; Изобретение относится к расфасовочно- пaкoвoчнoмy оборудованию для сыпучих,
5ЫЛЯЩИХ материалов и может быть исполь- овано в промышленности строительных ма- ериалов, а также в химической, лег- ijiOH, пищевой промышленности. Цель изобретения - повыи1ение надежности работы и расширение технологических возможностей, , Размещение на одном вертикальном цепкотором формируется бесконечный рукав и производится продольный двойной шов нагревателем 5. Рукав входит в зацепление с элементами 8 и 9, которые закреплены на вертикальных цепных конвейерах 6 и 7 и движутся по направляющим 26 в зоне контакта механизмов. Токосъемники 16 механизма 8 скользят по шнекопроводу 27, нагревательный элемент 13 производит поперечную сварку рукава.
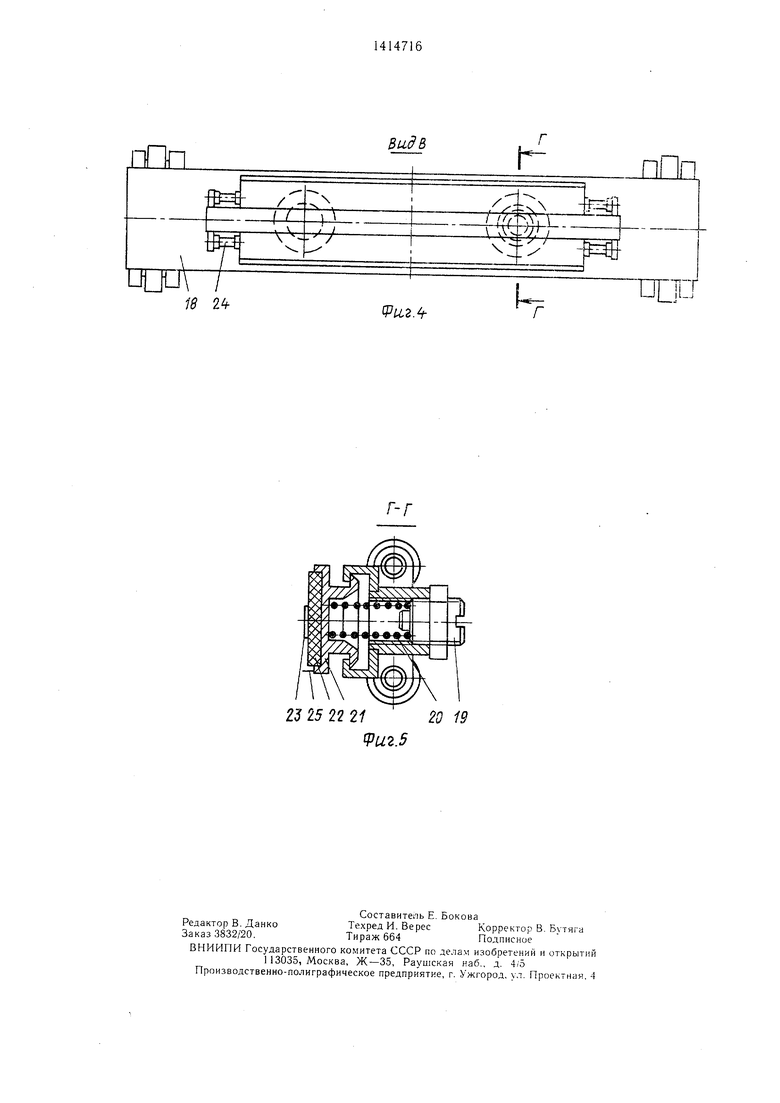
; На фиг. показана кинематическая схема устройства; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на ;фиг. 2; на фиг. 4 - вид В на фиг. 1; :на фиг. 5 - разрез Г-Г на фиг. 4. j Устройство содержит шнек-дозатор 1 с шибером 2, воротник 3 с рукавообразовате- |лем 4, нагреватель 5 для образования
jiOM конвейере нагревательных элементов, а Ю В это время отдозированный материал а другом - пружинных позволяет ком- заполняет пакет. Затем рукав зажимается 1енсировать неровности материала.следующей парой элементов 8 и 9. В это
время иглы 25 образуют в пакете отверстия для удаления воздуха.
15
Зажим рукава происходит между амортизатором 15 и амортизатором-изолятором 22. Сила зажатия, необходимая для протяжки рукава, регулируется винтом 19 через пружину 20 и са.моустанавливающуюся опору |продольного шва, приспособление для протя- 20 21, которая обеспечивает необходимое и рав- ивания и запечатывания рукава, вклю- 1 чающее два вертикальных цепных конвейе- I ра 6 и 7, на одном из которых (6) установлены нагревательные элементы 8, на другом (7) - прижимные элементы 9, а также транспортер для отбора наполненных пакетов 10.
Нагрувательный элемент 8 содержит каретку 11, теплоизолятор 12, нагревательный элемент 13, фторопластовую пленку 14,
30
амортизаторы 15 для удержания пленки, а также токосъемники 16 с пружинами 17.
Прижимной элемент 9 содержит каретку 18, два регулировочных винта 19, пружины 20, самоустанавливающуюся опору 21, амортизатор-изолятор 22, фторопластовую пленку 23 с натяжными винтами 24 и иглы 25 для прокалывания отверстий в пакетах. Каждый прижимной элемент подпружинен.
Устройство работает следующим образом.
номерное прижатие пленки к теплоизолято- ру 12 и нагревательному элементу 13, производящему поперечную сварку пакетов. Сварка происходит между фторопластовыми пленками 14 и 23. Нагревательный элемент 13 имеет продольный выступ, производящий расчленение пакетов путем пережога пленки.
После разжатия первой и второй пар элементов 8 и 9 пакеты под собственным весом попадают на транспортер для отбора наполненных пакетов 10 и поступают в контейнер. А цикл расфасовки повторяется.
35Формула изобретения
Устройство для упаковывания в термопластичный материал, содержащее приспособление для протягивания и запечатывания рукава, включающее два конвейеСыпучий материал из бункера подается ра, на одном из которых укреплены нав вертикальный шнек-дозатор 1 с шибером 2 для материала со свойствами текучести, например цемента. Дозировка ведется числом оборотов шнека.
гревательные элементы, отличающееся тем, что, с целью повышения надежности работы и расширения технологических возможностей, на другом конвейере напротив
Полиэтиленовая пленка подается через . нагревательных установлены прижимные воротник 3 на рукавообразователь 4, наэлементы, каждый из которых подпружинен.
котором формируется бесконечный рукав и производится продольный двойной шов нагревателем 5. Рукав входит в зацепление с элементами 8 и 9, которые закреплены на вертикальных цепных конвейерах 6 и 7 и движутся по направляющим 26 в зоне контакта механизмов. Токосъемники 16 механизма 8 скользят по шнекопроводу 27, нагревательный элемент 13 производит поперечную сварку рукава.
В это время отдозированный материал заполняет пакет. Затем рукав зажимается следующей парой элементов 8 и 9. В это
Зажим рукава происходит между амортизатором 15 и амортизатором-изолятором 22. Сила зажатия, необходимая для протяжки рукава, регулируется винтом 19 через пружину 20 и са.моустанавливающуюся опору 21, которая обеспечивает необходимое и рав-
номерное прижатие пленки к теплоизолято- ру 12 и нагревательному элементу 13, производящему поперечную сварку пакетов. Сварка происходит между фторопластовыми пленками 14 и 23. Нагревательный элемент 13 имеет продольный выступ, производящий расчленение пакетов путем пережога пленки.
После разжатия первой и второй пар элементов 8 и 9 пакеты под собственным весом попадают на транспортер для отбора наполненных пакетов 10 и поступают в контейнер. А цикл расфасовки повторяется.
35Формула изобретения
Устройство для упаковывания в термопластичный материал, содержащее приспособление для протягивания и запечатывания рукава, включающее два конвейе ра, на одном из которых укреплены нагревательные элементы, отличающееся тем, что, с целью повышения надежности работы и расширения технологических возможностей, на другом конвейере напротив
нагревательных установлены прижимные элементы, каждый из которых подпружинен.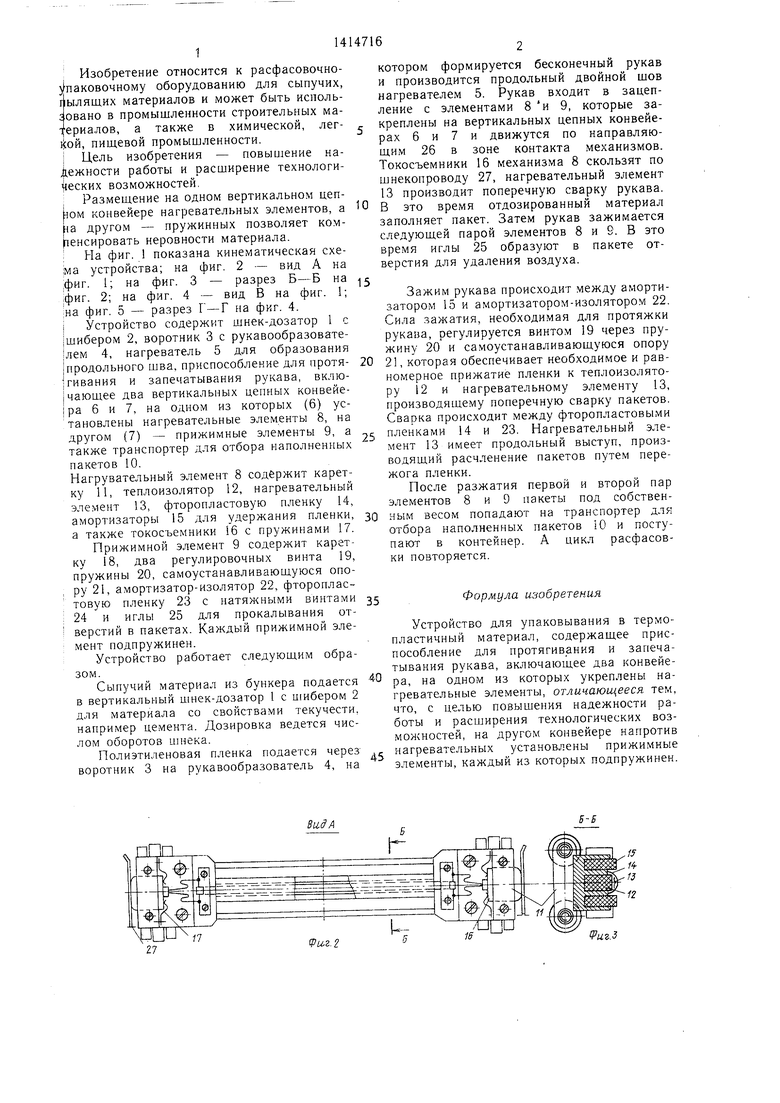
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для упаковывания сыпучих материалов | 1988 |
|
SU1813675A1 |
| Устройство для изготовления,напол-НЕНия и зАпЕчАТыВАНия пАКЕТОВ изпОлиМЕРНОй плЕНКи | 1979 |
|
SU848395A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯШТУЧНЫМИ ПРЕДМЕТАМИ И ЗАПЕЧАТЫВАНИЯ ПАКЕТОВ ИЗ ЛЕНТОЧНОГО ТЕРМОСКЛЕИВАЮЩЕГОСЯМАТЕРИАЛА | 1972 |
|
SU424768A1 |
| Устройство для изготовления, наполнения продуктом и запечатывания пакетов из полимерной пленки | 1986 |
|
SU1446027A1 |
| УСТРОЙСТВО ДЛЯ ОБРАЗОВАНИЯ ПОПЕРЕЧНЫХ ШВОВ ПАКЕТОВ ИЗ ТЕРМОПЛАСТИЧНОЙ ПЛЕНКИ | 1995 |
|
RU2088502C1 |
| Устройство для образования попереч-НыХ шВОВ HA ТЕРМОСВАРиВАЕМыХ РуКАВАХи ОТРЕзАНия гОТОВыХ пАКЕТОВ | 1979 |
|
SU806540A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯПРОДУКТОМ и | 1971 |
|
SU317189A1 |
| Устройство для изготовления,наполнения продуктом и запечатывания пакетов из термосваривающейся пленки | 1985 |
|
SU1384478A1 |
| Устройство для изготовления,наполнения изделиями и запечатывания пакетов из термосклеивающегося материала | 1979 |
|
SU863459A1 |
| Устройство для изготовления из рукавного термопластичного материала упаковок с жидким материалом | 1990 |
|
SU1703561A1 |
Изобретение относится к расфасо- вочно-упаковочному оборудованию для сыпучих, пылящих материалов и может быть использовано в промышленности строительных материалов, а также в хи.мичес- кой, легкой, пищевой промышленности. Цель изобретения - повышение надежности работы и расширение технологических возможностей. Устройство содержит шнек-дозатор 1 с шибером 2, руковообразователь 4, нагреватель 5, приспособление для протягивания и запечатывания рукава, включающее два вертикальн.ых цепных конвейера 6. 7, на одном из которых установлены нагревательные элементы 8, на другом - прижимные элементы 9. 5 ил. с (О W 4 О5
1Д
Риг.2
5-S
1г
Ри.г.з
qjtr
18 г
2525222/20 19
(Риг.5
В ид В
Г
и,г.
h
LJLii-.r
| Устройство для изготовления ампул (контейнеров) | 1958 |
|
SU123446A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Реактивная дисковая турбина | 1925 |
|
SU1958A1 |
