Изобретение относится к оборудованию для производства трубчатых изделий путем навивки по спирали и сварки.
Известно устройство для изготовления трубчатых изделий (заявка ФРГ N 2310087, МКИ B 29 D 23/12, 1976), содержащее оправку для спиральной намотки ленточного материала. Оправка образована параллельно установленными с возможностью вращения в одном направлении по меньшей мере двумя барабанами. Рабочая поверхность барабанов образована аксиально подвижными сегментами с приводом от копиров посредством толкателей, связанных с сегментами.
Недостатком этого устройства является низкие технологические возможности, заключающиеся в невозможности регулировать в процессе работы шаг спиральной навивки при изменении ширины ленты.
Известно также устройство для изготовления трубчатых изделий ( а.с. СССР N 1691131, МКИ B 29 D 23/22, 1991) (прототип), содержащее оправку для спиральной намотки ленточного материала, образованную параллельно установленными с вращением в одном направлении по меньшей мере двумя барабанами, рабочая поверхность которых образована аксиально подвижными сегментами, привод вращения барабанов и копиры для аксиального перемещения толкателей сегментов. Устройство дополнительно содержит в полости барабанов приводные профильные кулачки, а толкатели сегментов барабанов установлены с возможностью аксиального и радиального перемещения и снабжены роликами для взаимодействия с кулачками. Копиры для аксиального перемещения толкателей выполнены с обращенными к торцам барабанов коническими рабочими поверхностями.
Недостатком данного устройства является сложность конструкции и как следствие низкая надежность работы устройства, в частности регулировка шага подачи материала в процессе работы. Технической задачей изобретения является повышение надежности работы устройства.
Поставленная техническая задача решается тем, что устройство для изготовления трубчатых изделий содержит дополнительно по меньшей мере по два ведущих барабана на один ведомый. Рабочая поверхность ведущих барабанов образована подвижными сегментами по конструкции такими же, как и ведомых, различие в размерах и количестве, где их по меньшей мере в два раза больше, чем в ведомых барабанах. Привод вращения барабанов может осуществляться от двигателя, например, через цепную передачу на все барабаны, а также или ведущие, или ведомые. Привод перемещения сегментов ведущих барабанов осуществляется от копиров, выполненных в виде плоских планок посредством толкателей, установленных непосредственно на сегментах. Ведущие барабаны имеют возможность прижиматься с необходимым усилием к ведомым через ленту как исходный материал. Поэтому перемещение сегментов ведомых барабанов и ленты происходит от сегментов ведущих барабанов на определенное расстояние, которое может изменяться в процессе работы, изменяя угол наклона копиров.
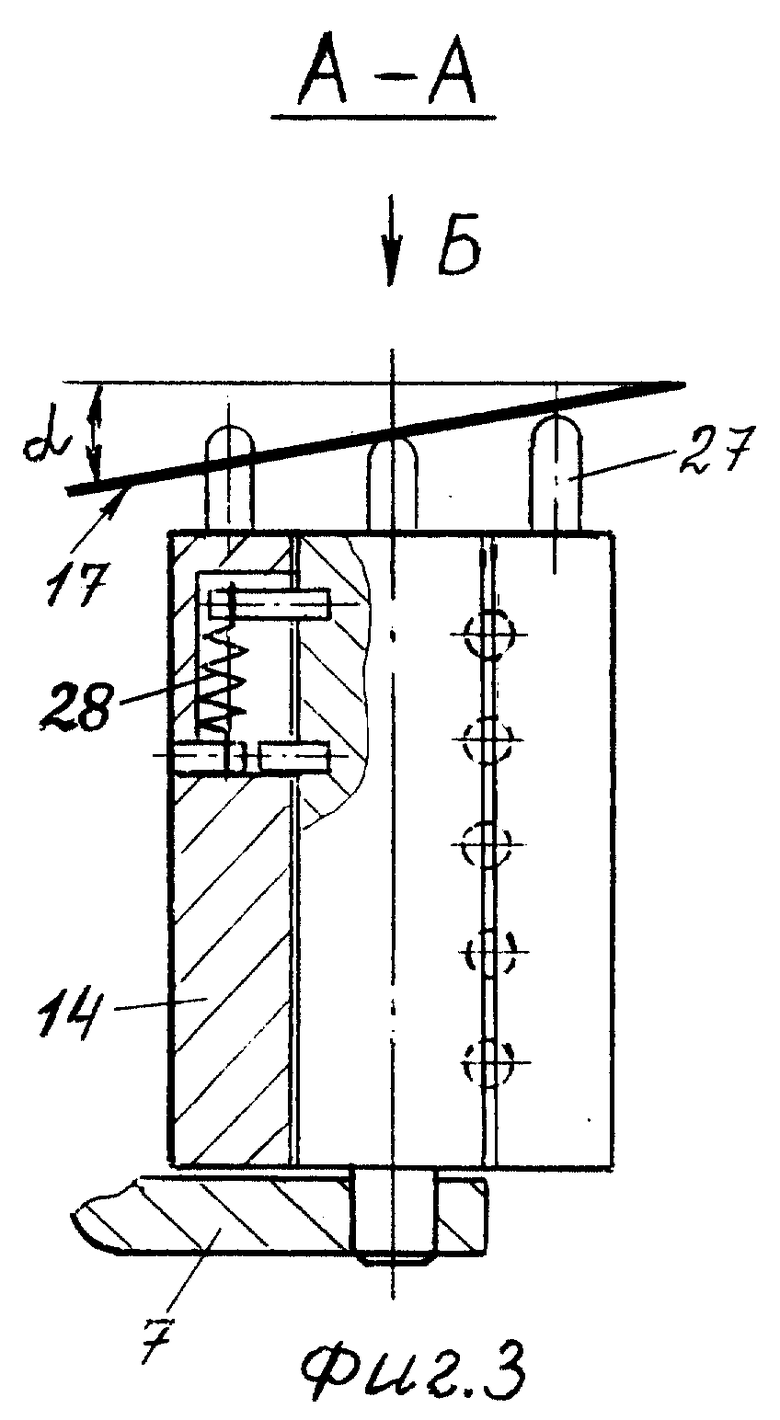
Сущность изобретения поясняется графически, где на фиг. 1 показан общий вид; на фиг. 2 - вид сверху; на фиг. 3 - разрез по А-А фиг. 1; на фиг. 4 - вид Б фиг. 3; на фиг. 5 - графики зависимости перемещения сегментов от угла поворота барабана.
Устройство для изготовления трубчатых изделий содержит оправку 1 для спиральной намотки ленточного материала. Оправка 1 образована параллельно установленными с возможностью вращения в одном направлении по меньшей мере двумя ведомыми барабанами 2, смонтированными с возможностью вращения в станине 3. Оправка 1 содержит также дополнительно ведущие барабаны 4, по меньшей мере, по два на ведомый барабан 2. В примере показано три барабана 2 и три пары барабанов 4. Вращение барабанов 2 и 4 осуществляется от привода 5 при помощи, например, цепной передачи 6. Каждая пара ведущих барабанов 4 смонтирована шарнирно на штангах 7. Штанги 7 при помощи шарниров 8, установленных на станине 3, соединены друг с другом и приводятся в движение от винтового механизма. Винтовой механизм содержит винт 9, жестко соединенный с маховиком 10 и двух шарнирных гаек 11 и 12 с разным направлением резьбы и установленных на штангах 7. Маховик 10 установлен с возможностью только поворота на станине 3. Рабочая поверхность каждого барабана 2 и 4 образована аксиально подвижными, например, в шариковых направляющих сегментами 13 и 14 соответственно. Конструктивно сегменты 13 и 14 выполнены одинаковыми, различие состоит в размерах и их количестве. На ведущих барабанах 4 их по крайней мере в два раза больше, чем ведомых барабанах 2. Между ведомыми барабанами 2 и ведущими барабанами 4 заправляется лента 15 как исходный материал для получения, например, спирально-шовной трубы. Между подаваемой лентой 15 и этой же лентой, только намотанной на барабанах 2, установлен нагревательный элемент (условно не показан) для разогрева кромок ленты перед прикаткой и сваркой. Ведущие барабаны 4 выполняют роль и прикаточных роликов для получения качественного шва. Сегменты 13 и 14 являются приводом для осевого перемещения ленты 15 и сварной трубы. Поэтому закон перемещения сегментов 13 и 14 для ее равномерного перемещения (сползания трубы с оправки 1) должен быть линейным. Зависимость перемещения t сегментов 14, а следовательно, и сегментов 13 от угла поворота ϕ барабана 4 представлена на диаграмме фиг. 5, где траектории 1 и 2 соответствуют перемещению tn двух сегментов 14 или одному 13 за угол поворота ϕth барабана 4 на максимальном шаге подачи, соответствующем наибольшему углу α наклона копиров, а траектории 1' и 2' соответствуют перемещению тех же сегментов на минимальном шаге подачи. Приводом для сегментов 14 служат копиры 16, 17 и 18, выполненные в виде наклонных под углом α (см. фиг. 2, 3) плоских планок. Угол α можно изменять в определенном диапазоне в процессе работы. Приводом для сегментов 13 служат сегменты 14 после прижатия барабанов 4 к барабанам 2. Повышенное число сегментов 14 по отношению к сегментам 13 обусловлено тем, что плоский наклонный копир обеспечивает синусоидальный закон перемещения при взаимодействии сегмента с копиром при полном обороте барабана. Для получения линейного или близко к линейному конструкция разработана таким образом, что сегменты взаимодействуют с плоскими копирами 16, 17 и 18 только на ограниченном определенном секторе поворота барабанов 4 (это выполняется за счет ширины "a" планки, см. фиг. 3), где закон перемещения сегментов близок к линейному, а так как число сегментов 14 значительно, то их незначительные разовые, перекрываемые в конце хода перемещения (фиг. 5) дают требуемый ход сегментам 13 и перемещению сварной трубы по линейному закону. Копиры 16, 17 и 18 установлены на станине 3 как коромысла с помощью осей 19, 20 и 21 соответственно и кинематически связаны между собой для упрощения управления ими от единого привода, который может быть ручным или следящим автоматическим. В данной конструкции показано ручное управление копирами 16, 17 и 18. Копиры 16 и 17 одним своим концом связаны сферическими шарнирами 22. Другим концом копиры 16 связаны с помощью шарнира 23 с копирами 18, а копиры 17 шарнирно связаны с ползуном 24, посаженном на резьбе на валу 25. Вал 25 жестко связан с маховиком 26, установленным на станине 3 только с возможностью поворота. Такая кинематическая связь дает синхронное перемещение всех копиров на определенный угол от единого привода. Копиры 16, 17 и 18 передают движение на сегменты 14 через толкатели 27. Возврат в исходное положение толкателей 27, а следовательно, сегментов 14, а также сегментов 13 происходит при помощи пружин 28 (см. 4). Этот возврат может осуществляться и принудительно установкой таких же копиров как 16, 17 и 18 только с обратной стороны барабанов 4.
Работает устройство следующим образом. Вначале заправляется лента 15, как исходный материал, между барабанами 2 и 4. Для этого вращением маховиков 10 барабаны 4 отводятся от барабанов 2. Заправляется лента 15 и барабаны обратным вращением маховиков 10 перемещаются и прижимаются с определенным усилием через ленту 15 к барабанам 2. В частности, сегменты 14 прижимаются к сегментам 13 через ленту 15. Затем, например, когда ручной вариант управления копирами, маховиком 26 копиры 16, 17 и 18 настраиваются на определенный угол α, который определяет расстояние перемещения сегментов 14, а следовательно, шаг tn= t1•n осевой подачи ленты 15 и уже сваренной трубы за один оборот барабанов 2, где t1 - величина подачи одним сегментом 14, n - число сегментов 14, которые были во взаимодействии с барабаном 2 за один его оборот. Затем включается привод 5 и посредством, например, цепной передачи 6 все барабаны вращаются в одну сторону. Толкатели 27 барабанов 4 взаимодействуют с копирами 16, 17 и 18, перемещая соответствующие сегменты на определенное расчетное расстояние, а так как сегменты 14 барабанов 4 прижаты с необходимым усилием через ленту 15 к сегментам 13 барабанов 2, то происходит перемещение и сегментов 13 вместе с лентой 15 на шаг tn. Если ширина ленты B в процессе сварки изменилась на ±ΔB, то копиры 16, 17 и 18 в процессе работы можно настроить на соответствующий шаг tn± Δt маховиком 26 вручную или следящим приводом автоматически на изменяемую ширину ленты B.
Данная конструкция позволяет просто и надежно производить регулировку шага подачи материал в процессе работы за счет простых исполнительных механизмов (барабанов с сегментами) и простых копиров, выполненных в виде плоских наклонных планок.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2013 |
|
RU2535718C1 |
| Устройство для изготовления трубчатых изделий | 1989 |
|
SU1691131A1 |
| УСТАНОВКА СУШИЛЬНАЯ КОНВЕЙЕРНАЯ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 2000 |
|
RU2175427C1 |
| КОМБИНИРОВАННОЕ СВЕРЛО | 2000 |
|
RU2198611C2 |
| МАШИНА ДЛЯ БЕСШВЕЙНОГО СКРЕПЛЕНИЯ КНИЖНЫХ БЛОКОВ | 1993 |
|
RU2023595C1 |
| РЕЖУЩЕЕ УСТРОЙСТВО | 2000 |
|
RU2197905C2 |
| УСТРОЙСТВО ДЛЯ ЗАКРУГЛЕНИЯ ЛЕНТЫ РАСШИРЕННОГО ГРАФИТА НА РЕБРО | 2001 |
|
RU2201544C1 |
| КЛИПСАТОР | 2000 |
|
RU2162638C1 |
| СТЕРЕОТАКСИЧЕСКИЙ АППАРАТ | 2002 |
|
RU2218124C1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ШАХТНОЙ ПЕЧИ | 1998 |
|
RU2136762C1 |



Изобретение относится к оборудованию для производства трубчатых изделий путем навивки из ленточного материала. Технической задачей изобретения является повышение надежности работы устройства, в частности регулировки шага подачи материала в процессе работы. Устройство содержит оправку для спиральной намотки ленточного материала, образованную параллельно установленными с возможностью вращения в одном направлении по меньшей мере двумя ведомыми барабанами и по меньшей мере двумя ведущими барабанами на каждый ведомый. Для вращения барабанов имеется привод, а их рабочая поверхность образована аксиально подвижными сегментами. Приводом для сегментов служат копиры, кинематически связанные между собой и выполненные в виде наклонных плоских планок. Угол наклона копиров можно вручную или автоматически регулировать, а соответственно и перемещение сегментов. Так как сегменты ведущих барабанов прижимаются с определенным усилием через ленту, которая является исходным материалом, к сегментам ведомых барабанов, то перемещаются и они на определенный шаг. Данная конструкция позволяет надежно производить регулировку шага подачи материала в процессе работы за счет простых исполнительных механизмов и копиров. 2 з.п.ф-лы, 5 ил.
| Устройство для изготовления трубчатых изделий | 1989 |
|
SU1691131A1 |
| Устройство для ориентации деталей | 1985 |
|
SU1294563A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЕМКОСТНОГО АГРЕГАТА ЗАЖИГАНИЯ АВИАЦИОННЫХ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 2005 |
|
RU2310087C2 |
| Устройство для определения характеристик случайного процесса | 1987 |
|
SU1479939A2 |
| Способ изготовления воздушного фильтра для помещений с повышенными требованиями к содержанию частиц пыли в воздухе | 2020 |
|
RU2748917C1 |
| DE 3421264 А1, 03.01.1985 | |||
| Дезинтегратор для картофеля | 1958 |
|
SU122090A1 |
| Автоматический дозатор жидкости | 1972 |
|
SU439704A1 |
| FR 1111637 А, 01.03.1956. | |||
