Изобретение относится к атомной энергетике и может найти применение на предприятиях, изготавливающих тепловыделяющие сборки (ТВС) для энергетических ядерных реакторов.
Известен способ изготовления дистанционирующей решетки тепловыделяющей сборки ядерного реактора ВВЭР-1000, включающий набор поля фигурных ячеек в шестигранном ободе для размещения в них тепловыделяющих элементов (ТВЭЛ) и закрепление набранного поля ячеек точечной сваркой к ободу (см. «Разработка, производство и эксплуатация тепловыделяющих элементов энергетических реакторов» под ред. Ф.Г.Решетникова, кн.1. - М.: Энергоатомиздат, 1995 г., табл.7.1. на стр.184 и 187).
Известно, что фигурные ячейки из сплава циркония, изготавливаемые из тонкостенных трубок, имеют колебания по толщине стенок. Это приводит к тому, что набранное поле фигурных ячеек с допуском на изготовление, равным двум допускам по толщине стенки на каждую ячейку, входит в обод либо с прослаблением, либо с натягом, но в том и в другом случаях такие колебания отрицательно сказываются на качестве дистанционирующей решетки и производительности по причине дополнительных трудозатрат.
В случае ввода набранного поля ячеек с прослаблением требуется перед точечной сваркой обода к периферийным ячейкам осуществлять поджатие обода к периферийным ячейкам, что приводит к деформации средней части граней обода, тогда как в углах обода зазоры остаются, а увеличенный зазор между ободом и полем фигурных ячеек приводит к прожогу периферийных ячеек при точечной сварке. В случае ввода набранного поля ячеек с натягом происходит деформация периферийных фигурных ячеек, потеря установленного шага между фигурными ячейками, ведущая к непроходимости отверстий фигурных ячеек для тепловыделяющих элементов во время сборки тепловыделяющей сборки.
Известен способ изготовления дистанционирующей решетки тепловыделяющей сборки ядерного реактора, включающий изготовление ячеек из тонкостенных трубок из сплава циркония, набор и точечную сварку фигурных ячеек между собой с образованием поля фигурных ячеек для прохождения через них тепловыделяющих элементов, изготовление составных частей шестигранного обода дистанционирующей решетки и закрепление их точечной сваркой к периферийным ячейкам набранного поля (см.патент RU №2155998, МПК7 G21C 3/34, опубл. 10.09.2000 г.). Выполнение обода составным из трех частей позволит устранить недостатки известного способа изготовления дистанционирующей решетки и позволит исключить брак по точечной сварке составных частей обода к периферийным фигурными ячейкам набранного поля при его превышении или уменьшении, то есть при этом не потребуется поджимать составные части обода к периферийным ячейкам и наоборот, что имело место ранее в известном способе. Однако, как указывалось выше, фигурные ячейки, изготавливаемые из тонкостенных трубок, имеют колебания по толщине стенок, что ведет к вводу набранного поля ячеек в шестигранный обод либо с прослаблением, либо с натягом, а с применением обода из составных частей устраняется брак по сварке их к периферийным ячейкам, но не устраняется превышение размера поля ячеек, и, наоборот, то есть этот недостаток остается, что отражается на качестве сборки тепловыделяющей сборки. При прослабленной сборке тепловыделяющих элементов в ячейки дистанционирующей решетки из-за фреттинг-коррозии в ядерном реакторе возможно саморазрушение оболочки тепловыделяющего элемента, а при сборке с усиленным натягом тепловыделяющих элементов в ячейки дистанционирующей решетки возможно повреждение оболочки из циркониевого сплава при сборке, что вызовет в месте повреждения язвенную коррозию и разгерметизацию тепловыделяющего элемента. Способ по патенту №2155098 не решает задачи по повышению качества формы и внешнего вида ячеек, точности их геометрических размеров и дистанционирующей решетки в сборе, минимизации напряжений при сборке ТВС, собираемости тепловыделяющей сборки.
Наиболее близким по технической сущности и достигаемому эффекту является способ изготовления дистанционирующей решетки тепловыделяющей сборки ядерного реактора (см. патент RU №2265900, МКИ6 G21C 3/34, опубл. 10.12.2005 г.), включающий определение толщины стенки тонкостенных трубок из сплава циркония, подбор инструмента прессования по формуле:

где Sм - размер «под ключ» инструмента прессования, мм;
K1 - коэффициент, учитывающий пружинение материала при штамповке,
Sяч - размер «под ключ» фигурной ячейки, мм;
S - толщина стенки фигурной ячейки, мм,
набор и точечную сварку фигурных ячеек между собой с образованием поля фигурных ячеек для прохождения через них тепловыделяющих элементов, изготовление составных частей шестигранного обода дистанционирующей решетки и закрепление их точечной сваркой к периферийным фигурным ячейкам набранного поля (прототип).
Способ-прототип позволяет повысить точность геометрических размеров ячеек и дистанционирующей решетки в сборе, но сложен при определении толщины стенки заготовки и не позволяет при штамповке ячеек в полной мере учесть рост усилия осевой деформации при увеличении толщины стенки заготовки, что может привести к деформированию ее торца, что вызовет повышение напряжения в готовой ячейке и ее возможную деформацию, что соответственно отразится при сборке ТВЭЛ в ТВС.
Технической задачей изобретения является упрощение процесса определения толщины стенки заготовки, повышение точности подбора пресс-инструмента с целью улучшения качества, формы и внешнего вида фигурных ячеек, точности их геометрических размеров и дистанционирующей решетки в сборе, минимизации напряжений при сборке ТВС, собираемости тепловыделяющей сборки.
Эта техническая задача решается тем, что в способе изготовления дистанционирующей решетки тепловыделяющей сборки ядерного реактора, включающем определение толщины стенки тонкостенных трубок из сплава циркония, подбор инструмента прессования по формуле:
где Sм - размер «под ключ» инструмента прессования, мм;
K1 - коэффициент, учитывающий пружинение материала при штамповке;
Sяч - размер «под ключ» фигурной ячейки, мм;
S - толщина стенки фигурной ячейки, мм,
набор и точечную сварку фигурных ячеек между собой с образованием поля фигурных ячеек для прохождения через них тепловыделяющих элементов, изготовление составных частей шестигранного обода дистанционирующей решетки и закрепление их точечной сваркой к периферийным фигурным ячейкам набранного поля, согласно изобретению перед операцией штамповки ячеек определяют толщину стенки фигурной ячейки конкретной плавки-партии по формуле:
 ,
,
где S - толщина стенки фигурной ячейки конкретной плавки-партии, мм;
Дф - фактический наружный диаметр тонкостенной трубки, определяемый при входном контроле, мм;
Wn - суммарный вес n заготовок (например, 20 штук) конкретной плавки-партии, г;
ρ - удельный вес циркониевого сплава Э-110=6.5 г/см3 (0.0065 г/мм3);
π - постоянная величина, равная 3,14;
n - количество взвешиваемых заготовок, шт;
L - длина заготовки, мм,
проводят подбор инструмента прессования в зависимости от размера «под ключ» Sм фигурной ячейки, размера Тм фигурной ячейки, равного длине отрезка, проходящего через центр окружности, вписанной в ячейку, в направлении, перпендикулярном отрезку, соответствующему размеру «под ключ», и от толщины стенки S фигурной ячейки конкретной плавки-партии в соответствии с формулой:

где Тм - размер фигурной ячейки, равный длине отрезка, проходящего через центр окружности, вписанной в ячейку, в направлении, перпендикулярном отрезку, соответствующему размеру «под ключ», мм;
К2 - коэффициент, учитывающий рост осевого усилия при штамповке.
Предложенный способ позволяет повысить точность подбора пресс-инструмента с целью улучшения качества, формы и внешнего вида фигурных ячеек, точности их геометрических размеров и дистанционирующей решетки в сборе, минимизации напряжений при сборке ТВС, собираемости тепловыделяющей сборки.
Сущность изобретения поясняется чертежами.
На чертежах представлены:
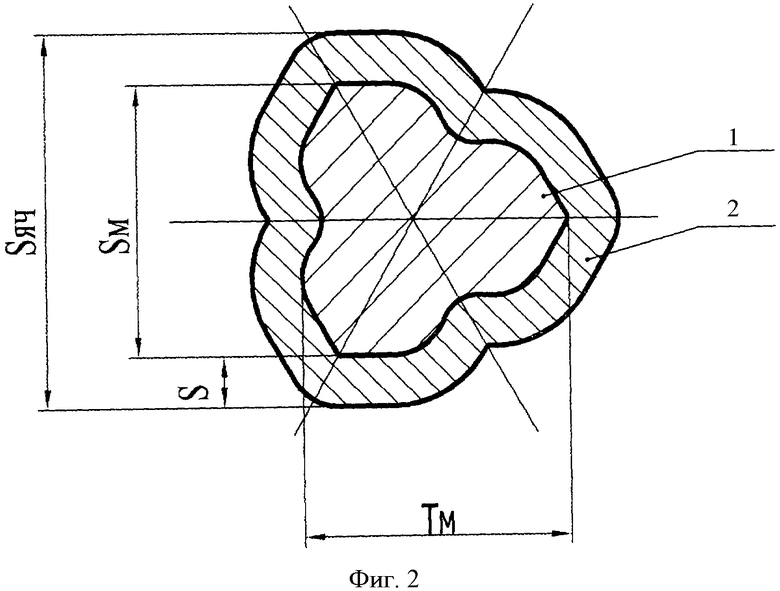
Фиг.1 - дистанционирующая решетка;
Фиг.2 - сечение матрицы.
Способ изготовления дистанционирующей решетки тепловыделяющей сборки ядерного реактора осуществляют следующим образом:
определяют толщину S стенки тонкостенных трубок из сплава циркония по формуле:
 ,
,
где S - толщина стенки фигурной ячейки конкретной плавки-партии, мм;
Дф - фактический наружный диаметр тонкостенной трубки, определяемый при входном контроле, мм;
Wn - суммарный вес n заготовок (например, 20 штук) конкретной плавки-партии, г;
ρ - удельный вес цирконивого сплава Э-110=6.5 г/см3 (0.0065 г/мм3);
π - постоянная величина, равная 3,14;
n - количество взвешиваемых заготовок, шт;
L - длина заготовки, мм, подбирают матрицы 1 по формуле:
где Sм - размер «под ключ» инструмента прессования, мм;
K1 - коэффициент, учитывающий пружинение материала при штамповке,
Sяч - размер «под ключ» фигурной ячейки 2, мм;
S - толщина стенки фигурной ячейки, мм,
подбор инструмента прессования - матрицы 1 проводят в зависимости от размера «под ключ» Sм ячейки, размера Тм фигурной ячейки, равного длине отрезка, проходящего через центр окружности, вписанной в ячейку, в направлении, перпендикулярном отрезку, соответствующему размеру «под ключ», и толщины стенки S фигурной ячейки 2 конкретной плавки-партии по формуле:
где Тм - размер фигурной ячейки, равный длине отрезка, проходящего через центр окружности, вписанной в ячейку, в направлении, перпендикулярном отрезку, соответствующему размеру «под ключ», мм;
К2 - коэффициент, учитывающий рост осевого усилия при штамповке,
штампуют ячейки 2, набирают и точечной сваркой скрепляют их между собой с образованием поля 3 для прохождения через них тепловыделяющих элементов 4, изготавливают составные части 5, 6, 7 шестигранного обода 8 дистанционирующей решетки и закрепляют их точечной сваркой к периферийным фигурным ячейкам 2 набранного поля 3.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2002 |
|
RU2265900C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2010 |
|
RU2450374C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2003 |
|
RU2255383C2 |
| ДИСТАНЦИОНИРУЮЩАЯ РЕШЕТКА ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2155998C2 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2002 |
|
RU2223557C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2002 |
|
RU2246768C2 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2006 |
|
RU2317600C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 1999 |
|
RU2163036C2 |
| ДИСТАНЦИОНИРУЮЩАЯ РЕШЕТКА И СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ | 2003 |
|
RU2256960C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ИЗ ЦИРКОНИЕВОГО СПЛАВА | 2003 |
|
RU2244348C2 |
Изобретение относится к атомной энергетике и может найти применение на предприятиях, изготавливающих тепловыделяющие сборки (ТВС) для энергетических ядерных реакторов. Перед операцией штамповки ячеек определяют толщину стенки фигурной ячейки конкретной плавки-партии по формуле. Проводят подбор инструмента прессования в зависимости от размера «под ключ» Sм фигурной ячейки, размера Тм фигурной ячейки, равного длине отрезка, проходящего через центр окружности, вписанной в ячейку, в направлении, перпендикулярном отрезку, соответствующему размеру «под ключ», и от толщины стенки S фигурной ячейки конкретной плавки-партии в соответствии с расчетной формулой. Упрощается процесс определения толщины стенки заготовки, повышается точность подбора пресс-инструмента. Минимизируются напряжения при сборке ТВС. 2 ил.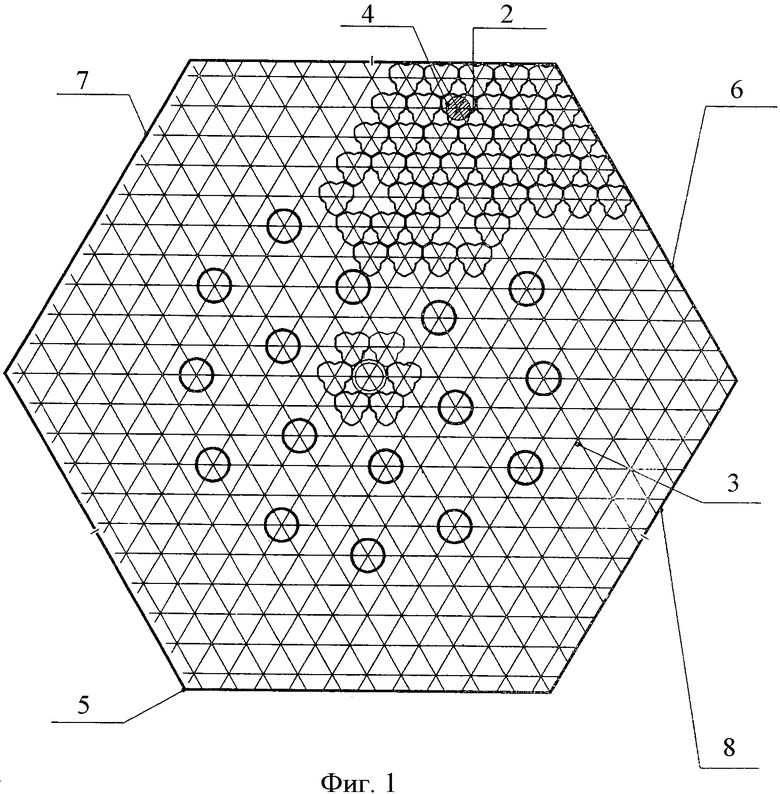
Способ изготовления дистанционирующей решетки тепловыделяющей сборки ядерного реактора, включающий определение толщины стенки тонкостенных трубок из сплава циркония, подбор инструмента прессования в соответствии с формулой:
 где
где
Sм - размер «под ключ» инструмента прессования, мм;
K1 - коэффициент, учитывающий пружинение материала при штамповке;
Sяч - размер «под ключ» фигурной ячейки, мм;
S - толщина стенки фигурной ячейки, мм, набор и точечную сварку фигурных ячеек между собой с образованием поля фигурных ячеек для прохождения через них тепловыделяющих элементов, изготовление составных частей шестигранного обода дистанционирующей решетки и закрепление их точечной сваркой к периферийным фигурным ячейкам набранного поля, отличающийся тем, что перед операцией штамповки ячеек определяют толщину стенки тонкостенной трубки конкретной плавки - партии по формуле:

где S - толщина стенки фигурной ячейки конкретной плавки - партии, мм;
Дф - фактический наружный диаметр тонкостенной трубки, определяемый при входном контроле, мм;
Wn - суммарный вес n заготовок конкретной плавки-партии, г;
р - удельный вес циркониевого сплава Э-110=6.5 г/см3 (0.0065 г/мм3);
π - постоянная величина, равная 3,14;
n - количество взвешиваемых заготовок, шт;
L - длина заготовки, мм,
проводят подбор инструмента прессования в зависимости от размера «под ключ» Sм фигурной ячейки, размера Тм фигурной ячейки, равного длине отрезка, проходящего через центр окружности, вписанной в ячейку, в направлении, перпендикулярном отрезку, соответствующему размеру «под ключ», и толщины стенки S фигурной ячейки конкретной плавки - партии по формуле:
 , где
, где
Тм - размер фигурной ячейки, равный длине отрезка, проходящего через центр окружности, вписанной в ячейку, в направлении, перпендикулярном отрезку, соответствующему размеру «под ключ», мм;
К2 - коэффициент, учитывающий рост осевого усилия при штамповке, после чего проводят последующие операции изготовления дистанционирующей решетки.
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2002 |
|
RU2265900C2 |
| ДИСТАНЦИОНИРУЮЩАЯ РЕШЕТКА ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2155998C2 |
| US 3890196 A, 17.06.1975 | |||
| US 3457140 A, 22.07.1969. | |||

