Изобретение относится к переработке полимерных материалов, в частности к технологии изготовления полимерной тары из узкой заготовки, получаемой на агрегатах с нижним раздувом, и может быть использовано в отраслях промышленности, связанных с переработкой полимерных материалов.
Цель изобретения - повышение качества изделий за счет упрочнения донной части при изготовлении из равнотолщинной заготовки на агрегатах с нижним раздувом.
На фиг.1 - 6 схематично показаны этапы формования изделий.
Способ осуществляют следующим образом.
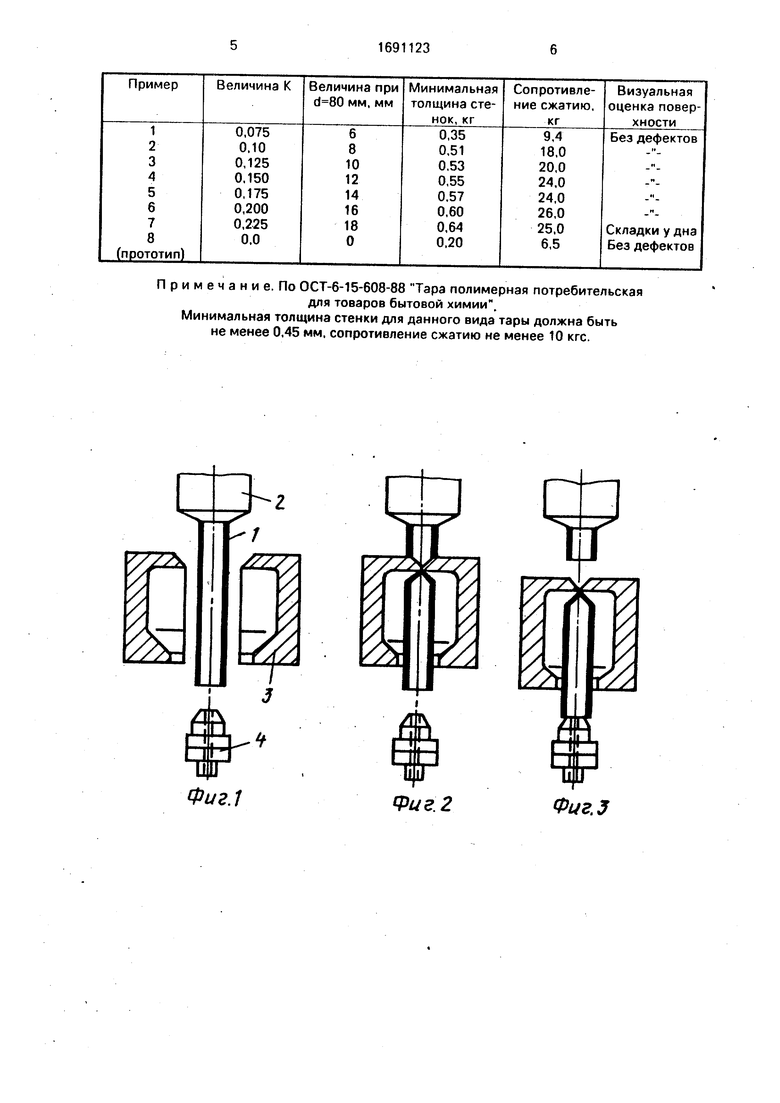
Полимерный материал в виде рукава экструдируется из кольцевой экструзион- ной головки 2 (фиг.1). Затем при замыкании выдувной формы 3 заготовку 1 необходимой длины отделяют от головки 2 с одновременной сваркой верхнего ее конца (фиг.2). При этом нижний торец заготовки 1 свободно располагается в межформном пространстве, выступая за нижний торец формы 3 (фиг.З).
Раздувной ниппель 4 при подъеме касается нижнего торца трубчатой заготовки 1 (фиг.З), причем благодаря тому, что диаметр ниппеля больше диаметра заготовки, при его дальнейшем подъеме усилие воздействует на заготовку 1 в осевом направлении и приводит к увеличению длины части загоо ю
ю
СА
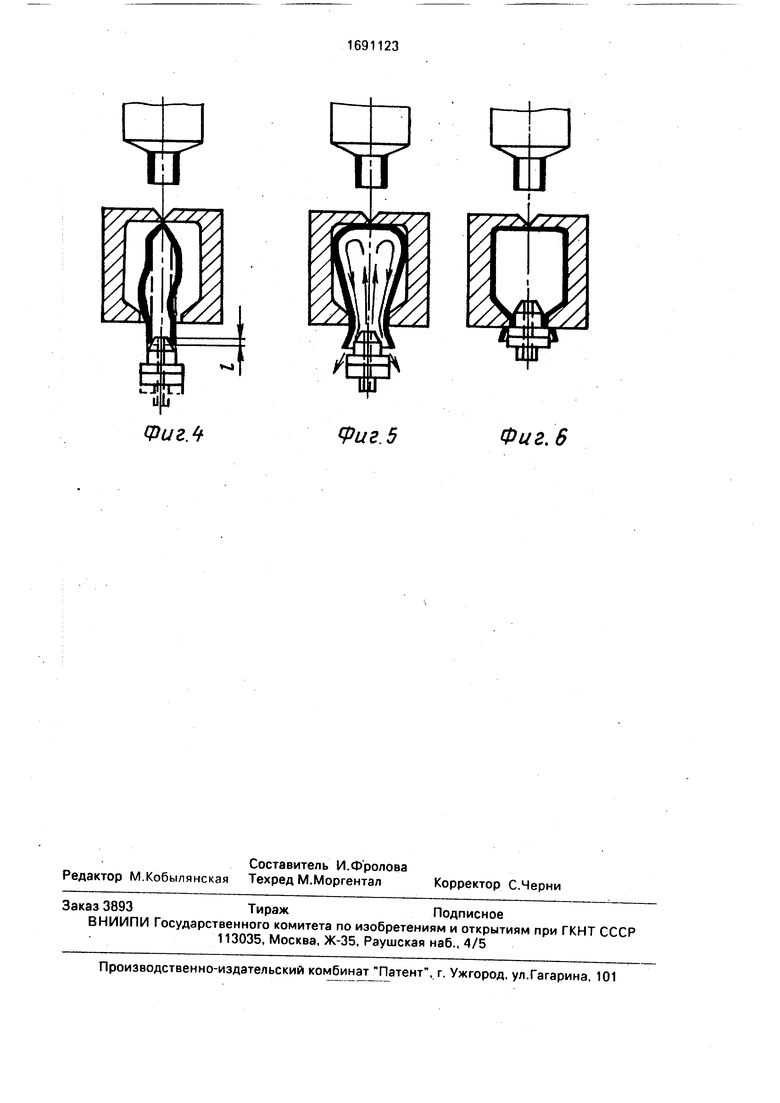
товки, которая размещается в полости формы (фиг.4)}на величину I по сравнению с ее длиной на фиг.З. При этом возможно ее искривление и некоторое утолщение заготовки в зоне, прилегающей к верхней части формы (фиг.4).
Затем после подьема ниппеля на расстояние через него начинают подавать сжатый воздух, который образует воронкообразное расширение заготовки (фиг.5). Это позволяет ввести ниппель в заготовку, сформовать горловину, а затем осуществить раздув заготовки в изделие (фиг.6). При этом в первую очередь формуется донная часть изделия из верхней части заготовки, которая имеет более высокую температуру (на 15 - 20°С выше), чем другая часть заготовки, и которая имеет меньшую вязкость. Поэтому основной избыток материала, получаемый при подьеме заготовки ниппелем,будет использоваться при формовании донной части.
Предлагаемый способ был опробован при получении полимерных объемных изделий - банок из полиэтилена высокого давле- ния (ПЭВД) емкостью 0,5 л на экструзионно-выдувном автомате Ходос 04728 при работе на четырехручьевой экс- тр узионной головке и четырехместной пресс-форме.
Высота получаемого изделия составляет 125 мм, диаметр 80 мм, диаметр горловины 55 мм, диаметр трубчатой заготовки 35 мм, время цикла 24 с, исходное расстояние от ниппеля до нижней кромки формы 90 мм, диаметр проходного отверстия, в ниппеле 8 мм, давление сжатого воздуха а системе 4 атм.
Воздух на раздув подавался после подъема ниппелем заготовки на расстояние , где К в различных экспериментах изменяли от 0,075 до 0,225. С использованием данного способа изготовлена партия изделий в количестве 420 шт. При каждой величине направочного коэффициента было изготовлено по 60 банок. Затем каждая партия банок была подвергнута визуальному осмотру, в них была определена минимальная толщина стенок (ОСТ 6-15-608-88 Тара полимерная потребительская для товаров бытовой химии, п. 4.8 и сопротивление сжатию, там же, п.4.9).
Для обеспечения возможности сравнения, была получена партия банок по способу-прототипу. Технологические параметры работы агрегата такие же, как в примере, но .подачу воздуха на раздув начинают до контакта ниппеля и заготовки, т.е. подъем заготовки ниппелем не осуществляется.
Данные экспериментов сведены в таблицу.
Как видно из приведенных в таблице
данных, показатели тары, получаемой по предлагаемому способу с подъемом заготовки на расстояние от 8 до 16 мм (К 0.1 - 0,2, примеры 2 - 6), характеризуются значениями требованиям стандарта. Подъем заготовки ниппелем на расстояние менее 8 мм (пример 1) не обеспечивает требуемого качества изделия. Увеличение подъема заготовки на величину более 16 мм (пример 7) приводит к появлению дефектов поверхности - у дна появляются гкладки.
Формула изобретения Способ формования полых полимерных изделий раздувом в форме, включающий подачу трубчатой заготовки из формующего
устройства в выдувную форму, отделение ее со сваркой в донной части, воронкообразное расширение выступающего за нижний торец формы конца заготовки воздухом, подаваемым для раздува из ниппеля, последующее механическое расширение горловины и формование изделия под воздействием давления воздуха, отличающийся тем, что. с целью повышения качества изделий за счет упрочнения донной части при изготовлении из равнотолщинной заготовки на агрегатах с нижним раздувом, до начала подачи воздуха для раздува ниппель вводят в контакт с нижним концом заготовки и осуществляют ее вертикальный подъем ниппелем на расстояние I К d, где d - диаметр изделия, мм; К 0,1 - 0,2 - поправочный коэффициент, установленный экспериментально.
Примечание. По О СТ-6-15-608-88 Тара полимерная потребительская
для товаров бытовой химии.
Минимальная толщина стенки для данного вида тары должна быть не менее 0,45 мм. сопротивление сжатию не менее 10 кгс.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ ИЗ ПОЛИПРОПИЛЕНА | 2002 |
|
RU2225790C1 |
| Выдувная форма для автоматических линий | 1987 |
|
SU1426828A1 |
| ЭКСТРУЗИОННО-РАЗДУВНАЯ ФОРМОВОЧНАЯ МАШИНА | 2001 |
|
RU2186683C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛАСТМАССОВЫХ ЕМКОСТЕЙ ДЛЯ НЕФТЕПРОДУКТОВ | 2004 |
|
RU2278787C2 |
| Способ формования полых полимерных изделий | 1984 |
|
SU1191300A1 |
| Роторный экструзионно-раздувной агрегат | 1990 |
|
SU1781068A1 |
| Агрегат для непрерывного изготовления полых изделий из термопластов | 1988 |
|
SU1666335A1 |
| Устройство для растягивания конца трубчатой заготовки | 1983 |
|
SU1100105A1 |
| Устройство для изготовления пустотелых изделий из термопластов | 1987 |
|
SU1597287A1 |
| Устройство для экструзионно-раздувного формования изделий из термопластичных материалов | 1988 |
|
SU1684075A2 |
Изобретение относится к переработке полимерного термопластичного материала из трубчатых заготовок. Цель изобретения - повышение качества изделий за счет упрочнения донной части при изготовлении из равнотолщинной заготовки на агрегатах с нижним раздувом. Для достижения цели изобретения после отделения заготовки со сваркой в донной части до начала раздува ниппель вводят в контакт с нижним концом заготовки, выступающим за нижний торец формы, и осуществляют ее вертикальный подъем ниппелем на расстояние I K-d, где К - поправочный коэффициент, равный 0,1 - 0,2, d - диаметр изделия, мм. Затем производят раздув заготовки в форме, при этом в первую очередь формование происходит в верхней части заготовки, т.е. в той части, которая имеет более высокую температуру, чем остальная часть заготовки, за счет чего основной избыток материала, который образовался в форме при подъеме заготовки, будет использоваться для формования донной части. 1 табл.,6 ил. W Ё
Фиг.
Фиг.2
Фиг. J
Фиг.4
Фиг. 5
Фиг. 6
| Способ очистки теплообменных секционных панелей | 1984 |
|
SU1259090A1 |
| Солесос | 1922 |
|
SU29A1 |
