Изобретение относится к лакокрасочной промышленности и может быть использовано для получения огнезащитной и высококачественной эмали.
Известен способ получения красок (а.с. N 384532, МКИ В 01 F 3/12, 1971 г.), включающий смешивание последовательно вводимых пигмента, растворителя и связующего, и последующее перетирание смеси. Операции смешивания и перетирания осуществляются на специальном различном оборудовании.
Недостаток описанного способа в том, что технологический процесс изготовления эмали разделен на операции смешивания компонентов в смесителе и перетира их в соответствующих мельницах. Раздельный процесс изготовления эмали занимает много времени, поэтому, если в смеси присутствуют химически активные компоненты, как в случае изготовления огнезащитной эмали, то, взаимодействуя со связующим и другими компонентами, в течение всего времени технологического процесса, смесь загустевает до такой степени, что ее невозможно извлечь из оборудования.
Кроме того, при концентрации компонентов более 40% и при увеличении числа компонентов, тем более химически активных, что необходимо при получении огнезащитной эмали, внедрение микрочастиц в связующее резко усложняется, о чем свидетельствует быстрота извлечения их из пленки эмали и быстрое расслаивание дисперсии эмали в течение 1 - 1,5 часов, несмотря на введение диспергатора, что говорит о низком качестве эмали и невозможности изготовления огнезащитной эмали.
И, наконец, перетир, производимый в соответствующих мельницах, осуществляется по принципу давления, химически активные компоненты в данном случае активизируются в большей степени, чем при других способах воздействия на частицы, поэтому он не годится для изготовления огнезащитной эмали. Степень перетира таким способом составляет 70-80 единиц по "Клину", что свидетельствует о низком качестве эмали вообще.
Известен смеситель с вертикальной подъемной планитарной мешалкой ("Оборудование заводов лакокрасочной промышленности", Козулин А.Н., 1968 г., с. 577), состоящий из корпуса, электродвигателя и двух валов, вдоль которых винтообразно расположены лопасти, крепящиеся посредством сварки под углом к осям каждого из валов.
Недостаток описанного устройства состоит в том, что крепящиеся под углом к осям лопасти при перемешивании вязких композиций увеличивают силу трения, что ограничивает скорость вращения лопастей, снижает интенсивность процесса перемешивания смеси. Перемешивание происходит при 1400 - 1500 об/мин, при такой интенсивности процесса не хватает усилия для внедрения наполнителей в связующее, необходим отдельный перетир смеси, производимый на отдельном специальном оборудовании, что увеличивает время изготовления эмали, время взаимодействия компонентов, что исключает возможность использования химически активных компонентов, необходимых в составе огнезащитной эмали. Кроме того, от трения происходит сильный разогрев перемешиваемой смеси, что недопустимо для химически активных компонентов. Таким образом, данное устройство нельзя использовать для получения огнезащитной эмали. Интенсивность процесса получения эмали при числе оборотов 1400-1500 в минуту позволяет получать эмаль только с низкой концентрацией компонентов и низкой степенью перетира, а значит готовая эмаль будет низкого качества.
Известна турбинная мешалка (Г.Ф. Пейн "Технология органических покрытий", Госхимиздат, 1963 г., II том, с. 374), содержащая корпус, электродвигатель, центральный вал, к нижней части которого крепится лопасть в виде диска. Скорость вращения мешалки достигает 1800 м/мин. В данной мешалке изготовление эмали производится при совмещении операций смешивания компонентов, перетира их и разбавления.
Недостаток описанной мешалки заключается в том, что срезающее действие на связующее осуществляется в нижней части мешалки, где расположена лопасть, и поэтому однородного перемешивания и перетира эмали по всему объему достичь практически невозможно. Концентрация компонентов эмалей, получаемых в таких мешалках, низка и составляет 6-12%, а перетир при этом получается равным 10 - 15 единицам по "Клину", при повышении концентрации свыше 12% обычно получают степень перетира 50 - 60 единиц по "Клину", что свидетельствует о низком качестве эмали вообще и о невозможности получения в данной мешалке огнезащитной эмали, где концентрация компонентов увеличивается на 23 - 45% за счет присутствия огнезащитных добавок.
Наиболее близким по технической сущности и достигаемому результату является способ изготовления эмали (см. "Технология органических покрытий", Г.Ф. Пейн, II том, Ленинград, 1963., с.373 - 378), заключающийся в совмещении операций смешивания компонентов, перетира их и разбавления. Перегар осуществляется за счет срезающего действия в связующем при одновременном трении частиц одна о другую при высоких скоростях, достигающих 1800 м/мин.
Недостаток данного способа состоит в том, что при скорости 1800 м/мин невозможно добиться перетира смеси достаточной степени, в данном случае он равен 80 единицам по "Клину". Кроме того, ограничена концентрация компонентов, она составляет менее 35-45%, при превышении этого значения, внедрение частиц наполнителей, пигментов, а в случае изготовления огнезащитной эмали и огнезащитных добавок в связующее значительно усложняется. Это отрицательно сказывается на эксплуатационных характеристиках готового продукта, частицы пигмента и наполнителей быстро извлекаются из высохшей пленки эмали, дисперсия эмали расслаивается в течение часа, несмотря на введение диспергатора.
Низкая концентрация компонентов не допустима при получении огнезащитной эмали, т. к. концентрация компонентов в последнем случае должна увеличиться на 25-45% за счет внедрения огнезащитных добавок.
И, наконец, при скорости, равной 1800 м/мин, невозможно достичь необходимой интенсивности технологического процесса получения эмали и он достаточно продолжителен во времени, что недопустимо при использовании химически активных компонентов, присутствующих в огнезащитной эмали. При продолжительном времени изготовления огнезащитной эмали, при взаимодействии всех компонентов, эмаль загустевает до такой степени, что ее невозможно извлечь из оборудования.
Наиболее близким устройством по технической сущности является лопастная вертикальная мешалка (а.с. N 381375, МКИ В 01 F 7/18, оп.22.05.73 г., б.22), состоящая из корпуса, электродвигателя и центрального вала, на котором с помощью тяг шарнирно закреплены лопасти, нижняя из которых выполнена полой и снабжена поплавком, свободно насаженным на вал.
Недостатком описанной мешалки является то, что в нормальном режиме работы она развивает скорость не более 1400-1500 об/мин. При такой интенсивности процесса возникающие усилия явно недостаточны для внедрения наполнителей в связующее, требуется отдельный перетир в специальных мельницах, что увеличивает трудоемкость, энергозатраты, а главное - время изготовления эмали и, соответственно, время взаимодействия компонентов, что недопустимо при наличии химически активных компонентов, коими являются огнезащитные добавки. Длительное взаимодействие химически активных компонентов со связующим и другими компонентами вызывает загустевание эмали, и в отдельных случаях до такой степени, что ее нельзя выгрузить из оборудования.
Интенсивность процесса получения эмали в данной мешалке недостаточна для достижения необходимой степени перетира, следовательно, в ней нельзя получить эмаль хорошего качества. Увеличение числа оборотов в такой мешалке невозможно, т.к. описанная конструкция лопастей, при ускорении, увеличивает силу трения, а значит и температуру изготавливаемой эмали, что недопустимо для химически активных компонентов, входящих в состав огнезащитной эмали. Охлаждающая система в мешалке отсутствует. Следовательно, она не пригодна для изготовления высококачественной и огнезащитной эмали.
В основу изобретения поставлена задача получения огнезащитной и высококачественной эмали, путем увеличения концентрации компонентов и улучшения степени перетира, за счет интенсификации технологического процесса и сокращения времени его осуществления, путем увеличения скорости до 4000 - 12000 об/мин, и создания лопастного вертикального смесителя для изготовления эмали, конструкция которого позволит проводить процесс изготовления эмали при указанном числе оборотов в минуту, и получить огнезащитную эмаль и эмаль высокого качества, путем совмещения технологических операций смешивания компонентов, перетира и разбавления при высоких концентрациях компонентов и степени перетира, сокращая время процесса изготовления эмали, трудо- и энергозатраты.
Поставленная задача решается тем, что в способе изготовления эмали, заключающемся в совмещении операций смешивания компонентов, перетира их, за счет срезающего действия в связующем при одновременном трении частиц одна о другую при высоких скоростях, и разбавления, процесс происходит при скорости вращения 4000-12000 об/мин, и при увеличении концентрации компонентов до 65 - 85%, за счет внедрения огнезащитных добавок от 25% до 45%.
В вертикальном лопастном смесителе, содержащем электродвигатель, цилиндрический корпус, внутри которого размещен центральный вертикальный вал с лопастями, соединенный с валом электродвигателя, лопасти выполнены в виде тонких пластин одинаковой длины, за исключением нижних, толщиной 2-3 мм, крестообразно распределены в плоскостях, перпендикулярных оси вала и расположенных по всей его высоте с шагом 50-80 мм и с зазором 15-20 мм между конечной точкой лопасти и внутренней стенкой корпуса, имеющего коническое днище.
Сопоставительный анализ заявляемого способа с прототипом (Г.Ф. Пейн "Технология органических покрытий", II том, 1963 г., с. 373- 378), позволяет сделать вывод, что заявляемый способ изготовления огнезащитной эмали и высококачественной эмали отличается от известного значительным увеличением скорости процесса при повышении концентрации компонентов.
Сопоставительный анализ заявляемого лопастного вертикального смесителя для изготовления эмали с прототипом (a.c N 381375) позволяет сделать вывод, что заявляемый смеситель отличается от известной мешалки:
- выполнением лопастей в виде тонких пластин одинаковой длины, за исключением нижних, толщиной 2 - 3 мм, формы усеченного конуса со скругленной вершиной;
- расположением лопастей крестообразно в плоскостях, перпендикулярных оси вала по всей его длине с шагом 50-80 мм;
- наличием зазора в 15-20 мм между конечной точкой лопасти (вершиной конуса) и внутренней стенкой корпуса, имеющего коническое днище;
- использованием электродвигателя с числом оборотов 4000-12000 в минуту.
Анализ известных технических решений позволяет сделать вывод о том, что заявляемый способ и смеситель не известны из уровня техники, что свидетельствует о их соответствии критерию "новизна".
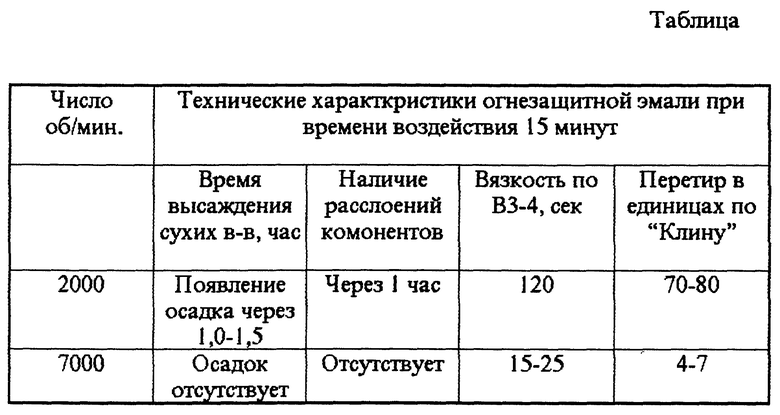
Увеличение числа оборотов до 4000-12000 в минуту увеличивает срезающую силу, действующую на микрочастицы, и трение их друг о друга, что приводит к значительному улучшению перетира при высоких концентрациях компонентов, что является необходимым для изготовления огнезащитных, высококачественных эмалей, т.к. добавки, обеспечивающие огнезащитность составляют 25-45%. Степень перетира при таких скоростях достигается от 1 до 7 единиц по "Клину".
При изготовлении эмали высокоскоростным способом технологический процесс сокращается во времени в 9-10 раз, взаимодействие компонентов настолько мало, что практически не оказывает влияния на физико-химическое состояние смеси, что особенно важно при изготовлении огнезащитных эмалей, содержащих 25-45% химически активных компонентов.
Повышение скорости вращения лопастного вала в процессе изготовления эмали увеличивает интенсивность воздействия на микрочастицы, что позволяет повышать концентрацию компонентов до 65-85%, что положительно сказывается на качестве эмали вообще (наполнители не извлекаются из пленки эмали и дисперсия эмали не расслаивается) и необходимо для получения огнезащитной эмали, где число компонентов увеличивается за счет внедрения огнезащитных добавок.
Таким образом, повышение интенсивности технологического процесса получения эмали, путем увеличения скорости вращения до 4000-12000 об/мин, позволит:
- сократить время изготовления эмали в 9-10 раз;
- повысить технико-эксплуатационные характеристики эмали, за счет достижения степени перетира до 1-7 ед. по "Клину", путем увеличения срезающего действия в связующем;
- увеличить концентрацию компонентов до 65-85% и получить огнезащитную эмаль;
- снизить трудо- и энергозатраты.
Использование лопастей, выполненных в виде пластин толщиной 2-3 мм и крестообразно распределенных в плоскостях, перпендикулярных оси вала, позволяет осуществить вращение последнего со скоростью 4000-12000 об/мин, т.к. почти не возникает сила трения лопастей о смесь, и возможно осуществление срезающего действия в связующем, за счет чего происходит интенсивное внедрение микрочастиц в него. Это позволяет увеличить концентрацию компонентов до 65-85% и повысить степень перетира до 1-7 единиц по "Клину", а следовательно, получить огнезащитную эмаль и эмаль высокого качества.
Почти отсутствующая сила трения не вызывает нагрева изготавливаемой эмали, что очень важно при получении огнезащитной эмали, содержащей химически активные компоненты.
Крестообразное распределение лопастей в плоскостях и распределение этих плоскостей по всей высоте вала с шагом 50-80 мм и с зазором 15-20 мм между конечной точкой лопасти и внутренней стенкой корпуса позволяет осуществить одновременно перемешивание и перетир, за счет срезающего действия в связующем, при одновременном трении одной частицы о другую, практически равномерно по всему объему изготавливаемой эмали, достигая при этом степени перетира 1-7 единиц по "Клину", а за счет высокой интенсивности процесса изготовления эмали, при скорости 4000-12000 об/мин, позволяет получать эмали с концентрацией компонентов 65-85%, что особенно важно при изготовлении огнезащитной эмали, где число компонентов увеличивается за счет огнезащитных добавок, составляющих 25-45% в композиции.
Коническая форма днища позволяет улучшить разгрузку оборудования от эмали.
Таким образом, использование в смесителе тонких лопастей, толщиной 2-3 мм, расположенных с шагом 50-80 мм по всей высоте вала и перпендикулярных к нему, с зазором 15-20 мм между конечной точкой лопасти и внутренней стенкой корпуса, позволяющих интенсифицировать процесс изготовления эмали, за счет повышения скорости до 4000-12000 об/мин, создает возможность, совмещая технологические операции, сократить процесс изготовления эмали в 9-10 раз, повысить степень перетира, равномерно по всему объему изготавливаемой эмали, до 1-7 единиц по "Клину" при увеличении концентрации компонентов до 65-85%, что необходимо для получения огнезащитной эмали и эмали высокого качества, снижаются трудо- и энергозатраты.
Сущность заявляемого изобретения для специалиста не следует явным образом из уровня техники, что позволяет сделать вывод о его соответствии критерию "изобретательский уровень".
Возможность использования заявляемого способа получения эмали и лопастного вертикального смесителя для ее изготовления в отечественной промышленности позволяет сделать вывод о их соответствии критерию "промышленная применимость".
Способ получения огнезащитной эмали осуществляется следующим образом.
Вначале в смеситель с двигателем мощностью 5,5 кВт и с числом оборотов 7000 в минуту через загрузочное устройство вводится растворитель, затем связующее, например смола, перемешивается в течение 5 сек., затем добавляется диспергатор, перемешивается 7-8 сек. Четвертым компонентом загружается огнезащитная добавка, которая перемешивается и одновременно внедряется в связующее в течение 120 сек., далее вводится наполнитель, повышающий укрывистость, внедрение которого в связующее осуществляется 3 сек., затем добавляется пигмент и вся смесь перемешивается 10-12 минут. При данном способе получения огнезащитной эмали, при скорости 7000 об/мин, концентрация компонентов составляет 75%, а степень перетира - 5 единиц по "Клину". При этом наполнители из высохшей пленки эмали не извлекаются, а дисперсия эмали не расслаивается.
При увеличении числа оборотов до 12000 в минуту продолжительность технологического процесса сокращается до 5 минут (время загрузки и выгрузки не учитывается), а качество огнезащитной эмали значительно повышается. Степень перетира составляет 1-2 единиц по "Клину", а концентрация компонентов достигает 85%.
Сравнительные результаты лабораторных испытаний изготавливаемой огнезащитной эмали при 2000 об/мин, и при 7000 об/мин, приведены в таблице.
На фиг. 1 представлен лопастный вертикальный смеситель для изготовления эмали.
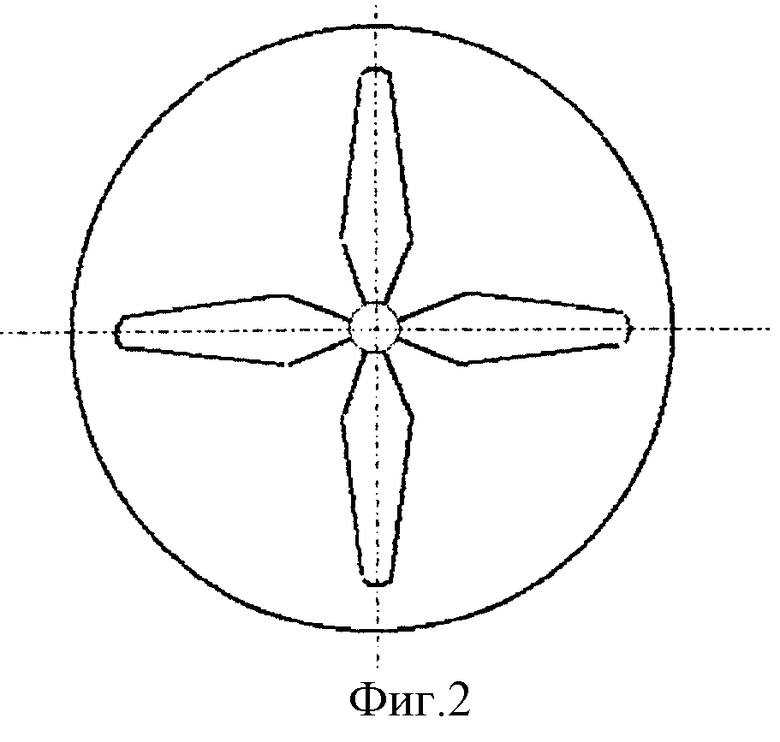
На фиг 2 изображен вид сверху крестообразно расположенных лопастей, находящихся в плоскости, перпендикулярной к оси вала.
Лопастный вертикальный смеситель для изготовления эмали содержит:
1. Корпус смесителя.
2. Электродвигатель.
3. Центральный вал смесителя.
4. Лопасти.
5. Загрузочное устройство.
6. Выгрузочное устройство.
Лопастный вертикальный смеситель состоит из корпуса 1, электродвигателя 2 и вала 3, соединенного с валом электродвигателя 2. На валу 3 посредством сварки закреплены лопасти 4, расположенные крестообразно в плоскостях, перпендикулярных валу 3 и по всей его высоте с шагом 50-80 мм. Между конечной точкой лопасти 4 и внутренней стенкой корпуса 1 имеется зазор в 15-20 мм, причем все лопасти имеют одинаковую длину, за исключением лопастей, расположенных в нижней плоскости, в коническом днище. Лопасти 4 имеют форму усеченного конуса со скругленной вершиной. Верхняя часть корпуса 1 снабжена загрузочным устройством 5, а нижняя - выгрузочным 6.
Лопастный вертикальный смеситель для изготовления эмали работает следующим образом.
В смеситель, диаметр корпуса 1 которого составляет 700 мм, а электродвигатель имеет мощность 5,5 кВт и число оборотов 7000 в минуту, через загрузочное устройство 5 вводится растворитель, а затем связующее и перемешивается 5 сек., затем в работающий или отключенный смеситель загружается диспергатор и перемешивание продолжается еще 7-8 сек., далее поступают добавки, обеспечивающие огнезащитность эмали, которая в течение 120 сек. перемешивается и одновременно в связующее внедряются необходимые компоненты путем срезающего действия в нем. Для повышения укрывистости вводится наполнитель, внедрение которого в связующее производится в течение 30 сек. Затем вводится пигмент и перемешивается вся смесь в течение 10-12 минут. Концентрация компонентов составляет 80%.
Конструкция, размер лопастей 4, их число и расположение в корпусе 1 таково, что при вращении вала 3 они фактически равномерно занимают весь объем смесителя и процесс перемешивания и срезания связующего происходит равномерно во всем объеме изготавливаемой эмали, что позволяет получить, при концентрации компонентов 80%, степень перетира 5 единиц по "Клину, обеспечивая тем самым получение высококачественной и огнезащитной эмали тоже с высокими технико-эксплуатационными показателями.
Введение всех составляющих в смеситель может происходить без его остановки.
Использование заявляемой группы изобретений позволяет:
- повышая интенсивность изготовления и сокращая время процесса изготовления, получить огнезащитную или простую эмаль высокого качества, со степенью перетира 1-7 единиц по "Клину" при концентрации компонентов 65-85%;
- снизить трудо- и энергозатраты процесса получения эмали.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОГНЕЗАЩИТНАЯ ВСПУЧИВАЮЩАЯСЯ ЭМАЛЬ | 1999 |
|
RU2177973C2 |
| СПОСОБ ПОЛУЧЕНИЯ АЛКИДНО-УРЕТАНОВОЙ ЭМАЛИ | 2007 |
|
RU2346967C1 |
| ЛАКОКРАСОЧНАЯ КОМПОЗИЦИЯ АЛКИДНО-УРЕТАНОВОЙ ЭМАЛИ, СПОСОБ ПРОИЗВОДСТВА АЛКИДНО-УРЕТАНОВОЙ ЭМАЛИ РАЗЛИЧНЫХ ТОНОВ И ПРОИЗВОДСТВЕННЫЙ КОМПЛЕКС ПО ВЫРАБОТКЕ АЛКИДНО-УРЕТАНОВЫХ ЭМАЛЕЙ | 2007 |
|
RU2374283C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПЕНТАФТАЛЕВЫХ ЭМАЛЕЙ | 1997 |
|
RU2142484C1 |
| ЛЮМИНЕСЦЕНТНАЯ ЭМАЛЬ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2007 |
|
RU2337931C1 |
| Способ получения противообрастающей эмали по резине | 2018 |
|
RU2690809C1 |
| ЭЛЕКТРОИЗОЛЯЦИОННАЯ ЭМАЛЬ | 2007 |
|
RU2342723C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОТИВООБРАСТАЮЩЕЙ ЭМАЛИ | 2009 |
|
RU2394864C1 |
| ЭМАЛЬ (ВАРИАНТЫ) | 2007 |
|
RU2368632C2 |
| Грунтовая эмаль для стали | 1988 |
|
SU1595804A1 |
Изобретение относится к лакокрасочной промышленности и может быть использовано для получения огнезащитной и высококачественной эмали. Способ заключается в совмещении операций смешения компонентов, перетира их за счет срезающего действия в связующее при одновременном трении частиц одна о другую при скоростях 4000 - 12000 об/мин при повышении концентрации компонентов до 65-85%. Лопастный вертикальный смеситель содержит электродвигатель, цилиндрический корпус, внутри которого размешен центральный вертикальный вал с лопастями, соединенный с валом электродвигателя, при этом лопасти выполнены в виде пластин толщиной 2-3 мм, распределены крестообразно в плоскостях, перпендикулярных оси вала, и расположены по всей его высоте с шагом 50-80 мм и с зазором 15-20 мм между конечной точкой лопасти и внутренней стенкой корпуса, имеющего коническое днище. Изобретение направлено на получение высококачественной эмали за счет интенсификации технологического процесса и сокращения времени его осуществления. 2 с.п. ф-лы, 1 ил.,1 табл.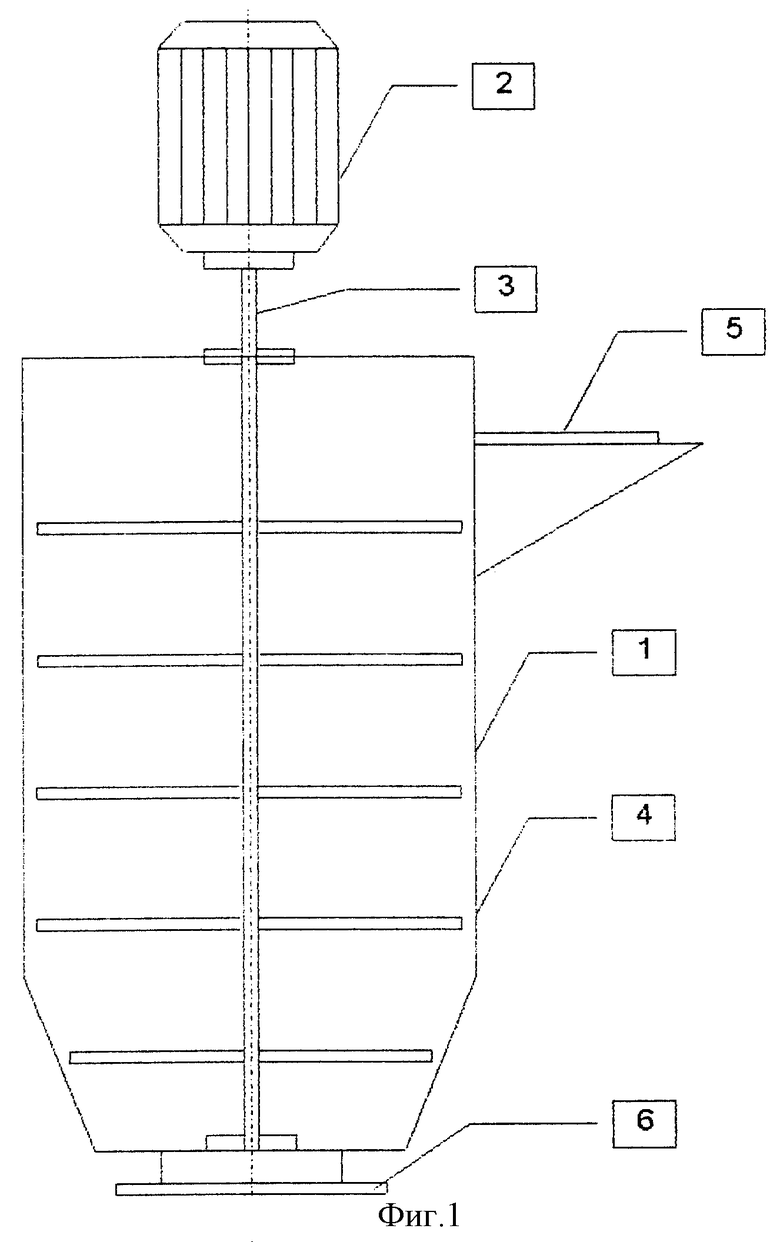
| ПЕЙН Г.П | |||
| Технология органических покрытий | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| - Л., 1963, с.373-378 | |||
| ЛОПАСТНАЯ ВЕРТИКАЛЬНАЯ МЕШАЛКА | 0 |
|
SU381375A1 |
| АППАРАТ ДЛЯ ПЕРЕМЕШИВАНИЯ ЖИДКИХ ГЕТЕРОГЕННЫХ СИСТЕМ | 1996 |
|
RU2131294C1 |
| Шланговое соединение | 0 |
|
SU88A1 |
| US 5219484 A1, 15.09.1993 | |||
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
| Устройство для измерения частоты | 1940 |
|
SU60603A1 |
| СПОСОБ ОБНАРУЖЕНИЯ ПОВРЕЖДЕННЫХ ПЛОДОВ | 0 |
|
SU394006A1 |

