Изобретение относится к области энергетического машиностроения, в частности к изготовлению паяных медно-стальных конструкций энергетических установок, используемых в сложнонапряженном состоянии в диапазоне температур от - 253 до 500oC.
При создании паяных конструкций энергетических установок, содержащих высокопрочные структурно-чувствительные материалы, например мартенситностареющие стали, испытывающие объемные фазовые и структурные превращения в процессе пайки, возникают как проблемы получения качественных паяных соединений, так и проблемы сохранения высоких механических свойств основного материала паяных конструкций.
Известен способ изготовления паяных медно-стальных конструкций энергетических установок, содержащих мартенситностареющую сталь, включающий подготовку деталей под пайку с изотермической выдержкой при 700 - 750oC для выравнивания температурных градиентов, пайку припоями на основе серебра в температурном интервале 950 - 980oC, охлаждение после пайки, обработку холодом паяной конструкции и отпуск (См. патент России N 2092286, кл. B 23 K 1/00).
Перед пайкой мартенситностареющую сталь подвергают стандартной термической обработке для создания оптимальной аустенитно-мартенситной структуры, не испытывающей существенных объемных превращений в процессе пайки. Термическая обработка включает в себя низкотемпературную упрочняющую закалку с изотермическими выдержками в межкритическом интервале Ac1 - Ac3 в процессе нагрева под закалку, обработку холодом и старение.
Известный способ позволяет обеспечить высокую технологическую прочность паяных соединений. Однако в процессе высокотемпературной пайки происходит частичная дестабилизация вторичного аустенита, образование преимущественно мартинситной структуры и как следствие этого ухудшение механических свойств стали при криогенных температурах.
Задача изобретения - создание и сохранение в процессе высокотемпературной пайки оптимальной аустенитно-мартенситной структуры стали с высоким уровнем механических свойств.
Для решения поставленной задачи при изготовлении двухслойных паяных конструкций энергетических установок, содержащих детали из мартенситностареющей стали, производят предварительную упрочняющую закалку стальных деталей с проведением изотермической выдержки в процессе нагрева под закалку, нагрев под пайку с изотермическими выдержками в процессе нагрева для выравнивания температурных градиентов, пайку, обработку холодом и отпуск. При этом изотермические выдержки при нагрева под упрочняющую закалку и при нагреве под пайку проводят в температурном интервале максимальной стабилизации вторичного аустенита Ac1 + 20oC - Ac1 + 50oC, а пайку осуществляют в температурном интервале полной аустенизации стали, но не выше критической температуры начала дестабилизации вторичного аустенита, а именно, в температурном интервале Ac3 + 50oC - Ac3 + 100oC.
В частности, изотермические выдержки при нагреве под упрочняющую закалку и при нагреве под пайку проводят в интервале 570 - 600oC, пайку осуществляют припоями на основе серебра в интервале 760 - 810oC.
Технический результат - повышение механических свойств основного материала паяных конструкций энергетических установок при сохранении высокой конструктивной прочности и эксплуатационной надежности паяных соединений.
Преложенный способ осуществляют следующим образом. Изготавливают двухслойную паяную конструкцию, наружная деталь которой выполнена из высокопрочной нержавеющей мартенситностареющей стали, а внутренняя - из сплавав на основе меди. По паспортным данным устанавливают критические точки стали: Ac1 = 550oC, Ac3 = 710oC. Перед пайкой стальную деталь подвергают термической обработке в защитной от окисления среде по режиму:
- нагрев под закалку с изотермической выдержкой в интервале 570 - 600 oС для стабилизации вторичного аустенита;
- упрочняющая закалка с температуры 750 ± 10oC;
- обработка холодом при -70 ± 10oC;
- старение при 500 ± 10oC.
После указанной термообработки стальную и медную детали собирают под пайку с использованием в качестве припоя сплава на основе серебра и паяют в индукционной печи в среде защитного газа по режиму:
- нагрев и изотермическая выдержка в интервале 570 - 600oC для выравнивая температурных градиентов паяемых деталей и дополнительной стабилизации вторичного аустенита;
- нагрев до температуры пайки и пайки при 760 - 810oC;
- охлаждение после пайки вместе с печью.
Далее паяную конструкцию подвергают обработке холодом при -70±10oC и отпуску (или старению) при температуре 250 - 500oC.
Гидро-пневмоиспытаниями паяной конструкции, а также металлографическими исследованиями и испытаниями механических свойств установлен высокий уровень свойств основного материала и паяных соединений изготовленной конструкции.
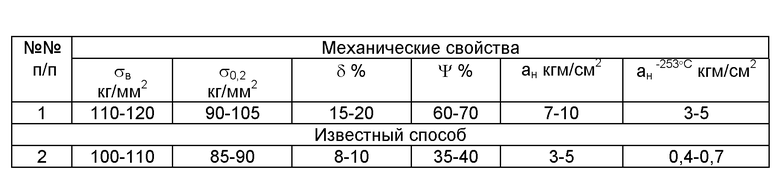
Результаты испытаний механических свойств мартенситностареющей стали представлены в таблице.
Как следует из представленных данных, паяные конструкции, изготовленные по заявленному способу, имеют существенно более высокий уровень механических свойств основного металла, особенно ударной вязкости при криогенных температурах, при сохранении высокой конструктивной прочности паяных соединений.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАЯНО-СВАРНОЙ КОНСТРУКЦИИ | 2000 |
|
RU2184021C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАЯНО-СВАРНОЙ КОНСТРУКЦИИ | 2000 |
|
RU2184022C2 |
| КОРРОЗИОННОСТОЙКАЯ МАРТЕНСИТНОСТАРЕЮЩАЯ СТАЛЬ | 1998 |
|
RU2169790C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ УПЛОТНИТЕЛЬНЫХ ЭЛЕМЕНТОВ | 1999 |
|
RU2168084C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КОРРОЗИОННО-СТОЙКИХ МАРТЕНСИТНОСТАРЕЮЩИХ СТАЛЕЙ | 2013 |
|
RU2535889C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ПАЯНЫХ КОНСТРУКЦИЙ | 1999 |
|
RU2169647C2 |
| СПОСОБ ПАЙКИ ТЕЛЕСКОПИЧЕСКИХ КОНСТРУКЦИЙ | 2001 |
|
RU2221679C2 |
| СПОСОБ ПАЙКИ ТЕЛЕСКОПИЧЕСКИХ КОНСТРУКЦИЙ | 1998 |
|
RU2156182C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ПАЯНЫХ КОНСТРУКЦИЙ | 1999 |
|
RU2169646C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КОНСТРУКЦИЙ | 1997 |
|
RU2129166C1 |
Изобретение может быть использовано при изготовлении конструкций, содержащих мартенситностареющую сталь, используемых в сложнонапряженном состоянии в диапазоне температур от -253 до 500°С, Проводят предварительную упрочняющую закалку стальных деталей с изотермической выдержкой в процессе нагрева под закалку в температурном интервале АC1 + 20°С - AC1 + 50°С. Осуществляют нагрев под пайку с изотермической выдержкой в интервале АC1 + 20°С - АC1 + 50°С. Пайку проводят в температурном интервале АC3 + 50°С - АC3 + 100°С. Затем проводят обработку холодом и отпуск (старение). Изобретение позволяет повысить механические свойства основного материала паяных конструкций при сохранении высокой конструктивной прочности и эксплуатационной надежности паяных соединений. 1 з.п.ф-лы, 1 табл.
| СПОСОБ ПАЙКИ ДВУХСЛОЙНЫХ ИЗДЕЛИЙ | 1995 |
|
RU2092286C1 |
| Способ пайки изделий | 1977 |
|
SU1830318A1 |
| СПОСОБ ПАЙКИ ДВУХСЛОЙНЫХ ИЗДЕЛИЙ | 1995 |
|
RU2104838C1 |
| DE 19713237 A1, 06.11.1997 | |||
| Способ определения димедрола в биологических объектах | 1980 |
|
SU930123A1 |
