Уровень техники
1. Область применения.
Данное изобретение касается процесса газификации органических веществ. Более подробно, изобретение касается технологии уменьшения осаждения накипи, а также обработки и извлечения растворенных минералов из водного фильтрата в процессе газификации с минимальным выбросом отходов.
2. Описание известного уровня техники.
Высокотемпературные газификационные системы с высоким давлением используются для добычи полезных субпродуктов или энергии путем частичного окисления углеводородного топлива, такого как уголь или органические отходы, включая отходы из пластика, нефтяной кокс или сточные воды. Смешивая это топливо с водой, формируют водяное сырье, которое подается в зону реакции газификатора частичного окисления. Вода используется для того, чтобы охлаждать горячие газообразные продукты, которые называют "синтез-газом" или "сингазом". Вода также используется для вымывания твердых частиц из сингаза, а также для охлаждения и/или выведения из газификатора твердых частиц отходов, таких как зола и/или шлак.
В работе Дэви "Последние успехи в очистке без выброса жидкости на предприятиях по газификации угля" (Конференция "Power-Gen Americas Int'l". Орландо, Флорида, декабрь 1994) описаны способы обработки сточных вод и извлечения соли, и в том числе описано использование испарителя с падающей пленкой жидкости и кристаллизаторов с принудительной циркуляцией.
В работе Костэ "Система фильтрации с точки зрения как отсутствия выбросов, так и минимизации опасных твердых отходов" (не датирована) описан процесс обработки сточных вод, включая обработку многократным испарением и кристаллизацией для удаления растворимых солей.
В работе ДеЙонга "Газификация угля и обработка воды" (страницы 90-93) (Synthese Vamn Verworvenhefen, не датирована) описывается обработка сточных вод, включая кристаллизацию растворенных солей.
Существенные признаки изобретения
Представленное изобретение касается технологии минимизации накипи на испарителе в процессе извлечения жидкостей и сухих веществ из содержащего аммоний (NH4Cl) водного фильтрата, получаемого при газификации с частичным окислением. Водный фильтрат испаряют и получают водяной дистиллят и соляной раствор, содержащий NH4Cl в концентрации приблизительно от 10 до 60 процентов по весу. Концентрация соляного раствора может быть еще более повышена, после чего могут быть извлечены кристаллы аммония. Водяной дистиллят повторно используется в реакции газификации. В окружающую среду фильтрат не попадает.
Краткое описание рисунков и чертежей
Фигура 1 - это упрощенное схематическое представление процесса выработки сингаза при частичном окислении угольной суспензии.
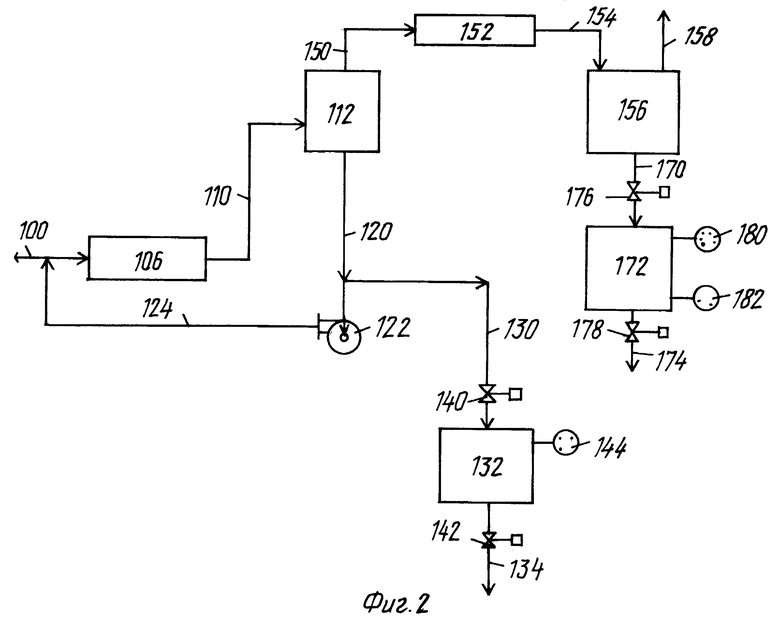
Фигура 2 - это упрощенное схематическое представление испарительной системы для обработки водного фильтрата, вырабатываемого в результате процесса, изображенного на фигуре 1.
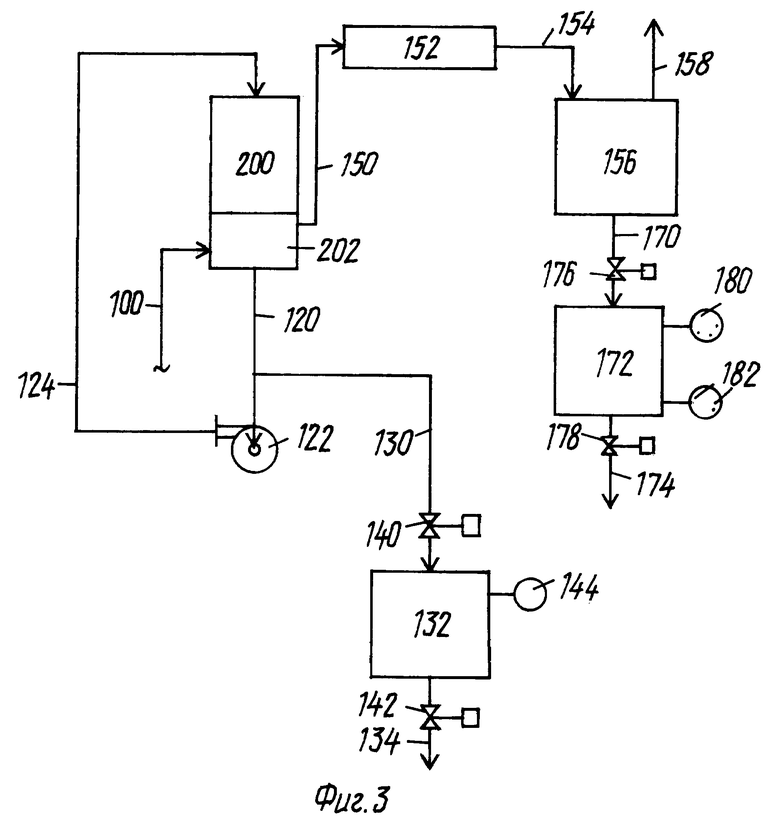
Фигура 3 - это упрощенное схематическое представление альтернативной системы для обработки водного фильтрата, вырабатываемого в результате процесса, изображенного на фигуре 1.
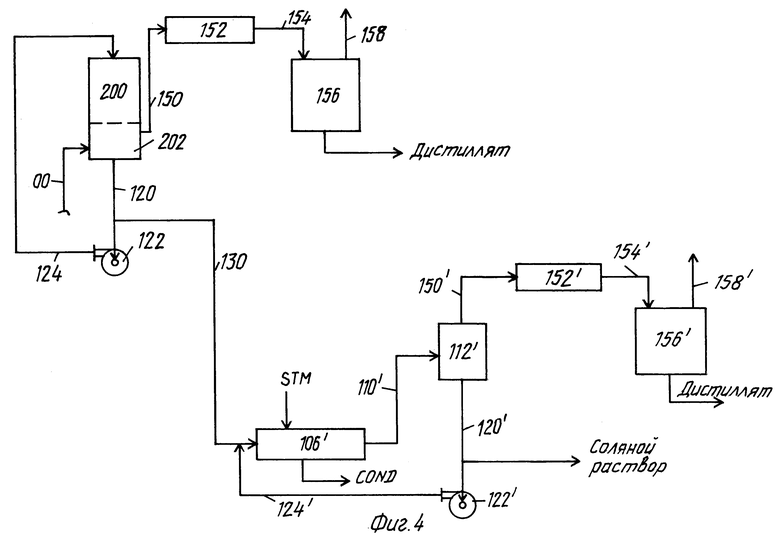
Фигура 4 - это упрощенное схематическое представление еще одной альтернативной системы для обработки водного фильтрата, вырабатываемого в результате процесса, изображенного на фигуре 1.
Описание наилучших вариантов изобретения.
В соответствии с представленным изобретением было установлено, что дистилляция содержащего аммоний водного фильтрата с помощью испарителей является эффективным и экономически выгодным способом получения относительно чистой воды и кристаллов соли аммония, причем этот способ может быть реализован таким образом, чтобы осаждение накипи на поверхностях теплопередачи испарителя было минимизировано. Произведенная вода может быть повторно использована в газификационной системе с частичным окислением, а кристаллизованный аммоний может быть захоронен или выставлен на продажу.
В целях экономии воды, газификационные устройства повторно используют задействованную в процессе воду, обычно после удаления мелких твердых частиц в отстойнике твердых частиц. Обычно при реакции газификации вода в системе не накапливается, поскольку она расходуется при образовании водорода в сингазе, поэтому нет необходимости ее удалять. Тем не менее, часть воды обычно непрерывно удаляется в виде водного фильтрата, который также называют серой водой, очищенными сточными водами или "отводимым" потоком, чтобы предотвратить чрезмерное накопление коррозийных солей, особенно хлоридных солей.
Хлоридным солям уделяется особое внимание, поскольку они растворимы в воде и могут накапливаться в рециркулирующей воде, задействованной в процессе. Более того, хлорид разъедает материалы наподобие нержавеющих сталей, которые применяются в оборудовании системы обработки отходов, используемой при газификации. В случае, когда сырьем для реакции газификации с частичным окислением является уголь, пластиковые отходы и другие хлорорганические материалы, наиболее распространенным хлоридом, выходящим из зоны газификации, является хлористый водород. Концентрация аммония в жидком фильтрате обычно достигает как минимум от приблизительно 0,1% по весу до приблизительно 15% по весу.
Во время реакции частичной оксидации из азот-органических соединений исходного сырья, которые обычно находятся в углях и тяжелых маслах, вырабатывается также аммиак за счет превращения азота в аммиак в молярных пределах приблизительно от 15% до 25%. Аммиак и хлористый водород реагируют в присутствии воды, в результате чего образуется раствор аммония. При использовании сырья наподобие пластиковых масел количество азота по отношению к хлору в синтез-газе может быть недостаточным для выработки количества аммиака, достаточного для того, чтобы нейтрализовать хлористый водород. Для восполнения этого недостатка можно добавлять аммиак в газификационную водную систему.
Состав отводимых сточных вод или серой воды, выводящихся из газификационной системы, довольно сложен. Для сырья с относительно высоким содержанием хлорида главным компонентом сточных вод является аммоний. При высоком давлении и температуре в скруббере часть угарного газа в сингазе реагирует с водой с образованием муравьиной кислоты: CO + H2O --->HCOOH.
Муравьиная кислота также нейтрализуется аммиаком с образованием формиата аммония в качестве еще одной составляющей сточных вод. В сингазе присутствуют также кислотные углекислый газ и сероводород, однако они не очень хорошо растворяются в воде. Большая часть оставшегося в газификационных сточных водах аммиака, который не был нейтрализован хлоридом или формиатом, реагирует как ион аммония с анионными формами кислотных углекислого газа и сероводорода с образованиемм гидрокарбоната или карбоната, в зависимости от величины pH, и бисульфида.
Поскольку фильтрат сточных вод содержит соли аммония и другие потенциально опасные для окружающей среды растворенные вещества, такие как сульфид и цианид, этот фильтрат не может отводиться из газификационной системы в окружающую среду без обработки. Так как обработка множества различных загрязняющих примесей в сточных водах может оказаться сложной и дорогой, актуальной является разработка других, более простых и менее дорогих, средств для обработки сточных вод.
Реакцию частичной оксидации желательно проводить в безнапорном, открытом, не каталитическом газовом генераторе, или газификаторе, при температуре в пределах приблизительно от 700oC до 2000oC, желательно приблизительно от 1200oC до 1500oC, и при давлении приблизительно от 2 до 250 атмосфер, желательно приблизительно от 10 до 150 атмосфер, и наиболее предпочтительно приблизительно от 20 до 80 атмосфер. При этих условиях приблизительно от 98% до 99,9% углеводородного сырья может быть преобразовано в синтез-газ, содержащий угарный газ и водород, который также называют синтез-газом или сингазом. В небольших количествах образуются также углекислый газ и вода. В качестве углеводородного сырья может быть использован нефтяной кокс, уголь, пластиковые отходы, сточные воды, или подходящая комбинация.
Если в сырье высоко содержание золы, приблизительно от пяти до пятнадцати процентов по весу, большая часть неорганических веществ, присутствующих в сырье, превратится в стекловидный шлак. Содержащийся в сырье хлор преобразуется в газообразный хлористый водород, который поглощается в охладительной камере газификатора участвующей в процессе водой и нейтрализуется присутствующим в ней аммиаком с образованием аммония. Водный фильтрат, или отводимый поток серой воды, содержащий аммоний, выводится из газификационной системы и может быть обработан добавлением FeCl2 с образованием хлопьев гидроксида железа для удаления любого сульфида, цианида и твердых частиц, с последующим извлечением аммиака, биологической обработкой или испарением с получением сухой соли для коммерческого сбыта и водяного дистиллята. Вода может затем быть повторно использована в процессе, что исключает выброс предприятием сточных вод в любом виде.
Для газификации сырья из углеводородных отходов обычно используется газификатор с охлаждением. В этом типе газификатора горячий сингаз и расплавленный шлак охлаждается водой.
Для большинства видов хлоридсодержащего газификационного сырья хлорид преобразуется в хлористый водород, выходящий в составе сингаза из газификатора. Охлаждающая вода удаляет мелкие твердые частицы и HCl из этого газа. Для очистки сингаза с целью коммерческого использования могут применяться различные технологии очистки газа, такие как очистка газа регенеративной кислотой.
Поскольку при контакте с водой, находящейся в газификационной системе, пары хлористого водорода преобразуются в обладающую сильными коррозийными свойствами соляную кислоту, для защиты металлических частей системы целесообразным является нейтрализовать соляную кислоту. В качестве нейтрализующих агентов могут быть использованы разнообразные щелочи, такие как гидроксиды или карбонаты натрия, калия, кальция или магния. Однако наиболее предпочтительным нейтрализующим агентом является аммиак, потому что во многих видах исходного сырья, таких как нефтяные осадки и угли, аммиак образуется как побочный продукт. Во многих случаях достаточное количество аммиака образуется только из исходного сырья, так что отпадает необходимость в добавлении аммиака или дополнительного нейтрализующего агента.
Кроме того, в отличие от других хлоридов, аммоний хорошо растворяется в воде, и его растворимость значительно зависит от температуры. Эти свойства очень важны для извлечения соли из водяного фильтрата газификационной системы, который можно испарять с помощью испарителей с падающей пленкой жидкости или испарителей с принудительной циркуляцией, или испарителей обоих типов в комбинации.
Было установлено, что извлечение кристаллов аммония из водного фильтрата или серой воды лучше всего проходит в том случае, когда водный фильтрат испарен до концентрации приблизительно от 10% до 60%, а наиболее предпочтительно приблизительно от 25% до 45% аммония. Получаемый из испарителя концентрированный соляной раствор, содержащий суспендированные и растворенные твердые частицы, может затем быть кристаллизован с получением солей NH4Cl и водяного дистиллята, который может быть возвращен в газификационную систему водяного охлаждения.
В испарителе с падающей пленкой жидкости главный теплообменник системы расположен вертикально. Соляной раствор закачивают из коллектора, размещенного под трубами теплообменника, в верхнюю часть труб теплообменника. Соляной раствор затем течет вниз или проваливается сквозь трубы, растекаясь тонким слоем по внутренним стенкам труб, получает теплоту от пара, проходящего по межтрубному пространству, испаряется по мере движения вниз и отводится из нижней части.
Смесь испаренного или сконцентрированного соляного раствора и пара выходит из нижней части труб теплообмена и попадает в коллектор соляного раствора, где пар или водяной пар и жидкий соляной раствор разделяются. Пары выходят из коллектора через его верхнюю часть, а жидкий соляной раствор остается в коллекторе. Сырьевая вода, которой может являться водный фильтрат или отводимые сточные воды, непрерывно добавляется в коллектор соляного раствора, а часть сконцентрированного соляного раствора непрерывно отводится из него с тем, чтобы поддержать нужный коэффициент концентрации.
В испарителе с принудительной циркуляцией главный теплообменник системы расположен горизонтально. Соляной раствор прокачивают через трубы, а пар проходит по межтрубному пространству теплообменника и нагревает соляной раствор. Соляной раствор в трубах не закипает, поскольку находится под достаточно большим давлением. Горячий соляной раствор выходит из труб теплообменника под давлением, проходит сквозь фильерную пластину и затем попадает в коллектор соляного раствора, размещенный над испарителем.
При проходе соляного раствора сквозь фильерную пластину давление в нем падает. При уменьшении давления горячий соляной раствор закипает, в результате чего формируется двухфазная смесь сконцентрированного соляного раствора и паров воды.
Когда смесь паров воды и соляного раствора попадает в коллектор соляного раствора, пары воды отделяются от соляного раствора, выводятся из коллектора, попадают в конденсатор и формируют поток водяного дистиллята. Сконцентрированный соляной раствор затем используется повторно, а часть его удаляется или отводится для извлечения соли. Так же, как и в случае с испарителем с падающей пленкой жидкости, сырьевая вода, которая может являться серой водой из газификационной системы, подводится к рециркулирующему потоку соляного раствора, чтобы поддержать необходимый коэффициент концентрации.
Температура горячего соляного раствора изменяется приблизительно от 225oF до 245oF, предпочтительно приблизительно от 235oF до 240oF при атмосферном давлении.
Коэффициент концентрации является основным показателем в работе испарителя, так как он определяет изменение режимов работы этого устройства, например уменьшение расхода. Коэффициент концентрации также важен при контролировании и уменьшении образования накипи на теплообменнике, поскольку чем выше коэффициент концентрации, тем большее количество минералов выходит из раствора и имеет возможность осесть на поверхностях теплообмена в виде накипи.
Коэффициент концентрации в испарителях в общем случае определяется как отношение массового расхода подающегося потока к массовому расходу потока соляного раствора. Если в системе имеется неиспаряющийся и неосаждающийся компонент, коэффициент концентрации может быть определен как концентрация неиспаряющегося и неосаждающегося компонента в соляном растворе, деленная на концентрацию неиспаряющегося и не осаждающегося компонента в подающемся потоке. Удобным примером такого компонента является натрий или калий. В случае испарителя с рециркуляцией или испарителя с кристаллизатором последнее определение обычно является более удобным для применения. В системе, соответствующей изобретению, натрий и калий не выпадают в осадок сколько-нибудь заметно при правильном выполнении операций, поэтому можно применять последнее определение коэффициента концентрации.
Вышеупомянутые типы испарителей известны как устройства, применяемые для дистилляции воды. Однако их применимость зависит от количества накипи, накапливающейся на поверхностях теплообмена испарителя. Веществами, особенно активно образующими накипь, являются слабо растворимые неорганические вещества, которые легко выпадают в осадок при повышении их концентрации во время испарения, такие как соединения алюминия, кальция, магния, фтора, железа и кремния, особенно диоксид кремния (SiO2), фтористый кальций (CaF2), фторид магния (MgF2) и цианид железа, которых больше всего содержится в накипи.
Обычно жидкий фильтрат или серая вода, отводимые из газификационной системы с частичным окислением, содержат приблизительно от 100 до 500 миллиграмм образующих накипь компонентов на килограмм воды. При восстановлении NH4Cl с помощью испарения и концентрации из серой воды, отводимой в процессе газификации, коэффициент концентрации может изменяться в пределах приблизительно от 20 до 1000. Было установлено, что на испарителе с падающей пленкой жидкости накипь образуется в приемлемом количестве, если коэффициент концентрации находится в пределах приблизительно от 2 до 20. При более высоком коэффициенте концентрации следует использовать испаритель с принудительной циркуляцией.
Еще одним важным фактором в уменьшении накипи на испарителе является разница температур пара и соляного раствора, то есть изменение температуры при прохождении сквозь трубы теплообменника, например от пара в межтрубном пространстве к стекающему слою соляного раствора на внутренней стенке трубы. При большой разнице температур между паром и соляным раствором более вероятно закипание непосредственно на поверхности трубы, а не внутри слоя соляного раствора, что ведет к локальному испарению досуха. Это значительно ускоряет осаждение накипи на трубах. С другой стороны, необходимая площадь поверхности труб, а значит, и стоимость оборудования может быть уменьшена, если увеличится разница температур пара и соляного раствора, поскольку скорость испарения прямо пропорциональна разнице температур пара и соляного раствора, а также площади поверхности труб. Было установлено, что подходящим диапазоном разницы температур пара и соляного раствора в испарителе с падающей пленкой жидкости при приемлемом уровне образования накипи и минимальной площади поверхности трубы является диапазон приблизительно от 1oF до 20oF, предпочтительно приблизительно от 6oF до 10oF.
Как и в случае испарителя с падающей пленкой жидкости, высокая разница температур пара и соляного раствора в испарителе с принудительной циркуляцией может привести к локальному закипанию на поверхностях трубы и, таким образом, к отложению накипи. Поскольку в испарителе с принудительной циркуляцией за счет поддерживания давления кипение гасится, этот температурный диапазон может быть увеличен. Было установлено, что подходящим диапазоном разницы температур пара и соляного раствора является диапазон приблизительно от 1oF до 36oF, предпочтительно приблизительно от 12oF до 24oF.
Еще одним важным фактором при контролировании образования накипи в испарителе с падающей пленкой жидкости является испарение за один проход, то есть количество испарившегося соляного раствора, например, выраженное в процентном отношении к соляному раствору, прошедшему по трубам. При высоком испарении за один проход более велика разница концентрации соляного раствора, выходящего из нижних частей труб, и соляного раствора, входящего в верхние части труб. Следовательно, большее количество неорганических веществ, находящихся в соляном растворе, может осесть в виде накипи. С другой стороны, при высоком испарении за один проход сокращается количество проходов соляного раствора через систему. Это экономически привлекательно, поскольку понижаются издержки на работу насосов. В соответствии с настоящим изобретением подходящее испарение за один проход при минимальных эксплуатационных расходах с приемлемым уровнем образования накипи было определено в пределах приблизительно от 0,12% до 2,4%, предпочтительно приблизительно от 0,6% до 1,2%.
При прохождении через трубы и испарении соляной раствор может перенасытиться некоторыми неорганическими веществами, которые не могут немедленно выпасть в осадок. Особенно труднообразующим накипь минералом является диоксид кремния, который образует осадок в процессе полимеризации. Этот процесс является более медленным по сравнению с процессом соединения ионов, в результате которого обычно образуется осадок других неорганических веществ. В случае возникновения перенасыщенности целесообразным является удлинить время пребывания соляного раствора в коллекторе с тем, чтобы перенасытившие раствор неорганические вещества могли безопасно выпасть в осадок прежде, чем повторно попасть в трубы теплообменника. С другой стороны, увеличение времени пребывания в коллекторе требует увеличения размеров резервуара, что может существенно увеличить издержки на оборудование. В представленном изобретении как для испарителя с падающей пленкой жидкости, так и для испарителя с принудительной циркуляцией время пребывания в коллекторе предусмотрено приблизительно от 0,25 до 4 минут, а предпочтительное время пребывания - приблизительно от 1 до 2 минут.
В испарителе с падающей пленкой жидкости изменение температуры соляного раствора при прохождении через трубы очень невелико, так как при падении по трубам раствор кипит и его температура не превышает температуру кипения. Иначе дело обстоит в случае испарителя с принудительной циркуляцией, в котором кипение в трубах подавляется давлением, и температура соляного раствора при прохождении через теплообменник повышается. Чем больше позволяют повышаться температуре, тем более экономически выгодна операция, поскольку для достижения данного объема теплопередачи требуется меньшее количество прогонов соляного раствора через теплообменник. Это уменьшает издержки на работу насосов, которые являются главным экономическим фактором. С другой стороны, некоторые минеральные соли, особенно сульфат кальция и карбонат кальция, при более высоких температурах менее растворимы. В представленном изобретении подходящий диапазон повышения температуры соляного раствора был определен в пределах приблизительно от 1oF до 24oF, предпочтительно приблизительно от 6oF до 18oF.
Скорость движения соляного раствора в трубах теплообменника является еще одним важным параметром для минимизации образования накипи при разработке испарителя с принудительной циркуляцией. Более высокие скорости препятствуют образованию накипи, а также улучшают передачу теплоты. Однако более высокие скорости ведут к более высоким издержкам на работу насосов. В представленном изобретении подходящая скорость определена в пределах приблизительно от 9 до 14 футов в секунду, предпочтительно 10 футов в секунду.
Для регулирования коэффициента концентрации обычно используются два метода. Первый метод подразумевает непрерывное измерение концентрации не испаряющегося и не выпадающего в осадок химического компонента, такого как натрий или калий, и управление отводимым потоком соляного раствора с тем, чтобы поддерживать постоянное отношение между концентрацией натрия или калия в подающейся воде и в соляном растворе и концентрацией соляного раствора.
Для этих целей часто применяют измерение электрической проводимости, поскольку этим методом легко пользоваться. При испарении газификационной воды, однако, измерение проводимости не может быть использовано, поскольку одно из самых проводящих веществ, аммиак, не полностью сохраняется в соляном растворе. Кроме того, даже если аммиак не был перегнан, в серой воде на измерителях электрической проводимости, как было обнаружено, также образуется накипь.
Другой метод регулирования коэффициента концентрации состоит в том, чтобы измерять скорость подачи газификационной воды на входе и использовать эти измерения для управления контроллером отводимого потока, поддерживая отношение скоростей этих потоков равным коэффициенту концентрации. Однако соляной раствор активно формирует накипь на всех смачиваемых поверхностях в испарительной системе. Это вызывает загрязнение любых измеряющих расход устройств, таких как индукционные расходомеры и вертушечные расходомеры, до такой степени, что устройства становятся неработоспособными. Подобных проблем следует ожидать и при использовании других устройств измерения потока, таких как диафрагменные расходомеры или расходомеры Вентури, конфигурация которых изменится в результате отложения накипи, и механических устройств наподобие турбинных расходомеров, механические части которых могут быть засорены накипью.
В технологии регулирования коэффициента концентрации, используемой в представленном изобретении, измерение расхода заменено непрерывным измерением объема, с использованием датчиков уровня, которые являются намного более надежными, чем датчики потока. Система управления основана на контролировании скорости испарения, которая устанавливается с помощью управления потоком пара, или контролировании соответствующей мощности компрессора в устройстве рекомпрессии пара.
Дистиллят из испарителя собирается по порциям в мерном резервуаре дистиллята. Датчик уровня, находящийся на резервуаре, сигнализирует о завершении накопления очередной порции. В каждую порцию дистиллята добавляется заготовленная порция соляного раствора, например 500 галлонов дистиллята на 50 галлонов соляного раствора. Коэффициент концентрации устанавливается по отношению веса порции дистиллята к весу порции соляного раствора.
После сбора порции дистиллята собирается порция соляного раствора, объем которой также контролируется с помощью датчика уровня на мерном резервуаре для соляного раствора. Для того, чтобы поддержать уставку в отстойнике соляного раствора, в систему добавляется подпиточная вода.
Такая система позволяет контролировать скорость отгрузки соляного раствора и точно регулировать коэффициент концентрации, кроме того, в ней используются только датчики уровня, функционирование которых намного менее подвержено сбоям из-за отложения накипи, по сравнению с датчиками расхода, поскольку время их контакта с раствором минимально. Наиболее подходящими датчиками уровня являются, например, поплавковые реле с герметизированным электромагнитным переключателем, разработанные Ryton R-4TM (Компания Филлипс 66) и производящиеся Imo Industries Inc. Gems Sensor Division в Плэйнвилле, штат Коннектикут. Некоторые датчики уровня, которые вообще не контактируют с жидкостью, очень надежны, даже если в резервуаре присутствует накипь. Примером таких датчиков могут служить ультразвуковые датчики уровня.
Схема управления может быть собрана из общедоступных реле. Она может также быть собрана из электронных устройств различных типов, например из программируемых логических контроллеров или интегральных схем.
В одной из реализаций, парообразный поток соляного раствора из испарителя направляется в кристаллизатор сверхбыстрого охлаждения, в котором соляной раствор охлаждается за счет уменьшения давления, в результате чего формируются кристаллы аммония, поскольку при уменьшении температуры уменьшается его растворимость от приблизительно 46% при 244oF до приблизительно 35% при 135oF на единицу веса NH4Cl. Кристаллы аммония могут производиться для продажи. Выделенные пары могут быть сконденсированы в водяной дистиллят, который, вместе с дистиллятом испарителя, может быть повторно использован в газификаторе. В результате испарения при пониженном давлении температура соляного раствора падает до точки, соответствующей температуре кипения при данном давлении, и образуются поток соляного раствора для повторного использования и поток очищенного соляного раствора.
Кристаллы аммония могут быть отделены от охлажденного соляного раствора с помощью таких приемов, как отстаивание, центрифугование и фильтрация. Извлекаемые кристаллы могут быть выделены как таковые или могут быть вымыты с помощью охлажденного водяного дистиллята с минимальным временем контакта, чтобы повысить их чистоту.
Поток охлажденного соляного раствора, предназначенный для рециркуляции, насыщенный аммонием при установившейся в кристаллизаторе температуре, может быть повторно подан в испарительную систему с тем, чтобы повысить его концентрацию до того уровня, когда его можно будет возвратить в кристаллизатор и дополнительно восстановить кристаллы аммония.
Фильтрат соляного раствора в очищенном потоке может быть недостаточно чистым. Представленное изобретение обеспечивает систему, из которой не отводится сточная вода с солями. Это обеспечивается за счет повторного использования потока очищенного соляного раствора в топке газификатора при реакции газификации. Поскольку растворимые соли, а именно соли хлора, поданные в газификатор, в конечном счете оказываются в воде, подающейся в испаритель сточных вод, а затем и в соляном растворе кристаллизатора, в данной методике, чтобы она успешно работала, должны быть предусмотрены средства, позволяющие выводить из системы соли, отличные от аммония.
Самую высокую концентрацию после аммония имеет формиат аммония, содержание которого доходит до 20% от общего количества растворенных твердых веществ. В данном изобретении средством, с помощью которого формиату не позволяют избежать переработки, является термическое разложение формиата в дистилляте испарителя и очищенном потоке до угарного газа и воды при температуре приблизительно от 2000oF до 2500oF: HCOOH ---> CO + H2O. Было установлено, что при работе испарителей при температуре, большей, чем приблизительно 230oF, в дистиллят повторно попадает значительное количество формиата.
Было установлено, что повторное направление в газификационную топку содержащей формиат обработанной воды предотвращает накопление формиата. Кроме аммония и формиата аммония имеется также небольшое количество, порядка 8%, других солей, включая те, которые содержат ионы натрия, калия, алюминия, кальция, магния, бора, фтора и кремния. Вместе с очищенным потоком эти соли могут быть повторно направлены в газификатор. Эти компоненты не смогут накопиться в водной системе, поскольку они будут удалены вместе с газификационным шлаком. В основе такого поведения этих веществ лежит их способность к распределению.
Распределение зависит от температуры воды, величины pH воды и времени контакта между шлаковой фазой и водяной фазой. Большая часть веществ включается в поток шлака, а не в отводимый поток воды. Например, свыше 99% калия, алюминия, кальция, магния и кремния распределяются в шлак. Для оставшихся компонентов распределение в шлак составляет приблизительно 97% для натрия, 85% для фтора и 58% для бора.
Чтобы обеспечить отсутствие или минимальность выбросов воды, необходимо удалять воду из концентрированного соляного раствора, выходящего из испарителя. Одной из методик для обезвоживания соляного раствора является обезвоживание на поверхности обогреваемого барабана. При обезвоживании с помощью обогреваемого барабана два полых барабана помещаются так, чтобы они почти касались друг друга и их оси располагались горизонтально. С помощью механического привода барабаны приводятся во вращение вокруг своих осей так, чтобы они вращались в противоположных направлениях, например один по часовой стрелке, другой против часовой стрелки. Внутри барабанов находится пар, сконденсировавшаяся вода отводится. Обезвоживаемый соляной раствор помещается между барабанами над линией, вдоль которой они практически касаются друг друга, в зоне, которую называют "зоной контакта". Горячие барабаны вращаются и соляному раствору передается теплота, вплоть до полного испарения воды, когда на поверхности барабанов остается твердый слой соли. Возле поверхности каждого барабана расположено лезвие скребка, который соскребает соль в приемный бункер.
Существуют два режима работы для двухбарабанной системы. В первом режиме, известном под названием "двойной барабан", барабаны вращаются так, чтобы их поверхности в зоне контакта перемещались вниз. ВО втором режиме, который называется "спаренный барабан", направление вращения барабанов таково, чтобы их поверхности в зоне контакта перемещались вверх. Было установлено, что оба эти режима работы хорошо подходят для обезвоживания соляного раствора из газификационных сточных вод.
Как показано на фигуре 1, уголь и вода смешиваются в резервуаре 10 и формируют суспензию, которая подается в зону реакции 14 высокотемпературного газификатора 16 по линии 12, к которой добавляется какой-либо окислитель, например кислород. В зоне реакции 14 происходит частичное окисление угля и формируется необработанный сингаз и шлак, который попадает в охладительную камеру 20 в нижней части газификатора 16, где горячий сингаз и расплавленный шлак вступают в контакт с охладительным потоком воды 18, охлаждаются и разделяются. Взвешенный в охлаждающей или серой воде шлак передается через линию 22 в воронку-затвор 24, из которой шлак с некоторым количеством серой воды удаляется из системы по линии 26. Шлак, который не является токсичным, передается по линии 27 для использования в качестве строительного материала или на захоронение. Поток серой воды 28 из охладительной камеры 20 и поток серой воды 29 из линии 26 объединяются в линии 30 и подаются в вакуумный испарительный барабан. В нем серая вода охлаждается и выводится по линии 34 в отстойник твердых частиц 36, где мелкие частицы золы отделяются от серой воды и удаляются из системы по линии 38.
Покинув охладительную камеру 20, сингаз по линии 40 попадает в скруббер Вентури 42, затем по линии 44 в угольный скруббер 46, в котором из сингаза удаляются мелкие частицы золы и сажи, и выходит вместе с потоком воды через линию 48. Часть водяного потока 48 по линии 49 попадает в скруббер Вентури 42 и используется в качестве среды для мокрой очистки газа. Оставшаяся часть водяного потока 48 попадает в линию 18 и служит в качестве охладителя в охладительной камере 20.
Свободный от макрочастиц сингаз вместе с вовлеченной водой выходит из верхней части угольного скруббера 46 и по линии 50 попадает в конденсатор 52, в котором часть воды конденсируется, и затем по линии 54 проходит в резервуар ударного водосепаратора 56, в котором вода отделяется от сингаза. Поток осевшей воды 58 выходит из резервуара 56 и попадает в верхнюю часть угольного скруббера 46. Поток сингаза 60 выходит из верхней части резервуара ударного водосепаратора 56 и попадает в конденсатор 62, в котором конденсируется аммиак и остаток воды, по линии 64 проходит в сепаратор сингаза 66 и покидает систему в виде потока очищенного сингаза 68. Водяной поток 70 покидает сепаратор сингаза 66 и разделяется на отводимый поток 72 и поток 74, который повторно направляется в ударный водосепаратор 56.
В случае, если отношение количества азота к хлору слишком мало, чтобы нейтрализовать весь хлорид, в скруббере Вентури 42 и/или в угольном скруббере 46 в водную систему может быть добавлен аммиак. Критерием необходимости изменения этого отношения является величина pH воды в скрубберах. Желательно поддерживать величину pH по крайней мере около 6 и выше, предпочтительно от 6 до 9. Это позволяет гарантировать восстановление аммония. Другим показателем, сигнализирующим о том, что требуется добавлять аммиак, является отсутствие аммиака в потоке 58, отводимом из ударного водосепаратора 56, и/или в потоке 70 выходящего из сепаратора сингаза 66.
Из отстойника твердой фазы 36 выходит надосадочный поток серой воды 90. Из него выделяется поток 94, который в случае необходимости подпитывается дополнительной водой и подается в нижнюю часть угольного скруббера 46. Оставшаяся часть потока 90 выделяется в отводимый поток содержащей аммоний серой воды 100, который выводится из системы для дальнейшей обработки с удалением растворимых солей.
Как показано на фигуре 2, сбрасываемый из показанной на фигуре 1 системы поток содержащей аммоний серой воды 100, который также может подаваться из хранилища, попадает в систему обработки, в которой подается в нагреваемый паром испаритель с принудительной циркуляцией 106 и через линию 110 выводится в расположенный над ним коллектор соляного раствора 112. Уменьшение давления нагретой серой воды 110, попавшей в отстойник соляного раствора 112, приводит к мгновенному испарению части воды. Поток соляного раствора 120 выходит из нижней части коллектора соляного раствора 112, после чего от него отделяется поток 124, который с помощью насоса 122 повторно направляется к входу в испаритель 106. Часть рециркулируемого потока соляного раствора 120 удаляется через линию 130 в мерный резервуар соляного раствора 132 и выводится из системы в качестве аммоний-содержащего соляного раствора по линии 134. Замер и отгрузка произведенного соляного раствора осуществляется с помощью регулирующих клапанов 140 и 142 и индикатора верхнего уровня 144.
Пусть регулирующий клапан 142 закрыт, а регулирующий клапан 140 открыт. Соляной раствор заполняет мерный резервуар соляного раствора 132 до тех пор, пока индикатор верхнего уровня 144 не активируется. В этот момент регулирующий клапан 140 закрывается, а регулирующий клапан 142 открывается, и мерный резервуар соляного раствора 132 опорожняется. Эта процедура повторяется в течение всего времени функционирования системы обработки. Такая технология минимизирует формирование накипи. Коллектор соляного раствора 112 служит в качестве накопителя для измерения и отгрузки произведенного соляного раствора. Поток произведенного соляного раствора 134 может затем быть обработан в кристаллизаторе и/или с помощью каких-либо технологий обезвоживания с получением твердого аммония.
Поток водяного пара 150 выходит из верхней части коллектора соляного раствора 112, проходит через конденсатор 152, и по линии 154 попадает в барабанный сепаратор 156. Не сконденсировавшийся газ выходит из верхней части барабанного сепаратора 156 через линию продувки 158 для дальнейшей обработки (не показано). Водяной конденсат покидает нижнюю часть барабанного сепаратора 156 по линии 170 и передается в мерный бак дистиллята 172, откуда покидает систему через линию 174 в виде относительно чистого водяного дистиллята. Замер и отгрузка произведенного водяного дистиллята через линию 174 контролируется с помощью регулирующих клапанов 176 и 178, а также датчика верхнего уровня 180 и датчика нижнего уровня 182. Пусть регулирующий клапан 178 закрыт, а регулирующий клапан 176 открыт. Мерный бак дистиллята 172 заполняется дистиллятом до тех пор, пока датчик верхнего уровня 180 не сработает. Затем регулирующий клапан 176 закрывается, а регулирующий клапан 178 открывается, и произведенный водяной дистиллят вытекает через линию 174 мерного бака дистиллята 172 до тех пор, пока не сработает датчик нижнего уровня 182. После этого процедура повторяется.
Барабанный сепаратор 156 служит как накопитель для замера и отгрузки произведенного дистиллята. Произведенный дистиллят может быть повторно использован в качестве подпиточной воды в газификационной системе, показанной на фигуре 1. Вместо специальных средств для замера и отгрузки дистиллята и соляного раствора, показанных на фигуре 2, могут быть использованы какие-либо другие эквивалентные средства.
В то время как в системе обработки, показанной на фигуре 2, используется принудительная циркуляция, очевидно, что также может использоваться испарение с падающей пленкой жидкости или комбинации методов испарения с падающей пленкой жидкости и с принудительной циркуляцией.
На фигуре 3 показана система обработки отводимой серой воды с использованием испарителя с падающей пленкой жидкости 200. Работа системы на фигуре 3 подобна работе системы на фигуре 2, в которой использовался испаритель с принудительной циркуляцией, и соответствующие элементы системы фигуры 3, обозначенные теми же позициями, что и элементы системы на фигуре 2, имеют те же самые функции. Главное отличие состоит в том, что коллектор соляного раствора 202 входит в состав испарителя с падающей пленкой жидкости 200 в качестве его нижней части. В процессе работы испарителя с падающей пленкой жидкости 200 насос 122 повторно направляет соляной раствор из коллектора 202 в верхнюю часть испарителя с падающей пленкой жидкости 200, откуда соляной раствор и водяной пар проходят сквозь трубы испарителя вниз в коллектор 202, где соляной раствор и водяной пар разделяются. Водяные пары покидают отстойник по линии 150 и конденсируются в конденсаторе 152. Поток сбрасываемой серой воды 100 подается в коллектор 202.
На фигуре 4 показана система обработки отводимой серой воды, в которой используется как испаритель с падающей пленкой жидкости, так и испаритель с принудительной циркуляцией, первый в качестве концентратора первой ступени, второй в качестве концентратора второй ступени. Элементы, связанные с испарителем с падающей пленкой жидкости 200 на фигуре 4, обозначенные теми же позициями, что и связанные с испарителем с падающей пленкой жидкости на фигуре 3, имеют те же самые функции. Элементы, связанные с испарителем с принудительной циркуляцией 106' на фигуре 4, имеющие те же самые функции, что и связанные с испарителем с принудительной циркуляцией на фигуре 2, обозначены позициями со штрихом.
Пример 1
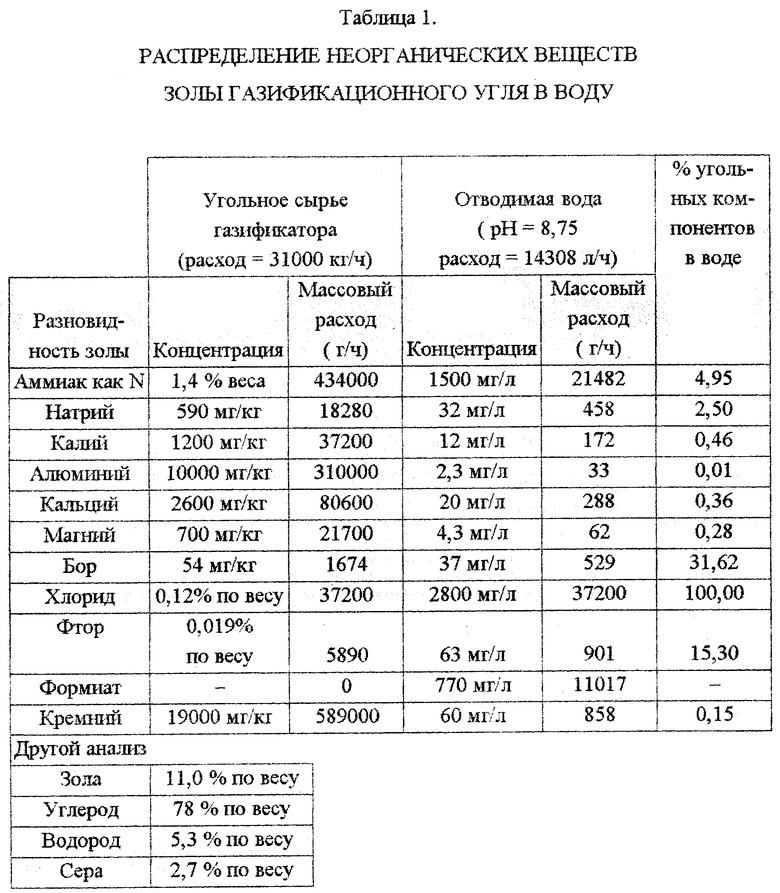
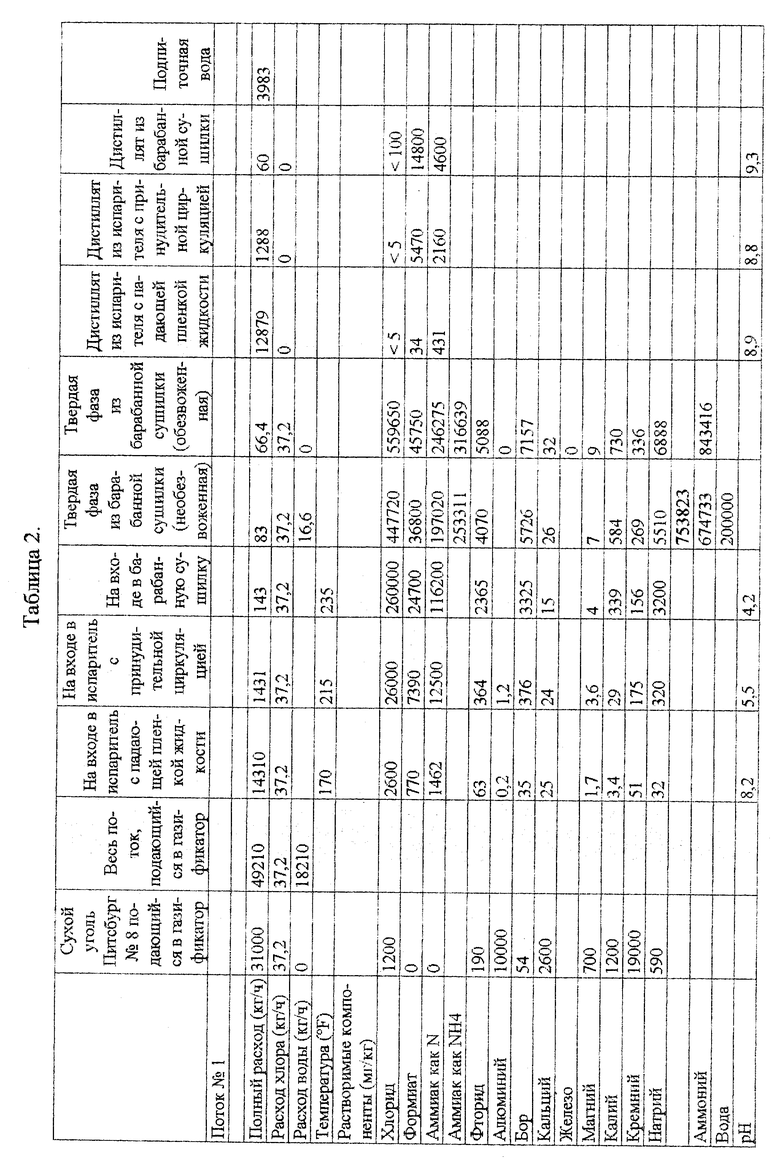
Уголь Питсбург N 8 измельчается в дробилке и добавляется в воду с образованием суспензии, содержащей приблизительно 60-63% угля по весу. Угольная суспензия подается в газификатор со скоростью 31000 кг угля в час и частично окисляется в газификаторе с поглощением практически чистого кислорода и с образованием потока горячего синтез-газа (сингаза), который охлаждается водой с отделением расплавленного шлака. Сингаз подается в скруббер Вентури и в угольный скруббер, в которых из него удаляются мелкие частицы золы, сажи и растворенные в участвующей в процессе газификации воде соли. Из угольного скруббера сингаз подается в охладитель. Весовое отношение азота к хлору в сырье составляет 11,7, то есть является достаточно большим для того, чтобы в пересчете на моли аммиака в воде было больше, чем анионов, например, хлорида, формиата и/или карбоната, и величина pH была большей, чем 7,0. Водный фильтрат или отводимая вода подается в систему по извлечению солей и рециркуляции воды со скоростью 14308 литров в час и попадает в испаритель с падающей пленкой жидкости, который производит поток водяного дистиллята, выходящий со скоростью 12879 кг/ч, и первично сконцентрированный аммоний-содержащий соляной раствор, который подается в испаритель с принудительной циркуляцией со скоростью 1431 кг/ч. Производится поток водяного дистиллята, выходящий из испарителя с принудительной циркуляцией со скоростью/ 1288 кг/ч, и повторно сконцентрированный аммоний-содержащий соляной раствор, который подается в барабанную сушилку со скоростью 143 кг/ч. Барабанная сушилка производит твердую фазу со скоростью 83 кг/ч и поток водяного дистиллята со скоростью 60 кг/ч. Потоки водяного дистиллята, выходящие из испарителя с падающей пленкой жидкости, испарителя с принудительной циркуляцией и барабанной сушилки объединяются с потоком в 3983 кг/ч подпиточной воды, которая повторно подается в угольную суспензию, подводимую в газификатор.
Возникающее в результате распределение угольных компонентов в задействованную в процессе отводимую воду приведено в таблице 1. Рабочие величины концентрации и скорости потока для каждого задействованного устройства приведены в таблице 2.
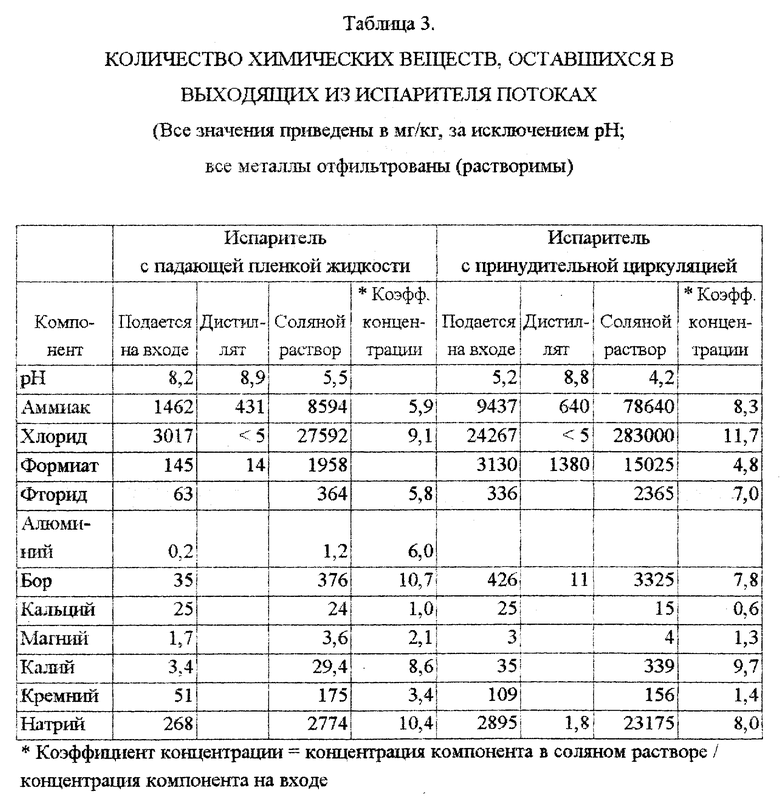
Испаритель с падающей пленкой жидкости работает при разнице температур пара и соляного раствора в 10oF и при коэффициенте концентрации, равном 10. Испаритель с принудительной циркуляцией работает при разнице температур пара и соляного раствора в 24oF, коэффициенте концентрации, равном 10, и скорости соляного раствора в трубах, равной 10 футам в секунду, производя сконцентрированный раствор аммония (40% по весу NH4Cl). Анализ аммонийсодержащего соляного раствора, выходящего из испарителя с падающей пленкой жидкости, и концентрированного аммонийсодержащего соляного раствора, производящегося испарителем с принудительной циркуляцией, приведен ниже в таблице 3.
Концентрированный раствор аммония, подводимый к барабанной сушилке, содержит 13,9% формиата аммония. Барабанная сушилка действует таким образом, чтобы производить 0,5 фунта дистиллята и 0,5 фунта кристаллов аммония на фунт соляного раствора. Производимый барабанной сушилкой продукт состоит из 73,1% аммония, 2,9% формиата аммония, 3,5% хлорида натрия и 20,5% воды.
Скорость осаждения накипи на теплопередающих трубах является чрезвычайно важным показателем. Она должна быть достаточно низкой, чтобы периоды между чистками имели приемлемую величину. Было установлено, что следующие эксплуатационные режимы позволяют продлить периоды между чистками.
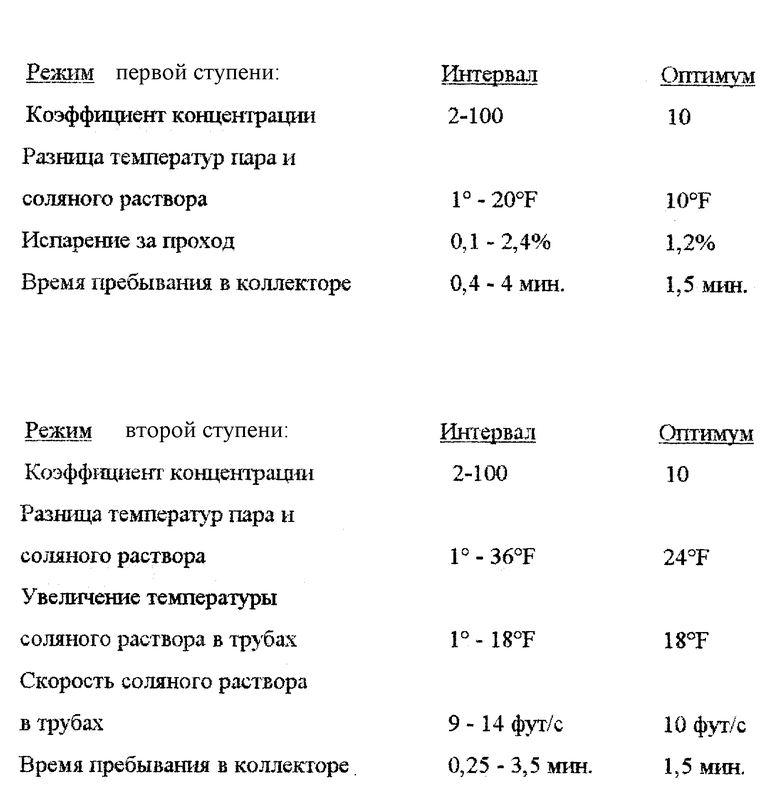
Эксплуатационные режимы испарителя с падающей пленкой жидкости первой ступени представлены в конце описания.
Эксплуатационные режимы испарителя с принудительной циркуляцией второй ступени представлены в конце описания.
Было установлено, что для испарителя с падающей пленкой жидкости при оптимальных режимах скорость осаждения накипи составляет 1,25•10-5 кубических футов накипи на кубический фут испаренной воды, что соответствует интервалам между чистками труб в 2 месяца. Скорость осаждения накипи у испарителя с принудительной циркуляцией намного ниже и составляет 5,0•10-7 кубических футов накипи на кубический фут испаренной воды, что соответствует интервалам между чистками труб в 12 месяцев. Сравнивая скорости оседания накипи, видим, что в испарителе с падающей пленкой жидкости эта скорость в 25 раз выше скорости оседания накипи в испарителе с принудительной циркуляцией. Таким образом осуществляется существенная экономия на техническом обслуживании и уменьшается время простоя.
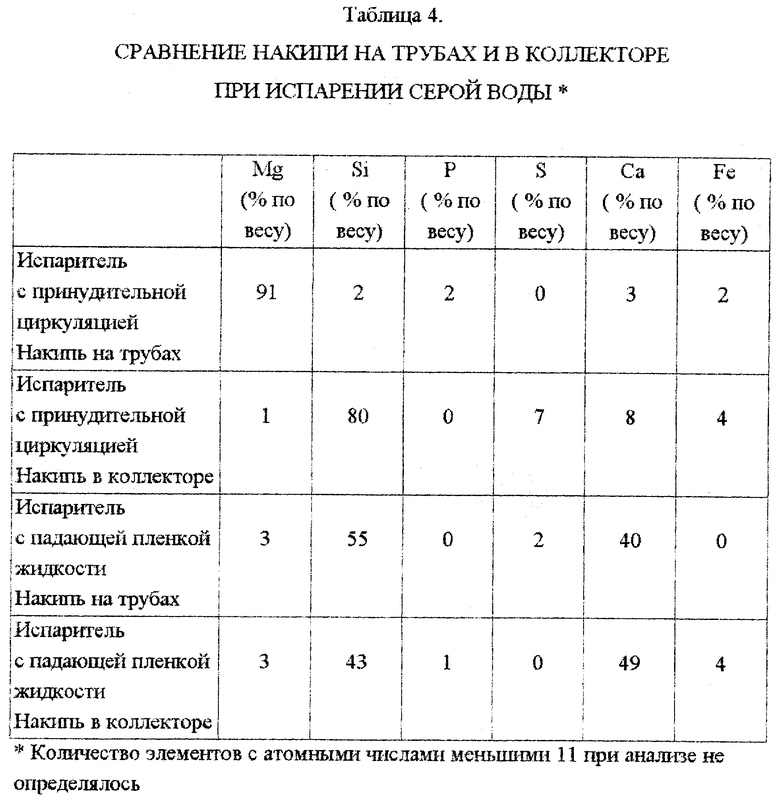
Состав накипи на нагреваемых и ненагреваемых частях испарителя как с падающей пленкой жидкости, так и с принудительной циркуляцией приведен в таблице 4.
Скорость осаждения накипи для испарителя с принудительной циркуляцией низка из-за того, что главные образующие накипь элементы (кальций и кремний) отсутствуют на теплопередающих поверхностях в испарителе с принудительной циркуляцией. То, что Mg преобладает в накипи на трубах испарителя с принудительной циркуляцией, является доказательством успеха в уменьшении образования накипи за счет кальция и кремния, так как магний составляет только 3 ppm, тогда как Si и Ca - приблизительно 109 и 25 ppm соответственно.
Пример 2
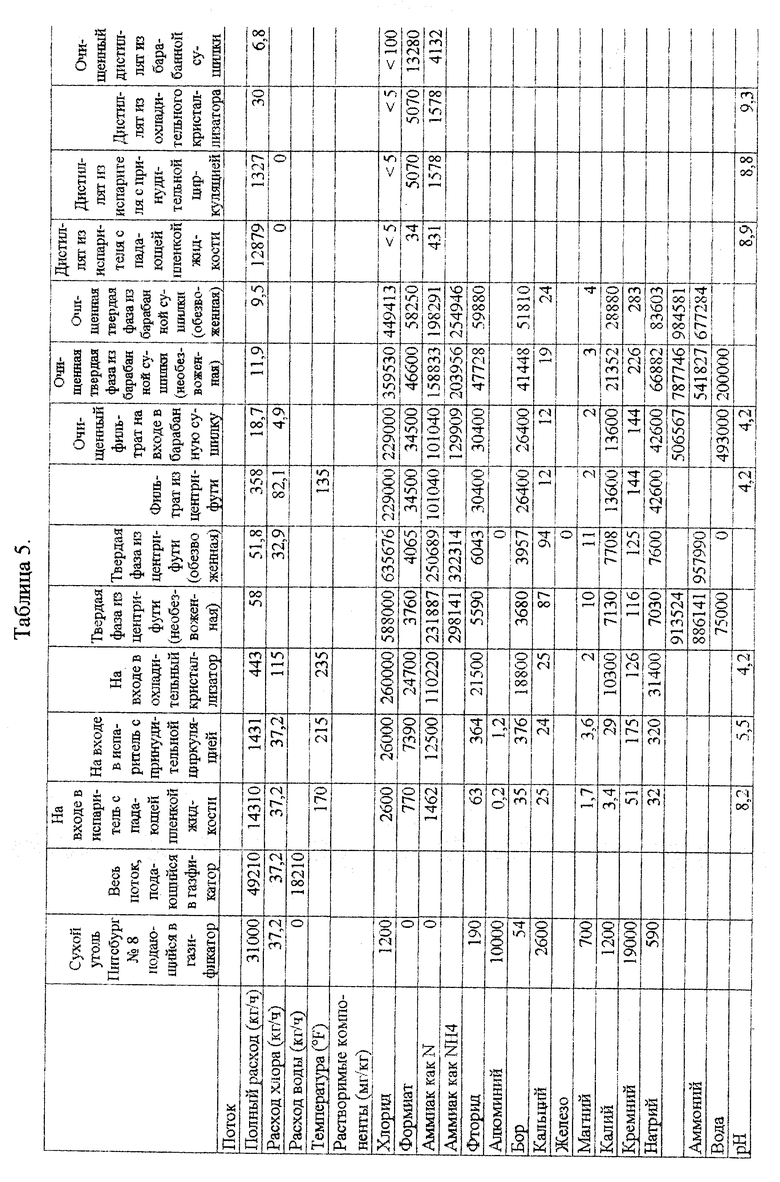
Повторяется процесс, описанный в примере 1, за исключением того, что концентрированный аммонийсодержащий соляной раствор, произведенный в испарителе с принудительной циркуляцией, передается в охлаждающий кристаллизатор со скоростью 443 кг/ч, в котором производится суспензия кристаллов аммония в количестве 414 кг/ч и водяной дистиллят в количестве 30 кг/ч. Суспензия кристаллов аммония подается в сепаратор твердой фазы, в котором отделяется поток кристаллов аммония, содержащий 7% H2O, со скоростью 56 кг/ч, что эквивалентно 52 кг/ч сухого вещества. В сепараторе твердой фазы также производится фильтрат в количестве 358 кг/ч, из которых 339 кг/ч повторно подаются в испаритель с принудительной циркуляцией, а поток очищенного фильтрата в объеме 19 кг/ч передается в барабанную сушилку, в которой производится 8,8 кг в час сухого остатка и 7 килограммов в час водяного дистиллята. Поток водяного дистиллята, выходящий из испарителя с падающей пленкой жидкости со скоростью 12879 кг/ч, и поток водяного дистиллята, выходящий из испарителя с принудительной циркуляцией со скоростью 1327 кг/ч, объединяются с потоками водяного дистиллята, выходящими из охлаждающего кристаллизатора и барабанной сушилки, а также с 3963 кг/ч подпиточной воды, и вся эта вода повторно добавляется к угольной суспензии, подаваемой в газификатор. Концентрации веществ и скорости потоков в ходе данного процесса сведены в таблицу 5.
В ходе этого процесса производятся два потока твердых веществ: 51,9 кг/ч 95,8% NH4Cl в центрифуге и 9,5 кг/ч 67,7% NH4Cl в сушилке очищенного фильтрата. Если смешать эти два потока, получится 61,3 кг/ч 91,4% NH4Cl в качестве конечного продукта.
Пример 3
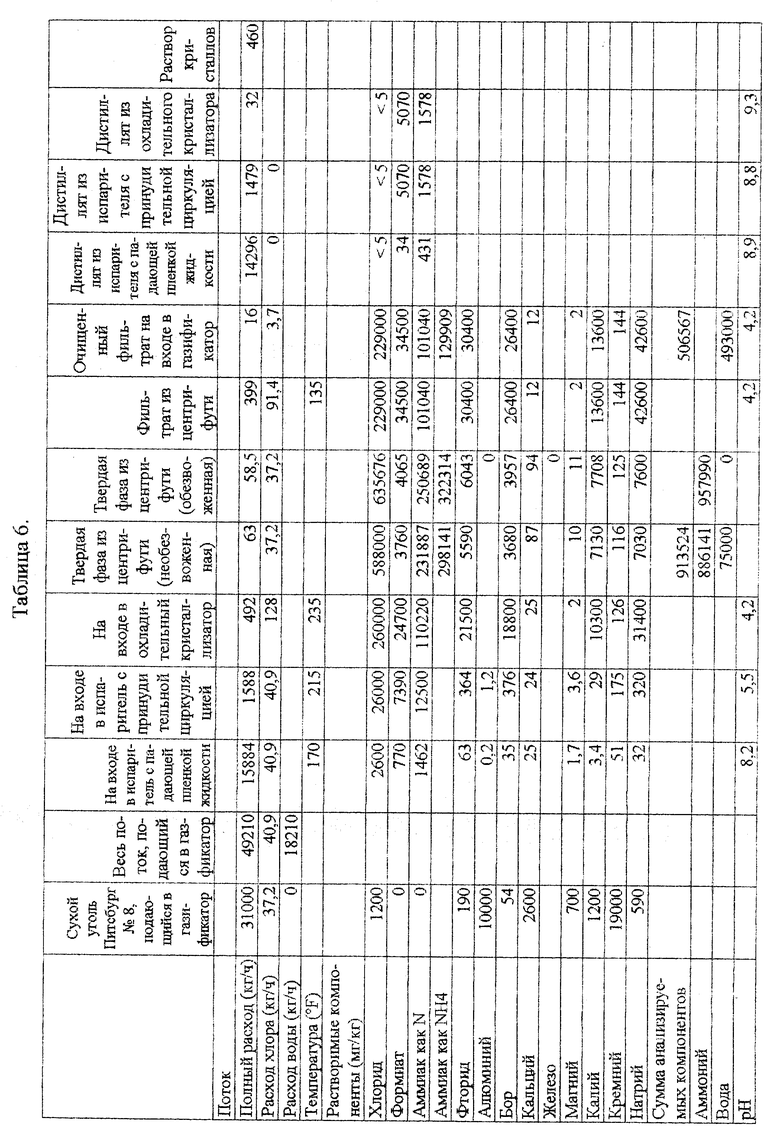
Повторяется процесс, описанный в примере 2, за исключением того, что отсутствует барабанная сушилка, а поток очищенного фильтрата добавляется к потоку водяного дистиллята, который добавляется к угольной суспензии, подаваемой в газификатор. Концентрации веществ и скорости каждого потока в ходе данного процесса сведены в таблицу 6.
В каждом из примеров 1, 2 и 3 приблизительно 56 г/ч NH4Cl было извлечено со следующими показателями чистоты.
Пример 1.
Извлеченный продукт: 66,4 кг/ч (общее количество твердого вещества); чистота: 84,3% NH4Cl (барабанная сушилка).
Пример 2.
Извлеченный продукт: 51,8 кг/ч (твердое вещество из центрифуги); чистота: 95,8% NH4Cl.
Извлеченный продукт: 9,5 кг/ч (твердое вещество из сушилки очищенного фильтрата); чистота: 67,7% NH4Cl.
Извлеченный продукт: 61,3 кг/ч (общее количество твердого вещества); чистота: 91,4% NH4Cl (кристаллизатор и сушилка очищенного фильтрата).
Пример 3.
Извлеченный продукт: 58,5 кг/ч (общее количество твердого вещества); чистота: 95,8% NH4Cl (кристаллизатор с отводом очищенного фильтрата в газификатор).
Приведенные показатели иллюстрируют преимущества использования кристаллизатора с очищенным потоком, повторно отводимым в газификатор. В результате получается поток высокой степени чистоты.
Следует также отметить, что при указанных выше условиях большая часть формиата опять попадает в дистиллят и не загрязняет соляной раствор. За счет этого удается получать более чистый конечный продукт.
Пример 4
Повторяется процесс, описанный в примере 2, за исключением того, что в системе отсутствует испаритель с падающей пленкой жидкости, и отводимая вода направляется непосредственно в испаритель с принудительной циркуляцией.
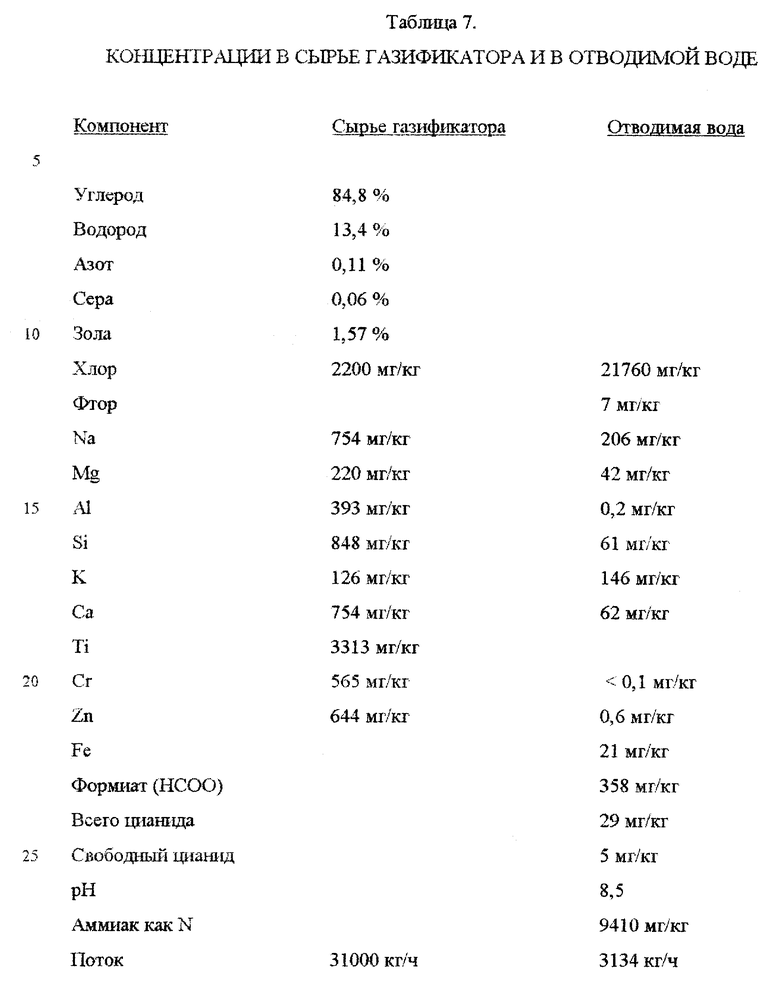
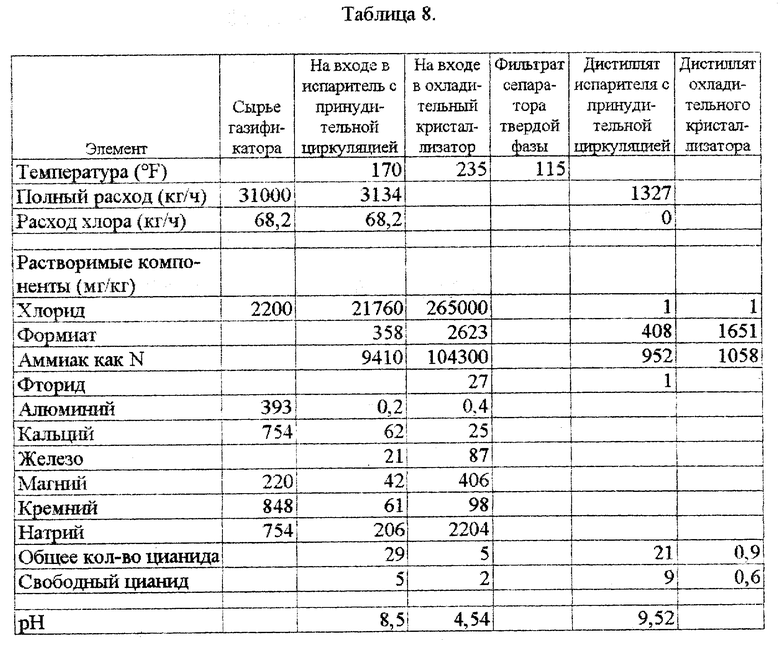
Жидкое сырье, имеющее состав, приведенный в таблице 7, подается в газификатор со скоростью подачи 31000 кг/ч. Произведенный сингаз подается в водяной скруббер, в котором из сингаза удаляются хлор и твердые частицы. Содержание азота в сырье составляет 0,11%, а хлора - 0,22%. Отношение количества азота к хлору в сырье слишком низко, чтобы восстановить хлор в виде аммония, как это происходило в примерах 1, 2 и 3. В этом случае приблизительно 22,4 кг/ч аммиака добавляются в скруббер в виде 29% водного раствора аммиака, подаваемого со скоростью 77,3 кг/ч, что позволяет поддерживать величину pH воды в скруббере на уровне 7,0 или выше, и основывается на том, что по расчетам 25% азота в сырье превращается в аммиак в сингазе. Таким образом, чтобы нейтрализовать 0,22% хлора в сырье необходимо 32,8 кг/ч аммиака, в то время как в газификаторе производится только 10,4 кг/ч аммиака. Оценки количества аммиака, рассчитанные здесь, позволяют получить оценки для калибровки оборудования для разных значений концентрации сырья и с регулированием режимов с помощью pH. Поддержание pH воды в скруббере на уровне выше чем 7,0 позволяет улучшить восстановление аммония из отводимой воды при использовании испаряющих и кристаллизующих средств, разработанных и эксплуатируемых таким образом, чтобы минимизировать осаждение накипи на поверхностях теплопередачи.
Отводимый поток воды из скруббера подается в испаритель с принудительной циркуляцией со скоростью 3138 кг/ч, что соответствует концентрации хлорида в скруббере в 21760 мг/кг.
Состав соляного раствора и водяного дистиллята, выходящих из испарителя с принудительной циркуляцией, приведен в таблице 8. Параметры работы испарителя с принудительной циркуляцией приведены ниже:
Скорость в трубах: 10 футов в секунду
Разница температур пара и соляного раствора: 25oF
Повышение температуры соляного раствора: 6oF
Время пребывания в отстойнике в 1 минуту приводит к очень низкой скорости осаждения накипи на поверхностях теплопередачи, составляющей 5,2•10-8 кубических футов накипи на кубический фут испаренной воды. За 29,5 дней работы на теплопередающих трубах осело только 4,57 грамма накипи. Накипь, образовавшаяся на трубах, состоит приблизительно из 20% диоксида кремния и 80% цианида железа.
Эти данные показывают, что использование определенных параметров работы с принудительной циркуляцией для газификационной воды приводит к сильной минимизации накипи.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПОТОКОВ ТЕКУЧЕЙ СРЕДЫ, ПОЛУЧЕННЫХ ВО ВРЕМЯ СГОРАНИЯ | 2009 |
|
RU2499033C2 |
| Установка для утилизации твердых медицинских отходов | 2018 |
|
RU2711422C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОПРЕСНЕНИЯ МОРСКОЙ ВОДЫ | 1995 |
|
RU2155625C2 |
| РЕГУЛИРОВАНИЕ КИСЛОГО ГАЗА В ПРОЦЕССЕ ПРОИЗВОДСТВА ЖИДКОГО ТОПЛИВА | 2014 |
|
RU2670761C9 |
| СПОСОБ УДАЛЕНИЯ ЗАГРЯЗНЯЮЩИХ ПРИМЕСЕЙ ИЗ ПОСТУПАЮЩЕГО ПОТОКА | 2001 |
|
RU2215871C2 |
| СПОСОБ ОБРАБОТКИ ВОДЫ ДЛЯ ДОБЫЧИ НЕФТИ ТЕПЛОВЫМИ МЕТОДАМИ | 2000 |
|
RU2247232C2 |
| СПОСОБ ДЛЯ ИЗВЛЕЧЕНИЯ АММИАКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2453509C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЖИДКОГО ЧУГУНА ИЛИ ЖИДКИХ СТАЛЬНЫХ ПОЛУФАБРИКАТОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2111259C1 |
| СПОСОБ ОЧИСТКИ ЗАГРЯЗНЕННОГО ГОРЮЧЕГО ГАЗА | 1990 |
|
RU2015158C1 |
| РЕАКТОР ГАЗИФИКАЦИИ И СПОСОБ ГАЗИФИКАЦИИ В ПОТОКЕ | 2008 |
|
RU2495912C2 |
Описывается способ минимизации накипи на испарителе и извлечения воды и аммония из водного фильтрата, получаемого в результате промывания аммиачной водой с величиной pН по крайней мере около 6,0 синтез-газа, образующегося при реакции газификации с частичным окислением хлоридсодержащего углеводородного сырья, с последующим отделением содержащей аммоний промывочной воды, часть которой отделяется с образованием водного фильтрата, отличающийся тем, что водный фильтрат подают в испарительную систему, где его испаряют с образованием водяного пара и соляного раствора, имеющего концентрацию аммония приблизительно 10 - 60 вес.%, отделяют водяной пар от соляного раствора с последующей конденсацией водяного пара с образованием водяного дистиллята, причем водяной дистиллят возвращают в реакцию газификации с частичным окислением и извлекают аммоний из соляного раствора. Технический результат - повышение экономичности процесса. 9 з.п. ф-лы, 4 ил., 8 табл.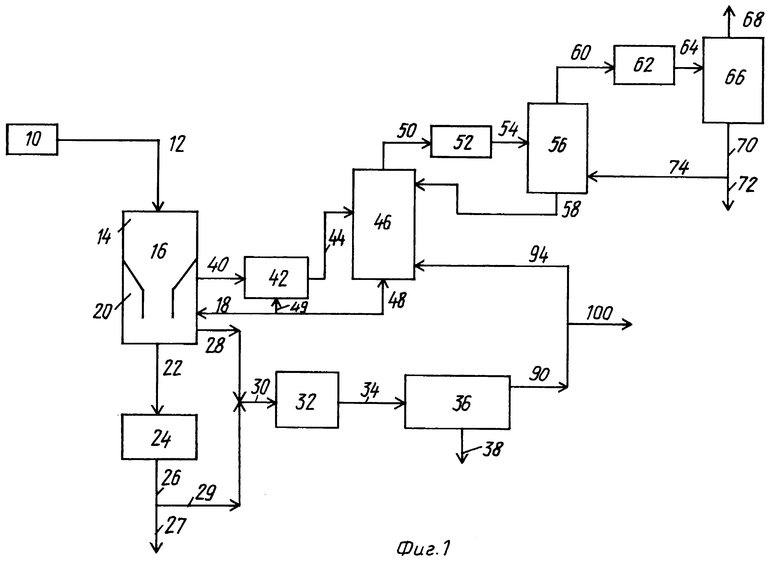
| US 4468376 A, 28.08.1984 | |||
| RU 2052492 C1, 20.01.1996 | |||
| Способ получения люминесцентного сенсора кислорода | 1988 |
|
SU1558953A1 |
| СПОСОБ ИЗМЕРЕНИЯ УГЛОВЫХ ПОЛОЖЕНИЙ ЛЕТАТЕЛЬНОГО АППАРАТА | 2004 |
|
RU2256154C1 |
| US 4323430, 06.04.1982 | |||
| US 5236557, 17.08.1993 | |||
| Горный компас | 0 |
|
SU81A1 |
| СПОСОБ ЛЕЧЕНИЯ БОЛЬНЫХ БЕСПЛОДИЕМ, ОБУСЛОВЛЕННЫМ АНОВУЛЯЦИЕЙ И НЕПРОХОДИМОСТЬЮ МАТОЧНЫХ ТРУБ НА ФОНЕ ХРОНИЧЕСКОЙ И ОСТРОЙ ХЛАМИДИЙНОЙ ИНФЕКЦИИ ОРГАНОВ МАЛОГО ТАЗА | 2011 |
|
RU2457839C1 |
| DE 4116087 A1, 05.11.1992 | |||
| Полимерная композиция | 1975 |
|
SU524825A1 |

