Область техники, к которой относится изобретение
Настоящее изобретение относится к способам и устройствам для приготовления, обработки и подачи на обработку порций табака применительно главным образом к процессам расширения отдельных порций табака. В изобретении также предлагаются способы и устройства, повышающие эффективность процесса расширения табака.
Предпосылки создания изобретения
В последние два десятилетия расширение табака стало одной из важнейших составляющих процесса производства сигарет. Расширение табака используется для восстановления насыпного веса и объема табака, потеря которых происходит во время сушки и хранения табачного листа. Расширение табака используется также для увеличения насыпного веса высушенного табака по сравнению с насыпным весом табачного листа с целью снижения содержания "смолы" и никотина в основных видах сигаретной продукции, в том числе сигарет с низким или сверхнизким содержанием смолы.
Процессы расширения табака, основанные на его обработке пропитывающим веществом с последующим быстрым нагревом, сопровождающимся улетучиванием пропитывающего вещества и расширением табака, описаны в патентах США 3524451 (Fredrickson и др. ) и 3524452 (Moser и др.). Способ расширения табака, предусматривающий пропитку табака паром с последующим нагреванием или быстрым снижением давления, описан в патенте США 3683937 (Fredrickson и др.).
В процессах расширения табака среди прочих реагентов используют двуокись углерода, о чем говорится в патентах США 4235250 (Utsch), 4258729 (Burde и др. ) и 4336814 (Sykes и др.). В этих и других подобных процессах табак пропитывают газообразной или жидкой двуокисью углерода и пропитанный табак с целью его расширения подвергают быстрому нагреву. Однако в таких известных способах расширения табака двуокисью углерода для получения необходимого и стабильного расширения необходим значительный нагрев пропитанного табака. Такое нагревание табака до высоких температур может отрицательно сказаться на запахе табака и/или привести к образованию слишком большого количества табачной пыли. Кроме того, в тех процессах, в которых для пропитки табака используют жидкую двуокись углерода, довольно часто пропитанный табак приобретает форму твердых комков с сухим льдом, которые до тепловой обработки должны быть разбиты на отдельные части. Все это приводит к снижению качества табака, а также усложняет и удорожает весь процесс расширения.
В патенте США 4531529 (White и др.) описан способ увеличения наполнительной способности табака, согласно которому табак пропитывают низкокипящим, высоколетучим расширяющим агентом, таким как газообразный (в нормальных условиях) галогенуглеводород или углеводород, при давлении и температуре, примерно равных или превышающих критическое давление и критическую температуру расширяющего агента. Быстрое снижение давления сопровождается расширением табака, и при этом отпадает необходимость в нагревании табака как для его расширения, так и для сохранения достигнутой степени расширения табака. Давление в режиме пропитки табака превышает 36 кг/см2 (512 фунтов на кв. дюйм); что касается верхнего предела давления, то в настоящее время он не известен. Удовлетворительные результаты по расширению табака без его заметного разрушения были получены при давлениях ниже 142 кг/см2 (2000 фунтов на кв. дюйм). К наиболее предпочтительным пропитывающим агентам, используемым в этом процессе, относятся газообразные (в нормальных условиях) углеводороды, такие как метан, этан и пропан.
В патенте США 4554932 (Conrad и White) описано устройство для обработки табака жидкостью под давлением, в котором имеется выполненный в виде трубы корпус, внутри которого расположен узел катушки. Катушка состоит из средней, цилиндрической части сравнительно небольшого диаметра и двух расположенных на ее концах торцевых дисков, диаметр которых больше диаметра средней части, но меньше внутреннего диаметра корпуса. Катушка совершает возвратно-поступательные движения, последовательно перемещаясь из положения загрузки вне корпуса в положение обработки внутри корпуса и в положение выгрузки вне корпуса. Когда катушка находится внутри корпуса, упругие уплотнительные кольца, расположенные в кольцевых канавках, выполненных на цилиндрических торцевых дисках катушки, с усилием прижимаются к внутренней поверхности корпуса. При этом внутри корпуса образуется герметичная кольцевая полость давления, расположенная между торцевыми дисками катушки вокруг ее имеющего меньший диаметр центрального участка. Одно или несколько предусмотренных в корпусе отверстий, сообщающихся с имеющими форму каналов полостями, расположенными радиально в торцевых дисках катушки и вдоль оси центрального цилиндра, позволяют подводить (и отводить) рабочие жидкости в кольцевую полость, расположенную вокруг центральной части катушки внутри корпуса. Использование такого устройства для пропитки табака расширяющим агентом при высоком давлении позволяет осуществлять быструю подачу и извлечение табака из зоны пропитки и решает проблемы, возникающие при открытии и закрытии автоклавов с откидными крышками, которые используют в обычных аппаратах высокого давления в качестве уплотняющих и закрывающих устройств. Использование катушки и корпуса, в котором создается избыточное давление, позволяет сократить время обработки и снизить затраты на расширение табака.
Как в рассмотренных выше, так и в других процессах расширения табака обработке подвергаются отдельные порции табака, при этом пропитку табака проводят при давлениях, намного превышающих атмосферное. Для того, чтобы при обработке табака порциями расширение табака было достаточно эффективным и носило периодический характер, необходимо в определенной последовательности формировать порции табака строго определенного размера, зависящего от внутреннего объема устройства, в котором под давлением осуществляется обработка табака, и/или плотности и свойств табака, характеризующих его способность к расширению, в зависимости от вида подвергаемого расширению табака. Обычно при выборе схемы процесса формирования отдельных порций табака принимают во внимание и другие соображения технологического порядка, связанные с собственно процессом расширения и заключающиеся в необходимости свести к минимуму утечки летучего расширяющего табак агента при формировании из табачной массы отдельных порций и их последующей подаче и загрузке в предназначенную для пропитки под давлением камеру.
Краткое изложение сущности изобретения
В настоящем изобретении предлагаются способы и устройства для формирования, подачи и обработки порций табака применительно к процессам расширения табака и другим операциям, связанным с обработкой табака. В изобретении также предлагаются устройства и способы расширения табака, которые отличаются высокой производительностью и основаны на пропитке табака при высоком давлении и использовании воспламеняемых газообразных расширяющих табак агентов.
Предлагаемые в настоящем изобретении устройства и способы дают наибольший эффект применительно к процессам и устройствам, описанным в патенте США 5483977 (Conrad и др.), в котором предложены имеющие высокую производительность системы пропитки табака при высоком давлении; в патенте США 5469872 (Beard и др. ), в котором предложены различные способы и устройства для формирования и подачи порций табака и другие усовершенствования, относящиеся к высокопроизводительным процессам расширения табака. Описанные в этих патентах способы и устройства характеризуются продолжительностью цикла пропитки и расширения от 20 до 30 с, использованием предварительно подогретых расширяющих агентов высокого давления, таких как пропан, подачей на обработку предварительно подогретого табака с повышенным содержанием влаги, и/или сжатием табака в пропиточной камере высокого давления с целью более полного и эффективного использования ее рабочего объема.
При решении поставленных в изобретении задач было установлено, что при формировании и подаче порций табака, в частности в предпочтительных вариантах вышеупомянутых патентов на имя Conrad и др. и на имя Beard и др., возникают непредвиденные сложности, которые могут перерасти в серьезную проблему при интенсивном характере процессов формирования и подачи в зону пропитки порций табака со строго заданными размерами. Было установлено, что на практике предварительный нагрев и увлажнение табака серьезно усложняют проведение с высокой производительностью операций формирования и подачи на обработку порций табака, поскольку в этих условиях из-за возможного комкования плотность всей поступающей на пропитку массы табака становится неоднородной. Было установлено также, что при нагревании увлажненного табака происходит выделение и/или размягчение различных содержащихся в табаке камедей и смол, что в еще большей степени усложняет решение проблемы, связанной с комкованием табака, а из-за прилипания табака к стенкам используемых при этом устройств затрудняется перемещение табака из одной технологической позиции в другую. Такого рода эффекты не только затрудняют проведение операций по формированию отдельных порций табака, но и в ряде случаев приводят к забиванию тех устройств, которые используются для подачи табака в камеру пропитки. В тех процессах расширения табака, в которых используют воспламеняемые газообразные расширяющие агенты типа пропана, решение проблемы комкования табака в целях обеспечения безопасной работы дополнительно усложняется необходимостью контролировать режим технологического процесса и работу используемых при этом устройств.
В соответствии с одним из предметов настоящего изобретения предлагаются системы для формирования и подачи отдельных порций табака, обеспечивающие надежное и экономичное формирование и подачу порций табака заданного размера на дальнейшую обработку, предпочтительно на операцию пропитки табака. В предлагаемом устройстве имеется камера для формирования порции табака, частично образованная практически вертикальной приемной стенкой и практически вертикальной упорной стенкой, которая в горизонтальном направлении удалена от приемной стенки. В приемной стенке предусмотрено впускное отверстие, через которое в камеру в направлении, перпендикулярном плоскости упорной стенки, подается табак. Подача табака к впускному отверстию осуществляется пневмотранспортером в потоке газа, производительность которого достаточна для того, чтобы табак собирался у упорной стенки. В верхней части камеры расположена сетка, через которую из камеры выходит транспортирующий табак газ и которая образует внутри камеры верхнюю перегородку, препятствующую уносу из камеры поступающего в нее вместе с газом табака. В камере установлен датчик, срабатывающий в тот момент, когда у упорной стенки в горизонтальном направлении накопится заданное количество табака. Полезный объем камеры, в которой формируются порции табака, можно регулировать путем перемещения сетки в вертикальном направлении и установки ее по крайней мере в одно из двух возможных положений. Предпочтительно по крайней мере часть нижней стенки камеры выполнить в виде управляемой заслонки, при повороте которой вниз в нижней стенке камеры открывается окно, через которое из камеры ссыпается порция табака.
Такое устройство позволяет отказаться от применения подвижных деталей для транспортировки табака и его разделения на отдельные порции и за счет этого свести к минимуму проблемы, связанные с комкованием табака, в результате которого поступающий на пропитку табак может иметь различную плотность, и проблемы, связанные с необходимостью разделения на части образовавшихся в массе табака комков, и т.п. Предлагаемое устройство позволяет не только быстро и экономично формировать порции табака строго определенного заранее заданного размера, но и может легко регулироваться с целью изменения размера формируемых порций табака при изменениях режима работы или изменениях сорта или плотности обрабатываемого табака.
В соответствии с другим предметом изобретения предлагаются устройство и способ для перемещения порции табака в зону пропитки при минимальном количестве попадающего из зоны пропитки в формируемую в порцию табачную массу расширяющего табак агента. Предлагаемое устройство имеет камеру для формирования порции табака, которая предпочтительно имеет описанную выше конструкцию. По крайней мере часть камеры для формирования порций табака образована заслонкой, перемещаемой из закрытого положения, когда она образует по крайней мере часть нижней стенки камеры, в открытое положение, когда она открывает в нижней стенке камеры окно, через которое из камеры ссыпается порция табака. Находящийся под камерой вертикальный канал, в который из камеры поступает табак, имеет разделительную зону, расположенную между заслонкой нижней стенки камеры и находящимся под ней элементом, предназначенным для перекрытия этого канала. Перекрывающий канал элемент можно перемещать из закрытого положения, в котором он герметично перекрывает канал, в открытое положение с образованием в канале отверстия для прохода табака. Разделительная зона вертикального канала соединена с источником инертного газа, из которого в нее подается инертный газ.
Разделительная зона, расположенная в вертикальном канале, образует своего рода барьер, который препятствует прохождению заметного количества пропиточного газа вверх по каналу и его попаданию в камеру, в которой происходит формирование порций табака, которое может привести к загрязнению системы пневмотранспорта табака. Во время работы, когда заслонка камеры открыта и в канал ссыпается сформированная в ней порция табака, перекрывающий канал элемент находится в закрытом положении. Сформированная в камере порция табака собирается на закрытом перекрывающем канал элементе, который удерживает ее внутри канала. После закрытия заслонки камеры этот элемент открывается и табак ссыпается в нижнюю часть канала. Затем перекрывающий канал элемент вновь закрывается, и при закрытой заслонке камеры разделительная зона пневматически изолируется от камеры формирования порций табака и от нижней части канала. После этого в разделительную зону от источника инертного газа подается инертный газ, в результате чего при последующем открытии заслонки камеры для выгрузки из нее следующей порции табака в вертикальный канал в камеру формирования могут попасть только продувочные газы.
В соответствии с еще одним предметом изобретения предлагается более простой и усовершенствованный способ расширения однородных порций нагретого влажного табака. По этому способу порция табака заранее заданного размера формируется из табака, содержание влаги в котором по весу составляет около 12%. Сформированная порция влажного табака обрабатывается затем паром с существенным увеличением температуры и влажности табака. Порция нагретого и влажного табака подается в зону пропитки и пропитывается расширяющим агентом. Предпочтительно для образования зоны пропитки использовать устройство в виде расположенной в корпусе катушки, а обработку сформированной порции табака паром проводить на участке, расположенном рядом с зоной пропитки. При разработке этого способа было установлено, что формирование отдельных порций влажного табака с их последующим нагревом существенно снижает остроту проблемы, связанной с выделением и размягчением содержащихся в табаке натуральных смол. Кроме того, было установлено, что при прямой обработке табака паром равномерное нагревание отдельных порций табака происходит очень быстро, в частности в течение нескольких секунд или даже быстрее, и сопровождается одновременно увеличением влагосодержания табака. При этом также за счет быстрого нагревания отдельных порций табака рядом с зоной пропитки разница температур отдельных порций становится минимальной, что обеспечивает более равномерное расширение всей массы обрабатываемого табака.
В соответствии с еще одним предметом изобретения предусмотрена зона предварительного уплотнения порций нагреваемого и обрабатываемого паром табака. В соответствии с этим предметом изобретения порция табака сначала поступает в первый участок горизонтального канала. В этом канале расположена проницаемая подвижная перегородка, которая перемещается из исходного положения вне канала в рабочее перекрывающее канал положение, располагаясь при этом поперек канала между его первым и вторым концами. В предлагаемом устройстве имеется загрузочный элемент, который перемещает отдельные порции табака по расположенным рядом друг с другом первому и второму участкам горизонтального канала. Первый участок проходит от первого конца канала до находящегося на некотором расстоянии от перекрывающей канал перегородки в положении предварительного уплотнения табака, а второй участок проходит от находящегося в положении предварительного уплотнения табака до места, расположенного рядом со вторым концом канала. Зона предварительного уплотнения табака в горизонтальном канале расположена между находящимся в положении предварительного уплотнения табака и перегородкой в положении, перекрывающем канал, и в этой зоне в стенке канала предусмотрено по крайней мере одно отверстие, которое соединено с источником пара, используемого для нагревания табака в зоне предварительного уплотнения. Предпочтительно зону предварительного уплотнения табака располагать рядом с местом его загрузки, из которого порция табака затем поступает в устройство для пропитки табака. Наличие в предлагаемом в соответствии с этим предметом изобретения устройстве зоны предварительного уплотнения табака позволяет осуществить быстрое приготовление и подачу в зону пропитки порций табака с оптимальным содержанием влаги и с оптимальной температурой и повысить за счет этого производительность и экономичность всего процесса.
Различные предметы изобретения могут быть использованы как по отдельности, так и в сочетании друг с другом. В предпочтительных вариантах при выполнении различных предметов изобретения в сочетании с системой пропитки и расширения табака предлагаемые в изобретении способы и устройства позволяют создать чрезвычайно эффективную систему для формирования имеющих заданный размер порций табака, их нагревания, подачи в зону пропитки и расширения табака, которая позволяет существенно повысить производительность процесса расширения табака и сделать его более экономичным.
Краткое описание чертежей
На чертежах, являющихся частью первоначального описания настоящего изобретения, изображено:
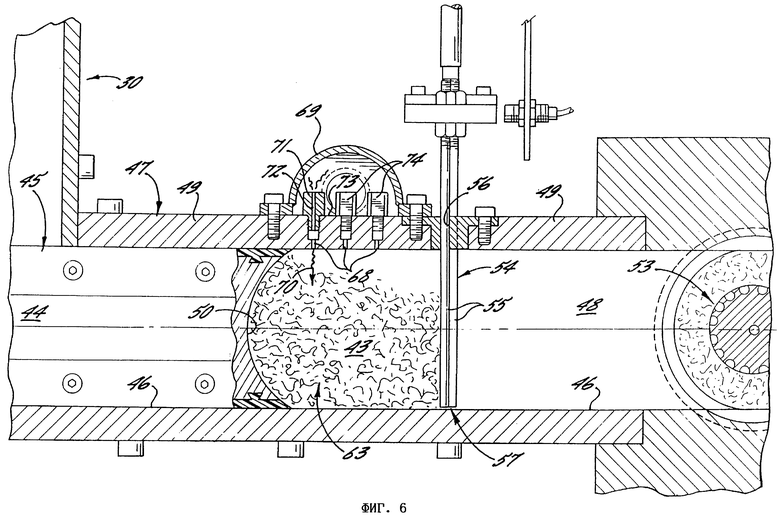
на фиг. 1 - схематичное изображение в аксонометрии предпочтительного варианта предлагаемого в настоящем изобретении устройства для приготовления из табака отдельных порций определенного размера, их перемещения и нагревания, состоящее из двух отдельных систем формирования порций табака, их перемещения и нагревания, в которых одновременно приготовляются порции табака, которые после предварительного нагревания и предварительного увлажнения подаются в корпус совершающей возвратно-поступательные перемещения катушки;
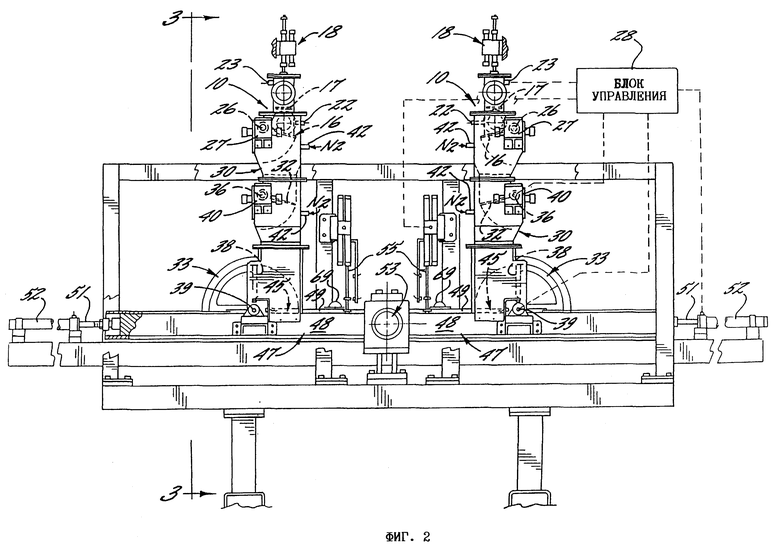
на фиг. 2 - вид спереди устройства по фиг. 1;
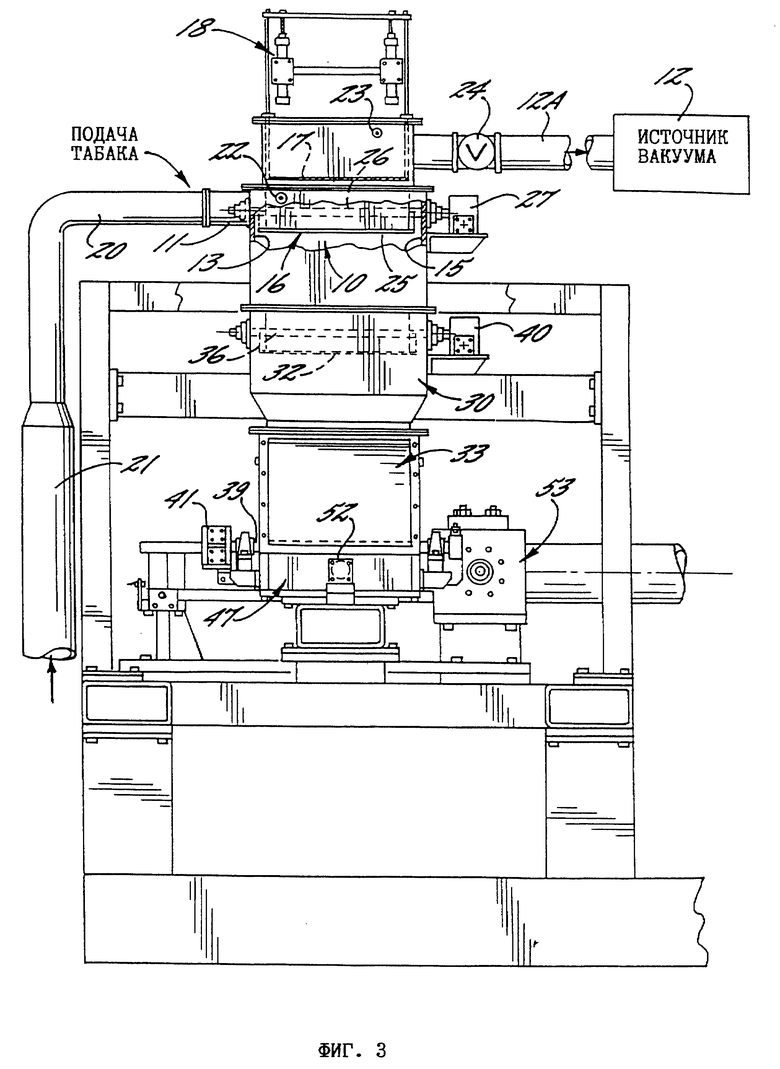
на фиг. 3 - вид сбоку из плоскости 3-3 по фиг. 2 с изображением предпочтительного варианта предлагаемой в изобретении камеры для формирования порций табака;
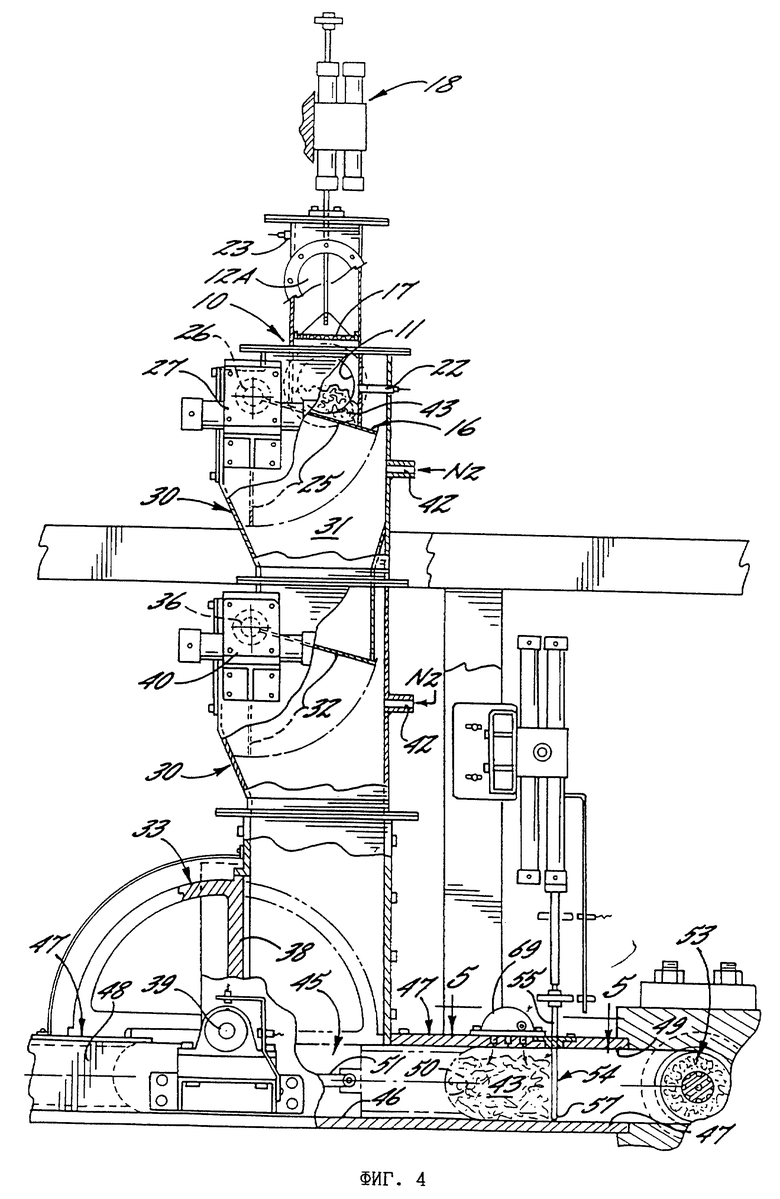
на фиг. 4 - вид сбоку в увеличенном масштабе, частично в разрезе вертикального и горизонтального каналов для перемещения табака, расположенных под показанной на фиг. 3 камерой формирования порций табака, с изображением расположенной внутри вертикального канала разделительной зоны, которая препятствует попаданию газообразного расширяющего агента из зоны пропитки в камеру формирования порций табака, и изображением расположенного в горизонтальном канале загрузочного элемента, который находится в положении предварительного уплотнения табака;
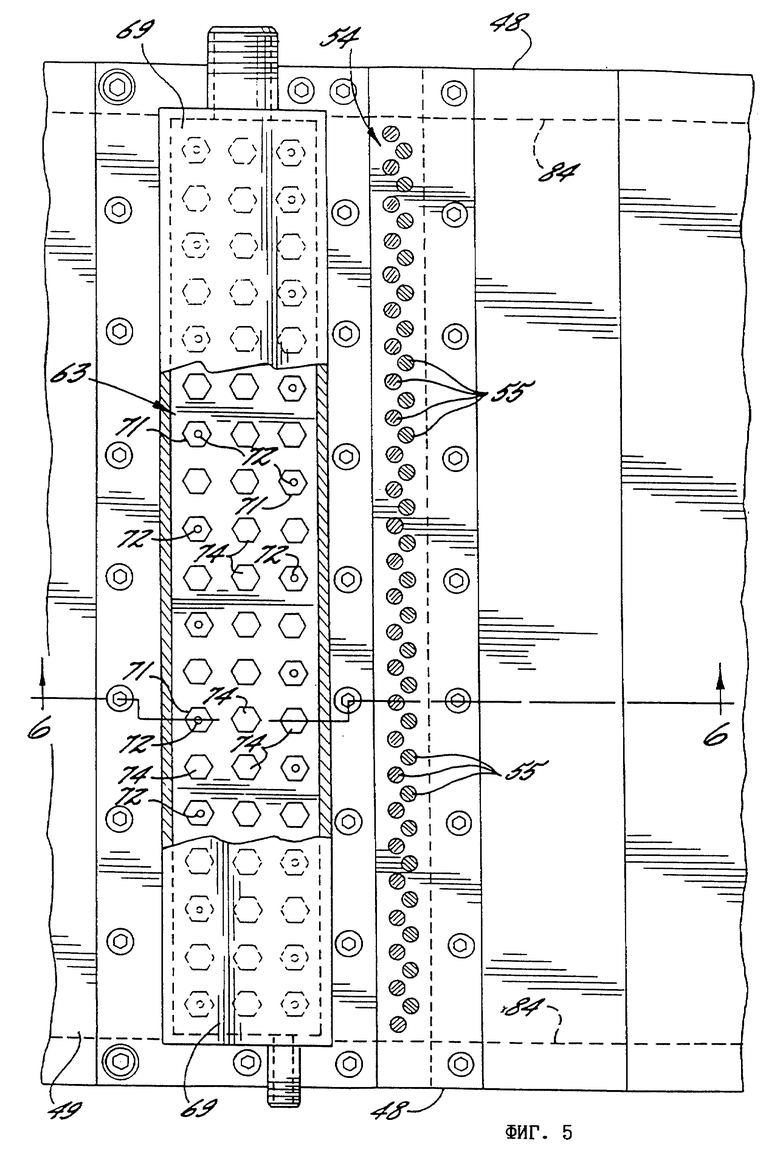
на фиг. 5 - вид сверху, частично в разрезе по плоскости 5-5 по фиг. 4 предпочтительного варианта выполнения отверстий в коллекторе пара, через которые пар нагнетается в порцию предварительно уплотненного табака, с изображением в сечении близко расположенных друг от друга подвижных зубьев гребенки, которые при перемещении внутрь горизонтального канала и из него образуют в нем проницаемую перегородку;
на фиг. 6 - часть разреза по плоскости 6-6 по фиг. 5 с изображением предварительно уплотненной порции табака, расположенной между загрузочным элементом и проницаемой перегородкой рядом с участком загрузки, из которого порция табака поступает в корпус совершающей возвратно-поступательные перемещения катушки, являющейся одним из элементов устройства для пропитки табака, и с изображением препятствующих прохождению конденсата пробок, закрывающих отверстия коллектора пара, расположенные над зоной предварительного сжатия табака.
Подробное описание предпочтительных вариантов выполнения
Ниже рассмотрены предпочтительные варианты предлагаемых в изобретении способов и устройств. Следует подчеркнуть, что изобретение не ограничено описанием конкретных способов и устройств, представленных на перечисленных выше чертежах. Наоборот, с учетом изложенных выше соображений и на основе приведенного ниже подробного описания предпочтительных вариантов изобретение предполагает возможность внесения в них различных изменений и усовершенствований, а также выполнение и других аналогичных вариантов.
На фиг. 1 проиллюстрированы предпочтительные варианты предлагаемых в изобретении способов пропитки и на ней схематично изображено устройство, в котором имеется расположенная в корпусе катушка, выполненная по типу устройств, описанных в патенте США 4554932, опубликованном 26 ноября 1985 г., авторы Conrad и др. ; патенте США 5483977, опубликованном 16 января 1996 г., авторы Conrad и др., и патенте США 5469872, опубликованном 28 ноября 1995 г. , авторы Beard и др., которые включены в настоящее описание в качестве ссылки. Для краткости в настоящем описании опущены различные детали, о которых идет речь в патентах '932, '977 и '872. Однако, когда речь идет об этих деталях, ссылки на эти патенты необходимы.
Узел корпуса с катушкой, подробно описанный в указанных выше патентах '932, '977 и '872, состоит из выполненного в виде трубы корпуса, в котором расположена катушка. Катушка состоит из центральной цилиндрической части сравнительно небольшого диаметра и двух расположенных на ее концах торцевых дисков, диаметр которых больше диаметра центральной части, но меньше диаметра корпуса. Катушка может совершать возвратно-поступательные перемещения между положением загрузки вне корпуса, положением обработки внутри корпуса и положением выгрузки также вне корпуса. Когда катушка находится в положении загрузки, табак в нее предпочтительно загружается с двух противоположных сторон.
На фиг. 1 и 2 показан предпочтительный вариант предлагаемого в настоящем изобретении устройства, которое имеет две системы для формирования и обработки порций табака, каждая из которых имеет камеру формирования порций табака и вертикальный и горизонтальный каналы, которые при совместной работе одновременно формируют, обрабатывают и загружают две порции табака в катушку для их последующей пропитки расширяющим табак агентом. В дальнейшем подробно описана только одна система для формирования и обработки порций табака, хотя очевидно, что показанное на фиг. 1 и 2 устройство состоит из двух практически одинаковых систем.
На фиг. 3 показан предпочтительный вариант конструкции устройства для формирования порций табака. Табак в самом различном виде, например в виде листа (включая средние жилки и жилки второго порядка), листовых полосок (листа без средней жилки), сигарной начинки, резаной начинки для сигарет (резаный лист без средней жилки или волокна для изготовления сигарет), их смесей, отходов табака и мелкой табачной крошки и т.п., а предпочтительно в виде резаной табачной начинки, поступает в камеру 10 формирования порций табака через впускной патрубок или транспортер 11. До подачи в камеру 10 формирования порций табака последний предпочтительно сначала обрабатывают любым из известных специалистам в данной области техники способов (на чертежах не показано) с целью увеличения его влагосодержания по крайней мере до приблизительно 13 вес.%, предпочтительно по крайней мере до приблизительно 16 вес.% или более предпочтительно до приблизительно 20 вес.%. При обработке резаной табачной начинки в соответствии с изобретением можно либо непосредственно использовать табачную начинку, увлажненную до уровня, обеспечивающего резку табака, либо подвергать табак дополнительной обработке для повышения его влажности. Влажный табак подается в камеру 10 формирования отдельных порций табака с помощью обычных устройств, однако в наиболее предпочтительном варианте изобретения подача табака в камеру формирования порций осуществляется пневматически через впускной патрубок 11 под действием перепада давления, который создается источником 12 вакуума.
Камера 10 для формирования порций табака имеет практически вертикальную приемную стенку 13, через которую она сообщается с впускным патрубком 11, и практически вертикальную упорную стенку 15, которая в горизонтальном направлении расположена на некотором расстоянии от вертикальной приемной стенки 13. Табак подводится к камере 10 предпочтительно пневмотранспортером и поступает в камеру 10 через впускной патрубок 11 под действием перепада давления, создаваемого источником 12 вакуума, при работе которого табак всасывается в камеру и собирается у упорной стенки 15.
Камера 10 формирования порций табака имеет также закрывающую заслонку 16, которая образует ее нижнюю стенку, и регулируемую сетку 17, которая образует верхнюю стенку камеры. Сетка 17, через которую может проходить воздух, имеет сравнительно мелкие ячейки, препятствующие прохождению через нее табака, и образует своего рода верхнюю перегородку, препятствующую уносу табака из камеры 10. При этом табак, поступающий в камеру через впускной патрубок 11, накапливается в камере у ее упорной стенки 15 под сеткой 17. В наиболее предпочтительном варианте сетка 17 играет роль перегородки, ограничивающей сверху формируемую в камере порцию табака, и благодаря наличию в ней открытых ячеек обеспечивает возможность под действием перепада давления, создаваемого в камере источником 12 вакуума, выхода из камеры воздуха через источник 12 вакуума с одновременным удерживанием табака внутри камеры под сеткой 17. Очевидно, однако, что вместо сетки в качестве верхней перегородки можно использовать и другие аналогичные элементы со сквозными отверстиями для прохода воздуха, которые могут удерживать в камере 10 частицы поступающего в нее табака.
Положение сетки 17 по вертикали можно регулировать, перемещая ее в различные по вертикали положения и изменяя тем самым полезный объем камеры 10 формирования порций табака и размер самой порции. Необходимость в такой регулировке связана с тем, что различные виды табака, например резаный наполнительный табак, листовой табак, табак для сигар и др., имеют различную плотность и различные набивочные характеристики. Установка в камере 10 регулируемой перегородки 17 позволяет для различных видов табака и при различных технологических потребностях осуществлять формирование в камере разных по размеру порций табака.
Регулировка положения сетки 17 по вертикали осуществляется с помощью регулятора 18, в качестве которого целесообразно использовать вертикальный привод с системой регулирования, управляющей приводом по заданной программе. Для выбора управляющих команд в этой программе можно использовать данные по плотности обрабатываемого табака, параметры технологического процесса и т.п. Хотя регулятор 18 с системой автоматического регулирования и показан на чертежах, тем не менее настоящее изобретение не ограничено какой-либо конкретной его конструкцией, и в принципе для изменения положения регулируемой сетки 17 по высоте можно использовать и другие соответствующие устройства, такие, например, как зубчатая передача с механическим регулированием или другие устройства подобного типа.
Для нормального прохождения влажного табака через трубу пневматического транспортера, подающего табак к впускному патрубку 11, впускную трубу или транспортер 11 целесообразно выполнить из отдельных участков различного диаметра, в частности из первого участка 20 и второго участка 21. Первый участок соединяется с впускным патрубком 11, расположенным на приемной стенке 13, а второй участок 21 впускной трубы 11 расположен в месте подачи табака в систему или рядом с ним. Диаметр второго участка 21 больше диаметра первого участка 20, и поэтому в нем создается большее разряжение, что обеспечивает эффективность всасывания табака во впускной патрубок 11 под действием вакуума второго участка 21 транспортера 11. В предпочтительном варианте имеющий меньший диаметр первый участок 20 транспортера выполнен в виде трубы диаметром 4 дюйма, а второй участок 21 - из трубы диаметром 5 дюймов, что обеспечивает подачу на обработку в течение каждых 5 секунд 3 фунтов табака. Такая конструкция подводящей трубы позволяет уменьшить усилие, необходимое для перемещения табака, и выполненный таким образом транспортер обладает сравнительно высокой производительностью и обеспечивает перемещение табака при минимальных потерях или минимальном перепаде давления. При этом, кроме того, в процессе перемещения табака таким транспортером табак уплотняется в меньшей степени, что положительно сказывается на консистенции отдельных порций табака. С другой стороны, при относительно небольшом расходе транспортируемого табака и высоких потерях давления в магистрали табак под действием перемещающего его воздуха уплотняется в большей степени, и при формировании отдельных порций табак имеет большую плотность, что затрудняет формирование из него порций одинакового размера.
Работа показанной на фиг. 1 и 3 системы формирования порций табака начинается с подачи табака под действием вакуума, создаваемого источником 12 вакуума, в камеру 10 формирования порций через впускной патрубок 11, расположенный на ее приемной стенке 13. Высота камеры 10 ограничена вертикально регулируемой сеткой 17, а ее горизонтальная протяженность определяется положением упорной стенки 15. Под действием разряжения, создаваемого источником 12 вакуума, табак перемещается в направлении, перпендикулярном плоскости упорной стенки 15, и собирается в горизонтальном направлении в камере 10, количество собирающегося в ней табака в горизонтальном направлении постепенно увеличивается. Степень заполнения камеры 10 поступающим в нее табаком контролируется датчиком 22, который срабатывает в тот момент, когда в камере соберется заранее заданное количество табака.
В одном из вариантов изобретения датчик 22 выполнен таким образом, что он срабатывает в тот момент, когда край заполняющего камеру табака в горизонтальной плоскости достигнет заранее заданного расстояния от упорной стенки 15. При неизменном положении боковых, верхней и нижней стенок камеры это расстояние определяет объем порции собирающегося в камере табака. Хотя в принципе для решения этой задачи в качестве датчика 22 положения можно использовать любые отвечающие необходимым требованиям устройства, в предпочтительном варианте изобретения предусмотрено использование одного или нескольких оптических датчиков, состоящих из источника света и принимающего фотоэлемента, которые оптически соосно установлены на противоположных боковых или верхней и нижней стенках камеры 10 на заранее заданном расстоянии от ее упорной стенки. В другом предпочтительном варианте используется бесконтактный датчик сближения, выполненный в виде, например, емкостного датчика, установленного в определенном месте вдоль стенки, и/или на верхней или нижней стенке камеры 10 и реагирующий на протяженность в горизонтальной плоскости собирающейся у упорной стенки 15 табачной массы.
Для контроля степени заполнения табаком камеры 10 вместо датчика 22 положения или одновременно с ним можно использовать датчик 23 давления, срабатывающий в тот момент, когда количество поступающего в камеру формирования порций табака достигнет заданного заранее значения. Датчик 23, выполненный предпочтительно в виде датчика давления, измеряет перепад давления на сетке 17, т.е. разницу давлений над сеткой и под ней. По мере накопления табака у упорной стенки 15 увеличивается закрытая табаком часть сетки 17. С увеличением количества собирающегося в камере 10 табака перепад давления на сетке 17 возрастает. После того, как в камере 10 соберется необходимое количество табака, перепад давления на сетке достигнет заданной величины, на которую заранее настроена система контроля.
В тот момент, когда один или оба датчика 22 и 23 зафиксируют накопление в камере 10 формирования порций заданного количества табака, установленный в линии 12А вакуума пневматический клапан 24 закроется и поступление табака в камеру 10 прекратится. Зарывающая нижнюю стенку камеры заслонка 16, которая при заполнении камеры табаком находится в закрытом положении, после закрытия клапана перемещается в открытое положение и открывает в нижней стенке камеры 10 окно, через которое из камеры ссыпается сформированная в ней порция табака. Закрывающую камеру заслонку 16 предпочтительно выполнить в виде плоского листа 25, который может поворачиваться вокруг точки 26 вращения, хотя можно использовать и другие соответствующие устройства, что очевидно из дальнейшего описания.
Для перемещения закрывающей заслонки 16 целесообразно использовать привод 27 (фиг. 2) с блоком 28 управления, который связан с одним или обоими датчиками 22 и/или 23 и с приводом пневматического клапана 24. Другой вариант системы предусматривает ручное управление работой заслонки 16 и клапана 24 по сигналам от одного или обоих датчиков 22 и/или 23. Привод 27, как лучше всего видно на фиг. 3, перемещает заслонку 16 из закрытого положения, в котором она образует часть нижней стенки камеры 10, как показано в разрезе на фиг. 4, в открытое положение, которое лучше всего видно на фиг. 1. В предпочтительном варианте, когда привод 27 соединен с датчиком 22 и/или 23 через блок 28 управления, в блоке управления можно предусмотреть группу пневматических или электрических переключателей или же выполнить его в виде микропроцессора с набором заранее заложенных в него команд, по которым осуществляется управление приводом 27 закрывающей заслонки и клапаном 24.
Под камерой формирования порций табака находится вертикальный канал 30, который образует разделительную зону 31, расположенную между закрывающей заслонкой 16 и уплотняющим канал элементом 32 (фиг. 2). В нижней части канала 30 расположен образующий его нижнюю стенку перекрывающий канал элемент 33. Уплотняющий канал элемент 32 можно выполнить аналогично закрывающей камеру заслонке 16 предпочтительно в виде плоского листа, который можно поворачивать вокруг точки 36 вращения из закрытого положения, в котором он герметично, но обычно с возможностью прохождения через него небольшого количества газов, перекрывает канал, в открытое положение, в котором канал остается открытым. Перекрывающий канал элемент 33 при повороте в верхнее положение открывает в канале окно, через которое из нижней части вертикального канала 30 ссыпается вниз находящаяся в нем порция табака, а при повороте в нижнее положение перекрывает нижний конец канала. Предпочтительно перекрывающий канал элемент 33 можно использовать также для предварительного уплотнения табака на выходе из вертикального канала, как описано ниже. Как показано на фиг. 1 и 4, перекрывающий вертикальный канал элемент 33 имеет плоскую поверхность 38 и может поворачиваться вокруг точки 39 вращения. Для перемещения уплотняющего канал элемента 32 и перекрывающего канал элемента 33 предпочтительно использовать приводные устройства 40 и 41 соответственно.
Работа уплотняющего канал элемента 32 и перекрывающего канал элемента 33 должна быть соответствующим образом согласована. Когда уплотняющий канал элемент 32 находится в закрытом положении, на него ссыпается сформированная в камере 10 порция табака, которая в течение некоторого времени остается внутри вертикального канала 30. Во время ссыпания порции табака из камеры 10 через образовавшееся в ней после открытия заслонки 16 окно и в течение последующего небольшого отрезка времени уплотняющий канал элемент 32 и перекрывающий канал элемент 33 находятся в закрытом положении и образуют внутри канала двойную перегородку, препятствующую прохождению расширяющего агента вверх и его попаданию в камеру 10 формирования порций табака. После поворота закрывающей камеру заслонки 16 в закрытое положение перекрывающий канал элемент 33 перемещается в открытое положение, после чего в открытое положение перемещается уплотняющий канал элемент 32, а находящийся на нем табак ссыпается в нижнюю часть вертикального канала 30. При открытом элементом 33 нижнем конце вертикального канала порция табака свободно проходит через канал и высыпается из него.
Когда закрывающая камеру формирования порций табака заслонка 16 и уплотняющий канал элемент 32 находятся в закрытом положении, в расположенную между ними перекрытую разделительную зону вертикального канала 30 через отверстие 42 подается инертный газ, например азот. Заполняющий разделительную зону азот, который подается под некоторым избыточным давлением и является более легким газом, чем пропан, образует в разделительной зоне вертикального канала 30 газообразный барьер, через который не проходит используемый для расширения табака агент, в частности пропан, который может попасть в нижнюю часть вертикального канала, сводя тем самым к минимуму вероятность прохождения расширяющего агента вверх по вертикальному каналу и его попадание в камеру 10 формирования порций табака.
Для согласованной работы закрывающей камеру заслонки 16, уплотняющего канал элемента 32 и перекрывающего канал элемента 33 используется управляющий блок 28, который обеспечивает прохождение табака через канал 30 и образование в нем разделительной зоны, наличие которой в свою очередь исключает возможность во время движения через вертикальный канал 30 порции табака прохождения через него пропана или другого расширяющего агента (или по крайней мере его существенного разбавления или загрязнения инертным газом) и попадание расширяющего агента в камеру 10 формирования порций табака и/или в источник вакуума 12. Достигается это за счет согласованной работы трех элементов устройства - 16, 32 и 33.
На фиг. 4 далее изображено, что после того, как внутри камеры 10 у ее упорной стенки 15 накопится заданное количество или порция табака 43, например, по объему или весу, на блок 28 управления (фиг. 2) поступит соответствующий сигнал от датчика (датчиков) 22 и/или 23 и по команде от блока управления клапан 24 закроется, в результате чего поступление табака в камеру 10 прекратится. Одновременно блок 28 управления проверит положение уплотняющего канал элемента 32, который должен быть закрыт, и после этого от блока управления на привод 27 поступит сигнал, по которому закрывающая камеру заслонка 16 начнет поворачиваться вниз вокруг точки 26 вращения, открывая камеру, из которой сформированная в ней порция 43 табака начнет ссыпаться в вертикальный канал 30.
Ссыпающийся из открывшейся камеры табак 43 падает на закрытый уплотняющий канал элемент 32. После этого по сигналу от блока 28 управления, поступающему на привод 27, заслонка 16 камеры возвращается в закрытое положение, в результате чего в канале между закрытой заслонкой 16 камеры формирования порций табака и закрытым уплотняющим канал элементом 32 образуется перекрытая разделительная зона. После полного закрытия заслонки 16 блок 28 управления открывает пневматический клапан 24 и в камеру 10 вновь начинает поступать подаваемый пневмотранспортером табак.
В процессе формирования в камере 10 новой порции табака при закрытой заслонке 16 от блока 28 управления на привод 40 (фиг. 3) поступает сигнал на открытие уплотняющего канал элемента 32, который поворачивается вниз вокруг точки 36 вращения, и находящийся в разделительной зоне 31 табак начинает ссыпаться вниз. До открытия уплотняющего канал элемента 32 от блока 28 управления на привод 41 подается сигнал открытия перекрывающего канал элемента 33, который поворачивается вверх вокруг точки 39 вращения, открывая окно 45 в нижней стенке канала 30. При открытом уплотняющем элементе 32 и после открытия окна 45 находящаяся в вертикальном канале 30 порция табака ссыпается из него вниз через открытое окно 45. Затем уплотняющий канал элемент 32 и перекрывающий канал элемент 33 возвращаются в закрытое положение и после подачи в вертикальный канал очередной сформированной в камере 30 порции табака начинается новый цикл.
Отличительное преимущество такого способа формирования и перемещения порций табака состоит не только в том, что при такой комбинации расширяющий табак агент не только удерживается под вертикальным каналом, но и в том, что при этом улучшается распределение и выравнивается плотность табака по всему объему сформированной порции. При падении движущей под действием собственного веса по вертикальному каналу 30 порции табака на плоскую поверхность уплотняющего канал элемента 32 падающий на уплотняющий канал элемент 32 табак под действием возникающих в порции табака усилий распределяется на нем более или менее равномерно. Более равномерному распределению табака в порции способствует его высыпание из разделительной зоны 31, прохождение через окно 45 вертикального канала и падение с ударом на нижнюю стенку 46 горизонтального канала 47.
В описанном выше варианте была рассмотрена последовательность различных операций и работа устройства для формирования и перемещения отдельных порций табака, включающего пневмотранспортер, закрывающую камеру заслонку, перекрывающий канал элемент и уплотняющий канал элемент, от единого блока управления. Следует, однако, отметить, что изобретение предполагает возможность использования и других различных систем управления. Так, например, для согласования различных операций и управления элементами системы можно использовать и отдельные устройства управления, работающие совместно с системами управления другими этапами всего технологического процесса, осуществляемыми как до, так и после рассмотренного цикла, и учитывающие изменение условий работы или режима, причем в состав этих устройств управления могут быть включены также различные механические управляющие устройства.
Под вертикальным каналом 30 расположена приемная зона 44 горизонтального канала 47, в которую поступает порция табака. Канал 47 образован боковыми стенками 48, нижней стенкой 46 и верхней стенкой 49. Внутри горизонтального канала 47 расположен загрузочный элемент 50 с вогнутым полуцилиндрическим торцем (как лучше всего видно на фиг. 4), который может перемещаться в осевом направлении в канале и перемещать вдоль нижней стенки 46 горизонтального канала находящуюся в его приемной зоне 44 порцию табака. Загрузочный элемент 50 функционально соединен штоком 51 с приводным устройством возвратно-поступательного действия, в котором имеется, например, перемещаемый под действием давления жидкости плунжер 52 или другое аналогичное устройство, циклически перемещающееся из исходного в полностью выдвинутое конечное положение. В исходном положении загрузочный элемент 50 находится перед зоной 44 приема порции табака. В конечном положении загрузочный элемент 50 оказывается расположенным рядом с катушкой 53 устройства для пропитки табака и в этом положении в катушку 53 загружается порция табака.
Окно 45, через которое вертикальный канал 30 сообщается с горизонтальным каналом 47, в поперечном направлении занимает всю ширину горизонтального канала 47, и поэтому поступающая в зону 44 порция табака равномерно распределяется по всей ширине горизонтального канала. После подачи порции табака в приемную зону 44 перекрывающий вертикальный канал элемент 33 поворачивается в закрытое положение. Если высота табака, поступившего в приемную зону, окажется больше высоты горизонтального канала 47, то при повороте в закрытое положение перекрывающего канал элемента 33 этот элемент спрессует находящуюся в горизонтальном канале порцию табака.
В горизонтальном канале 47 на участке между приемной зоной 44 и катушкой 53 расположена выдвигаемая газопроницаемая перегородка 54, выполненная в виде гребенки, состоящей из некоторого количества параллельных близко расположенных друг от друга зубьев 55. Зубья 55 перемещаются в отверстиях 56 (как лучше всего видно на фиг. 6), выполненных в верхней стенке 49 горизонтального канала 47, и совершают возвратно-поступательные перемещения из исходного положения вне канала в рабочее положение 57, в котором они перекрывают канал в поперечном направлении и образуют в нем перегородку. Когда зубья находятся в рабочем положении, проницаемая перегородка 54 ограничивает дальнейшее перемещение табака вдоль горизонтального канала 47. Кроме того, проницаемая перегородка 54 образует упорную поверхность, которая вместе с загрузочным элементом 50 при его перемещении вдоль горизонтального канала 47 обеспечивает предварительное сжатие табака. Близко расположенные друг от друга зубья 55, из которых состоит проницаемая перегородка 54, в предпочтительных вариантах изобретения, образуя барьер для порции табака, допускают при движении загрузочного элемента 50 к выходу из горизонтального канала 47 возможность повышения давления находящегося в канале воздуха.
Как показано на фиг. 6, в горизонтальном канале 47 перед проницаемой перегородкой 54 расположена зона 63 нагрева табака. В верхней стенке 49 горизонтального канала 47 в пределах зоны 63 нагрева предусмотрено некоторое количество отверстий 68 для нагнетания пара. Через эти отверстия в направлении стрелки 70 в зону нагрева нагнетается пар, который быстро нагревает и увлажняет находящуюся в этой зоне в состоянии уплотнения между загрузочным элементом 50 и зубьями 55 порцию табака 43. Все пароподводящие отверстия 68 сообщаются с паровым коллектором 69, расположенным над зоной нагрева, через центральные сквозные отверстия 72 препятствующих прохождению конденсата пробок 71. Как показано на фиг. 6, препятствующая прохождению конденсата пробка 71 с отверстием 72 выступает над нижней поверхностью 73 коллектора 69 и, обеспечивая возможность прохождения через нее пара, препятствует попаданию собирающегося на нижней поверхности 73 коллектора 69 конденсата в зону 63 нагрева. Стенки пароподводящего коллектора 69 предпочтительно выполнить таким образом, чтобы конденсат не мог попасть в пароподводящие отверстия. Как показано на фиг. 6, коллектор образует над зоной нагрева своего рода купол, и поэтому оседающий на нем конденсат будет стекать по его стенкам, а капли конденсата не будут попадать в открытые отверстия препятствующих прохождению конденсата пробок 71.
Использование пара для нагревания порции табака в зоне 63 нагрева дает существенные преимущества, поскольку при этом перенос тепла от пара к табаку происходит в течение нескольких секунд или даже быстрее. Особенно эффективно этот процесс происходит в том случае, когда табак находится в спрессованном состоянии внутри сравнительно небольшой зоны. Использование пара позволяет также повысить приблизительно на 2-4% содержание влаги в табаке. Температура нагнетаемого в табак пара выбирается, исходя из того, чтобы по сравнению с окружающей температура табака повысилась не менее, чем приблизительно на 150oF (65,6oC), более предпочтительно не менее, чем на 175oF (79,4oC), т.е. до температуры от 150oF (65,6oC) до 200oF (93,3oC).
Поскольку предпочтительные процессы расширения табака, о которых речь идет в настоящем изобретении, относятся к обработке имеющих разные размеры порций табака с различной и меняющейся в процессе работы плотностью, то для получения наилучших результатов необходимо иметь возможность менять размер зоны нагрева и/или регулировать количество тепла, подаваемого в зону нагрева на единицу объема (определенную на основе фактического объема зоны нагрева). В одном из вариантов изобретения для этой цели предлагается использовать группу нагнетательных отверстий 68, распределенных наподобие сетки и выполненных таким образом, что при необходимости их можно выборочно перекрывать с помощью, например, глухих пробок 74, показанных на фиг. 5. Использование глухих пробок 74 позволяет исключить возможность поступления пара в определенные выбранные заранее пароподводящие нагнетательные отверстия. При этом уменьшается количество пара и/или тепла, подаваемого в зону нагрева менее плотного табака или имеющей меньший объем порции табака. На фиг. 5 в виде сверху показан предпочтительный вариант расположения пароподводящих отверстий, выполненных в верхней стенке зоны 63 нагрева. Как показано на фиг. 5, часть этих отверстий закрыта глухими пробками 74, при этом в остальных отверстиях установлены препятствующие прохождению конденсата пробки 71. Вместо показанного на фиг. 5 варианта расположения пробок в виде сетки с отдельными глухими пробками 74, пробки можно, разумеется, располагать и по-другому, а также использовать и иные различные устройства для перекрытия или раздельной подачи пара в одиночные отверстия или в отверстия, объединенные в группы.
Пароподводящие отверстия 68 могут иметь различный диаметр, однако их диаметр предпочтительно выбирать заранее с тем, чтобы иметь возможность определенным образом регулировать скорость и количество пропитывающего пара. В предпочтительном варианте изобретения используется влажный пар низкого давления, например пар с давлением 15 фунтов на кв. дюйм (103,42 кПа), и в этом случае отверстия для подвода пара выполняются таким образом, чтобы пар в зону нагрева поступал со скоростью, достаточной, как указано выше, для быстрого увеличения температуры табака до приблизительно 125-200oF (51,7-93,3oC). При определенных обстоятельствах, когда максимальное расширение табака не требуется, необходимость в дополнительном увлажнении и/или нагревании порций табака отпадает. В этих случаях обработку табака паром можно не проводить.
Во избежание образования конденсата в порции табака или вокруг нее в предлагаемом устройстве предусмотрен подогрев стенок горизонтального канала с помощью нагревательных элементов 82, показанных на фиг. 1. Для достижения стабильной высокой степени расширения табака добавляемая в него влага должна быть относительно равномерно распределена по всей массе обрабатываемого табака. Нетрудно предположить, что жидкий конденсат обычно абсорбируется и скапливается в отдельных небольших участках обрабатываемой порции и поэтому крайне желательно избежать всякого попадания в табак жидкого конденсата.
Предпочтительно горизонтальный канал 47 выполнить с прямоугольным поперечным сечением и изготовить его из материала, например из алюминия повышенной твердости, с достаточным сопротивлением износу, причиной которого могут быть повторяющиеся горизонтальные перемещения загрузочного элемента 50. В рассматриваемом варианте покрытие 84 боковых стенок 48 горизонтального канала 47 изготовлено из антифрикционного износостойкого материала, по которому перемещается загрузочный элемент 50 и которое исключает износ более дорогого и имеющего больший коэффициент трения материала, из которого изготовлен горизонтальный канал. В предпочтительном варианте поверхность 84 канала покрыта упрочненной пластмассой, образующей своего рода смазку между внутренними стенками горизонтального канала и наружной поверхностью загрузочного элемента и исключающей возможность его заклинивания или заедания. В качестве примера материала, который используют для изготовления износостойкого покрытия 84, можно назвать полиэфирэфиркетон (ПЭЭК), выпускаемый ICI Americas, Inc., и RTP Co.
Во время работы загрузочный элемент 50 перемещается после закрытия уплотняющего табак элемента 33 в направлении катушки 53 и перемещает порцию табака вдоль горизонтального канала 47. До или в самом начале движения загрузочного элемента в канал 47 в крайнее нижнее положение 57 опускаются образующие в нем перегородку зубья 55. После того, как загрузочный элемент 50 достигнет предварительно заданного положения предварительного уплотнения табака и окажется расположенным в зоне нагрева или вблизи нее на некотором расстоянии от зубьев 55, его движение прекращается. Положение предварительного уплотнения табака может быть разным для различных порций табака и определяется объемом, плотностью и составом обрабатываемой порции табака. Предпочтительно, чтобы в этом положении загрузочный элемент располагался достаточно близко от зубьев, поскольку при этом порция табака будет полностью заполнять весь объем внутренней полости канала, расположенной между загрузочным элементом и зубьями. Степень предварительного уплотнения табака, прижимаемого загрузочным элементом к зубьям 55, может быть относительно небольшой и составлять по объему, например, от 10 до 50%. В прижатую к зубьям 55 порцию 43 табака нагнетается пар, причем продолжительность обработки табака паром определяется необходимой степенью его нагрева.
После обработки табака паром зубья 55 выводятся из горизонтального канала 47, после чего загрузочный элемент 50 снова начинает перемещаться вдоль оси канала до тех пор, пока он не достигнет крайнего переднего положения и не окажется расположенным в непосредственной близости от узла катушки 53. В крайнем переднем положении полуцилиндрический загрузочный элемент 50 образует часть корпуса вокруг соединительного штока катушки 53, благодаря чему спрессованный табак удерживается на соединительном штоке катушки при ее перемещении в положение пропитки. Таким образом, в показанном на фиг. 6 положении загрузки обеспечивается загрузка катушки нагретым, влажным табаком.
Предпочтительно операции перемещения загрузочного элемента, опускания и подъема зубьев перегородки и подачи пара в коллектор проводить в определенной последовательности, используя для этого систему управления с набором предварительно заданных команд, обеспечивающих описанный выше порядок их выполнения. Как уже было отмечено, изобретение предполагает возможность использования в этих целях самых различных устройств и элементов контроля и управления.
Приведенное выше подробное описание изобретения относилось к его предпочтительным вариантам. Очевидно однако, что не выходя за пределы основной идеи и объема изобретения, определенных в приведенном выше описании и приложенной к нему формуле изобретения, в рассмотренные варианты могут вноситься самые различные и многочисленные изменения и усовершенствования.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА И СПОСОБ ДЛЯ РАСШИРЕНИЯ ТАБАКА | 1997 |
|
RU2197157C2 |
| СИСТЕМЫ И СПОСОБЫ ТЕСТИРОВАНИЯ ИЗДЕЛИЙ С НАГРЕВАНИЕМ ТАБАКА БЕЗ ГОРЕНИЯ | 2019 |
|
RU2810045C2 |
| ТЕХНОЛОГИЯ МОДУЛЬНОЙ ПОДГОТОВКИ ТАБАКА С ЭКСТРУЗИЕЙ | 2009 |
|
RU2504305C2 |
| УСТРОЙСТВО ДОСТАВКИ АЭРОЗОЛЯ С РАСХОДУЕМЫМ КАРТРИДЖЕМ И КАРТРИДЖ ДЛЯ ИСПОЛЬЗОВАНИЯ С ДЕРЖАТЕЛЕМ УСТРОЙСТВА ДОСТАВКИ АЭРОЗОЛЯ (ВАРИАНТЫ) | 2020 |
|
RU2839950C2 |
| ДЕРЖАТЕЛЬ ДЛЯ УСТРОЙСТВА ДОСТАВКИ АЭРОЗОЛЯ С ОТСОЕДИНЯЕМЫМ КАРТРИДЖЕМ | 2020 |
|
RU2840682C2 |
| Способ изготовления топливного элемента для курительных изделий из углеродсодержащего материала | 1987 |
|
SU1556527A3 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ КУРИТЕЛЬНОГО ИЗДЕЛИЯ | 2007 |
|
RU2410993C2 |
| УСТАНОВКА И СПОСОБ ФОРМИРОВАНИЯ КОМПОЗИЦИОННОЙ ЛЕНТЫ | 1998 |
|
RU2194425C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУСУХОГО ПРЕССОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2012 |
|
RU2527975C2 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ С КОМПОНЕНТОМ ДЛЯ ТЕПЛОПЕРЕДАЧИ (ВАРИАНТЫ) | 2019 |
|
RU2807631C2 |
Способ для формирования порции табака, в которой содержится заданное заранее количество табака, предусматривает обработку табака паром, загрузку порции табака в узел катушки и пропитку порции табака расширяющим табак агентом. Устройство имеет два канала, из которых две сформированные порции табака одновременно загружаются с противоположных сторон в предназначенную для пропитки табака камеру. Формирование порции табака осуществляется в камере формирования порций, которая имеет сетку, положение которой по вертикали можно регулировать в зависимости от рабочих параметров, и/или типов табака, и/или различных его форм. Порция табака проходит через пневморазделительную зону и поступает в зону предварительного сжатия и нагревания табака. Разделительная зона образована последовательно работающими элементами, по крайней мере два из которых образуют перегородки, препятствующие утечке расширяющего табак агента из зоны пропитки. В зоне предварительного сжатия порция табака прижимается к проницаемой перегородке и обрабатывается паром, а затем перемещается в узел катушки для пропитки ее расширяющим табак агентом. Устройство имеет более высокую производительность, а способ улучшает качество табака. 2 с. и 10 з.п. ф-лы, 6 ил.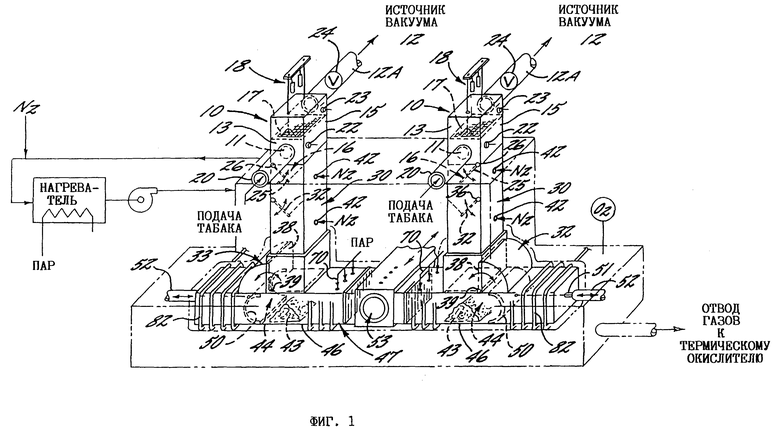
| US 4554932 A, 26.11.1985. |
