Изобретение относится к щетке с выполненным из пластмассы методом литья под давлением в виде единого целого телом, которое включает в себя головку с комплектом щетинок и ручку стабильной формы, поперечное сечение которой больше чем у головки.
Щетки, в частности зубные, в настоящее время изготавливают целиком из пластмассы. Ввиду различных предъявляемых к ним требований щетинки состоят большей частью из высококачественного полиамида, который путем экструдирования перерабатывается в тонкие волокна, которые затем вытягиваются и термически стабилизируются. Таким способом можно обеспечить заданные свойства, а именно высокую гибкость при хорошей способности выпрямляться, высокую длительную прочность, хорошую сопротивляемость истиранию и химическую стойкость. Что же касается тела щетки, то оно большей частью делается из более дешевой пластмассы методом литья под давлением. На участке головки в зависимости от вида закрепления щетинок тело щетки должно иметь такие размеры, чтобы щетинки, которые иногда соединяют в виде пучков, достаточно прочно скреплялись с ним. В то же время головка должна быть по возможности плоской, чтобы в полости рта она занимала меньше пространства или чтобы можно было использовать имеющееся пространство при в основном растянутых щетинках. Ручка должна иметь стабильную форму. Далее желательно, чтобы головка обладала некоторой податливостью по отношению к ручке, способствующей амортизации нажима при чистке зубов или регулированию этого нажима. Поэтому между головкой и ручкой предусматривается шейка меньшего поперечного сечения, которая придает телу щетки некоторую гибкость. Утонение, создаваемое щеткой, выполняет также эргономическую функцию для того, чтобы зубную щетку можно было при закрытом рте перемещать в разных нужных для чистки зубов направлениях.
Термопласты, применяемые преимущественно для изготовления зубных щеток, удовлетворяют этим противоречивым требованиям весьма ограниченно. Это относится прежде всего к желаемой гибкости между головкой и ручкой, а также к желаемому малому поперечному сечению головки и шейки. В частности, поперечное сечение на участке шейки должно быть сравнительно большим, чтобы при пользовании щеткой или под действием какой-либо завышенной нагрузки не достигался предел прочности. Это же относится и к головке, так как она ослабляется в результате мер, принимаемых с целью закрепления пучка щетинок, особенно если пучок, как предусматривается обычно, механически или термически заделывается в отверстия головки или впрыскивается в них. При наваривании пучка на головку также происходит ослабление материала, поскольку в этом случае нежелательным образом видоизменяется поверхностная молекулярная структура головки.
Поэтому для того, чтобы достигнуть необходимой гибкости головки по отношению в ручке, применяются т.н. многокомпонентные щетки, которые на участке шейки имеют вставленные пружины (DE 3840136, WO 93/15627) или вставленные упругие как резина элементы (DE 3923495, ЕР 0613636). Кроме того, имеются предложения относительно того, какую гибкость следовало бы обеспечить на участке шейки (DE 3640898), однако в этих предложениях не раскрывается, как этого достигнуть конструктивными или технологическими мерами.
В основу изобретения поставлена задача - разработать щетку и способ ее изготовления, которые дали бы возможность применения одной единственной и вместе с тем достаточно дешевой пластмассы, обеспечивающей достаточную гибкость на участке головки или между ней и ручкой при одновременно достаточной жесткой форме ручки и, в частности, в зубных щетках, выполняющей предъявляемые к их употреблению требования.
Исходя из вышеуказанной щетки, эта задача решена таким образом, что тело щетки выполнено из эластомера с добавкой порообразователя и на участке ручки подвергнуто вспениванию, тогда как на участке меньшего поперечного сечения головки оно выполнено в основном сплошным.
Эластомеры обладают тем преимуществом с точки зрения применения, что они с одной стороны являются сравнительно мягкими и поэтому полностью исключают опасность травмирования при применении для чистки рта и тела. С эргономической точки зрения они имеют то преимущество, что их поверхность является сравнительно шероховатой и поэтому хорошо удерживается рукой. Вместе с тем эти материалы обладают хорошей изгибной податливостью и имеют высокую прочность на растяжение. С точки зрения пригодности для изготовления тела щетки их изгибная податливость является недостатком, так как на участке ручки пришлось бы сильно увеличивать размеры тела щетки, чтобы обеспечить жесткое удерживание в руке. Это, в свою очередь, привело бы к соответствующему увеличению расхода материала при эргономически не оптимальной форме поперечного сечения. Изобретение решает эту проблему таким образом, что в эластомер вводится порообразователь (порофор), благодаря которому во время литья под давлением расплав на участках сравнительно большого поперечного сечения вспучивается, тогда как на участке более узкого сечения порообразователь не может проявить себя или сказываться лишь незначительно. В результате получается тело щетки, которое на участке головки выполнено сплошным, благодаря чему здесь эластомер проявляет свою благоприятную изгибную податливость, тогда как на участке ручки вследствие наличия там пористых зон изгибная податливость существенным образом снижена. Благодаря этому можно и на участке ручки сохранить обычные поперечные сечения. Расход материала во вспененном участке оказывается в зависимости от степени пористости на 20-50% ниже, чем в случае сплошного исполнения. Особым преимуществом является то, что преимущества, достигавшиеся прежде только путем многокомпонентной конструкции, теперь обеспечиваются одним единственным эластомером при одинаковом или меньшем расходе материала.
Благодаря сплошному (монолитному) исполнению головки щетинки или пучки щетинок можно зафиксировать в головке любым применяемым способом закрепления.
Вышеописанный принцип изобретения можно осуществить в любой щетке, но предпочтительно в зубных щетках, в которых ручка примыкает к головке через шейку, причем только ручка подвергается вспениванию и поэтому имеет стабильную форму, тогда как упруго изгибаемая шейка допускает отгибы головки, причем головка тоже может отгибаться выпукло или вогнуто.
Далее, в зубных щетках согласно изобретению предусматривается между головкой или шейкой и ручкой переходный участок с постоянно увеличивающимся поперечным сечением, причем объем пор эластомера, подвергнутого вспениванию на участке ручки, в переходном участке к шейке постоянно уменьшается.
Благодаря этому обеспечивается то, что между шейкой и ручкой имеется достаточно стабильная зона, в которой объем пор постоянно уменьшается от ручки к шейке, вследствие чего в переходной зоне не могут возникать слишком высокие местные напряжения, способные привести к разрушению.
В другом предпочтительном исполнении предусматривается, что тело щетки на участке головки и/или шейки имеет гладкую весьма блестящую поверхность, тогда как на участке ручки тело может иметь шероховатую или структурированную поверхность.
Гладкая весьма блестящая поверхность на участке головки и шейки способствует желательной способности скольжения в полости рта. Она также в значительной мере удовлетворяет гигиеническим требованиям и наконец благоприятствует прочности в этих участках малого поперечного сечения. Шероховатая или структурированная поверхность на участке ручки способствует жесткому удерживанию щетки в руке.
Для изготовления такой щетки изобретение исходит из известного способа литья под давлением, при котором применяется состоящая, по меньшей мере, из двух частей пресс-форма, имеющая для образования головки или шейки меньшее поперечное сечение, чем для образования ручки. Согласно изобретению этот способ отличается тем, что в качестве пластмассы применяют эластомер с порообразователем, а поперечные сечения пресс-формы для головки или шейки выбирают настолько меньшими по сравнению с участком для ручки, что пластмасса вспенивается только на участке ручки.
Практические испытания показали, что это требование можно выполнить при обычных поперечных сечениях головки и ручки. В зависимости от формы ручки желательному результату может также способствовать надлежащее расположение точек впрыска.
В зубной щетке, тело которой состоит из головки, шейки, ручки и переходного участка между ними, поперечные сечения пресс-формы для головки, шейки, переходного участка и ручки выбирают таким образом, что пластмасса по существу подвергается вспениванию только на участке ручки и переходной зоны, причем объем пор постепенно уменьшается от ручки к переходному участку.
Другая возможность изготовления щетки состоит согласно изобретению в том, что в пресс-форме предусмотрены, по меньшей мере, два литьевых канала, из которых первый выходит в участок пресс-формы, образующий головку или шейку, а второй - в участок, образующий ручку, и что в качестве пластмассы применяют эластомер, который вводят в первый литьевой канал в чистом виде, а во второй литьевой канал с добавкой порообразователя.
Этим способом, называемым также способом противодавления, можно управлять таким образом, что чистый эластомер заполняет только участок пресс-формы для головки или шейки, а подвергаемый вспениванию эластомер - только участок для ручки, а в переходном участке шейки и ручки происходит смешивание.
Один вариант способа отличается тем, что тело щетки формируют способом литья под давлением с отполированными до высокого блеска поверхностями пресс-формы на участке головки и/или шейки, тогда как на участке ручки тело щетки формируют при помощи шероховатых или структурированных поверхностей пресс-формы.
Благодаря этому можно получить щетки, поверхности которых удовлетворяют различным требованиям на различных участках - способность скольжения, с одной стороны, и способность жесткого удерживания с другой.
Способ согласно изобретению дает благодаря сплошному исполнению головки возможность заделки щетинок, которые могут быть соединены в пучки, одним из применяемых методов закрепления. Так, например, щетинки можно вставлять в каналы одной из двух частей пресс-формы так, что они выступают из полости формы, после чего обрызгать их тем литейным материалом, из которого делается тело щетки.
Вместо этого можно во время литья отформовать в головке тела щетки отверстия для щетинок или пучков щетинок, в которых затем механически или термически закрепить щетинки или пучки щетинок.
В зависимости от способа закрепления целесообразно оплавить щетинки или пучки щетинок на их находящемся с закрепляемой стороны конце, образуя там кончики, которыми они затем заформовываются в тело щетки. Это рекомендуется прежде всего для впрыскиваемых пучков щетинок, как это само по себе уже известно.
Вместо этого можно снабдить щетинки или пучки щетинок кончиками большего поперечного сечения по сравнению с более узким поперечным сечением отверстий в головке щетки и вдавливать их в эти отверстия под действием усилия, направленного параллельно щетинкам, используя упругие свойства эластомера, который расширяется под этим давлением и прочно захватывает кончики щетинок. Отверстия для этой цели можно снабдить, кроме того, входным конусом.
Ниже изобретение описывается при помощи примера, проиллюстрированного чертежами, на которых:
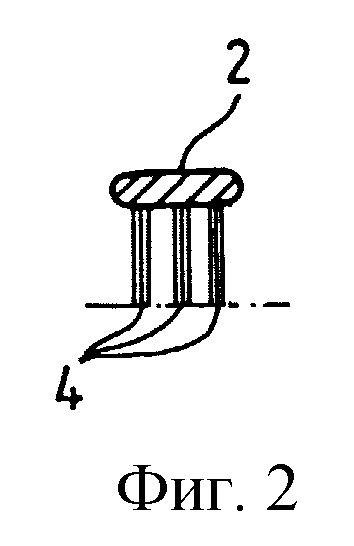
фиг.1 изображает продольный разрез зубной щетки;
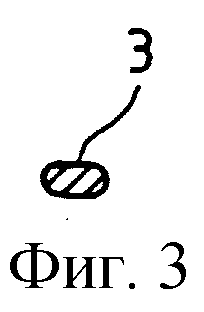
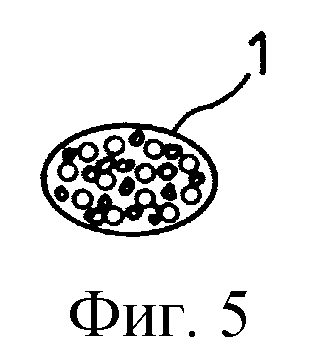
фиг.2-5 - поперечные разрезы по линиям от II-II до V-V на фиг.1.
Изображенная на фиг.1 зубная щетка состоит из ручки 1, головки 2 и находящейся между ними шейки 3, которая переходит в ручку через переходной участок 5. Далее, зубная щетка имеет на участке головки комплект щетинок из отдельно стоящих щетинок или пучков 4.
Тело щетки выполнено из эластомера, который на участке головки 2 и шейки 3 выполнен сплошным, тогда как на участке ручки 1 он вспенен при помощи порообразователя, благодаря чему эластомеру здесь придана значительная изгибная податливость. На переходном участке 5 между шейкой 3 и ручкой 1 порообразователь действует лишь частично, вследствие чего здесь объем пор постепенно возрастает в направлении к ручке 1.
Характер изменения поперечного сечения по длине тела щетки иллюстрируется на фиг. 2-5. На участке головки (фиг.2) желательно иметь плоское, но сравнительно широкое поперечное сечение, которое на участке шейки 3 (фиг.3) переходит в самое узкое поперечное сечение тела. В переходном участке (фиг. 4) поперечное сечение затем снова возрастает, достигая максимального размера на участке ручки 1.
В то время как на участке головки 2 и шейки 3 эластомер присутствует в сплошной форме, в переходном участке 5 по мере увеличения поперечного сечения возрастает объем пор, достигающий максимального значения на участке ручки 1. Это показано на фиг.1 путем штриховки с возрастающим расстоянием между штрихами, а на фиг.4 и 5 - путем изображения соответствующих полостей, которых нет на фиг.2 и 3.
Щетинки или пучки 4 можно механически или термически вставить в заранее отформованные отверстия головки 2 или же залить непосредственно в пресс-форме. Эти способы закрепления известны и поэтому не требуют здесь детального описания.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЩЕТКА ДЛЯ ЧИСТКИ, В ЧАСТНОСТИ ЗУБНАЯ ЩЕТКА | 1999 |
|
RU2208373C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЩЕТОЧНЫХ ИЗДЕЛИЙ И ЩЕТОЧНОЕ ИЗДЕЛИЕ | 2001 |
|
RU2257826C2 |
| ЗУБНАЯ ЩЕТКА (ВАРИАНТЫ) | 1995 |
|
RU2145180C1 |
| ЗУБНАЯ ЩЕТКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2157078C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕТИННЫХ ИЗДЕЛИЙ ЛИТЬЕМ ПОД ДАВЛЕНИЕМ И ИЗГОТОВЛЕННОЕ ЭТИМ СПОСОБОМ ЩЕТИННОЕ ИЗДЕЛИЕ | 1995 |
|
RU2139670C1 |
| ЩЕТКА С ДЕРЖАТЕЛЕМ ЩЕТИНОК И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2213513C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЩЕТОК И ЩЕТКИ, ИЗГОТОВЛЕННЫЕ УКАЗАННЫМ СПОСОБОМ | 2000 |
|
RU2239341C2 |
| ЩЕТКА, В ЧАСТНОСТИ, ЗУБНАЯ ЩЕТКА | 2000 |
|
RU2234846C2 |
| ЗУБНАЯ ЩЕТКА | 1999 |
|
RU2210967C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ЩЕТИНЫ | 1997 |
|
RU2197160C2 |

Изобретение относится к щеткам с цельным пластмассовым изготовленным методом литья под давлением телом. Тело щетки состоит из головки с комплектом щетинок и ручки стабильной формы. Поперечное сечение ручки больше, чем у головки, причем тело щетки выполнено из эластомера с добавкой порообразователя. Тело щетки на участке ручки подвергнуто вспениванию, а на участке меньшего поперечного сечения головки оно выполнено сплошным. Щетку изготавливают литьем под давлением в пресс-форме из двух частей. Пресс-форма для образования головки имеет меньшее поперечное сечение, чем для образования ручки. Эластомер применяют с добавкой порообразователя, при этом поперечное сечение пресс-формы для головки выбирают настолько меньшим по сравнению с участком для ручки, что эластомер вспенивается только на участке ручки. Изобретение позволяет повысить удобство пользования щеткой. 4 с. и 18 з.п. ф-лы, 5 ил.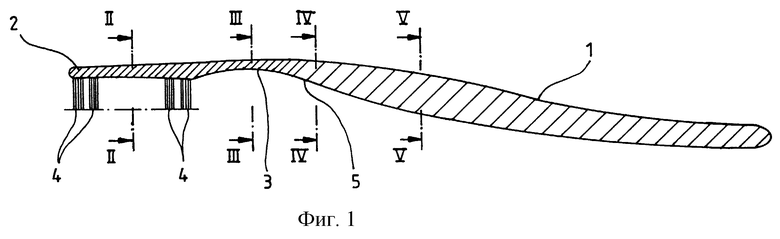
| US 5272784 C1, 28.12.1993 | |||
| US 4283808 С1, 18.08.1981 | |||
| Очиститель семян струнного типа | 1974 |
|
SU504571A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЛИ ПОЛУНЕПРЕРЫВНОГО ПОЛУЧЕНИЯ ПОРОПЛАСТА | 1992 |
|
RU2033925C1 |
| US 4990301 А, 05.02.1991. | |||

