Изобретение относится к способу изготовления щеточных изделий из пластиковых щетинок, которые непрерывно экструдируют в виде моноволокна, режут на отрезки требуемой длины и закрепляют поодиночке или группами в держателе. Изобретение также относится к щетинным изделиям, изготовленным указанным способом.
Щеточные изделия, такие как зубные, массажные щетки, кисти, щетки для текстиля и ковров, а также различные технические щетки, могут выполнять свои функции лишь в течение некоторого времени, определяемого почти исключительно износом щетинок, но также зависящего от типа щетки и ожидаемого результата ее работы.
Например, щетки, используемые для личной гигиены, - массажные, косметические и особенно зубные - имеют относительно короткий срок службы. Поэтому основная задача изобретения будет рассматриваться на примере зубных щеток.
Даже в прошлом веке признавалось по отношению к зубным щеткам (патент США 74560 от 1868 г.), что щетинки, которые в то время делались исключительно из волоса животных, в результате резки приобретают острые кромки или грат, которые могут травмировать десны. Во избежание этих острых кромок щетинки для зубных щеток и других щеток, контактирующих с человеческим телом, делались закругленными на рабочих концах. В патенте США 74560 предлагалась обработка абразивом на конус или шлифовка закругленным острием.
Позднее зубные щетки стали комплектоваться почти исключительно пластиковыми щетинками, которые режут на нужную длину из экструдированного моноволокна. Полученные таким образом отрезки группируют в пучки, которые затем прикрепляют к головке щетки. Рабочие концы щетинок по-прежнему скругляют, как правило, шлифовкой или обработкой абразивом. В конечном виде щетинка имеет по всей длине одинаковое цилиндрическое сечение, а ее рабочий конец закруглен в виде купола. С недавних пор используются закругленные на конус щетинки, которые легче проникают в межзубные промежутки и могут эффективно чистить трещинки на поверхности зубов. Тем не менее, от щетинки все равно требуется закругленный конец во избежание повреждения десен и, как показали недавние исследования, самих зубов. Это относится в первую очередь к людям с чувствительными деснами и шейками зубов, которые оказываются почти у 50% пользователей.
По указанным причинам уже появились щетки, щетинки в которых экструдируются из пластикового моноволокна, но на рабочих концах они расщепляются в виде так называемых флажков или бахромы. В нижней нерасщепленной части щетинки используется ее способность к изгибанию, тогда как бахрома позволяет тщательно вычищать поверхности зубов и межзубные промежутки, в то же время осторожно массируя десны. Аналогичное действие оказывают щетинки, состоящие из сердцевины и оболочки из разных пластиков, получаемые совместной экструзией. Сердцевина обеспечивает нужную прочность, тогда как оболочка выполняет очистительные и гигиенические функции.
Зубная щетка при регулярном пользовании сравнительно быстро изнашивается, вследствие чего щетинки утрачивают свои полезные свойства. Износ обычно начинается на наружном слое щетинки, а поскольку цилиндрические щетинки делаются коническими к концу, последний через некоторое время заостряется. Закругленное острие истирается, причем неравномерно, и смысл закругления утрачивается. Если щетинка состоит из сердцевины и оболочки, то оболочка изнашивается первой ближе к концу, обнажая сердцевину. Бахромчатые щетинки изнашиваются еще быстрее из-за тонкого сечения "флажков". При этом постоянно уменьшается свободная длина флажков, что ведет к нежелательному возрастанию их жесткости и превращению щетинки в твердый обрубок, способный причинить травму.
По указанным причинам зубные врачи рекомендуют менять щетку каждые несколько недель. Пользователи часто отказываются это делать, потому что трудно на глаз оценить износ вследствие уменьшения сечения щетинок, которое составляет от 0,15 до 0,225 мм, и даже после долгого пользования щетка продолжает выглядеть вполне пригодной.
Предпринимались многочисленные попытки сделать степень износа щетки видимой для пользователя. Например, в патенте Великобритании 366100 предлагалось изготовлять рукоятку щетки из материала, который обесцвечивается или даже растворяется в ходе пользования, так что в первом случае рукоятка делается прозрачной, а во втором вследствие ее неприменимости понятно, что щетку нужно заменить. Однако понятно, такое решение неприменимо на практике.
Предлагалось делать сердцевину и оболочку щетинки из материалов различного цвета. По мере износа щетки оболочка вблизи рабочего конца исчезает и становится виден материал сердцевины другого цвета, давая понять пользователю, что щетку пора заменить (заявка ФРГ 3400941, патенты США 4802255, 5313909, 5258005, публикация WO 94/10539). Такие щетки уже появились в продаже, потому что более подходящего решения пока не найдено. Однако степень износа не демонстрируется так наглядно, чтобы пользователь вовремя решил заменить щетку. Воспроизводимость результатов также оставляет желать лучшего. Часто такое оптическое показание появляется, когда щетинка уже разрушена полностью, или не появляется вообще. Этот способ также предусматривает двухкомпонентную конструкцию щетинки из сердцевины и оболочки.
Этот способ непригоден для современных конструкций щетинок, например, с коническим сужением концов щетинок, поскольку либо оболочку, а значит, и всю щетинку надо делать слишком большого сечения, либо сердцевина должна иметь резко отличающуюся окраску по всей своей длине, что при экструзии невозможно технически. Тем более он непригоден для щетинок с бахромой или с оболочкой на рабочем конце.
В основу изобретения положена задача непрерывно снабжать пользователя щетки оптической информацией о текущем состоянии и степени износа независимо от фактической величины истирания при пользовании. Указанная задача решена всей совокупностью признаков, изложенных в формуле изобретения.
В соответствии с изобретением поставленная задача решается тем, что на моноволокне после экструзии или на полученных из него щетинках выполняют по существу линейную метку, видимую на блоке щетинок в готовой щетке как цветоконтрастная метка, на расстоянии от рабочего конца щетинок, соответствующем степени износа.
По способу в соответствии с изобретением эту метку, указывающую степень износа или необходимость замены щетки, наносят после экструзии на моноволокно или нарезанные из него щетинки в виде цветоконтрастной линии, расстояние которой от рабочего конца щетинки указывает на степень износа. Это расстояние, или положение метки, устанавливают по объективным критериям, поскольку готовую щетку подвергают испытаниям на износ и макроскопически определяют характер и степень износа отдельных щетинок. На основе полученных таким образом усредненных величин износа щетинки в целом можно определить, в каком месте по длине щетинки наступает износ или истирание, препятствующее ее нормальной работе. Соответственно наносят метку на моноволокно или щетинку.
По способу согласно изобретению индикацию износа можно выполнять на щетинках любой формы - одноэлементных моноволокнах, многоэлементных моноволокнах, соэкструдированных моноволокнах, щетинках с бахромчатыми или конически сужающимися концами - так, что она четко видна пользователю и не зависит от степени истирания. В готовых щетках достаточно нанести цветоконтрастные метки лишь на несколько групп, чтобы была четко видна степень износа. Такие меченые щетинки или группы следует помещать в те места щетки, где, по данным испытаний, износ происходит быстрее всего. Необходимо только следить, чтобы метились те щетинки, которые будут находиться снаружи, что дает то преимущество, что маркирование или разграничение может также быть выполнено на уже готовом изделии.
Можно также выполнить несколько по существу параллельных цветоконтрастных линейных меток на разных расстояниях от рабочего конца щетинки, что будет характеризовать различные стадии износа.
Этот способ особенно пригоден для щеток, в которых микроскопический износ щетинок не делает их неработоспособными, т.е. щеток, в которых по мере укорачивания щетинок их рабочие характеристики понемногу ухудшаются, они делаются жестче, или ухудшается поглощение рабочих сред ввиду того, что капилляры между щетинками делаются короче. В таких случаях пользователь сам определяет время или степень износа, когда щетка перестает удовлетворять его индивидуальным нуждам.
Линейная маркировка может быть образована ограничительными линиями полосообразных меток, причем возможно нанесение нескольких таких меток различной ширины, характеризующих разные степени износа.
Как уже отмечалось, метки на моноволокно можно наносить после экструзии, например, в промежутках между намеченными местами отрезания отдельных щетинок. Но можно наносить их и на уже нарезанные щетинки, предпочтительно на те, которые займут крайнее положение при размещении щетинок в держателе. В первом случае щетинки фиксируют в держателе соответственно их конечной конфигурации (см., например, патент Великобритании 346646) и в нем же подают на щеткоделательную машину. Предпочтительно это машина для литья под давлением, в которой пластиковый материал держателя наплавляется под давлением вокруг закрепляемых концов щетинок. В этом варианте осуществления способа, как и при маркировке готовых изделий, метки наносятся очень просто и точно, исходя из результатов испытаний на износ. При необходимости это можно определить на месте, а поскольку группы тесно прилегают друг к другу, не требуется метить все наружные щетинки, достаточно нанести метки на несколько щетинок в разных местах периметра, чтобы линия воспринималась как сплошная. Это особенно относится к меткам, наносимым в виде точек, полос или как часть периферических линий на щетинки.
Наконец, преимущество этого варианта заключается в том, что метки могут наноситься различными способами, которые будут рассмотрены далее.
В случае зубных щеток щетинкам часто придают особые контуры, чтобы они соответствовали контурам челюсти, зубов или даже полости рта. Поэтому рабочие концы щетинок образуют отличную от плоскости поверхность. На таких щетках, особенно зубных, метки наносят параллельно таким поверхностям.
Таким образом, даже для щеток с неплоскостным контуром обеспечивается возможность видеть состояние щетки или степень износа в любое время и в любом месте набора щетинок. Причем по способу в соответствии с изобретением метить следует лишь те щетинки или группы, которые находятся в местах, подверженных наибольшему износу.
Метки можно также наносить с помощью различно окрашенных зон по длине щетинок, что можно получить при последующей обработке с применением физических процессов.
В случае щетинок, имеющих сердцевину и оболочку, т.е. соэкструдированных, метки можно наносить на сердцевину, оболочку или на то и другое, демонстрируя различные степени износа. Например, метку на сердцевине можно делать на меньшем расстоянии от рабочего конца, чем метку на оболочке. По мере исчезновения покровного материала при пользовании сначала обнажается метка на сердцевине, показывая пользователю, что износ уже достиг значительных размеров, а метка на оболочке свидетельствует о том, что щетку, безусловно, пора заменять. Такой вариант рекомендуется для щетинок, оболочка которых содержит наполнители, оказывающие, например, абразивное действие.
Оболочку можно изготовлять из прозрачного пластика, а на сердцевине делать просвечивающую метку. При пользовании щеткой метка постоянно видна с определенной интенсивностью цвета. Когда оболочка срабатывается, метка появляется с более интенсивным цветом, сигнализируя пользователю, что щетку нужно менять.
В соответствии с предпочтительным вариантом осуществления изобретения моноволокно, из которого нарезают щетинки, экструдируют из наполненного пигментом пластика, который изменяет цвет при лазерном облучении, и метка получается при воздействии лазерных лучей на моноволокно или полученные из него щетинки.
Лазерная техника особенно удобна для способа согласно изобретению, поскольку метка наносится не только на поверхность, но и в глубину моноволокна или щетинок. С помощью лазерного облучения с параллельными лучами можно наносить метки точно в нужных местах, а регулировкой параметров лазера можно устанавливать и глубину метки. В случае двух- или многоэлементных щетинок один из элементов делается из пигментированного моноволокна, и метка наносится только на него. Если моноволокно состоит из сердцевины и оболочки, пигменты помещаются только в сердцевину или только в оболочку, и соответственно метится только один из элементов. Если пигмент содержится в обоих, можно метить и сердцевину, и оболочку, указывая различную степень износа.
Можно также экструдировать моноволокно из двух полимеров с различными коэффициентами поглощения лазерного излучения. В этом случае пигментация не требуется, и метка наносится преимущественно путем изменения цвета в месте перехода к более интенсивно поглощающему полимеру. Если оба полимера сoэкструдируются в моноволокно, достаточно изменения окраски на поверхности перехода оболочки и сердцевины.
Преимущество лазерной техники состоит еще и в том, что на неплоскую боковую поверхность щетинки, образованную несколькими рядом стоящими щетинками и имеющую вид оболочки неправильной формы, можно наносить оптически закрытую метку. Лазером можно также наносить пояснительную надпись снизу таким же образом, как и метки, также позволяющую пользователю определять состояние щетки.
Вместо лазерной технологии для нанесения метки можно использовать метод струйной печати, причем в этом случае краска проникает в микропоры на поверхности щетинок. Возможны и другие процессы, обеспечивающие точное нанесение красителя.
Вместо этого можно экструдировать моноволокно с тонким хромофорным покрытием, тогда метка получается при снятии покрытия. Снятие можно осуществлять опять-таки с помощью лазера.
Изобретение относится также к щеточным изделиям, полученным по вышеописанному способу и отличающимся тем, что, по меньшей мере, на части наружных щетинок нанесены цветоконтрастные, по существу линейные метки, расстояние от которых до рабочего конца щетинки характеризует степень износа.
Варианты выполнения таких щеточных изделий описаны в пп.22-36 формулы изобретения.
Далее изобретение подробно рассматривается на примерах его осуществления вместе с прилагаемыми чертежами, на которых:
фиг.1 - схематический вид сбоку щетки с контурной поверхностью;
фиг.2 - вид отдельной щетинки в новой щетке по фиг.1;
фиг.3 - щетинка по фиг.2 после длительного пользования;
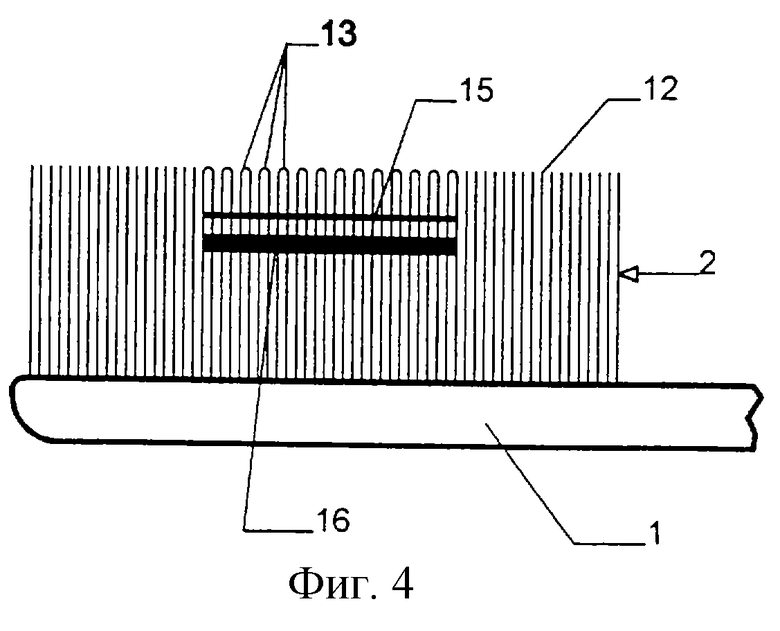
фиг. 4 - вид сбоку новой щетки в другом варианте осуществления изобретения с щетинками различных типов;
фиг.5 - увеличенный вид отдельной щетинки в новой щетке по фиг.4;
фиг.6 - щетка по фиг.4 после длительного пользования;
фиг.7 - щетинка по фиг.5 после длительного пользования;
фиг.8 - схематический вид сбоку новой щетки в еще одном варианте осуществления изобретения;
фиг.9 - увеличенный продольный разрез отдельной двухкомпонентной щетинки в новой щетке по фиг.8;
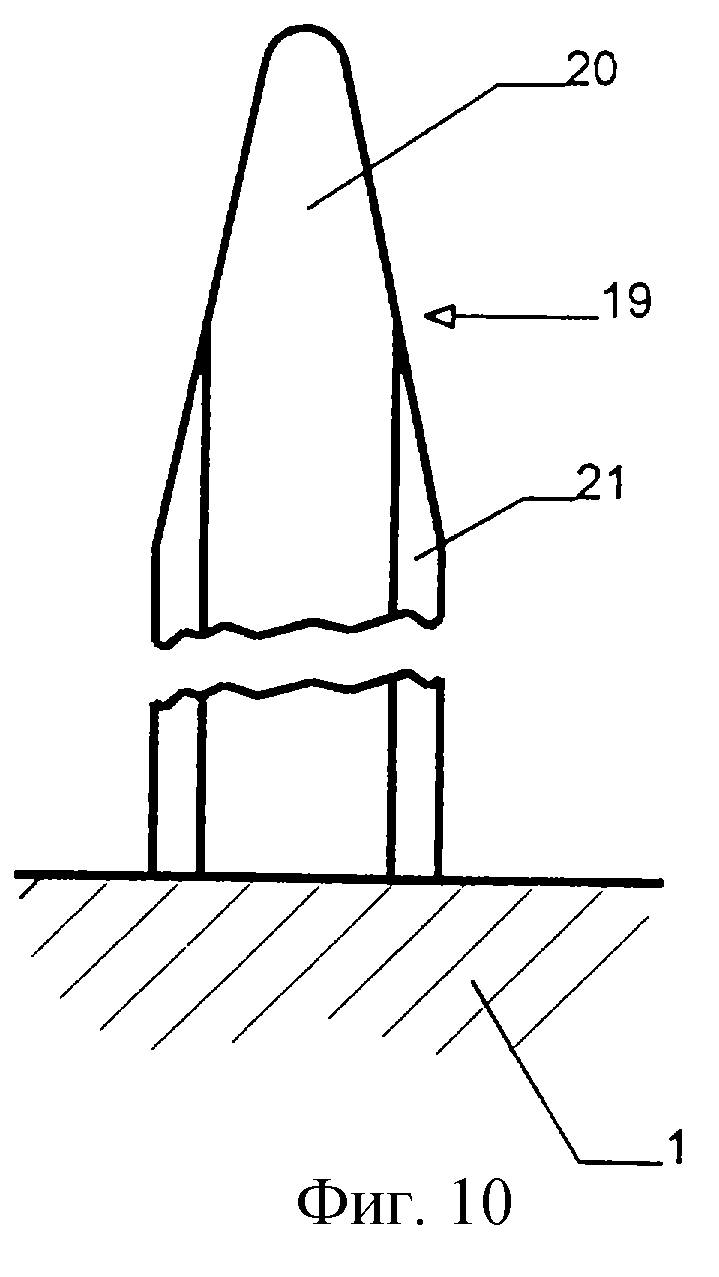
фиг.10 - щетинка по фиг.9 после длительного употребления;
фиг. 11 - схематический вид сбоку другого варианта выполнения новой щетки;
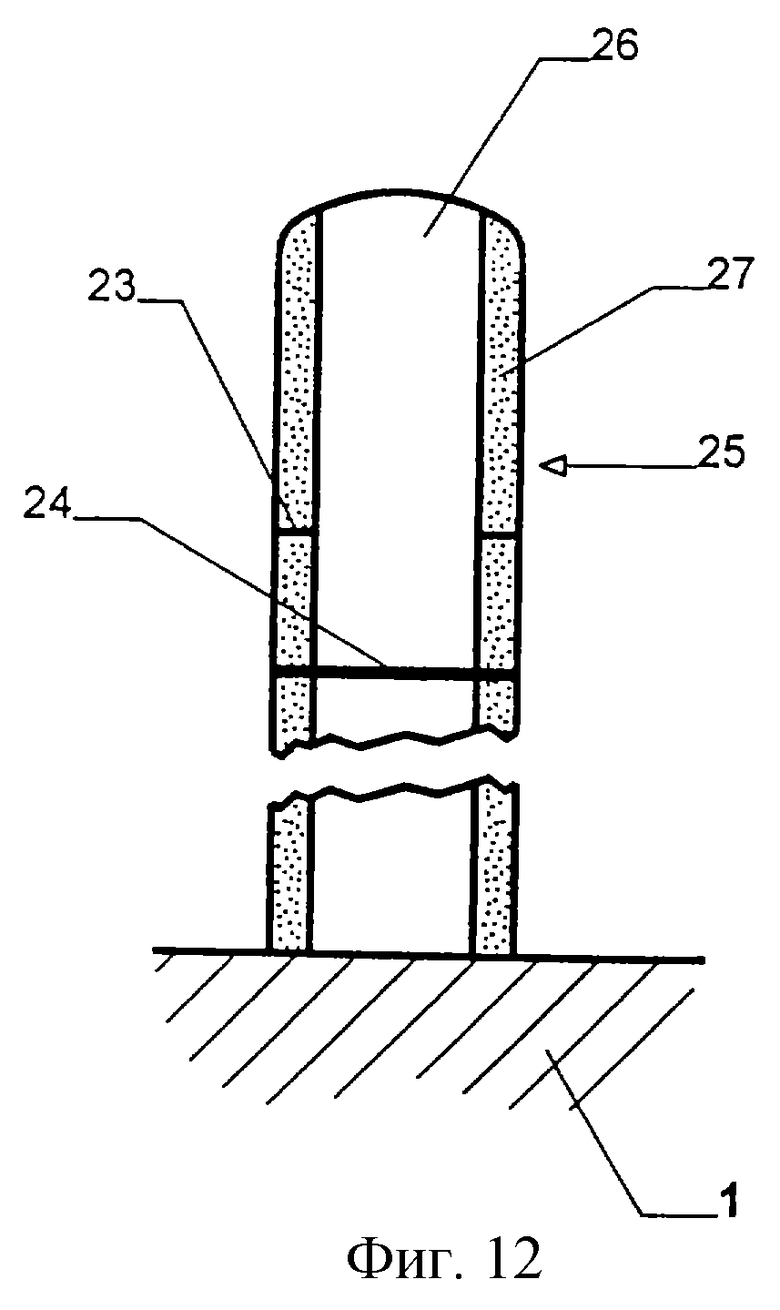
фиг.12 - продольный разрез отдельной щетинки в новой щетке по фиг.11;
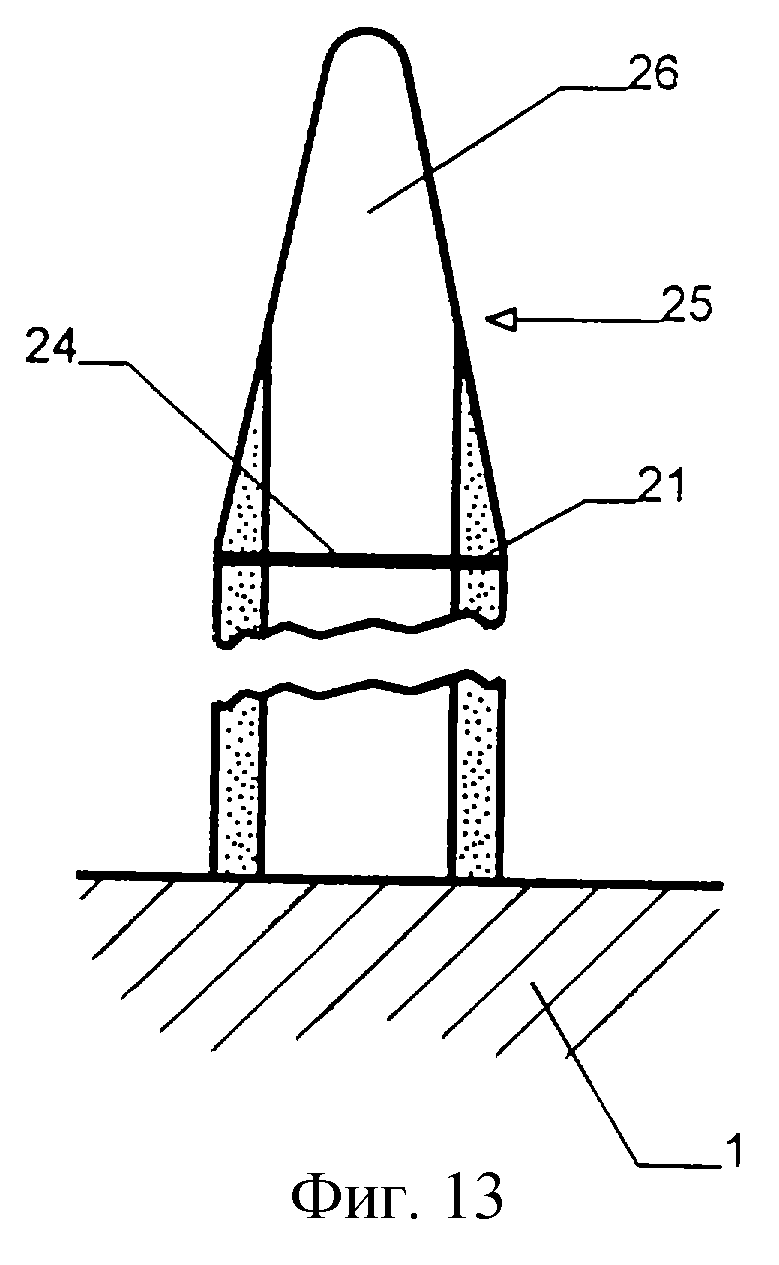
фиг.13 - щетинка по фиг.12 после длительного употребления;
фиг. 14 - схематический вид сбоку следующего варианта выполнения новой щетки;
фиг.15 - увеличенный вид щетинки в новой щетке по фиг.14;
фиг.16 - щетинка по фиг.15 после длительного пользования;
фиг. 17 - схематический вид сбоку дальнейшего варианта выполнения новой щетки;
фиг.18 - вид сбоку очередного варианта выполнения щетинки;
фиг.19 - вид сбоку следующего варианта выполнения щетинки.
Щетка по фиг. 1 содержит пластиковый носитель 1, к которому прикреплен блок 2 щетинок, состоящий в данном варианте осуществления изобретения из нескольких пучков щетинок, изображенных на чертеже отдельными линиями. Каждый пучок состоит из нескольких щетинок 3, показанных на фиг.2 и 3. Рабочие концы 4 щетинок расположены на огибающей поверхности 5, отличной от плоскости. В данном случае она имеет прямой участок 6 и криволинейный участок 7. Это может быть головка зубной щетки.
Как показано на фиг.2, в неиспользованном состоянии щетинка 3 имеет на своем рабочем конце 4 куполообразную закругленную верхушку 8. На наружные щетинки на некотором расстоянии от верхушки 8 нанесены линейные метки 9, характеризующие степень износа щетинок. Метки 9 могут наноситься, например, лазерным лучом. Для этого щетинки 3 или экструдированное моноволокно, из которого они нарезаются, могут быть наполнены пигментом, поглощающим лазерное излучение.
В новой щетке метка 9 хорошо видна оптически. Метки 9 на наружной поверхности наружных щетинок охватывают весь блок щетинок, даже если он состоит из пучков, и воспринимаются как, по существу, сплошная линия маркировки 10.
В зубных щетках наружные щетинки из блока 2 подвергаются наибольшему износу. При пользовании щеткой вначале стирается пластик наружной части щетинки 3 так, что ее рабочий конец 4 постепенно превращается в более или менее правильный конус 11. Куполообразная верхушка 8 исчезает, и щетинка делается более опасной. В ходе работы износ достигает метки 9, а затем и она исчезает, как видно на фиг.3. Поскольку метка 9 отстоит на некотором расстоянии от куполообразной верхушки 8, можно установить степень износа, после достижения которой щетку следует выбросить. Эта степень наступает, когда метка 9 исчезает на нескольких пучках.
Наряду с расстоянием метки 9 от куполообразной верхушки 8 показателем степени износа может служить также глубина метки 9, выставляемая путем регулировки параметров лазера.
Местонахождение метки 9 предпочтительно определяют путем испытаний щетки на износ, устанавливая макроскопически степень износа отдельных щетинок. На основании таких испытаний в случае оболочки 6 (фиг.1) можно создать линию маркировки 10 параллельно поверхности 5, образуемой рабочими концами щетинок, а при неравномерном износе в разных местах выполнить эту линию иным образом.
В варианте осуществления изобретения по фиг.4 блок 2 щетинок, прикрепленный к держателю 1, состоит из щетинок (показаны параллельными линиями), собранных в пучки 12, и более прочных отдельных щетинок 13, поверхность 14 которых (фиг.5) структурирована для оказания абразивного действия. Щетка по фиг. 4 или оказывающие абразивное действие щетинки 13 выполняют свою функцию лишь до тех пор, пока сохраняется структурированная периферийная поверхность 14. В этом варианте на наружных одиночных щетинках 13 выполнены две линейных метки 15, 16 на различных расстояниях от закругленных рабочих концов 17 щетинок. Метка 15 служит предварительным предупреждением, а метка 16 показывает ту степень износа, при которой щетку следует выбросить. Это состояние показано на фиг.6 и 7. На фиг.7 видно, как в результате разрушения пластика на поверхности щетинки 13 рабочий конец 17 стачивается до конуса, а структурированная поверхность 14 (фиг.5) исчезает. Если в результате интенсивного стирания первая предварительная метка 15 исчезает и видна только более широкая метка 16, щетка подлежит замене. В этом варианте метки 15, 16 также наносят лазерным лучом на наружные поверхности наружных щетинок в блоке 2. Щетинки 13 также могут быть наполнены соответствующим пигментом.
В варианте осуществления изобретения по фиг.8 блок 2 щетинок также содержит пучки, показанные пунктиром. На наружные щетинки, по меньшей мере, некоторых пучков нанесены метки 18, оптически воспринимаемые как сплошная линия.
Каждая отдельная щетинка 19 блока 2 состоит из сердцевины 20 и оболочки 21, выполненных из разных полимеров или из одного полимера, причем полимер оболочки 21 наполнен пигментами.
На оболочки 21 наружных щетинок 19 блока 2 нанесены метки 22 предпочтительно с помощью лазера. Метки 22 на соседних щетинках в пучке образуют отрезок непрерывной линии 18. При пользовании щеткой щетинка 19 стачивается на конус, при этом стирается сначала оболочка 21, затем сердцевина 20. Метка 22 указывает степень износа, при которой метка 22 постепенно исчезает и после которой щетку следует выбросить.
В варианте осуществления по фиг.11 блок щетинок состоит из пучков, на наружные щетинки которых нанесены две метки 23, 24, при необходимости, различной толщины или интенсивности. Блок 2 щетинок содержит щетинки 25 абразивного действия, как показано на фиг.12 и 13. Они также состоят из сердцевины 26 и оболочки 27 и закруглены на рабочих концах. Пластик, из которого выполнена оболочка 27, наполнен абразивными частицами. Метка 23 наносится только на оболочку 27, тогда как метка 24 - и на оболочку 27, и на сердцевину 26. При наличии соответственно пигментированных пластиков это достигается за счет глубины проникновения лазерного луча.
Когда щетинка по фиг.12 изнашивается, абразивная оболочка 27 стирается и постепенно исчезает верхняя метка 23. В зависимости от того, какие требования к качеству предъявляет пользователь, он может выбросить щетку на этой стадии. Если пользователь не слишком требователен, он продолжает пользоваться щеткой, пока не обнажится или не исчезнет метка 24. На этой стадии износ достигает такой степени, что щетка может повредить обрабатываемый объект.
На фиг. 14 показан вариант, в котором блок содержит бахромчатые щетинки 28, имеющие сплошной стержень 29 и разделенный на флажки 30 рабочий конец. Флажки 30 обеспечивают мягкое воздействие щетки на обрабатываемую поверхность. Ввиду малого сечения их износостойкость невелика. Чтобы гарантировать мягкое воздействие, щетку необходимо заменить после того, как флажки 30 износятся до некоторой степени. Поэтому на флажки 30 наружных щетинок блока 2 нанесены метки 31, например, с помощью лазера, обеспечивающие сохранение еще некоторой длины флажков 30 (фиг.16), когда метки 31 уже извещают пользователя, что срок безопасного пользования щеткой с бахромчатыми щетинками истекает.
В варианте осуществления по фиг.17 на блок 2 щетинок нанесена кроме меток еще и предупредительная надпись, характеризующая состояние износа. Слово "чувствительно" обозначает мягкое действие щетинок, которое прекращается по достижении меток 32 с надписью "стоп". Пользователь, которого устраивает несколько более жесткое действие щетинок, предупреждается второй меткой 33 с надписью "жестко".
На фиг.18 изображен вариант выполнения щетинки 34, на внешнюю поверхность которой нанесен ряд точек 35 с постепенно увеличивающейся площадью. В собранном блоке щетинок они образуют сплошные линии различной ширины, указывающие на возрастающую степень износа промышленных щеток, что выражается во все большей жесткости блока щетинок.
В варианте выполнения щетинки 36 по фиг.19 на ее оболочку нанесена полосообразная метка 37, верхний конец 38 которой отстоит на некотором расстоянии от рабочего конца 39 щетинки. В собранном блоке щетинок эти верхние концы 38 сливаются в единую линию. Пользователю сообщается о степени износа тем, что рабочие концы наружных щетинок в таком случае светлее, чем остальная часть. Когда износ достигает верхнего конца 38 метки, весь блок щетинок выглядит темным, что указывает на необходимость его замены.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕТОЧНЫХ ИЗДЕЛИЙ | 2001 |
|
RU2283607C2 |
| ЩЕТКА С ДЕРЖАТЕЛЕМ ЩЕТИНОК И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2213513C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЩЕТОЧНЫХ ИЗДЕЛИЙ И ЩЕТОЧНОЕ ИЗДЕЛИЕ | 2001 |
|
RU2257826C2 |
| ЗУБНАЯ ЩЕТКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2157078C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ЩЕТИНЫ | 1997 |
|
RU2197160C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕТИННЫХ ИЗДЕЛИЙ, В ЧАСТНОСТИ ЩЕТОК | 1997 |
|
RU2166271C2 |
| ЩЕТКА, В ЧАСТНОСТИ, ЗУБНАЯ ЩЕТКА | 2000 |
|
RU2239342C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ЩЕТОК | 2000 |
|
RU2233605C2 |
| ЩЕТКА (ВАРИАНТЫ) И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 1996 |
|
RU2187235C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕТИННЫХ ИЗДЕЛИЙ ЛИТЬЕМ ПОД ДАВЛЕНИЕМ И ИЗГОТОВЛЕННОЕ ЭТИМ СПОСОБОМ ЩЕТИННОЕ ИЗДЕЛИЕ | 1995 |
|
RU2139670C1 |














При способе изготовления щеточных изделий с пластиковыми щетинками щетинки непрерывно экструдируют в виде моноволокна, режут на заданную длину и прикрепляют к держателю в виде блока щетинок по отдельности либо в пучках. На моноволокно после экструзии или на полученные из него щетинки наносят, по меньшей мере, одну, по существу, линейную метку, видимую на блоке щетинок в готовом изделии как цветоконтрастная маркировка на расстоянии от рабочих концов щетинок, характеризующем степень износа. В изделиях, полученных указанным способом, по меньшей мере, на часть наружных щетинок блока нанесены цветоконтрастные, по существу, линейные метки на расстоянии от рабочих концов щетинок, характеризующем степень износа, что непрерывно снабжает пользователя щетки видимой информацией о текущем состоянии и степени износа независимо от фактической величины истирания при пользовании. 2 с. и 34 з.п.ф-лы, 19 ил.
| СПОСОБ АВТОМАТИЧЕСКОГО СКАНИРОВАНИЯ ПРИ СТРЕЛЬБЕ ИЗ РЕАКТИВНЫХ ПУСКОВЫХ УСТАНОВОК | 1998 |
|
RU2137080C1 |
| US 4697851 А, 06.10.1987 | |||
| US 4804232 А, 14.02.1989 | |||
| УСТРОЙСТВО для ПЕРФОРАЦИИ ПОЛИМЕРНЫХ ПЛЕНОК | 0 |
|
SU303202A1 |
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |

