Изобретение касается способа изготовления контейнеров, например, бутылок или т.п. из пленки термопластичного материала, а также устройства для осуществления такого способа и собственно контейнера.
Известные способы изготовления контейнеров, например бутылок из пленки из термопластичного синтетического материала, заключаются в применении соответствующей формы для термического соединения двух обращенных друг к другу полосок пленки с целью образования, между этими двумя полосками, мешочков, открытых на продольной кромке полосок пленки.
Соединенные две полоски пленки предварительно нагревают на участках, занимаемых мешочками, а затем вставляют в форму, состоящую из двух частей, обращенных друг к другу на противоположных сторонах относительно полосок пленки и имеющих формующие полости, которые взаимно разнесены для соответствия расстоянию между мешками так, чтобы каждый мешок располагался в полости формы.
Каждая полость формы имеет на открытой стороне мешочков отверстие, через которое вставляют сопло. После закрытия формы указанное сопло подает струю сжатого воздуха в соответствующий мешок для его надувания, заставляя участки пленки, которые определяют границы мешка, приклеиваться к стенкам полости формы для повторения конфигурации этих полостей.
Продукт, который должен упаковываться в контейнеры, изготовленные таким способом, вводят через ту сторону, которая остается открытой, и затем контейнер герметизируют путем термического соединения на открытой стороне.
Хотя контейнеры, полученные этим способом, являются более дешевыми, чем пластмассовые контейнеры, изготовленные дутьевой экструзией, однако они имеют некоторые недостатки.
Основным недостатком является присутствие кромки, которая выступает от контура контейнера и образована термически соединенной зоной, соединяющей две полоски пленки, использованные для изготовления контейнера.
Наличие этой выступающей кромки не позволяет контейнеру принимать вертикальное положение, следовательно исключается возможность его применения для тех продуктов, которые из-за требований к их демонстрации или использованию обычно упаковывают в бутылки, пузырьки или подобные емкости универсального назначения, которые имеют продолговатую форму, и, следовательно, которые должны находиться в вертикальном положении.
Термически связывающая кромка окружает весь контейнер и мешает закрытию его после открывания, которое достигается путем отрезания или отрыва пленки, из которой изготовлен контейнер. Для устранения этого недостатка контейнеры изготавливают с добавлением соответствующих вкладышей для опоры крышки при применении колпачков с резьбой, однако такие вкладыши усложняют способ изготовления контейнеров и увеличивают их стоимость.
С другой стороны, термически связывающая кромка исключает возможность образования горловины с резьбой для колпачка непосредственно во время стадии формования.
Термически связывающая кромка имеет и другие недостатки, например, она создает неудобства при обращении с контейнером и трудности при упаковке и демонстрации продукта.
В известных контейнерах термически связывающая кромка не позволяет применять способ, заключающийся в нанесении на них цилиндрического элемента, дающего усадку и имеющего обертку для упрощения печатания информации или данных на ней, а не на самом контейнере.
Для решения, по меньшей, мере, проблемы создания вертикально стоящей конструкции контейнеров предлагалось образовать на дне контейнера полость с углублением образуемой за счет применения формы специальной конфигурации, содержащей выступ для термического соединения. Однако такое усовершенствование значительно усложняет изготовление формы, и оно не приспособлено для применения на боковой поверхности контейнера, а также его нельзя применять из-за проблем, фактически связанных с возможностями формы.
Из-за этих проблем применение контейнеров, изготовленных путем термического соединения и термоформования термопластичной синтетической пленки было ограничено до сих пор упаковкой образцов для испытаний, рекламы или для упаковки продуктов одноразового применения.
Задачей настоящего изобретения является разработка способа, позволяющего изготавливать контейнеры, свободные от упомянутых недостатков, но тем не менее с использованием пленки из термопластичного синтетического материала.
Еще одной задачей изобретения является разработка способа, позволяющего изготавливать контейнеры из термопластичной синтетической пленки, причем с более низкими затратами на изготовление, которые можно использовать как обычные, более дорогостоящие пластмассовые контейнеры.
Еще одной задачей изобретения является получение контейнера, изготовленного из термопластичной пленки, на который можно нанести цилиндрический элемент с усадкой и обертку современными способами.
Еще одной задачей изобретения является создание устройства для осуществления способа, стоимость изготовления которого сопоставима со стоимостью известных устройств для изготовления контейнеров из термопластичной пленки.
Эти и другие задачи, которые станут понятными дальше, достигаются способом изготовления контейнеров из пленки термопластичного синтетического материала, включающим стадию термического соединения двух полосок пленки из термопластичного материала, которые обращены друг к другу, для образования между двумя полосками пленки мешочков, открытых на продольной кромке полосок пленки, и стадию термоформования, во время которой части двух полосок пленки, в которых образованы мешочки, вставляют в форму, имеющую полости, расположенные вокруг мешочков, и вводят текучую среду под давлением в мешочки через их открытую сторону для формования путем раздува внутри полостей формы, причем за стадией термоформования следует стадия вырубки тех частей полосок пленки, которые выступают из основания, при этом согласно изобретению термическое соединение двух полосок пленки, которые образуют мешочки, выполняют так, чтобы линия термического соединения, которая определяет границы мешочков, размещалась внутри соответствующей полости формы, когда в нее вставляют полоски пленки, причем на стадии вырубки удаляют части полосок пленки, выступающие от боковой поверхности контура контейнеров, которые термически формуют из мешочков.
Способ по изобретению предпочтительно осуществляют с помощью соответствующего устройства, содержащего средства перемещения по направлению движения двух обращенных друг к другу полосок пленки из термопластичного синтетического материала, две полуформы для термического соединения, которые обращены к двум полоскам пленки на противоположных сторонах вдоль пути их движения и выполнены с возможностью сближения по команде друг с другом для термического соединения полосок пленки по заданным линиям, которые определяют границы образованных между двумя полосками пленки мешочков, которые открыты на продольной кромке двух полосок пленки, причем указанные полуформы для термического соединения имеют на их стороне, обращенной к указанным полоскам пленки, полости, соответствующие мешочкам, которые должны формоваться, и узел термоформования, содержащий форму, в которой имеются формующие полости, приспособленные для приема мешочков, причем каждая из формующих полостей выполнена с отверстием на открытой стороне мешочков, средство ввода текучей среды под давлением, которое может проходить в открытую сторону мешочков через отверстия в формующих полостях, при этом согласно изобретению формующие полости формы для термоформования выполнены большего на заданную величину размера, чем размер полости полуформ для термического соединения, соответствующий размерам мешочков, отформованных в указанных полуформах для термического соединения для того, чтобы участки термического соединения полосок, смежные мешочкам, могли разместиться внутри формующих полостей.
Кроме того, еще один объект изобретения предлагает контейнер, изготовленный из термоформованного синтетического материала, имеющий полый корпус, открытый на одном из его концов, и состоящий из двух частей синтетической пленки, которые формованы и термически соединены по средней плоскости полого корпуса, при этом у контейнера по изобретению зоны термического соединения двух полосок синтетической пленки расположены внутри контура полого корпуса.
Другие признаки и преимущества изобретения будут понятны из последующего описания конкретного варианта выполнения, проиллюстрированного неограничивающим примером, со ссылкой на сопровождающие чертежи, на которых:
фиг. 1 - схематический вид сверху в горизонтальной проекции устройства для осуществления способа по изобретению;
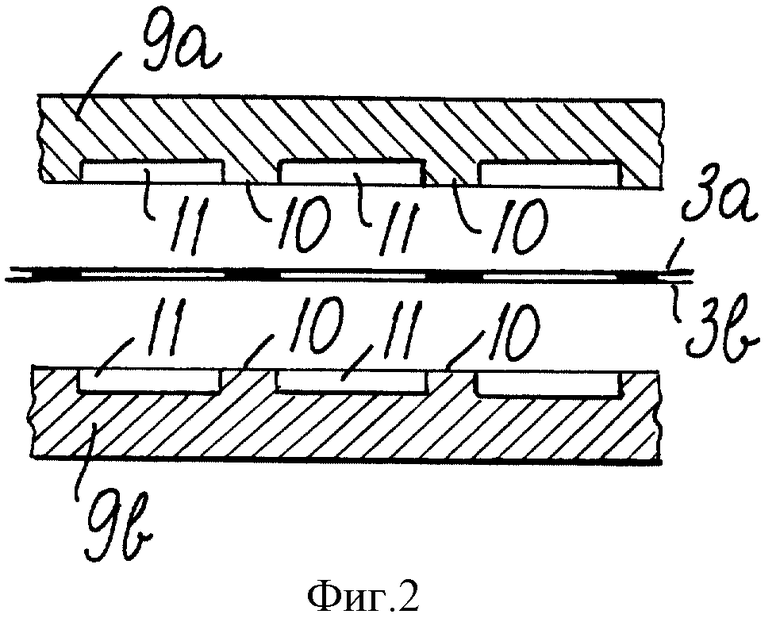
фиг. 2 - вид в увеличенном масштабе разреза II-II на фиг. 1, показывающий полуформы в открытом положении для термического соединения;
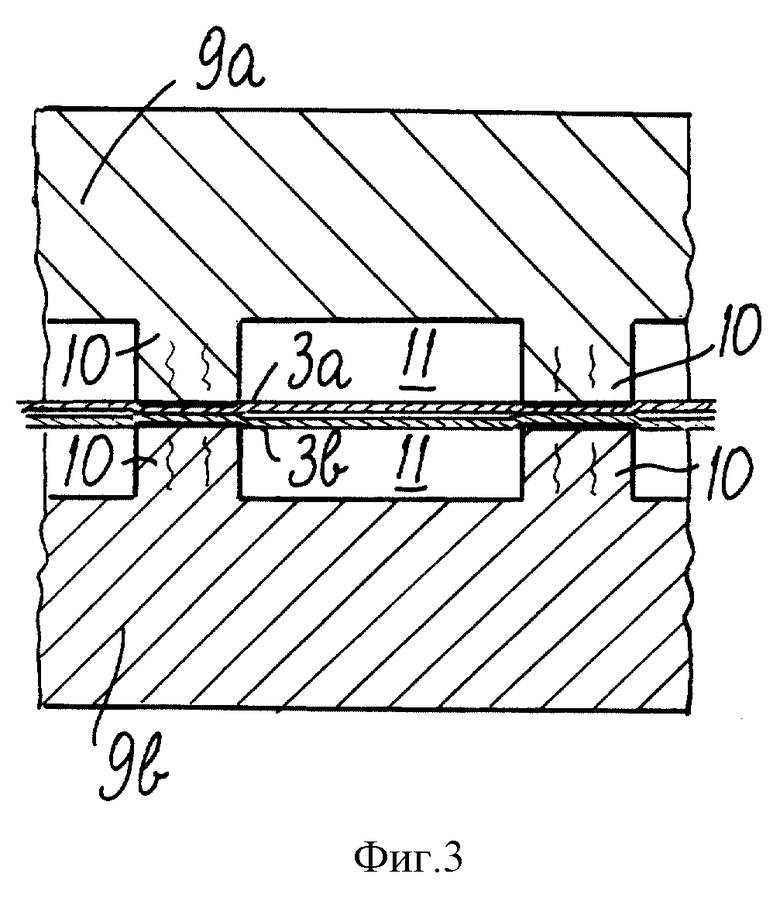
фиг. 3 - вид в увеличенном масштабе детали фиг. 2, показывающий полуформы для термического соединения в закрытом положении;
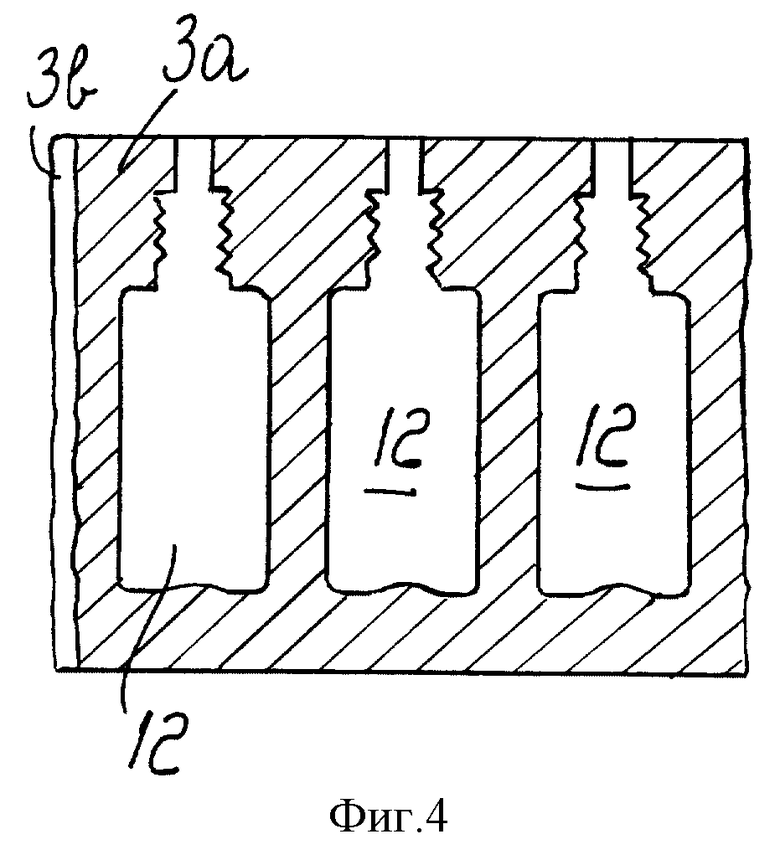
фиг. 4 - вид сегмента полосок пленки на выходе из полуформ для термического соединения, где участки, подвергаемые термическому соединению, заштрихованы;
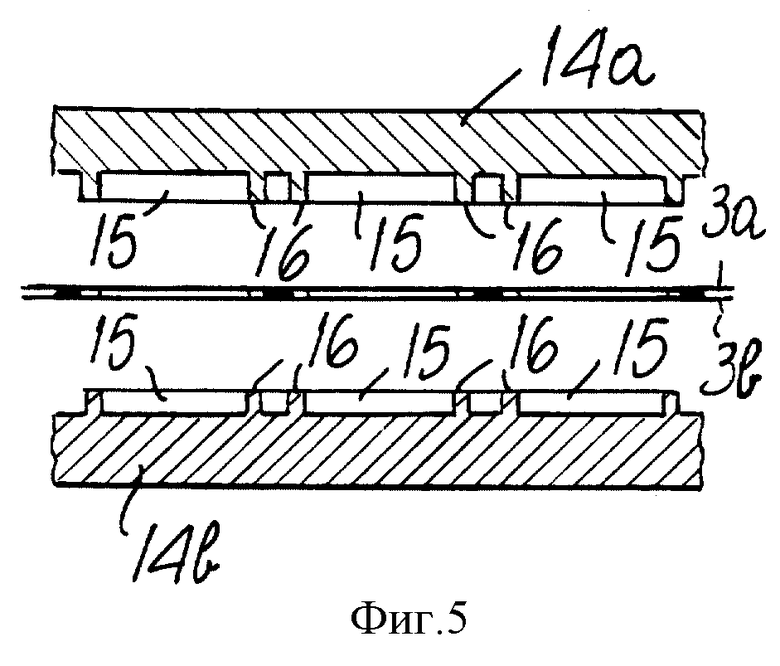
фиг. 5 - вид в увеличенном масштабе разреза V-V на фиг. 1, показывающий узел охлаждения заданных участков полосок пленки;
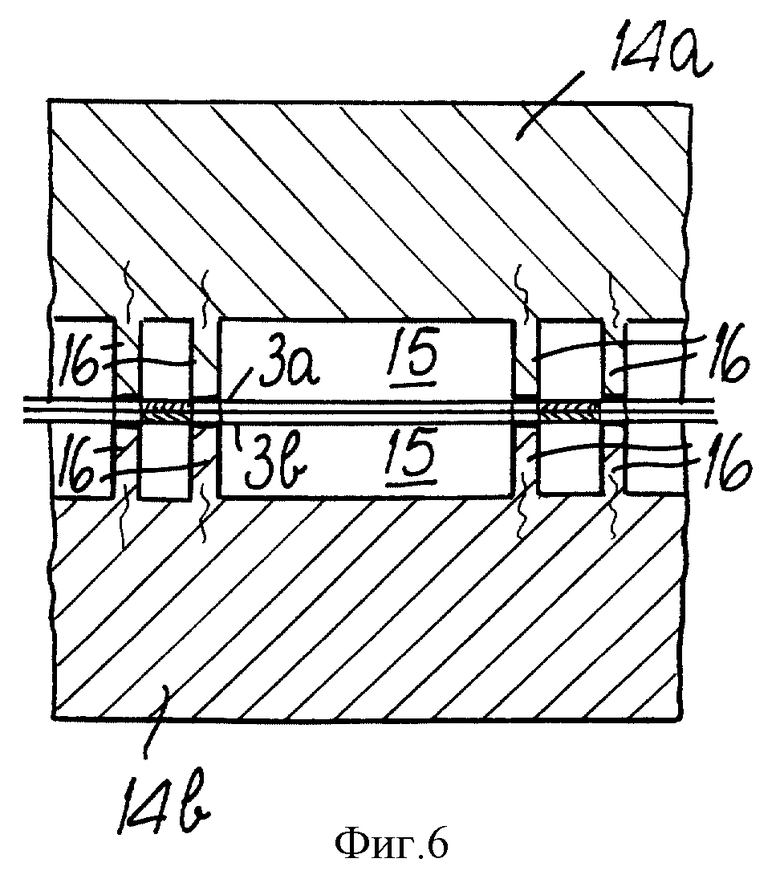
фиг. 6 - вид в увеличенном масштабе элемента, представленного на фиг. 5, во время охлаждения заданных участков полосок пленки;
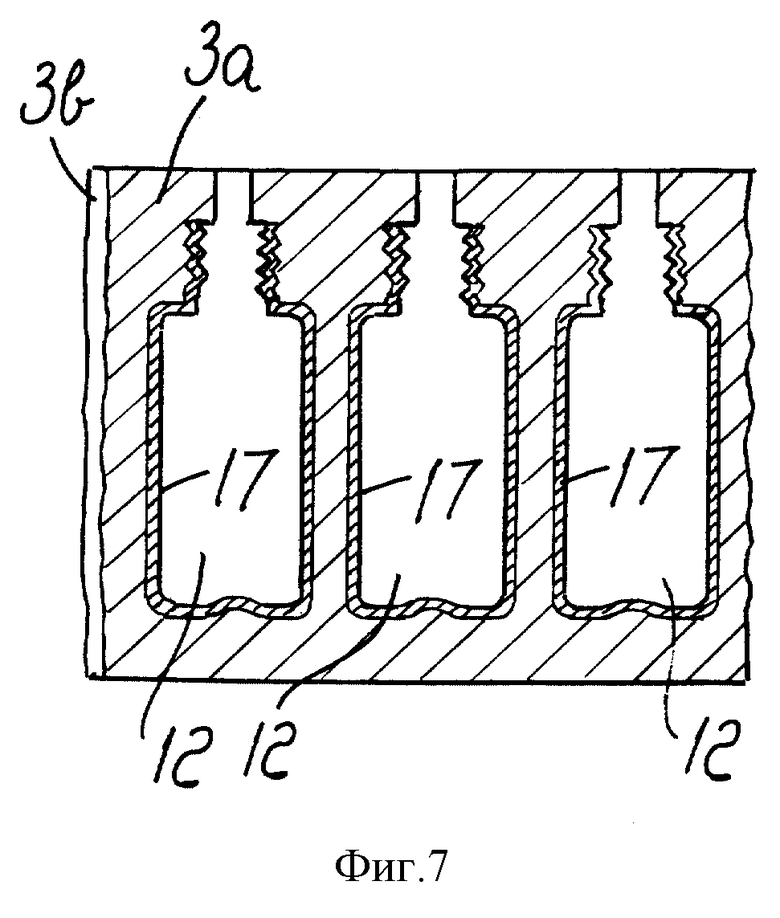
фиг. 7 - вид сегмента полосок пленки на выходе из узла охлаждения, где участки, подвергаемые охлаждению, заштрихованы сильнее;
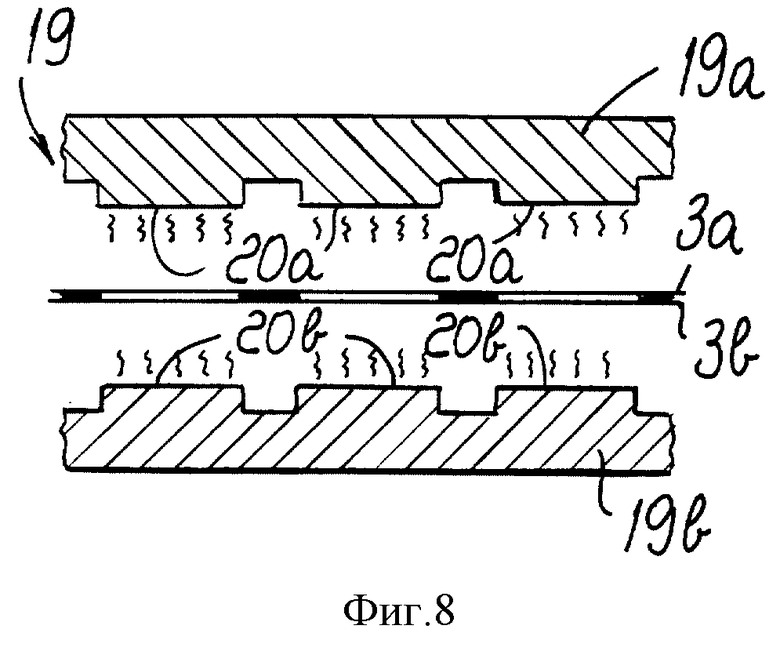
фиг. 8 - вид в увеличенном масштабе разреза VIII-VIII на фиг. 1, показывающий узел предварительного нагрева заданных участков полосок пленки;
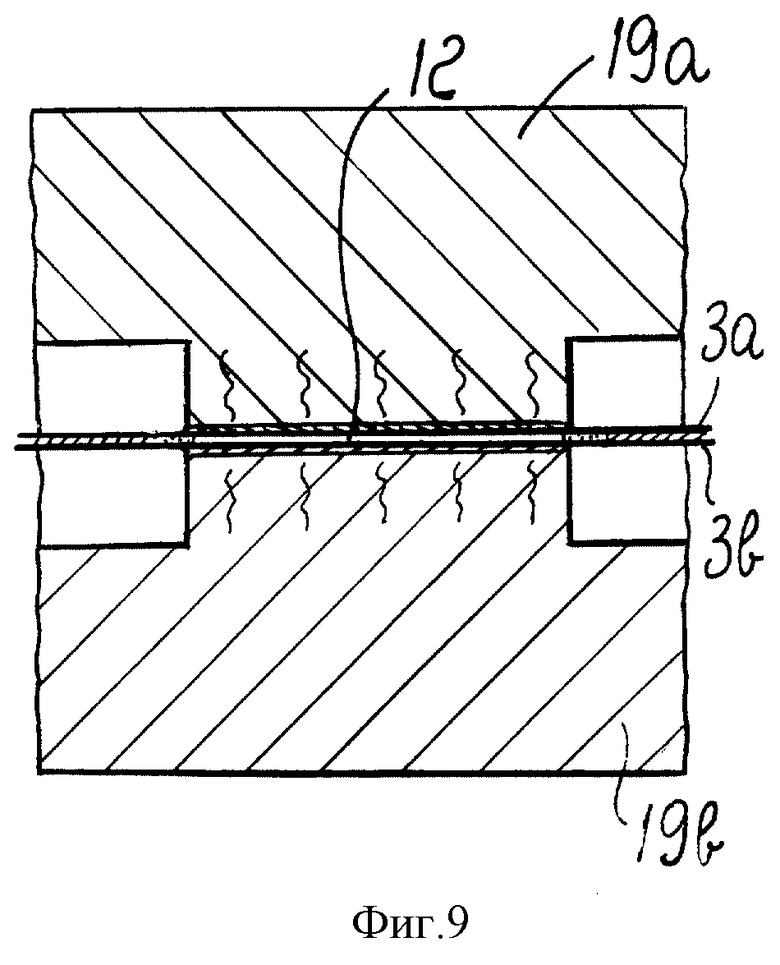
фиг. 9 - вид в увеличенном масштабе детали, показанной на фиг. 8, во время предварительного нагрева заданных участков полосок пленки;
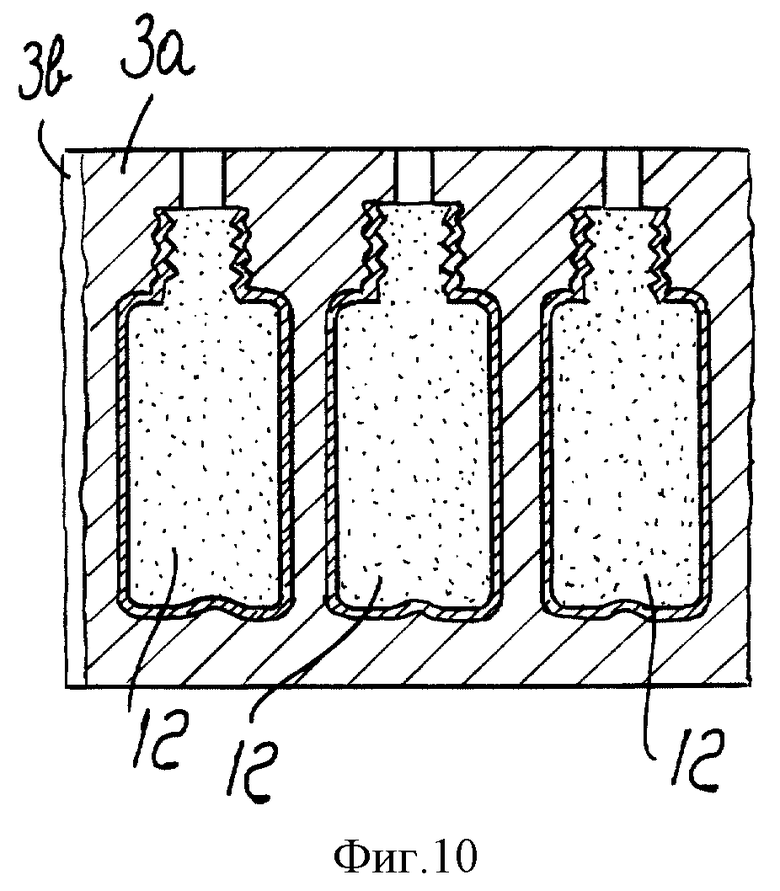
фиг. 10 - вид сегмента полосок пленки на выходе из узла предварительного нагрева, где участки, подвергаемые предварительному нагреву, обозначены пунктирными линиями;
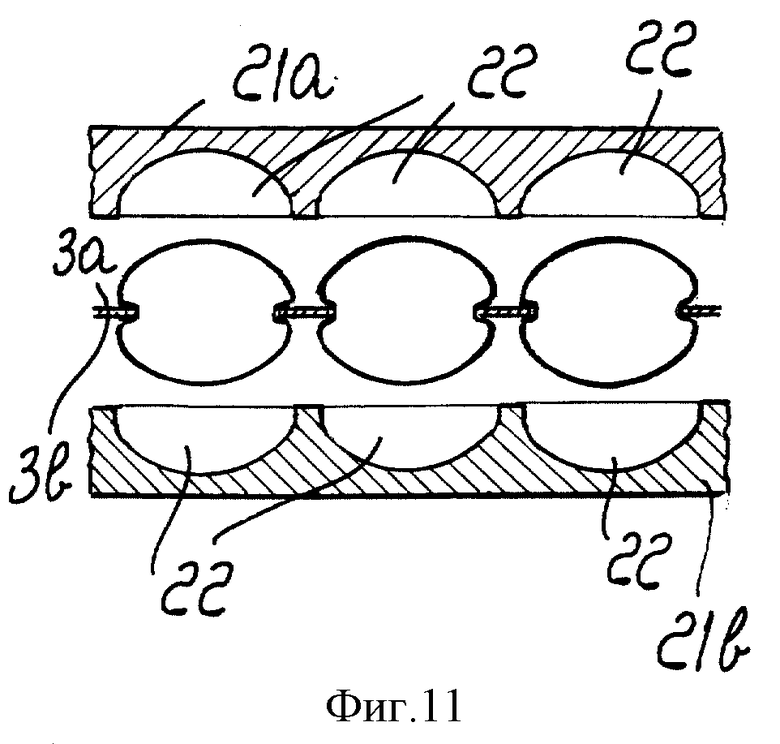
фиг. 11 - вид в увеличенном масштабе разреза XI-XI фиг. 1, показывающий узел термоформования и форму в открытом положении;
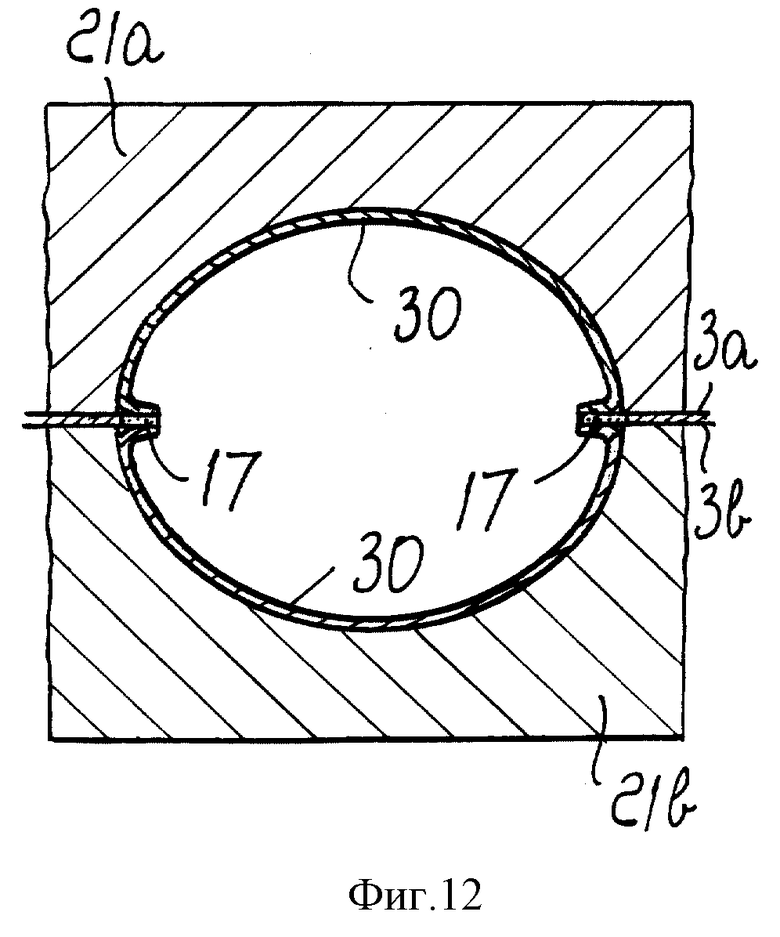
фиг. 12 - вид в увеличенном масштабе детали, показанной на фиг. 11 и формы в закрытом положении;
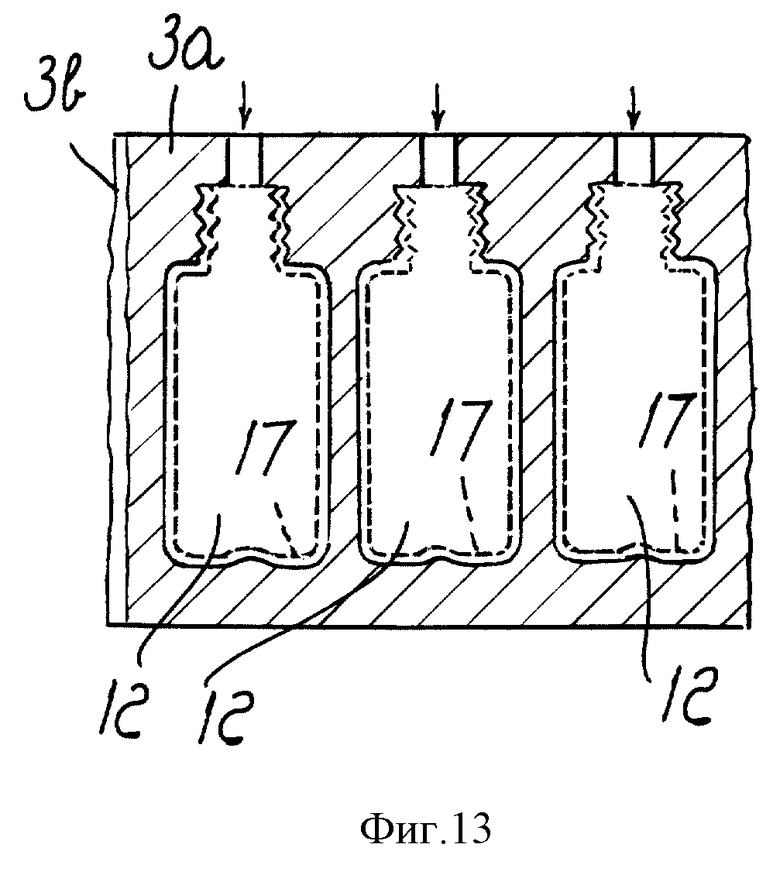
фиг. 13 - вид сегмента полосок пленки на выходе из узла термического формования;
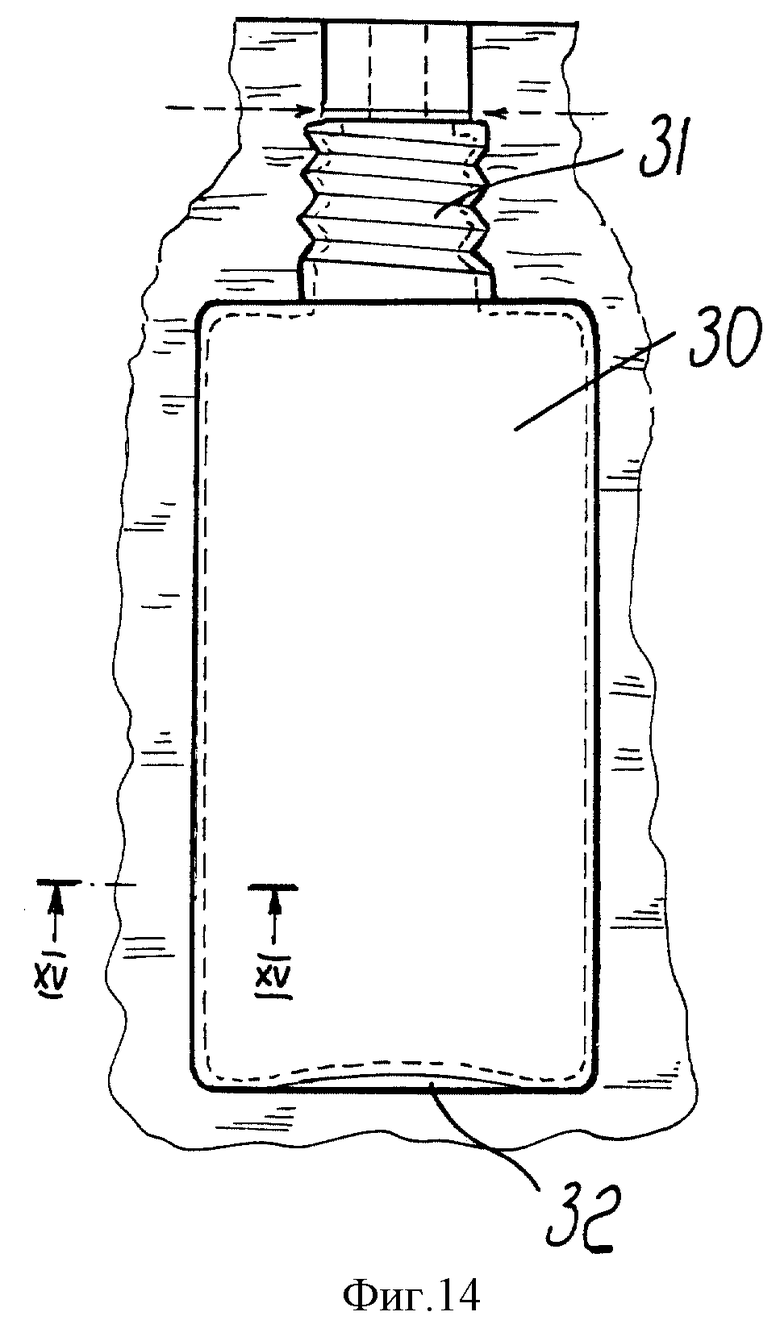
фиг. 14 - вид контейнера, полученного способом в соответствии с изобретением, до стадии вырубки;
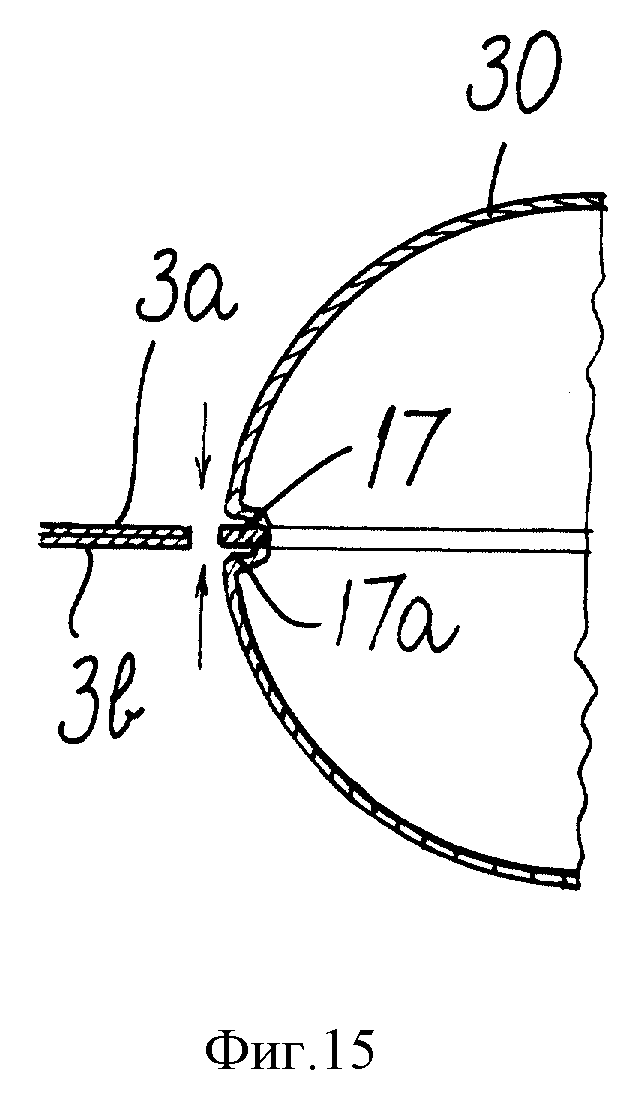
фиг. 15 - вид в увеличенном масштабе разреза XV-XV на фиг. 14, показывающий стадию вырубки; и
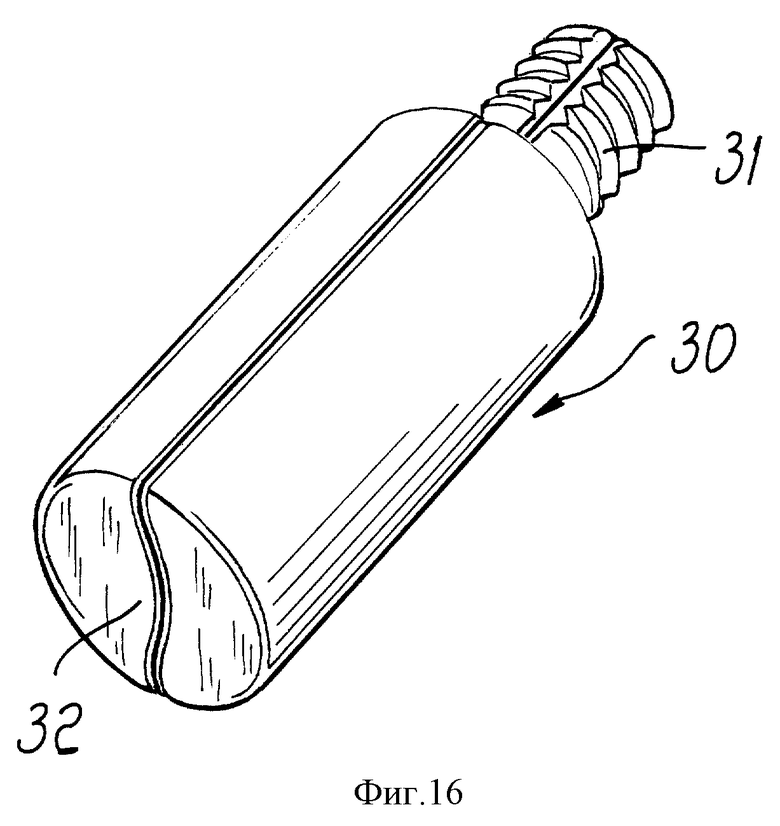
фиг. 16 - вид в перспективе контейнера, полученного способом по изобретению.
Как показано на фиг. 1, устройство 1 для осуществления способа по изобретению, содержит средство 2 для перемещения двух полосок пленки 3a и 3b, которые обращены друг к другу и предпочтительно наложены одна на другую, в направлении движения, обозначенного стрелкой 4 на фиг. 1.
Узел термического соединения 5 расположен на пути следования полосок 3a и 3b, а узел термоформования 6 находится вслед за узлом термического соединения.
Средства перемещения 2 могут быть образованы известным образом из зажима 7, расположенного перед узлом термического соединения 5, и зажима 8, расположенного ниже по ходу от узла термоформования 6. Зажимы 7 и 8 могут захватывать или освобождать полоски 3a и 3b по команде и могут перемещаться возвратно-поступательно в направлении 4. Движение зажимов 7 и 8 синхронизировано для обеспечения прерывистого перемещения полосок пленки 3а и 3b в направлении 4 без сгибания или растягивания пленки.
Части, которые должны контактировать с полосками пленки 3a и 3b, в зажиме 8 профилированы соответствующим образом для исключения возможности повреждения полосок пленки в зонах формования.
Узел термического соединения 5 включает в себя средство для термического соединения, состоящее из двух полуформ 9a и 9b для термического соединения, которые обращены на противоположных сторонах к полоскам пленки 3a и 3b и поддерживаются при заданной температуре, необходимой для достижения взаимного термического соединения полосок пленки 3a и 3b, например посредством электрических элементов сопротивления или нагреваемой жидкости.
Полуформы 9a и 9b имеют на их взаимно обращенных поверхностях, т.е. на поверхностях, направленных в сторону полосок пленки 3a и 3b, выступающие участки 10, ограничивающие вдавленные зоны 11, форма которых соответствует форме изготавливаемых контейнеров 30.
На практике выступающие участки 10 контактируют с полосками 3a и 3b, термически соединяя их, тогда как в зонах 11 не происходит термического соединения, так что полости 12 образуются между двумя полосками пленки 3a и 3b и ограничиваются термически связанной зоной, которая предпочтительно влияет на всю остальную часть полосок 3a и 3b.
Полуформы 9a и 9b для термического соединения имеют такую конфигурацию, чтобы мешочки 12 были открыты на продольной кромке полосок 3a и 3b.
Узел охлаждения 13 предпочтительно расположен ниже по ходу от узла термического соединения 5 по направлению движения 4 и оснащен средствами охлаждения, представленными двумя полуформами 14a и 14b, которые обращены к полоскам пленки 3a и 3b на противоположных сторонах и имеют на их взаимно обращенных поверхностях полости 15, разграничены выступающими частями 16. Полости 15 выполнены такой конфигурации, чтобы соответствовать вдавленным участкам 11 полуформ для термического соединения, тогда как выступающие части 16 имеют предпочтительно ограниченное протяжение вокруг полостей 15 так, чтобы ограничить охлаждение термически соединенного участка полосок участком 17, который окружает мешочки 12.
Узел предварительного нагрева 18 обычно расположен вслед за узлом охлаждения 13 по направлению движения 4 и оснащен средствами предварительного нагрева 19, которые содержат две полуформы 19a и 19b, обращенные к полоскам 3a и 3b на противоположных сторонах, причем они имеют выступающие участки 20a и 20b, которые предназначены для контакта с участками полосок 3a и 3b, в которых образуются мешочки 12, когда полуформы 19a и 19b взаимно перемещаются близко к друг к другу или когда они закрываются.
Полуформы 19a и 19b нагревают известным способом, который не показан для упрощения описания так, чтобы участки полосок 3a и 3b, с которыми они должны контактировать, нагреваются.
Ниже по ходу от зоны предварительного нагрева 18, также по направлению движения 4 расположен узел термоформования 6, оснащенный формой, состоящей из двух частей 21a и 21b, которые обращены к полоскам 3a и 3b на противоположных сторонах и в которых образованы полости 22 для формования на стороне полуформ, направленных к полоскам 3a и 3b; причем полости имеют такую конфигурацию, которая соответствует форме изготавливаемых контейнеров 30.
Полуформы 21a и 21b снабжены каналами 23 в зоне, которая должна принимать открытую сторону мешочков 12.
Кроме того, формующие полости 22 имеют, предпочтительно вблизи каналов 23, участок 24 с канавками, которые образуют спиральный рисунок вокруг оси соответствующего канала для образования горловины 31 с резьбой на участке термически формованных контейнеров 30 смежно с их открытой стороной.
Средства инжекции обращены в сторону каналов 23, причем они включают в себя головку 25 пневмоформования и сопла 26, в которые подают сжатый воздух известным способом, сопла можно вводить через каналы 23 в открытую сторону мешочков 12 для их пластического раздува, который заставляет участок полосок, занимаемый мешочками 12, прилипать к стенкам формующих полостей 22 для формования контейнеров 30.
В соответствии с изобретением размеры формующих полостей 22 превышают на заданную величину размеры мешочков, т.е. размеры вдавленных зон 11 полуформ 9a и 9b для термического соединения так, чтобы термически соединенная часть полосок 3a и 3b вблизи мешочков 12 располагалась внутри полостей 22 формы.
Более конкретно, размеры формующих полостей 22 соответствуют размерам полостей 15 и выступающих частей 16 полуформ 14a и 14b узла охлаждения так, чтобы термически соединенная часть, которая расположена внутри формующих полостей 22, является той зоной, которую подвергли охлаждению благодаря действию полуформ 14a и 14b.
На выходе из узла термического формования расположены средства вырубки (не показаны), которые могут состоять, например, из полуформ с полостями, подобными формующим полостям 22, причем они оснащены ножами по периметру полостей для отрезания части полосок 3a и 3b, выступающей от основания и боковой поверхности контура термически формованных контейнеров 30.
Конечно, полости и выступающие части различных полуформ узлов термического соединения, охлаждения, предварительного нагрева и термоформования взаимно разнесены соответствующим образом так, что во время каждого шага перемещения полосок 3a и 3b мешочки 12 располагались точно относительно различных полостей или выступающих частей полуформ.
Работа устройства для осуществления способа по изобретению заключается в следующем.
Две совмещенные полоски пленки 3a и 3b перемещают периодически в направлении 4 при помощи зажимов 7 и 8 для помещения, в каждом случае, сегмента полосок в различные узлы устройства. Конечно, во время перемещения полосок пленки 3a и 3b полуформы на различных позициях находятся в открытом положении, т.е. они взаимно разнесены, чтобы не препятствовать движению полосок пленки 3a и 3b.
Когда движение полосок 3a и 3b прекращается, полуформы на различных позициях в устройстве сближаются друг с другом для осуществления стадии обработки на полосках пленки 3a и 3b.
В узле термического соединения 5 при закрытии полуформ 14a и 14b охлажденные выступающие части 16 перемещаются для контакта с участком 17 термически соединенной части, расположенной вблизи контура мешочков 12, для охлаждения участка 17, который стабилизируется, тем самым обеспечивая соответствующую прочность образованного термического соединения.
В узле предварительного нагрева 18 закрытие полуформ 19a и 19b заставляет полоски пленки 3a и 3b на мешочках 12 предварительно нагреваться для увеличения пластичности полосок 3a и 3b в упомянутых зонах.
В узле термоформования 6 после закрытия полуформ 21a и 21b головка 25 для формования раздувом перемещается ближе к полуформам 21a и 21b так, что сопла 26 входят в открытую сторону мешочков 12 через каналы 23.
Последующее заполнение мешочков 12 сжатым воздухом заставляет их раздуваться с пластической деформацией полосок пленки 3a и 3b на мешочках 12 до тех пор, пока стенки мешочков 12 не коснутся стенок формующих полостей 22. Таким образом достигается формование контейнеров 30.
Как уже упоминалось, зона термического соединения 17, которая определяет границы мешочков 12, расположена внутри формующих полостей 22 на этой стадии термоформования. Таким образом, во время наполнения воздухом в зоне 17 образуется выемка 17a, принимающая зону 17. За счет повышения давления при наполнении воздухом эту выемку можно исключить по существу полностью и зона 17 будет находиться практически внутри контура формованного контейнера.
После завершения формования форму открывают и при последующем движении полосок пленки 3а и 3b формованные контейнеры 30 будут удаляться из формы.
Затем формованные контейнеры 30 разделяют во время операции вырубки, которую осуществляют на одном уровне с боковым и нижним контуром формованного контейнера 30 и непосредственно над участком, снабженным резьбой 31.
Таким образом, получают контейнер 30, образованный из двух полосок пленки, термически соединенных по средней плоскости контейнера без какой-либо части, выступающей от его контура в точке термических соединений.
Следует отметить, что в зоне термического соединения 17 часть полосок пленки 3а и 3b, термически соединенных, отрезают на одном уровне с внутренним диаметром резьбы 31, таким образом это не мешает ни в коем случае завинчиванию крышки для закрытия контейнера.
Выемка, образующаяся в результате прорезания канавок в полостях формы 22, может также присутствовать на дне контейнера без создания каких-либо проблем во время стадии формования. Присутствие выемок ограниченного размера не мешает извлечению контейнеров 30 из формы, поскольку в этой операции используется преимущество гибкости материала, из которого изготовлены полоски 3a и 3b.
На практике доказано, что способом и устройством для его осуществления в соответствии с изобретением поставленные цели полностью достигаются, поскольку они позволяют изготовить контейнеры, например бутылки или т.п., за счет технологии термоформования пленки из синтетического материала без термически связанных створок на боковой поверхности и на дне контейнера. Таким образом, хотя контейнер имеет очень низкую стоимость изготовления, однако его можно использовать для всех применений, где раньше требовалось изготавливать контейнеры экструзией с раздувкой, которая является более дорогостоящей.
Другим преимуществом является то, что на открытой стороне контейнера можно образовать горловину с резьбой для закрытия контейнера крышкой.
Понятно, что, не выходя из объема изобретения, возможны различные изменения и модификации способа и устройства по изобретению, а упомянутые элементы можно заменить другими технически эквивалентными элементами.
На практике используют материалы, которые являются совместимыми с конкретным применением, а также конфигурации и размеры, выбираемые в зависимости от требований и уровня техники.
Изобретение относится к способу изготовления контейнеров, например бутылок, из пленки термопластичного материала, а также к устройству для осуществления такого способа и контейнеру. Способ изготовления включает стадию термического соединения двух полосок пленки из термопластичного материала и стадию термоформования. Полоски соединяют для образования между двумя полосками пленки мешочков, открытых на продольной кромке полосок пленки. Термическое соединение двух полосок пленки выполняют так, чтобы линия термического соединения, которая определяет границы мешочков, размещалась внутри соответствующей полости формы, когда в нее вставляют полоски пленки. На стадии термоформования части двух полосок пленки, в которых образованы мешочки, вставляют в форму, имеющую полости, расположенные вокруг мешочков. В мешочки через их открытую сторону вводят текучую среду под давлением для формования путем раздува внутри полостей формы. За стадией термоформования следует стадия вырубки тех частей полосок пленки, которые выступают из основания. На стадии вырубки удаляют также части полосок пленки, выступающие от боковой поверхности контура контейнеров, которые термически формуют из мешочков. Устройство для осуществления способа содержит средства перемещения полосок пленки, две полуформы для термического соединения и узел термоформования. Полуформы выполнены с возможностью сближения по команде для термического соединения полосок пленки и имеют на стороне, обращенной к полоскам пленки, полости, соответствующие мешочкам. Узел термоформования содержит форму с формующими полостями. Формующие полости формы для термоформования выполнены большего размера, чем размер полости полуформ для термического соединения, на заданную величину, чтобы участки термического соединения полосок, смежные мешочкам, могли разместиться внутри формующих полостей. Описан также получаемый при этом контейнер. Изобретение позволяет изготавливать контейнеры путем термоформования без термически связанных кромок на боковой поверхности и дне контейнера. 3 c. и 9 з.п.ф-лы, 16 ил.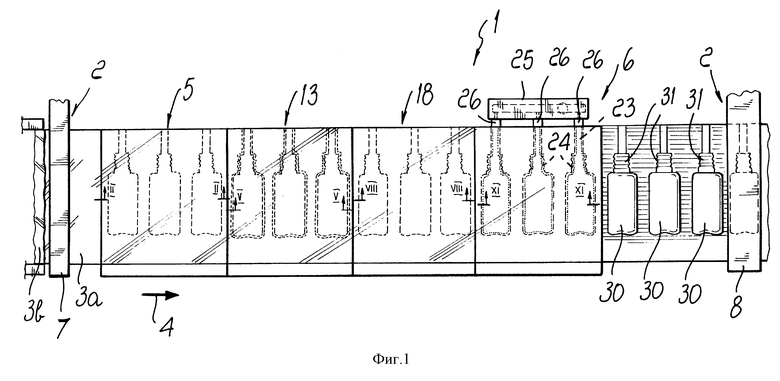
| Экономайзер | 0 |
|
SU94A1 |
| Запоминающее устройство | 1973 |
|
SU479152A1 |
| Способ разделения неоднородных жидких сред | 1971 |
|
SU514616A1 |
| УСТРОЙСТВО ДЛЯ ВЫЧИСЛЕНИЯ СРЕДНЕГО АРИФМЕТИЧЕСКОГО | 0 |
|
SU343266A1 |
| Способ формования полых полимерных изделий раздувом в форме | 1989 |
|
SU1691123A1 |

