Изобретение относится к ядерной энергетике и может найти применение при изготовлении тепловыделяющих сборок (ТВС) для ядерных реакторов, преимущественно водо-водяных энергетических реакторов типа ВВЭР-1000 и ВВЭР-440.
Известен способ изготовления дистанционирующей решетки из сплава циркония, включающий набор и точечную сварку фигурных ячеек между собой с образованием поля фигурных ячеек для прохождения через них тепловыделяющих элементов (ТВЭЛ), изготовление шестигранного обода дистанционирующей решетки из сплава циркония, ввод набранного поля фигурных ячеек в обод дистанционирующей решетки и точечную сварку периферийных фигурных ячеек к ободу решетки (см. “Разработка, производство и эксплуатация тепловыделяющих элементов энергетических реакторов” под ред. Ф.Г.Решетникова, кн.1. М.: Энергоатомиздат, 1995 г., табл.7.1. на стр. 184 и стр. 187). Известно, что фигурные ячейки из сплава циркония, изготавливаемые из тонкостенных трубок, имеют колебания как по толщине стенок, так и по диаметру в соответствии с ТУ. Это приводит к тому, что набранное поле фигурных ячеек входит в обод без зазоров, либо с прослаблением, либо с натягом, но в том и другом случаях такие колебания отрицательно сказываются на качестве дистанционирующей решетки и производительности по причине дополнительных трудозатрат: в случае ввода набранного поля ячеек с прослаблением требуется перед точечной сваркой обода и периферийных ячеек поджать обод к ячейкам, что приводит к деформации средней части граней обода, тогда как в углах обода зазоры остаются, а увеличенный зазор между ободом и полем фигурных ячеек приводит к прожогу при сварке периферийных ячеек к ободу и к браку; в случае ввода набранного поля ячеек с натягом происходит деформация периферийных фигурных ячеек, потеря установленного шага между ячейками и появляется непроходимость отверстий для тепловыделяющих элементов во время сборки.
Известен способ изготовления дистанционирующей решетки, включающий набор фигурных ячеек, точечную сварку фигурных ячеек между собой и скрепление снаружи составными частями обода с последующим креплением точечной сваркой каждой пары составных частей к одной, прилегающей к стыку периферийной фигурной ячейке (см. Патент RU 2155998 от 04.08.1998, опубл. 10.09.2000, МПК7 G 21 C 3/34. “Дистанционирующая решетка тепловыделяющей сборки ядерного реактора и способ ее изготовления”).
Известный способ устраняет недостатки известных технических решений, однако в процессе изготовления дистанционирующих решеток в них возникают внутренние напряжения, которые могут привести к непроходимости ТВЭЛа через ячейки при сборке ТВС или наоборот проходимости ТВЭЛа через ячейки с прослаблением. В этом случае при работе ТВС в активной зоне ядерного реактора может возникнуть фреттинг-коррозия и разгерметизация ТВЭЛов.
Наиболее близким по технической сущности и достигаемому эффекту является способ изготовления дистанционирующей решетки из циркониевого сплава, включающий изготовление шестигранного обода и ячеек с внутренними выступами, размещение в нем и закрепление точечной сваркой между собой и к ободу ячеек с последующим термическим отжигом при температуре, времени и разряжении, достаточных для снятия внутренних напряжений, и образованием защитной окисной пленки в процессе ее охлаждения с температуры, исключающей коррозионное разрушение (см. патент RU 2195721, опубликован 27.12.2002, МПК7 G 21 С 3/34, 21/00 “Способ изготовления дистанционирующей решетки из циркониевого сплава”).
Способ-прототип обеспечивает снятие остаточных внутренних напряжений, однако, если в процессе изготовления ячеек было допущено несоответствие вписанной окружности в ячейку в большую или меньшую сторону, то это несоответствие трудно выявить визуальным методом и оно может выявиться только при сборке ТВЭЛ в ТВС в случае непроходимости ТВЭЛа в ячейку. А в случае проходимости ТВЭЛа через ячейку с прослаблением, то этот момент может остаться не замеченным при сборке ТВС и выявится при фреттинг-коррозии в активной зоне ядерного реактора, т.е. при разрушении ТВЭЛа.
В способе-прототипе и в способах-аналогах не раскрыт контроль выявления ячеек с несоответствием требованиям, предъявляемым к дистанционирующим решеткам, и не раскрыт метод устранения дефектов ячеек в готовых дистанционирующих решетках.
Технической задачей является повышение качества и выхода годных дистанционирующих решеток за счет выявления ячеек, не соответствующих требованиям, предъявляемым к дистанционирующим решеткам, и устранения выявленных дефектов в готовой дистанционирующей решетке.
Эта техническая задача решается тем, что в способе изготовления дистанционирующей решетки из циркониевого сплава, включающем изготовление шестигранного обода и ячеек с внутренними выступами, размещение в нем и закрепление точечной сваркой между собой и к ободу ячеек с последующим термическим отжигом при температуре, времени и разряжении, достаточных для снятия внутренних напряжений, и образованием защитной окисной пленки в процессе ее охлаждения с температуры, исключающей коррозионное разрушение; согласно изобретению дистанционирующую решетку подвергают контролю на проходимость по минимально допустимому диаметру вписанных окружностей в ячейки, для чего дистанционирующую решетку размещают в устройстве между двумя крышками, имеющими углубления, повторяющие контур дистанционирующей решетки с глухими отверстиями, соосными каждой ячейке дистанционирующей решетки, с размещенными в глухих отверстиях одной из крышек калибровочных шариков, поворачивают дистанционирующую решетку вместе с крышками на 180°, выявляют те ячейки, через которые калибровочные шарики не прошли, и раздорновывают их дорном, после раздорновки дистанционирующую решетку вместе с крышками поворачивают на 180° и по прошедшим через ячейки дистанционирующей решетки калибровочным шарикам делают вывод, что минимально допустимому диаметру вписанные окружности в ячейки соответствуют, затем дистанционирующую решетку подвергают контролю по максимально допустимому диаметру вписанных окружностей в ячейки, для чего дистанционирующую решетку размещают между двумя крышками аналогичной конструкции, упомянутой выше, с калибровочными шариками несколько большего диаметра, переворачивают на 180°, выявляют те ячейки, через которые калибровочные шарики прошли, обжимают их, используя обжимное устройство с размещением губок в отверстия между ячейками, выполняют окончательный контроль поворотом на 180° дистанционирующей решетки вместе с крышками и по зависшим во всех ячейках дистанционирующей решетки калибровочным шарикам принимают решение о пригодности дистанционирующей решетки к использованию в тепловыделяющей сборке.
Другим отличием является то, что используют калибровочные шарики одного цвета для контроля минимально допустимого диаметра вписанных окружностей в ячейки и другого цвета для контроля максимально допустимого диаметра вписанных окружностей в ячейки.
Такое выполнение способа изготовления дистанционирующей решетки тепловыделяющей сборки позволит повысить качество и выход годных дистанционирующих решеток за счет выявления ячеек с отклонением по геометрическим размерам по всей высоте ячеек и устранить выявленные дефекты в готовой дистанционирующей решетке.
Использование калибровочных шариков разной окраски, т.е. для контроля минимально допустимого диаметра вписанной окружности одного цвета, а для максимально допустимого диаметра вписанной окружности в ячейках - другого цвета, исключит возможность перепутать калибровочные шарики и исключит при этом дезинформацию о качестве изготовления дистанционирующей решетки.
Способ изготовления дистанционирующей решетки поясняется чертежами, где:
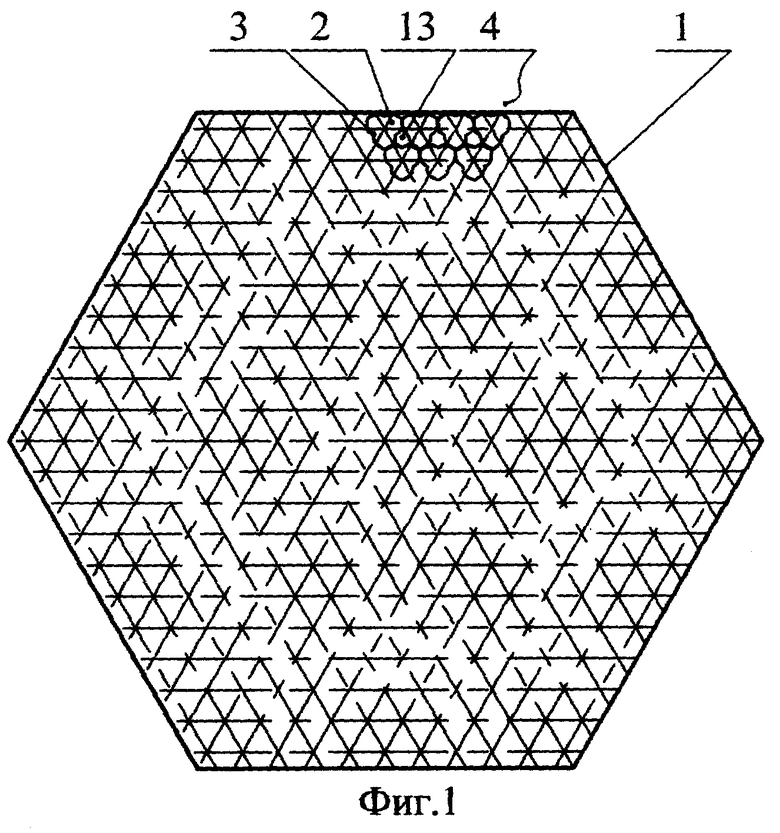
- на фиг.1 - дистанционирующая решетка;
- на фиг.2 - устройство контроля на проходимость ячеек (вид сбоку);
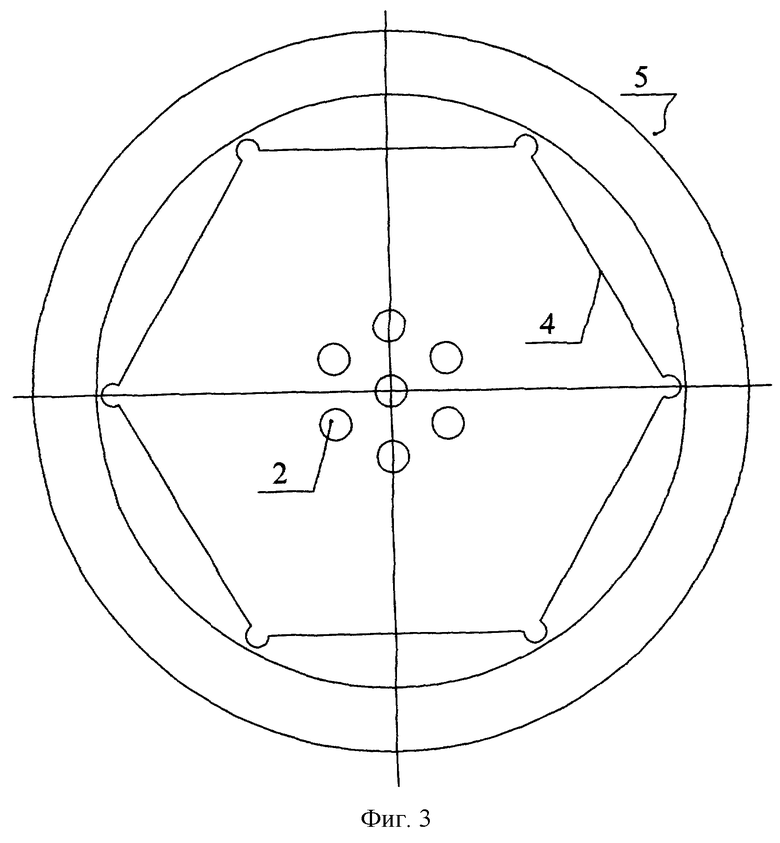
- на фиг.3 - устройство на проходимость ячеек (вид сверху);
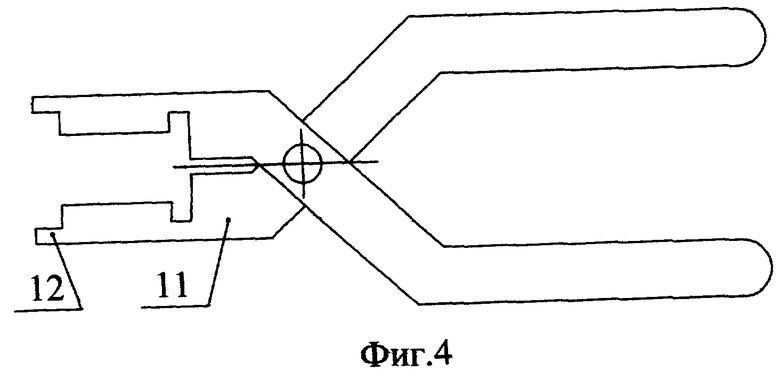
- на фиг.4 - обжимное устройство.
Способ изготовления дистанционирующей решетки из циркониевого сплава включает операции: изготовление шестигранного обода 1 и ячеек 2 с внутренними выступами 3, размещение в нем и закрепление точечной сваркой между собой и к ободу 1 ячеек 2. Дистанционирующую решетку 4 подвергают отжигу при 580±15°С в течение не менее 180 мин. При остаточном давлении 2×10-3 мм рт.ст. Температуру снижают до 500±20°С и образуют защитную окисную пленку с использованием в качестве окислительной среды атмосферного воздуха.
Пример осуществления способа.
Дистанционирующую решетку 4 размещают в устройстве 5 между двумя крышками 6, 7, имеющими углубления, повторяющими контур дистанционирующей решетки 4, с глухими отверстиями 8, 9, соосными каждой ячейке 2 дистанционирующей решетки 4, с размещенными в глухих отверстиях одной из крышек калибровочными шариками 10.
При контроле на проходимость по минимально допустимому диаметру вписанной окружности в ячейки 2 используют калибровочные шарики 10 с диаметром 8,9 мм с тем, чтобы при сборке ТВЭЛов с диаметром Д=9,1 мм имела место сборка ТВЭЛа в ячейку с натягом. Поворачивают дистанционирующую решетку 4 вместе с устройством 5 на 180° и выявляют те ячейки 2, через которые калиброванные шарики 10 не прошли, что является следствием того, что в этих ячейках 2 имеет место непроходимость. Не удаляя из ячеек 2 зависших калибровочных шариков 10, их проталкивают дорном (не показан) и одновременно раздорновывают ячейку 2. После чего поворачивают дистанционирующую решетку 4 вместе с устройством 5 на 180° и по прошедшим через ячейки 2 калибровочным шарикам 10 без их зависания делают вывод о соответствии вписанных окружностей в ячейках минимально допустимому диаметру их.
Затем дистанционирующую решетку подвергают контролю по максимально допустимому диаметру вписанных окружностей в ячейку, для чего дистанционирующую решетку 4 размещают между двумя крышками аналогичной конструкции, упомянутой выше, с калибровочными шариками 10 несколько большего диаметра, т.е. Д1=9,08 мм, и переворачивают на 180°, выявляют те ячейки 2, через которые калибровочные шарики 10 прошли, обжимают их, используя обжимное устройство 11 с размещением губок 12 в отверстиях 13 между ячейками 2, выполняют окончательный контроль поворотом на 180° дистанционирующей решетки 4 вместе с крышками и по зависшим во всех ячейках 2 дистанционирующей решетки 4 калибровочным шарикам с диаметром Д1 принимают решение о пригодности дистанционирующей решетки к использованию в тепловыделяющей сборке.
Калибровочные шарики 10 во избежание их смешения имеют различную окраску, т.е. шарики с диаметром Д имеют одну окраску, а с диаметром Д1 - другую.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2007 |
|
RU2351027C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2360306C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2002 |
|
RU2265900C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК ДЛЯ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ | 2002 |
|
RU2246769C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2010 |
|
RU2450374C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩИХ РЕШЁТОК ДЛЯ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК | 2002 |
|
RU2223558C2 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2002 |
|
RU2223557C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2006 |
|
RU2322709C2 |
| СПОСОБ ПРЕДОТВРАЩЕНИЯ ОБРАЗОВАНИЯ ЗАДИРОВ НА ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТАХ И ДИСТАНЦИОНИРУЮЩАЯ РЕШЕТКА | 1999 |
|
RU2175456C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК ДЛЯ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2006 |
|
RU2322710C2 |

Изобретение относится к ядерной энергетике и может найти применение при изготовлении тепловыделяющих сборок ядерных реакторов типа ВВЭР-1000 и ВВЭР-440. Для проведения контроля решетки на проходимость ее размещают в устройстве между двумя крышками с углублениями, которые повторяют контур решетки, и глухими отверстиями, соосными каждой ячейке решетки, с размещенными в них калибровочными шариками, поворачивают вместе с крышками на 180°, выявляют негодные по калибру ячейки и раздорновывают их дорном. Для контроля диаметра вписанной в ячейку окружности решетку помещают в устройство, оснащенное калибровочными шариками большего диаметра, выявляют ячейки, через которые данные шарики прошли, и обжимают их обжимным устройством с размещением губок в отверстия между ячейками. Решение о годности ячеек решетки принимают по зависанию в них шариков при повороте решетки в устройстве на 180°. Шарики разного диаметра имеют разный цвет. Технический результат - повышение качества и выхода дистанционирующих решеток. 1 з.п. ф-лы, 4 ил.
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ИЗ ЦИРКОНИЕВОГО СПЛАВА | 2000 |
|
RU2195721C2 |
| ДИСТАНЦИОНИРУЮЩАЯ РЕШЕТКА ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2155998C2 |
| Дистанционирующая решетка стержневой топливной сборки ядерного реактора | 1981 |
|
SU1031346A1 |
| US 4306937 А, 22.12.1981 | |||
| US 4756878 А, 12.07.1988. | |||

