Изобретение относится к атомной промышленности и может найти применение на предприятиях изготовления таблетированного топлива из диоксида урана (UO2) для тепловыделяющих элементов ядерных реакторов.
Известно, что таблетки диоксида урана UO2 являются одной из основных составляющих тепловыделяющих элементов (ТВЭЛов), в значительной степени определяющих их работоспособность, поэтому к ним предъявляются достаточно жесткие требования по многим показателям. Некоторые требования к таблеткам для ядерных реакторов различного типа и, работающих в разных режимах, отличаются друг от друга, но большинство основных требований являются общими. Получение в производственных условиях таблеток, полностью удовлетворяющих требованиям технических условий (ТУ), довольно непростая задача, поскольку их качество зависит от ряда факторов и, в первую очередь, от качества исходных порошков UO2. Получаемые по разным технологиям порошки диоксида урана UO2 существенно отличаются друг от друга не только по свойствам, но и по стабильности этих свойств. Поэтому в каждом случае требуется отработка своей технологии с учетом свойств используемых порошков диоксида урана UO2.
Известен способ получения таблетированного ядерного топлива, включающий подготовку порошков путем смешения компонентов порошка, смешения со связующим, предварительного уплотнения, грануляции и подготовки гранул для прессования, прессования и спекания (см. патент США N 4436677, кл G 21 С 21/00, 1982 г.).
Недостатком способа является большое количество пылящих операций при подготовке порошка (уплотнение, прессование, грануляция), что приводит к серьезным затруднениям при приготовлении ядерного топлива с точки зрения экологии и потерям ядерного топлива через вентиляцию.
Дополнительные операции по уплотнению порошка удлиняют технологический процесс, снижают производительность и повышают себестоимость изготовления таблеток.
Известен способ изготовления таблеток ядерного топлива, где для изготовления спекаемых таблеток мелкодисперсный порошок диоксида урана UO2 смешивают с порошком оксида урана U3O8, а реакционный и мелкодисперсный оксид U3О8 получают путем окисления на воздухе UO2 при температуре менее 800oC (см. патент ЕПВ (ЕР) N 0249549 от 16.12.87 г. МКИ G 21 С 3/62). В способе использован диоксид UO2, полученный сухим методом, а способ изготовления таблеток основан на основе оксида урана, т.е. основная масса смешиваемых порошков это оксид U3O8 и к нему вносится добавка диоксида UO2.
К недостаткам диоксида урана UO2, полученного сухим методом, следует отнести то, что в процессе изготовления UO2 в нем присутствует фтор, который вступает в реакцию с материалом оболочки ТВЭЛа - цирконием, разрушает ее и, как следствие, не исключена разгерметизация ТВЭЛа в ядерном реакторе, а изготовление таблеток на основе оксида U3O8 с добавлением UO2 не позволит достичь требуемой плотности таблеток, так как при восстановлении U3O8 до UO2 при спекании тело таблеток будет крупнопористым из-за газовыделения (Разработка, производство и эксплуатация тепловыделяющих элементов энергетических реакторов. /Под ред. Ф.Г.Решетникова. М.: Энергоатомиздат, 1995 г. Книга 1, стр.151).
Известен способ изготовления таблетированного топлива для тепловыделяющих элементов, включающий подготовку порошка диоксида урана UO2, смешения его с сухим связующим, прессование и удаление связующего со спеканием в газообразной восстановительной среде (патент GB N 2320800 от 01.07.98 г., МКИ G 21 С 3/62, 50с.).
По известному способу подготовку порошка диоксида урана UO2 осуществляют через уплотнения прессованием, грануляцией, окислением до U3O8, восстановлением в среде водорода до UO2 и измельчением. В качестве сухого связующего используют стеариновую кислоту, а спекание осуществляют при 1750oC в среде водорода.
Недостатком известного способа является то, что подготовка порошка через его уплотнение требует проведения дополнительных операций прессования, грануляции, измельчения, а операция окисления требует дополнительной операции восстановления в среде водорода. Проведение дополнительных операций ведет к повышению экологической опасности производства из-за пыления и снижению производительности. Известный способ неполно характеризует сущность изобретения, т.к. в нем не отражен ряд операций, имеющихся в заявленном способе.
Наиболее близким по технической сущности и достигаемому эффекту является способ изготовления таблетированного топлива для тепловыделяющих элементов, включающий подготовку пресс-порошка диоксида урана UO2, обогащенного ураном 235 до 2-5%, смешение с сухим связующим - стеаратом цинка [Zn (C17H35COO)2] и с порошком оксида урана U3O8 прессование со смазкой в матрице, термическое удаление связующего, спекание таблеток в газообразной восстановительной среде, мокрое шлифование алмазным кругом таблеток, сушку и отбраковку бракованных таблеток (Разработка, производство и эксплуатация тепловыделяющих элементов энергетических реакторов./Под ред. Ф.Г.Решетникова. М.: Энергоатомиздат, 1995 г. Книга 1, с. 66-68, 93-94, 94-95, 96-100, 101-102).
В способе-прототипе получение диоксида урана UO2 через полиуринат аммония (АДУ- процесс) связано с соединением аммоний диуринат. Длительный опыт по этой технологии свидетельствует о том, что получение порошков диоксида UO2 стабильного качества затруднительно (см. там же Книга 1, стр.66-68).
Поэтому по традиционной схеме подготовку пресс-порошка диоксида урана UO2, по способу-прототипу осуществляют через уплотнение, включающее прессование брикетов, размалывание их, грануляцию, рассев (см. там же, с. 93 1), 2)-94).
Недостатком подготовки пресс-порошка способа-прототипа является то, что требуются дополнительные операции уплотнения, а дополнительные операции приводят к снижению производительности, повышению экологической опасности производства из-за пыления. Операция смешения в способе-прототипе включает смешение порошка диоксида урана UO2 со связующим веществом - стеаратом цинка [Zn(C17H35COO)2] (см.там же с. 94).
От равномерности смешения порошка диоксида урана UO2 со связующим - стеаратом цинка [Zn(C17H35COO)2] и от его (стеарата цинка количества, в смеси порошка диоксида урана UO2, зависит качество таблеток.
Количество связующего, в зависимости от способа подготовки пресс-порошка, составляет 4-10%. При недостатке связующего затрудняется прессование таблеток из-за увеличения трения как внутри самого порошка, так и между порошком и матрицей пресс-формы. Это приводит к уменьшению плотности прессованных таблеток. При этом также увеличиваются усилия выталкивания таблеток из пресс-формы, что может явиться причиной зарождения в таблетках таких дефектов как трещины и сколы.
Увеличение связующего снижает плотность спрессованных таблеток по другой причине - за счет объема связующего. Большое количество связующего испаряясь, при нагревании таблеток, затрудняет их спекание и получение требуемой высокой плотности. Кроме того, со связующим вводится значительное количество углерода, часть которого может оставаться в спеченных таблетках, ухудшая работоспособность ТВЭЛов (см. там же стр. 95). Именно оставшийся углерод приводит к распуханию таблеток, что не исключает разгерметизации ТВЭЛа в ядерном реакторе. Те же самые дефекты таблеток вызовет и неравномерное распределение связующего в пресс-порошке при неравномерном смешении (см. там же стр. 95).
Операция мокрого шлифования спеченных таблеток, с помощью круга с алмазным покрытием (см. там же стр. 101-102, не исключает получение брака таблеток при нарушении размещения таблетки между ведущим и шлифовальным кругами, а также качество шлифованных таблеток зависит от размеров кругов.
Наиболее близким по технической сущности и достигаемому эффекту является устройство для осуществления способа изготовления втулочного таблетированного топлива для тепловыделяющих элементов, включающее:
- агрегат смешения порошков диоксида урана UO2 и стеарата цинка;
- агрегат прессования таблеток из смеси порошков диоксида урана UO2 и стеарата цинка, содержащий матрицу;
- агрегат спекания таблеток, содержащий печь тоннельного типа, имеющую три температурные зоны нагревания и спекания таблеток в восстановительной среде и охлаждения с продвижением лодочек с таблетками через три зоны;
- агрегат мокрого шлифования поверхности таблеток и агрегат сушки (Разработка, производство и эксплуатация тепловыделяющих элементов энергетических реакторов./Под ред. Ф.Г.Решетникова. М.:
Энергоатомиздат, 1995 г. Книга 1, с. 93-95, 98, 99, 101, 102).
Благодаря трехзонной тоннельной печи сушка и температурное удаление связующего из таблетки можно осуществлять в первой зоне печи без дополнительной печи сушки таблеток, но тоннельная печь не предусматривает в своей конструкции агрегата накопления сырых таблеток и его необходимой стыковки с тоннельной печью и с агрегатом загрузки сырых таблеток в агрегат накопления, что снижает производительность при изготовлении таблеток.
Недостатком агрегата шлифования является то, что шлифование таблеток одним кругом может не обеспечить полноты шлифования, что потребует дополнительного прохода, а это снижает производительность и требуется весьма точная установка опор (верхней и нижней), удерживающих таблетку в зоне шлифования, а иначе возможен брак таблеток при шлифовании.
В процессе изготовления таблетированного топлива неизбежно получение брака таблеток, который необходимо перерабатывать. В устройстве-прототипе этот агрегат отсутствует.
Технической задачей изобретения является повышение производительности, выхода годных, качества таблеток, уменьшения пылеобразования, снижения экологической опасности производства и повышения срока эксплуатации ТВЭЛ в ядерном реакторе.
Эта техническая задача решается тем, что в способе изготовления таблетированного топлива для тепловыделяющих элементов, включающем подготовку пресс-порошка диоксида урана UO2, обогащенного ураном 235 до 2-5%, смешение с сухим связующим - стеаратом цинка [Zn(C17H35COO)2] и с порошком оксида U3O8, прессование со смазкой в матрице, термическое удаление связующего, спекание таблеток в газообразной восстановительной среде, мокрое шлифование таблеток алмазным кругом, сушку и отбраковку, бракованных таблеток;
согласно изобретения в качестве диоксида урана UO2 применяют порошок диоксида урана UO2, полученный методом мокрого превращения с восстановлением из диураната аммония (АДУ-процессом), который используют без операций уплотнения (прессования брикетов, дробления, размалывания, просеивания), смешение диоксида урана UO2 с сухим связующим - стеаратом цинка [Zn(C17H35COO)2] осуществляют постадийно, где на первой стадии смешивают 5-10 частей от партии порошка диоксида урана UO2, со всем количеством стеарата цинка, требуемом на партию, на второй стадии полученную смесь смешивают с 5 - 10 частями порошка диоксида урана UO2 от партии, на третьей стадии полученную смесь смешивают с остальной частью порошка диоксида урана UO2 и с оксидом урана U3O8, полученном после термического окисления воздухом брака таблеток из диоксида урана UO2 (полученного АДУ-процессом) до оксида урана U3O8, в качестве смазки при прессовании таблеток используют стеарат цинка, ранее введенный в пресс-порошок, мокрую шлифовку поверхности таблетки после спекания в восстановительной среде осуществляют набором кругов, алмазное покрытие которых выбирают от грубой зачистки до тонкого шлифования, ширину поверхности всех кругов определяют по формуле:
L=L1 + H
где L - ширина алмазной поверхности круга,
L1 - ширина ведущего круга,
Н - высота таблетки,
а в агрегате шлифования поверхности таблеток верхнюю и нижнюю опоры устанавливают по формуле:
X = ⊘ + A + 0,1 мм,
где Х - высота нижней кромки верхней опоры до верхней кромки нижней опоры;
⊘ - диаметр таблетки, мм;
А - максимальный припуск снимаемой за один проход при шлифовании и
X1 = N - M+ a - M1,
где X1 - высота нижней опоры;
N - расстояние от базовой плоскости суппорта до линии центров кругов, мм;
М - расстояние от базовой плоскости суппорта до опорной поверхности опоры;
M1 - расстояние от линии центров таблеток до линии центров кругов;
а - величина, равная разнице между 1/2 диаметра таблетки и расстоянием от линии движения таблеток до опорной поверхности нижней опоры до кромки опоры нижней, после чего проводят сушку таблеток.
Другими отличиями способа является то, что:
а) количество стеарата цинка, требуемое на партию, составляют 0,2-0,5%;
б) количество порошка регенерированного оксида U3O8 применяют до 15% на партию;
в) термическое удаление связующего осуществляют при 400-700oC;
г) сушку таблеток после шлифования осуществляют в среде азота при температуре 200-300oC;
д) для окисления бракованных таблеток используют воздух с температурой 500-600oC.
Эта техническая задача решается тем, что устройство для осуществления способа изготовления таблетированного топлива для тепловыделяющих элементов включающее: агрегат смешения порошков диоксида урана UO2 и стеарата цинка; агрегат прессования таблеток из смеси порошков диоксида UO2 и стеарата цинка, содержащий матрицу; агрегат спекания таблеток, содержащий печь тоннельного типа, имеющую три температурные зоны нагревания и спекания таблеток в восстановительной среде и охлаждения с продвижением лодочек с таблетками через три зоны печи; агрегат мокрого шлифования поверхности таблеток и агрегат сушки; согласно изобретения агрегат спекания таблеток снабжен передвижным боксом-накопителем лодочек с таблетками с узлом стыковки с тоннельной печью, с транспортным средством перемещения лодочек с таблетками внутри бокса-накопителя и передвижным разгрузочным боксом со стыковочным узлом с передвижным боксом-накопителем и агрегатом переработки брака таблеток, содержащем вертикальную печь, сито, узел загрузки бракованных таблеток, узел выгрузки порошка оксида урана U3O8 и штуцер ввода в печь газовой окислительной среды.
Другими отличиями является размещение в агрегате переработки брака внутри вертикальной печи под углом к горизонтальной оси барабана с приводом вращения с соосно размещенной в нем трубы с перфорированной поверхностью ввода в барабан горячей окислительной газообразной среды, сито размещено по образующей барабана, узел загрузки бракованных таблеток сообщен с внутренней полостью барабана, внутри которого размещены продольные ребра, а в нижней части печи размещен узел выгрузки регенерированного оксида урана U3O8, выполненный в виде двух параллельных, перекрывающих лопастями друг друга, самоочищающихся шнеков выгрузки и размещение барабана в печи под углом 15 - 30o к горизонтальной оси.
Использование в качестве пресс-порошка для изготовления таблеток смеси диоксида урана UO2 (АДУ-процесса) связующего - стеарата цинка и оксида урана регенерированного U3O8 (АДУ-процесса), позволит использовать порошок диоксида урана UO2 без его уплотнения (прессования брикетов, дробления, размалывания и просеивания), чего ранее нельзя было сделать, снизить при этом экологическую опасность производства за счет уменьшения пылящих операций.
Повысить кампанию срока эксплуатации ТВЭЛ в ядерном реакторе до 5 лет, вместо 2-3 лет, с повышенным выгоранием за счет того, что:
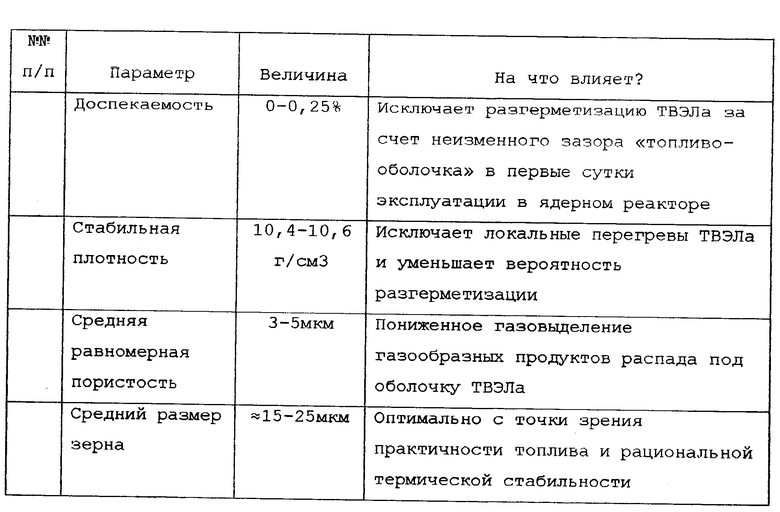
получаемые порошки U3O8 (АДУ-процесса) при окислении UO2 (АДУ-процесса) обладают хорошей текучестью, необходимой плотностью и удельной поверхностью, а потому, при подшихтовке их к основной массе диоксида урана UO2 (АДУ-процесса) технологическая характеристика их резко улучшается, соответственно повышается выход годных и качество таблеток при пониженной и стабильной доспекаемости, стабильной равномерной пористости таблеток, оптимальном размере зерна и низком газовыделении в связи с использованием сухого связующего - стеарата цинка;
исключается ввод с диоксидом UO2 в пресс-порошок фтора, разрушающего оболочку ТВЭЛа, что повысит качество как таблеток, так и ТВЭЛа;
постадийное смешение порошков UO2, U3O8 и стеарата цинка позволит получить равномерно перемешанную структуру пресс-порошка, что исключит брак таблеток при прессовании из-за недостатка или переизбытка связующего - стеарата цинка;
использование связующего - стеарата цинка, ранее введенного в шихту в качестве смазки, исключит ввод в таблетку каких-либо других смазок и улучшит качество таблетки, исключит образование неравномерной зональной пористости, повысит прочность таблетки;
шлифование от грубой очистки до тонкого шлифования и формула, определяющая ширину алмазной поверхности позволяют
исключить брак таблеток, повысить выход годных и качество таблеток; позволяют уменьшить отклонение от цилиндрической образующей таблетки, уменьшают шероховатость поверхности, уменьшают количество сколов, за счет равномерной нагрузки при шлифовании, кроме того делается "заправка" шлифовального круга с торцев для исключения стесов таблетки.
Другие отличия направлены на повышение качества таблеток.
Выполнение подвижного бокса-накопителя таблеток перед тоннельной печью спекания с узлом стыковки с печью, с транспортным средством внутри и передвижного бокса загрузки со стыковочным узлом позволит повысить производительность и рассредоточить ядерный материал по передвижному боксу-накопителю, снизить экологическую опасность производства за счет исключения самопроизвольной ядерной реакции при аварийном затоплении водой.
Выполнение предложенного агрегата переработки брака таблеток позволит интенсифицировать процесс окисления UO2 в U3O8 и повысить производительность. Предложенная схема установки верхней и нижней опор, определяемых по формуле, приведенной ранее, позволит исключить брак таблеток при шлифовании и достичь заданного их размера.
На чертежах представлены:
фиг. 1 - схема способа;
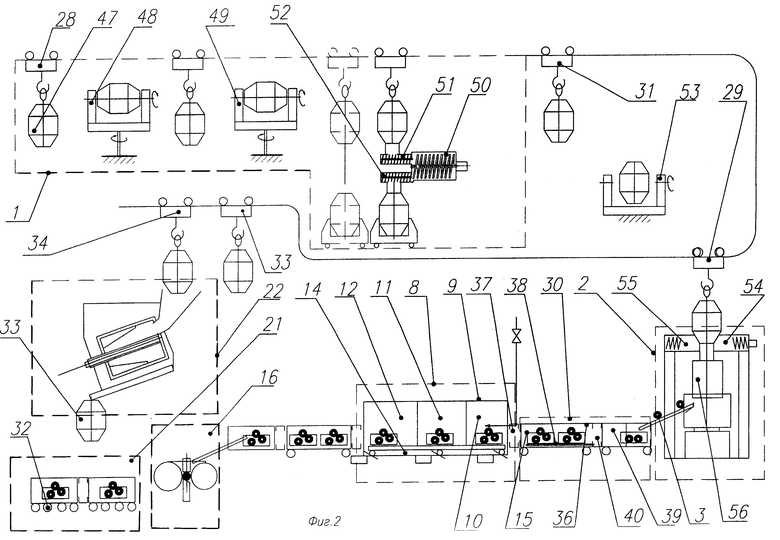
фиг. 2 - устройство осуществления способа;
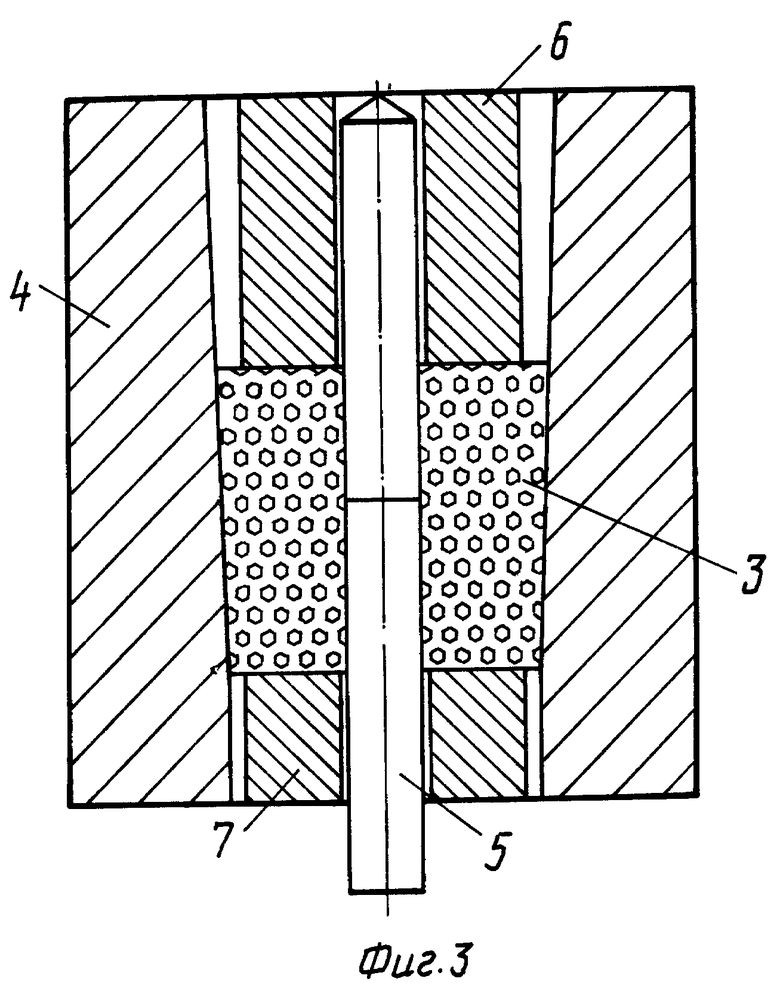
фиг. 3 - агрегат прессования;
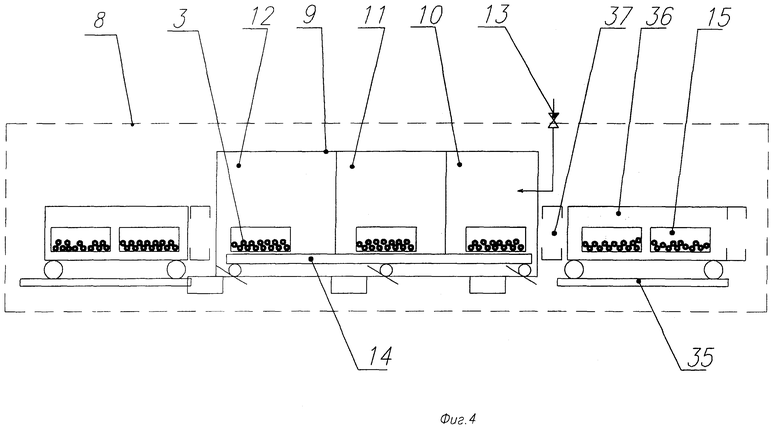
фиг.4 - агрегат удаления связующего и спекания с боксом-накопителем;
фиг. 5 - агрегат шлифования;
фиг. 6 - агрегат переработки брака.
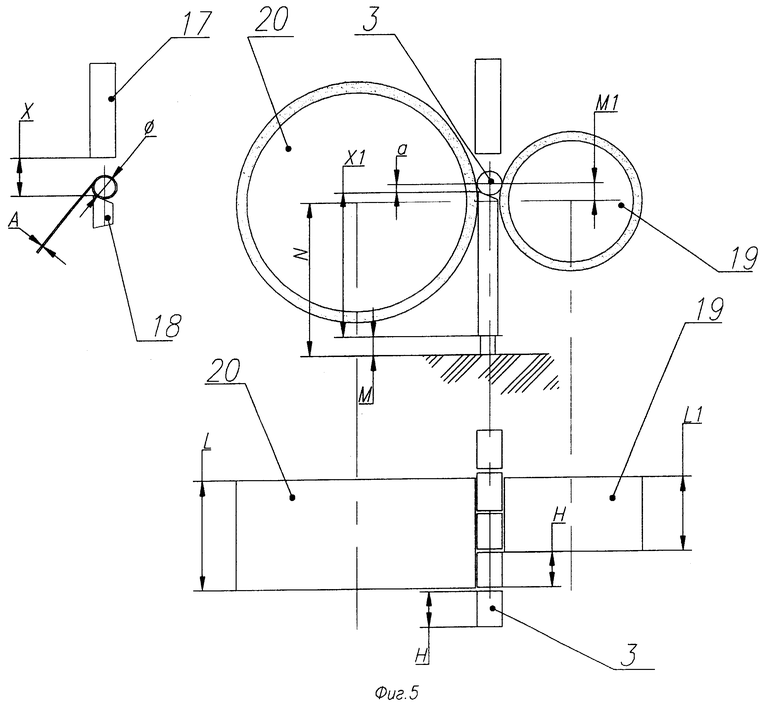
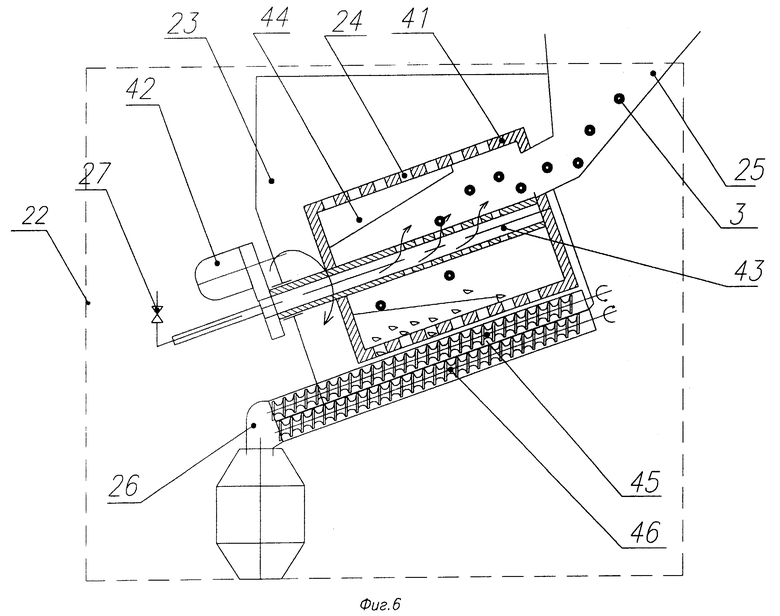
Устройство для осуществления способа изготовления таблетированного топлива для тепловыделяющих элементов, включает (фиг. 1) агрегат 1 смешения порошков диоксида урана UO2, стеарата цинка и оксида урана U3O8; агрегат 2 прессования таблеток 3 из смеси порошков диоксида урана UO2, стеарата цинка и оксида урана U3O8, содержащий матрицу 4 с иглой 5 с верхним 6 и нижним 7 пуансонами (фиг. 3); агрегат (фиг. 1) 8 удаления связующего и спекания таблеток (фиг. 2) 3, содержащий печь 9, имеющую три 10, 11, 12 температурные зоны нагревания и удаления связующего, спекания таблеток 3 в восстановительной среде и охлаждения со штуцером 13 подачи газообразной восстановительной среды; транспортное средство 14 перемещения лодочек 15 с таблетками 3 через три зоны 10, 11, 12 печи 9; агрегат 16 шлифования поверхности таблеток 3, содержащий (фиг. 5) верхнюю 17 и нижнюю 18 опоры с размещенной между ними таблеткой 3, а с боков ведущий 19 круг и круг 20 с алмазным покрытием; агрегат сушки 21; агрегат 22 (фиг. 6) переработки брака таблеток 3, содержащий вертикальную печь 23, сито 24, узел загрузки 25 бракованных таблеток 3, узел выгрузки 26 порошка оксида урана U3O8, и штуцер ввода 27 в вертикальную печь 23 газовой окислительной среды.
Агрегаты 1, 2, 8, 16, 21, 22 (фиг. 1) объединены в поточную линию, которая снабжена (фиг. 2) транспортным средством 28 проводки порошков на смешение в агрегат 1 смешения; транспортным средством проводки 29 пресс-порошка из агрегата 1 смешения в агрегат 2 прессования таблеток 3; транспортным средством 30 проводки таблеток 3 из агрегата 2 прессования в агрегат 8 удаления связующего и спекания таблеток 3; транспортным средством 31 проводки из агрегата 8 в агрегат 16 мокрого шлифования таблеток 3; транспортным средством 32 проводки шлифованных таблеток в агрегат 21 сушки таблеток 3; транспортным средством 33 проводки бракованных таблеток 3 в агрегат 22 их переработки и транспортным средством 34 проводки оксида урана U3O8 из агрегата 22 в агрегат 1.
Игла 5 (фиг. 3) матрицы 4 на длине своей рабочей части выполнена с конусностью до 30 мкм, а сама матрица 4 в рабочей части выполнена также с конусностью до 50 мкм на длине таблетки 3.
Агрегат 8 (фиг. 4) удаления связующего и спекания таблеток 3 снабжен передвижным по направляющим рельсам 35 боксом-накопителем 36 лодочек 15 с таблетками 3 с узлом стыковки 37 с тонельной печью 9, с транспортным средством 38 (фиг. 2) для перемещения лодочек 15 с таблетками 3 внутри бокса-накопителя 36 и передвижным загрузочным боксом 39 со стыковочным узлом 40 с передвижным боксом-накопителем 36. Алмазный круг 20 (фиг. 5) агрегата 16 (фиг. 2) шлифования выполнен составным, по крайней мере, из четырех кругов с зернистостью от грубой до тонкой.
В агрегате 22 (фиг. 6) переработки брака таблеток 3 внутри вертикальной печи 23 под углом к горизонтальной оси 15-30o размещен барабан 41 с приводом 42 вращения с соосно размещенной в нем трубы 43 с перфорированной поверхностью ввода в барабан 41 горячей окислительной газоообразной среды, сито 24 размещено по образующей барабана 41, узел загрузки 25 бракованных таблеток 3 сообщен с внутренней полостью барабана 41, внутри которого размещены продольные ребра 44, а в нижней части вертикальной печи 23 размещен узел выгрузки 26 регенерированного оксида урана U3O8 в виде двух параллельно перекрывающих лопастями друг друга самоочищающихся шнеков 45, 46 выгрузки регенерированного оксида урана U3O8.
В качестве транспортного средства 28 проводки порошков на смешение в агрегат 1 смешения использован грузоподъемный механизм с вертикальным подъемом и опусканием и горизонтальной транспортировкой в контейнере-смесителе 47 как на первую стадию смешения, так и на вторую и третью стадии смешения, где на первой стадии смешения имеется привод 48 вращения как вокруг своей оси контейнера, так и горизонтального вращения, на второй стадии имеется аналогичный привод 49 и на третьей стадии барабан-смеситель 50 с узлом шнековой загрузки 51 из контейнера-смесителя 47 и узлом шнековой выгрузки 52 в свободный контейнер-смеситель 47.
В качестве транспортного средства 29 проводки пресс-порошка из агрегата 1 смешения в агрегат 2 прессования использован грузоподъемный механизм, аналогичный грузоподъемному механизму 28 с транспортировкой пресс-порошка в контейнере-смесителе 47.
Перед агрегатом 2 прессования установлен кантователь 53 поворота контейнера-смесителя 47 на 180o, т.е. горловиной к низу, а агрегат 2 снабжен гнездом 54 установки контейнера-смесителя 47 горловиной к низу с вибратором 55 и дозатором 56.
В качестве транспортного средства 30 таблеток 3 из агрегата 2 в агрегат 8 удаления связующего и спекания использованы передвижной бокс-накопитель 36 и передвижной загрузочный бокс 39.
В качестве транспортного средства 31 проводки из агрегата 8 в агрегат 16 мокрого шлифования может быть использован грузоподъемный механизм, аналогичный грузоподъемному механизму 28 с транспортировкой спеченных таблеток в контейнере-смесителе 47, а также передвижной загрузочный бокс, аналогичный боксу 39.
В качестве транспортного средства 32 проводки шлифованных таблеток 3 с агрегата 16 на агрегат 21 сушки таблеток 3 использован рольганг.
В качестве транспортного средства 33 проводки бракованных таблеток 3 в агрегат 22 их переработки использован грузоподъемный механизм, аналогичный грузоподъемному механизму 28 с транспортировкой таблеток в контейнере 47.
В качестве транспортного средства 34 использован грузоподъемный механизм, аналогичный грузоподъемному механизму 28 с транспортировкой порошка U3O8 в контейнере 47 на агрегат 1.
Способ изготовления таблетированного топлива для ТВЭЛ и устройство для его осуществления работают следующим образом.
Диоксид урана UO2, обогащенный ураном 235 от 2-5% (делящийся материал в воспроизводящем материале U238), полученный по классической схеме (АДУ-процесс) без предварительного уплотнения смешивают с сухим связующим-стеаратом цинка [Zn(C17H35COO)2] в следующих пропорциях.
На первой стадии 5-10 частей UO2 с 02-05% стеарата цинка в контейнере-смесителе 47 агрегата 1, который с помощью грузоподъемного механизма 28 устанавливают в привод вращения 48 агрегата 1 и осуществляют вращение контейнера-смесителя 47 как вокруг своей оси, так и в горизонтальном положении.
На второй стадии полученную смесь порошка UO2 и стеарата цинка вместе с контейнером-смесителем 47 грузоподъемным механизмом 28 снимают с привода 48 и устанавливают контейнер в привод 49. В контейнер-смеситель добавляют 5-10 частей порошка UO2 (АДУ-процесс) и смешивают со смесью, находящейся в контейнере-смесителе 47.
На третьей стадии контейнер-смеситель 47 грузоподъемным механизмом 28 снимают с привода 49 и устанавливают на узел шнековой загрузки 51 барабана-смесителя 50, куда подают из контейнера-смесителя 47 смесь порошков, остальной диоксид урана UO2 (АДУ-процесс) и оксид U3O8, полученный окислением брака таблеток UO2 (АДУ-процесс) до U3O8.
На всех стадиях смешение осуществляется в инертной газовой среде азота.
После смешения всех порошков смесь пресс-порошка из барабана-смесителя 50 шнеком узла выгрузки 52 выгружается в контейнер 47, который грузоподъемным механизмом 29, аналогичным грузоподъемному механизму 28, транспортируют на кантователь 53, переворачивают контейнер 47 горловиной к низу, и тем же транспортным средством 29 транспортируют на агрегат 2 прессования таблеток 3, и устанавливают в гнездо 54. На агрегате 2, с помощью вибратора 55 и дозатора 56, пресс-порошок заполняет матрицы 4 с иглами 5, имеющими на длину таблетки конусную заходную часть матрицы до 50 мкм и конусную часть иглы до 30 мкм. С помощью верхнего пуансона 6 и нижнего пуансона 7 прилагают усилия, достаточные для надежного формования таблетки 3. Затем, верхний пуансон 6 поднимается вверх и нижним пуансоном 7 таблетка 3 выпрессовывается из матрицы.
В качестве смазки используется ранее введенный в пресс-порошок стеарат цинка.
Благодаря конусности матрицы и иглы выпрессовка осуществляется без ее сколов и разрушений. После выпрессовки пуансоном 7 осуществляют холостой ход для удаления остатков пресс-порошка с иглы 5. Отпрессованные таблетки загружаются в лодочки 15 и в загрузочный передвижной бокс-накопитель 39, который стыкуют стыковочным узлом 40 с передвижным боксом-накопителем 36 и с помощью транспортного средства 38 лодочки 15 с таблетками 3 размещают в этом боксе 36.
Транспортным средством 30, включающим передвижной бокс 36 на колесах и передвижной бокс 39 на колесах, перемещают по направляющим рельсам 35 боксы 36, 39 между агрегатом 2 и агрегатом 8.
Для удаления связующего и спекания сырых таблеток передвижной бокс 36 перемещают по рельсам 35 и стыковочным узлом 37 стыкуют с тоннельной печью 9, имеющей три зоны 10, 11, 12; где в первой зоне удаляют связующее при температуре 400-700oC; во второй зоне таблетки 3 спекают в среде водорода или диссоциированного аммиака при температуре 1750±50 и в третьей зоне таблетки 3 охлаждают.
Подачу восстановителя в тоннельную печь 9 осуществляют через штуцер 13, а перемещение лодочек с таблетками по тоннельной печи осуществляют транспортным средством 14.
Спеченные таблетки 3 ссыпаются в контейнер 47 и транспортным средством 31, аналогичным транспортному средству 28, транспортируются на агрегат 16 шлифования их или подаются в лодочках 15 непосредственно на агрегат 16 в передвижном боксе, аналогичном боксу 39.
В агрегате 16 шлифования поверхности таблеток 3 верхнюю 17 и нижнюю 18 опоры устанавливают по формуле:
X = ⊘ + A + 0,1 мм
где X - высота нижней кромки верхней опоры 17 до верхней кромки нижней опоры 18;
⊘ - диаметр таблетки, мм;
A - максимальный припуск, снимаемой за один проход при шлифовании и
X1 = N - M + a - M1,
где X1 - высота нижней опоры 18;
N - расстояние от базовой плоскости суппорта до линии центров кругов (ведущий 19 и с алмазным покрытием 20);
M - расстояние от базовой плоскости суппорта до опорной поверхности опоры;
M1 - расстояние от линии центров таблеток 3 до линии центров кругов;
а - величина, равная разнице между 1/2 диаметра таблетки 3 и расстоянием от линии движения таблеток 3 по опорной поверхности нижней опоры 18 до кромки опоры 18 нижней.
Установка опор гарантирует качество таблеток 3 за счет исключения недошлифовки и перешлифовки с нарушением диаметра таблетки 3.
Мокрую шлифовку поверхности таблеток 3 после спекания осуществляют набором, по крайней мере, из четырех кругов с алмазным покрытием от грубого до тонкого шлифования, ширину поверхности всех кругов определяют по формуле:
L = L1+H,
где L - ширина алмазной поверхности круга 20;
L1 - ширина ведущего круга 19;
Н - высота таблетки 3.
В качестве транспортного средства 32 используют рольганг, которым подают шлифованные таблетки 3 в агрегат 21 сушки, где сушку таблеток после мокрого шлифования осуществляют в среде азота при температуре 200-300oС в сетчатых лодочках с их перемещением по агрегату 21 сушки.
Транспортным средством 33, аналогичным транспортному средству 28, контейнер 47 выводится из процесса с годными таблетками, а бракованные таблетки транспортным средством 33 в контейнере 47 транспортируются на агрегат 22 переработки бракованных таблеток 3, где бракованные таблетки 3 через узел загрузки 25 загружаются в барабан 41 с приводом 42 его вращения. При вращении барабана 41 бракованные таблетки 3 диоксида урана UO2 подхватываются продольными ребрами 44 и интенсивно перемещаются во внутрь барабана. Через штуцер 27 и трубу 43 с перфорированной поверхностью подается горячий воздух с температурой 500-600oC и диоксид урана UO2 окисляется до оксида урана U3O8, ссыпается через сетчатую поверхность 24 барабана в нижнюю часть вертикальной печи 23 к узлу выгрузки 26, где самоочищаемыми шнеками 45, 46 порошок U3O8 выводится из агрегата 22 в контейнер 47 и транспортным средством 34, аналогичным транспортному средству 28, контейнер 47 с регенерированным оксидом U3O8 транспортируется в голову процесса на агрегат 1 смешения, где до 15% подшихтовывается к пресс-порошку диоксида урана UO2 в смеси со стеаратом цинка.
Все минимальные и максимальные параметры являются оптимальными, проверены на практике и любое отклонение в меньшую или большую сторону приведет к снижению качества таблеток.
Проведены испытания предложенного способа и при этом получен положительный результат.
В прилагаемой таблице приведены данные, позволяющие увеличить выгорание ядерного топлива ТВЭЛ и продолжительность компании.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТАБЛЕТИРОВАННОГО ТОПЛИВА ДЛЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2210821C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТАБЛЕТИРОВАННОГО ТОПЛИВА ДЛЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2003 |
|
RU2256245C2 |
| ЛИНИЯ ИЗГОТОВЛЕНИЯ ТАБЛЕТИРОВАННОГО ТОПЛИВА ДЛЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2003 |
|
RU2256246C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТАБЛЕТИРОВАННОГО ТОПЛИВА ДЛЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ ЯДЕРНОГО РЕАКТОРА | 2007 |
|
RU2360311C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТАБЛЕТИРОВАННОГО ТОПЛИВА ДЛЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ ЯДЕРНОГО РЕАКТОРА | 2006 |
|
RU2338274C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТАБЛЕТИРОВАННОГО ЯДЕРНОГО ТОПЛИВА | 2004 |
|
RU2275700C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТАБЛЕТИРОВАННОГО ТОПЛИВА ДЛЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ ЯДЕРНОГО РЕАКТОРА И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2006 |
|
RU2344502C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТАБЛЕТИРОВАННОГО ЯДЕРНОГО ТОПЛИВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2170957C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТАБЛЕТИРОВАННОГО ЯДЕРНОГО ТОПЛИВА | 2003 |
|
RU2255386C2 |
| ЛИНИЯ ИЗГОТОВЛЕНИЯ ТАБЛЕТИРОВАННОГО ТОПЛИВА ДЛЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2003 |
|
RU2255385C2 |
Использование: при изготовлении таблетированного топлива из диоксида урана (UO2) для повышения производительности, выхода годных, качества таблеток, уменьшения пылеобразования, снижения экологической опасности производства и повышения срока эксплуатации ТВЭЛ в ядерном реакторе. Сущность изобретения: порошок диоксида урана UO2, полученный методом мокрого превращения с восстановлением из диураната аммония (АДУ-процессом) без операций уплотнения, смешивают с сухим связующим - стеаратом цинка в среде инертного газа и оксидом урана U3O8, полученным из брака таблеток после термического окисления воздухом, прессуют в матрице со стеаратом цинка, спекают в восстановительной среде, шлифуют мокрым методом набором алмазных кругов, шлифовальные поверхности которых определяют по формулам, сушат и отбраковывают бракованные таблетки. Устройство для осуществления способа включает агрегаты: смешения порошков UO2 и стеарата цинка, прессования таблеток, спекания таблеток, агрегат мокрого шлифования, сушки и переработки брака. Агрегат спекания таблеток снабжен передвижным боксом - накопителем лодочек с таблетками с узлом стыковки с тоннельной печью. В агрегате мокрой шлифовки круг с алмазным покрытием выполнен составным, по крайней мере, из четырех кругов с зернистостью от грубой до тонкой. 2 с. и 8 з.п. ф-лы, 6 ил., 1 табл.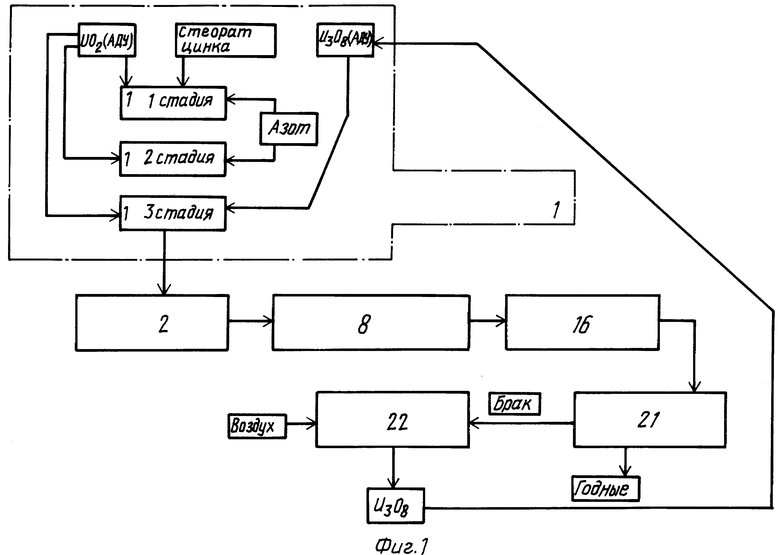
L = L1 + H,
где L - ширина алмазной поверхности круга;
L1 - ширина ведущего круга;
H - высота таблетки,
а в агрегате шлифования поверхности таблеток верхнюю и нижнюю опоры устанавливают по формуле
X = ⊘ + A + 0,1 мм,
где X - высота нижней кромки верхней опоры до верхней кромки нижней опоры;
⊘ - диаметр таблетки, мм;
A - максимальный припуск снимаемой за один проход при шлифовании и
XI = N - M + a - MI,
где XI - высота нижней опоры;
N - расстояние от базовой плоскости суппорта до линии центров кругов, мм;
M - расстояние от базовой плоскости суппорта до опорной поверхности опоры;
MI - расстояние от линии центров таблеток до линии центров кругов;
a - величина, равная разнице между 1/2 диаметра таблетки и расстоянием от линии движения таблеток по опорной поверхности нижней опоры до кромки опоры нижней,
после чего сушку проводят в инертной газовой среде.
| РЕШЕТНИКОВ Ф.Г | |||
| и др | |||
| Разработка, производство и эксплуатация тепловыделяющих элементов энергетических реакторов кн.1 | |||
| - М.: Энергоатомиздат, 1995, с.93-95, 98-99, 101-102 | |||
| ТОПЛИВНАЯ КОМПОЗИЦИЯ ДЛЯ РЕАКТОРОВ НА БЫСТРЫХ НЕЙТРОНАХ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 1996 |
|
RU2098870C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОПЛИВНЫХ УРАНОВЫХ ТАБЛЕТОК (ВАРИАНТЫ) | 1990 |
|
RU2081063C1 |
| УСТРОЙСТВО ДЛЯ ПРОВЕРКИ СИЛЫ ПРИЖАТИЯ КЛЕММЫ СКРЕПЛЕНИЯ К РЕЛЬСУ | 2004 |
|
RU2320800C2 |
| Система питания бортовой сети гибридного транспортного средства | 2019 |
|
RU2733889C1 |
| US 4985183 A, 15.01.1991. | |||
