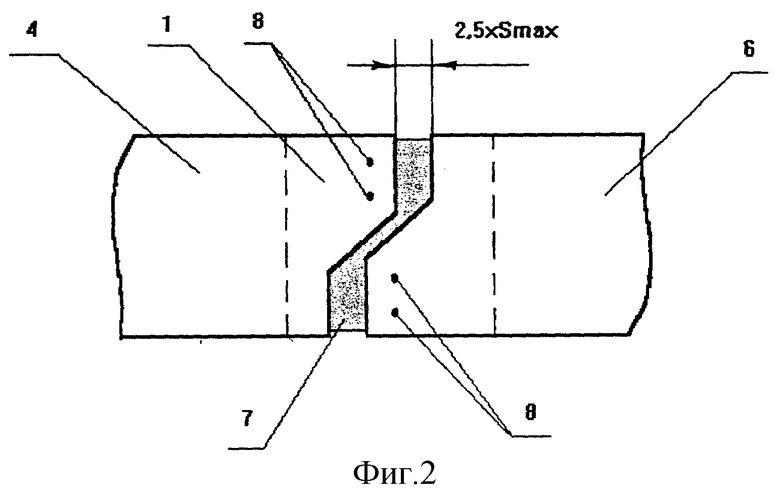
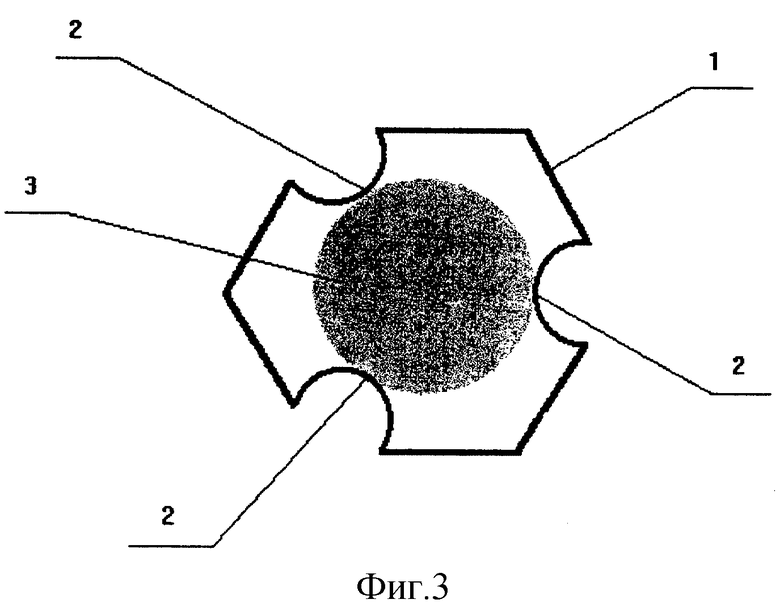
На фиг. 1 - дистанционирующая решетка тепловыделяющей сборки, на фиг.2 - стык составных частей обода дистанционирующей решетки, на фиг. 3 - фигурная ячейка с тепловыделяющим элементом.
Дистанционирующая решетка тепловыделяющей сборки ядерного реактора собрана из отдельных фигурных ячеек 1 из сплава циркония, сваренных между собой в точках и скрепленных снаружи ободом из сплава циркония, внутри каждой ячейки 1 имеются внутренние выступы 2, прочно, с натягом фиксирующие пропущенные сквозь ячейки 1 тепловыделяющие элементы 3 и предупреждающие радиальные перемещения тепловыделяющих элементов 3 в ячейках 1.
Обод шириной S выполнен, по крайней мере, из трех составных частей 4, 5, 6, концы которых имеют форму ломаной линии с шириной между концами в стыке 7 каждой пары составных частей 4-5, 5-6, 6-4 обода, не превышающей двух с половиной толщин обода S. Ширина стыка 7 может лежать в пределах интервала 0 - 2,5 S, что, с учетом размерных величин, составит 0 - 1,25 мм. Эта величина соответствует допускам, разрешенным требованиями, предъявляемыми к дистанционирующей решетке.
Фигурные ячейки 1 сварены между собой точечной сваркой и образуют поле фигурных ячеек.
Способ изготовления дистанционирующей решетки осуществляют следующим образом.
Производят набор и точечную сварку фигурных ячеек 1 между собой с образованием поля фигурных ячеек для прохождения через них тепловыделяющих элементов 3. Изготовление обода дистанционирующей решетки, ввод набранного поля фигурных ячеек 1 и точечную сварку периферийных фигурных ячеек 1 к ободу осуществляют одновременно, используя в качестве обода составные его части 4, 5, 6, причем крепление точечной сваркой каждой пары 4-5, 5-6, 6-4 стыкующихся частей обода осуществляют к одной прилегающей к стыку 7 периферийной фигурной ячейке 1 (фиг.2), по крайней мере, двумя точками 8 каждого конца.
Проведенные испытания подтвердили положительные признаки конструкции и способа, принято решение начать серийный выпуск дистанционирующих решеток предложенной конструкции и по предложенному способу.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2002 |
|
RU2246768C2 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 1999 |
|
RU2163036C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ИЗ ЦИРКОНИЕВОГО СПЛАВА | 2003 |
|
RU2244348C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2007 |
|
RU2351027C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2002 |
|
RU2265900C2 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2006 |
|
RU2317600C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2010 |
|
RU2450374C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2002 |
|
RU2223557C2 |
| СПОСОБ ПРЕДОТВРАЩЕНИЯ ОБРАЗОВАНИЯ ЗАДИРОВ НА ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТАХ И ДИСТАНЦИОНИРУЮЩАЯ РЕШЕТКА | 1999 |
|
RU2175456C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК ДЛЯ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ | 2002 |
|
RU2246769C2 |
Использование: при изготовлении тепловыделяющих сборок ядерных реакторов, преимущественно ВВЭР-1000, для повышения качества и производительности. Сущность изобретения: в дистанционирующей решетке обод выполнен, по крайней мере, из трех составных частей, концы которых имеют форму ломаной линии, зазор между концами в стыке каждой пары составных частей обода не превышает двух с половиной толщин обода. Крепление точечной сваркой каждой пары стыкующихся составных частей осуществляют к одной, прилегающей к стыку периферийной ячейке, по крайней мере, двумя точками каждого конца. 2 с.п. ф-лы 3 ил.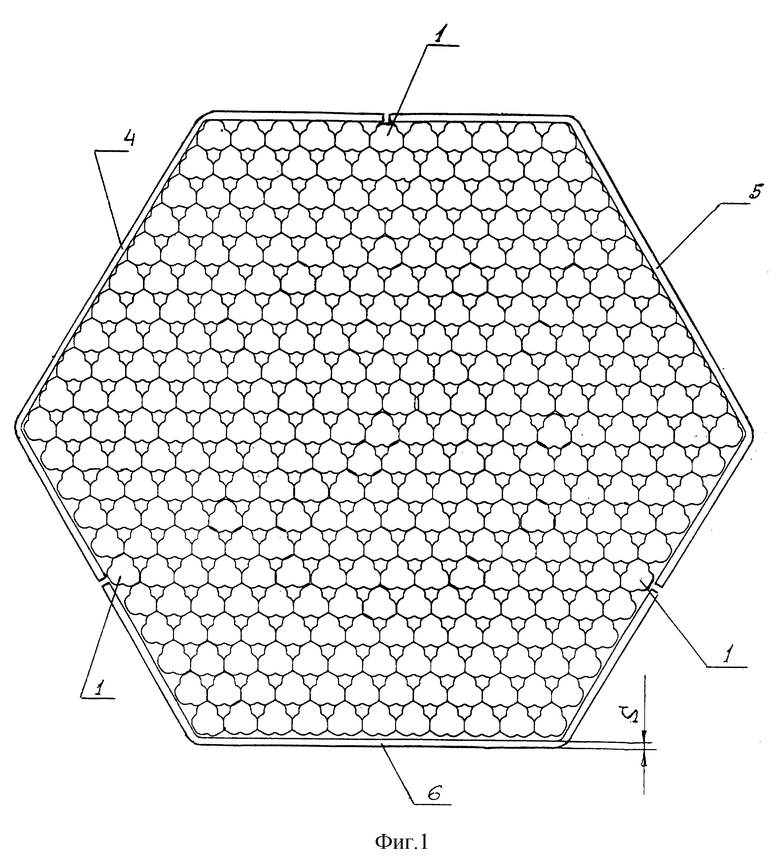
| РЕШЕТНИКОВ Ф.Г | |||
| и др | |||
| Разработка, производство и эксплуатация тепловыделяющих элементов энергетических реакторов | |||
| Кн | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| - М.: Энергоатомиздат, 1995, с | |||
| Переносная печь-плита | 1920 |
|
SU184A1 |
| ДИСТАНЦИОНИРУЮЩАЯ РЕШЕТКА ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 1997 |
|
RU2127001C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 1995 |
|
RU2093906C1 |
| ДИСТАНЦИОНИРУЮЩАЯ РЕШЕТКА ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ | 1988 |
|
SU1764448A1 |
| US 3890196 А, 17.06.1975 | |||
| US 3665586 А, 30.05.1972. | |||
