1
(21)4755077/05
(22)02.11.89
(46)15.11.91. Бюл. №42
(71) Ярославский политехнический институт
(72)В. А. Мартьянов, А. Г. Маланови В. В. Кирик
(53)678.057.94:678.06:621.643(088.8)
(56)Авторское свидетельство СССР Мг 355032, кл. В 29 D 23/22, 1970.
Заявка ФРГ №2310087, кл. В 29 D 23/12, 1976.
(54)УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ИЗДЕЛИЙ
(57)Изобретение относится к производству трубчатых изделий путем навивки из ленточного полимерного материала и может быть
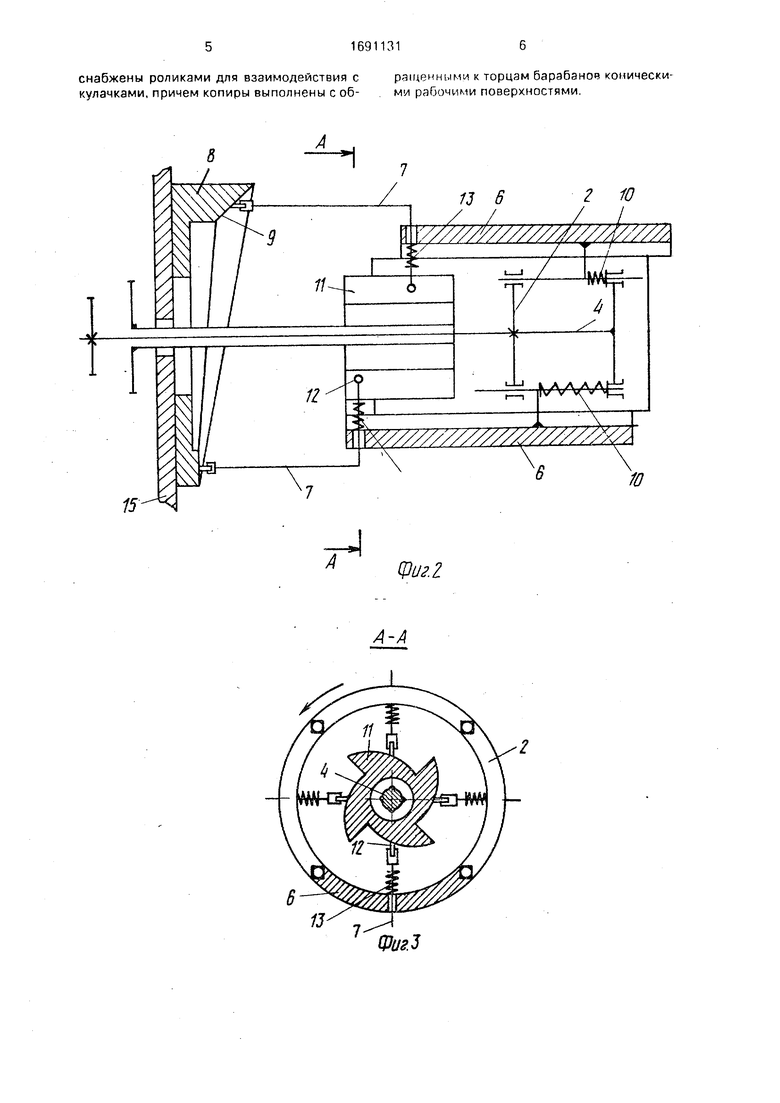
использовано для изготовления резинотехнических изделий, в частности рукавов. Цель изобретения - расширение технологических возможностей устройства за счет обеспечения возможности управления процессом спиральной навивки. Для этого в полости барабанов 2 установлены приводные профильные кулачки 11. Толкатели 7 сегментов 6 барабанов установлены с возможностью аксиального и радиального перемещения и снабжены роликами для взаимодействия с кулачками 11. Копиры 8 ля аксиального перемещения толкателей 7 выполнены с обращенными к торцам барабанов 2 коническими рабочими поверхностями 9. 4 ил,
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2013 |
|
RU2535718C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ИЗДЕЛИЙ | 1998 |
|
RU2157761C2 |
| Устройство для изготовления браслетов покрышек пневматических шин | 1977 |
|
SU700055A3 |
| Способ изготовления зубчатых ремней и устройство для его осуществления | 1985 |
|
SU1310243A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ ПУТЕМ НАВИВКИ ИЗ ЛЕНТОЧНОГО МАТЕРИАЛА | 2010 |
|
RU2469856C2 |
| СТАНОК ДЛЯ СБОРКИ И РЕЗКИ ВИКЕЛЕЙ НА ЗАГОТОВКИ, НАПРИМЕР КЛИНОВЫХ РЕМНЕЙ | 1965 |
|
SU176384A1 |
| ОДНОШПИНДЕЛЬНЫЙ АВТОМАТИЧЕСКИЙ ТОКАРНО-РЕВОЛЬВЕРНЫЙ СТАНОК | 1949 |
|
SU91305A1 |
| ГИДРОДИНАМИЧЕСКИЙ ГИРОСКОП | 2009 |
|
RU2433375C2 |
| СПОСОБ СБОРКИ ШИН И СИСТЕМА СБОРКИ ШИН, ПРЕДНАЗНАЧЕННЫЕ, В ЧАСТНОСТИ, ДЛЯ НАВИВКИ ЛЕНТЫ | 2019 |
|
RU2789317C2 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU534286A1 |

Щиг1
Ы
Изооретение относятся к производству трубчатых изделий путем навивки из ленточного полимерного материала и может быгь использовано для изготовления рези- исуг хнических изделий, в частности рука- no в.
и/:-/1ь изобретения - расширение техно- ,о,.х возможностей устройства за счет обеспечения возможности управления процессом спиральной навивки,
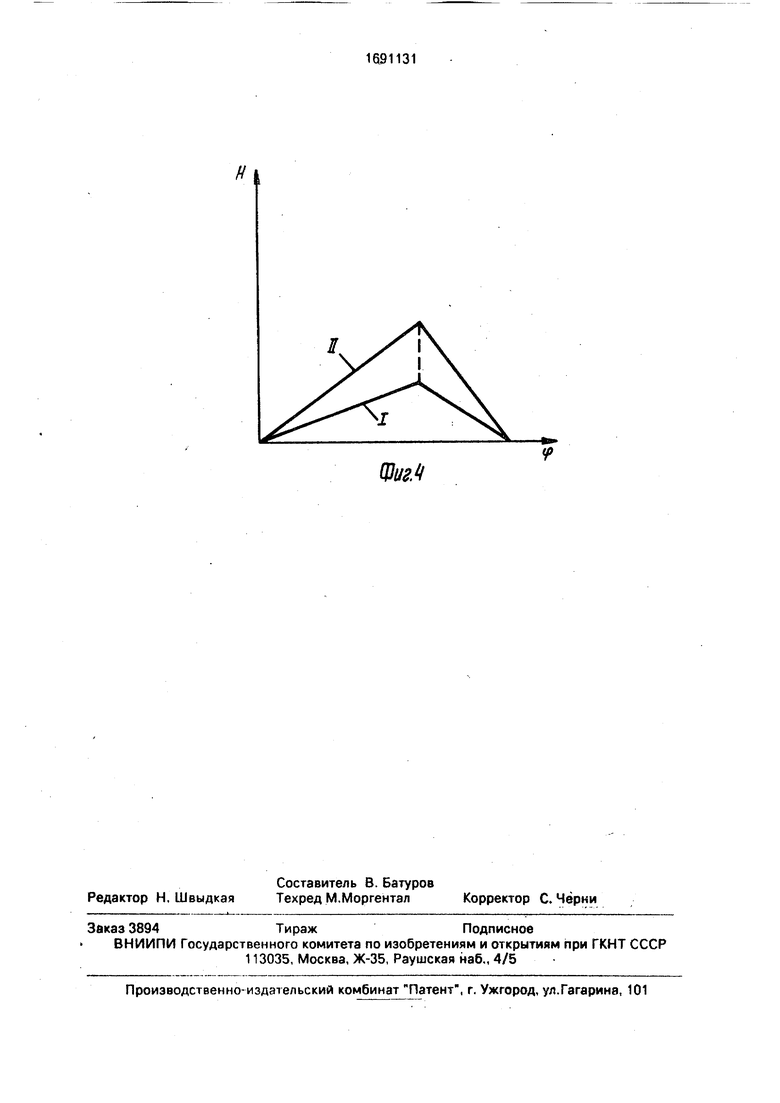
Hs фиг, 1 схематически изображено продвигаемое устройство; на фиг. 2 - один л: гг-а5ы ов; на фиг. 3 - разрез А-А на фиг. - ; на 4- зависимость ходансегмента ог упч -р покопота барабана.
Ус : омег во для изготовления трубчатых iV.o. « -ч содержит справку 1 для спиралькам г:а:иотк;/ ленточного материала, образо- г,й:-:чую параллельно установленными с нос /,ожкостыо вращения в одном направлении по меньшей мере двумя барабанами 2, м привод 3 вращения барабанов, кинемати- чоскм связанный с. валами 4 барабанов по- с редел чом зубчатой передачи 5.
рабочая поверхность каждого барабана образована аксиально подвижными сегментами б с толкателями 7. Для аксиального перемещения сегментов предназначены ноо рсжственные. копиры 8, которые выполнены с обращенными к торцам барабанов 6 коническими рабочими поверхностями 9-. Для силового замыкания копиров Q л толкателей 7 служат пружины 10,
Устройство снабжено приводными .родильными кулачками 11, установленными э полости барабанов 2,
Толкатели 7 установлены на сегментах с возможностью радиального перемещения v; снабжены роликами 12 для взэимодейс - |«| с кулачками 11, Для силового замыка.-и-я тслхсггепей 7 с кулачками 11 имеются пружины S3. Для поворота кулачков 11 имеется пьизод 14, Копиры 8 закреплены на станине
.
Устройство работает следующим обраЛенточный материал (не показан) подается РОД углом навивки на вращающиеся от привода 3 барабаны 2. При этом кулачки 11 зрзщаются от привода 14 со скоростью ба- рз&анов 2. В это же время толкатели 7 от взаимодействия с копирами 8 перемещаются аксиально с постоянной скоростью,обеспечивай формование трубчатого изделия с заданным шагом навивки. При этом рабочая поверхность 9 пространственного копира 8 выполнена так, что чем дальше располагается голкатель 7 от оси копира, тем больше ход сегмента 6 (фиг. 4), На фиг, 4 диаграмма
I соответствует минимальному диаметру рабочей поверхности 9 копира, а диаграмма II - максимальному его диаметру.
Если необходимо изменить шаг спиральной навивки в процессе формования изделий, например увеличить, то необходимо повернуть кулачок 11 относительно вала 4 барабана 2 по часовой стрелке, уменьшая скорость вращения привода 14 по команде
0 оператора (фиг. 3). При этом под действием кулачка 11 толкатель 7 перемещается в радиальном направлении от оси барабана 2, а значит, и от оси пространственного копира 8 л начинает двигаться по новой траекто5 рии, задаваемой пространственным копиром 8 (фиг. 2). При этом увеличивается аксиальный ход сегментов 6 и соответственно шаг винтовой линии навивки изделия. При необходимости уменьшения шага
0 навивки кулачок 11 поворачивается с помощью привода 14 относительно вала 4 против часовой стрелки. При этом за счет пружины 13 обеспечивает силовое замыкание толкателя 7 и кулачка 11, и толкатель 7
5 перемещается к центру барабана 2 и соответственно к оси пространственного копира 8. При этом ход сегмента б уменьшается и соответственно уменьшается шаг винтовой навивки рукава
0Под действием пружины 10 сегмент совершает обратный ход, и осуществляется силовое замыкание толкателя 7 с пространственным копиром 8.
Изменение шага навивки при формова5 нии трубчатых изделий необходимо, например, для поддержания стабильной ширины спирального шва при изменении ширины исходного материала.
Предлагаемое устройство позволяет ис0 ключить дополнительные операции, связанные с выравниванием исходного ленточного материала, и соответственно при этом исключить его отходы.
Формула изобретения
5 Устройство для изготовления трубчатых изделий, содержащее оправку для спиральной намотки ленточного материала, образованную параллельнс установленными с возможностью вращения в одном маправле0 нии по меньшей мере двумя барабанами, рабочая поверхность которых образована аксиально подвижными сегментами, привод вращения барабанов и копиры для аксиального перемещения толкателей, о т л и ч а5 ю щ е е с я тем, что, с целью расширения технологических возможностей устройства, оно снабжено приводными профильными кулачками, установленными в полости барабанов, а толкатели сегментов установлены с возможностью радиального перемещения и
516911316
снабжены роликами для взаимодействия с ращенными к торцам барабанов конически- кулачками, причем копиры выполнены с об- ми рабочими поверхностями.
1111
т
13
13 6
/ /
/
10
У///// ///У//У/////Л////Л
/.
Z
ufe
4
-О
t-Lj t A A A
т
L
//////////////У/////Ж
Ю
Фиг. 2
Фиг.3
Л.
fflwtf
у
