1. Область техники, к которой относится изобретение
Настоящее изобретение относится к методам и системам, предназначенным для изготовления промышленных изделий из гидравлически отверждаемых смесей, содержащих армирующие нити (например, непрерывные волокна). Более конкретно, настоящее изобретение относится к методам и системам, предназначенным для экструзии гидравлически отверждаемых смесей, осуществляемой с целью придания им требуемой формы изделий, при одновременном размещении армирующих волокон в структурной матрице экструдированных изделий. Состав гидравлически отверждаемых смесей рассчитывается с помощью метода микроструктурной инженерии и обеспечивает такие реологические характеристики, которые способствуют высокой текучести смесей под давлением и немедленному приобретению формоустойчивости после завершения экструзии, даже несмотря на то, что смесь в это время будет находиться в сыром, или неотвержденном, состоянии. Армирующие волокна в составе гидравлически отверждаемой матрицы повышают прочность на растяжение, на изгиб, на разрыв под действием внутреннего давления (в случае труб или других пустотелых изделий), модуль упругости, относительное удлинение и деформацию при разрушении экструдированных изделий.
2. Применяемая технология
Гидравлически отверждаемые материалы, такие как материалы, содержащие гидравлически отверждаемый связующий материал типа гидравлического цемента или гипса (ниже именуются "гидравлически отверждаемыми", "гидравлическими" или "цементными" составами, материалами или смесями), использовались в течение тысячелетий, чтобы возводить, как правило, крупные, объемные сооружения, являющиеся стойкими, прочными и относительно недорогими. Гидравлический цемент является гидравлически отверждаемым связующим материалом, получаемым на базе известняка и глины, а гипс является природным минералом. Ресурсы этих материалов практически неистощимы.
Гидравлически отверждаемые материалы обычно образуются путем смешивания гидравлически отверждаемого связующего материала с целью получения гидравлически отверждаемой смеси, при затвердевании которой образуется, например, бетон. Обычно свежезамешанная гидравлически отверждаемая смесь является практически невязкой суспензией, полутекучей и поддающейся ручному перемешиванию и формообразованию. Благодаря жидкому состоянию смеси, формование гидравлически отверждаемой смеси обычно производится путем заливки смеси в форму (опалубку), уплотнения для устранения больших воздушных пробок и последующего отверждения.
Из-за высокой степени текучести, требуемой для возможности обработки обычных гидравлически отверждаемых смесей, область использования бетона и других гидравлически отверждаемых материалов, в основном, ограничивается созданием изделий простой формы, как правило, являющихся большими, тяжелыми и объемистыми, причем для сохранения формы материала в течение достаточного для затвердевания времени требуется приложение механических сил. Другой аспект традиционных гидравлически отверждаемых смесей или суспензий связан с практическим отсутствием формоустойчивости, из-за чего для придания изделиям окончательной формы смесь заливается в свободный объем, ограниченный поддерживаемыми извне стенками или перегородками. Проблема низкой формоустойчивости усложняется за счет большой продолжительности схватывания и отверждения большинства видов бетона. Для приобретения большинством цементных смесей достаточной прочности, позволяющей удалять опалубку без повреждения изделия, требуется несколько дней, а для предотвращения появления дефектов в структурной матрице необходимо осуществлять влажное отверждение в течение нескольких недель.
Применение гидравлически отверждаемых материалов также ограничивается в связи с прочностными характеристиками бетона, а именно в связи с высоким соотношением прочности на сжатие и прочности на растяжение, которое, как правило, составляет около 10:1. Тем не менее, прочностные ограничения бетона зачастую можно обойти за счет отливки массивных конструкций огромных размеров. Это возможно благодаря чрезвычайно низкой стоимости большинства видов бетона. Прочность таких массивных конструкций на растяжение и изгиб можно увеличить за счет широкого применения больших металлических армирующих прутьев, называемых "арматурой". Аналогично, на "микроскопическом" уровне включение в состав гидравлически отверждаемой структурной матрицы относительно небольших нарезанных или прерывающихся волокон позволяет существенно повысить, например, прочность и относительное удлинение, а также ударную вязкость отвержденных гидравлически отверждаемых изделий. Благодаря тщательному перемешиванию волокон внутри сырой гидравлически отверждаемой смеси создается возможность для хорошей связи волокон с гидравлически отверждаемой матрицей и сведения к минимуму количества структурных дефектов матицы.
Уже предпринимались попытки вводить в цементную структурную матрицу длинные волокна в виде матов, шнуров, проволочного каркаса, пряжи или нитей, но существенного повышения прочности и ударной вязкости изделий достичь не удалось. Одним из таких методов является технология "укладки", по которой соответствующий источник непрерывных волокон (такой как мат или шнур) укладывается в требуемой конфигурации, обычно внутри опалубки или технологической формы, после чего соответствующая гидравлически отверждаемая смесь заливается в опалубку или форму и уплотняется, чтобы обеспечить пропитку и обволакивание непрерывных волокон. Однако из-за невозможности полной консолидации гидравлически отверждаемой смеси внутри промежутков между непрерывными волокнами, особенно в тех случаях, когда непрерывные волокна или нити расположены относительно близко друг к другу, затвердевшая гидравлически отверждаемая конструкция будет обычно иметь структурную матрицу со значительным количеством или объемом нежелательных пустот или дефектов. Во многих случаях полное удаление нежелательных пустот и консолидация гидравлически отверждаемой смеси оказываются невозможными даже за счет приложения давления или виброуплотнения гидравлически отверждаемого материала с наполнителем в виде непрерывных волокон. Обычно неудовлетворительное состояние и низкая прочность цементных смесей, заполняемых непрерывными волокнами по методу укладки, не позволяют использовать то увеличение прочностных характеристик, которое должно было быть обеспечено за счет включения непрерывных волокон в цементный раствор.
В попытке улучшить размещение непрерывных нитей в цементной матрице некоторые исследователи применяли обычные методы навивки нитей, по которым непрерывные нити оборачиваются вокруг ранее отформованной сырой цементной смеси, вращаемой на крепежной оправке, и врезаются в эту смесь. См. F. Strabo et al., "Nye Formgivningsmetoder til Fiberbeton," Byggeteknik Institut, April 1987 (Ф. Страбо и др., "Новый метод формообразования бетона с волоконным наполнителем". Датский технологический институт, апрель 1987 г.). Одним из преимуществ этого метода является возможность укладки в цементный материал различных волокон в самой различной концентрации, а также под различными углами относительно продольной оси труб или цилиндров, на которые наматываются волокна. С помощью обычных методов навивки нитей оказалось возможным осуществить спиральную (винтовую) и перекрестную навивку волокон. Можно ожидать, что изменение концентрации и (или) ориентации непрерывных волокон позволит существенно повлиять на прочность, вязкость и другие требуемые характеристики конечного отвержденного цементного изделия.
Как правило, навивка непрерывных волокон (нитей) используется для повышения прочности пустотелых цилиндров или труб на разрыв под действием внутреннего давления, что позволяет существенно повысить внутреннее давление, которое такие цилиндры или трубы смогут выдерживать без повреждения или разрушения. Влияние намотки нитей на прочность под внутренним давлением повышается в случае намотки нитей с перекрещиванием или нахлестом, при относительно большом значении угла относительно продольной оси цилиндра или трубы и при относительно высокой концентрации в материале, в который они помещаются.
Хотя метод намотки нитей, указанный в работе Страбо и др., существенно повышает качество конечных цементных изделий, этот метод оказался трудоемким и дорогостоящим и явился экономически неэффективным для крупномасштабного изготовления таких цементных материалов с армированием путем навивки волокон. Кроме того, качество поверхности таких цементных материалов с навитыми волокнами, как правило, было неудовлетворительным в силу эффекта прорезания волокнами поверхности и внутреннего объема сырого цементного материала. Для эффективной консолидации цементного материала, в который были врезаны волокна, часто требовалось ручное заглаживание поверхности или другие трудоемкие операции.
Понятно, что ни метод укладки, ни традиционные методы навивки нитей не смогут обеспечить непрерывный технологический процесс формования гидравлически отверждаемых материалов с целью изготовления недорогих изделий массового производства. Некоторые исследователи пытались производить экструзию цементных материалов с целью обеспечения непрерывного изготовления таких цементных изделий, как, например, трубы или стержни. См. патенты Соединенных Штатов Америки N 3857715 на имя Humphrey (Хэмпфри) и N 5588443 на имя Bache et al. (Бэйк и др.). Однако, хотя в этих патентах заявляется, что описываемые в них материалы можно экструдировать с применением традиционных экструдеров и матриц, такие опыты по экструзии проводились только в лаборатории и только в экспериментальных условиях. До настоящего времени не было разработано никаких работоспособных технологических процессов для непрерывной экструзии цементной смеси, за исключением экструзии плоских плит или листов. См., например, патенты Соединенных Штатов Америки N 5047086 на имя Hayakawa et al. (Хаякава и др.), 4613627 на имя Sherman et al. (Шерман и др.) и 4655981 на имя Nielsen et al. (Нильсен и др.). Кроме того, материалы, описываемые в вышеуказанных патентах, не обладают формоустойчивостью и, следовательно, пригодны только для экструзии плоских плит или толстых листов, которые опираются на конвейерную ленту или платформу до тех пор, пока они не затвердеют.
В силу компромисса между удобоукладываемостью (или формуемостью, обеспечивающей возможность экструзии) и формоустойчивостью при горизонтальной экструзии, осуществляемой традиционными методами, толщина стенки цементных материалов в случае изготовления пустотелых предметов (например, труб) должна составлять, как правило, около 25% от сечения полости, тогда как типичные предметы, изготавливаемые методом вертикальной экструзии, могут иметь соотношение толщины стенки к сечению полости, доходящее примерно до 1:16.
Даже после полного отверждения типичные цементные материалы, включая те, что описаны в вышеупомянутых патентах на экструзионные процессы, имеют относительно низкую прочность на растяжение и изгиб в сравнении с другими материалами, такими как бумага, металл или пластмасса. Кроме того, в этих патентах не описываются способы непрерывного армирования экструзионных цементных изделий методом параллельной укладки или навивки волокон. Таким образом, даже эти материалы, поддающиеся экструзии, смогут применяться главным образом только для изготовления крупных, массивных и тяжелых предметов. Поэтому значительным усовершенствованием в данной отрасли техники явилась бы возможность изготовления из гидравлически отверждаемых материалов разнообразных изделий сложной формы или с точными допусками, что, в частности, обусловлено чрезвычайно низкой стоимостью гидравлически отверждаемых материалов в сравнении с большинством других материалов. Еще более значительным достижением в данной отрасли техники явилась бы возможность изготовления гидравлически отверждаемых изделий, армированных непрерывными волокнами, что позволит увеличить их прочность и ударную вязкость, так что такие изделия смогли бы заменить изделия из обычных материалов, таких как пластмасса, металл, древесина или глина, которые в настоящее время применяются для изготовления таких изделий, как, например, трубы, оконные рамы, бруски, молдинги, стержни и т.п.
Из-за усилившегося в последнее время понимания вреда, наносимого окружающей среде за счет массового применения пластмассы, металла и древесины для изготовления огромного количества изделий как длительного пользования, так и разового применения, имеет место насущная необходимость найти пригодные для замены таких изделий экологически безвредные заменяющие материалы. Одним из экологически безвредных заменителей могли бы стать гидравлически отверждаемые материалы. Несмотря на ощутимое давление и давно осознаваемую необходимость, до настоящего времени практически не существовало технологии для экономичного и эффективного производства цементных материалов, которые смогли бы заменить пластмассу, металл или древесину при изготовлении самых разнообразных изделий.
Гидравлически отверждаемые материалы являются экологически безвредными, так как они в основном состоят из заполнителей в виде природных геологических материалов, таких как песок и глина, которые связываются воедино продуктами реакции гидравлически отверждаемого связующего и воды и которые в сущности являются "камнеподобными" со структурной и, в особенности, химической точки зрения. Гидравлически отверждаемые материалы имеют в основном тот же химический и структурный состав, что и земля, в которую отходы таких материалов в конечном счете могут быть захоронены.
Кроме того, пластмассы, металл и древесина намного дороже, чем типичные гидравлически отверждаемые материалы (включая цементные материалы). Поскольку никакая рациональная хозяйственная организация не стала бы игнорировать экономический эффект, который непременно был бы получен в результате замены пластмассовых, металлических или древесных материалов существенно более дешевыми гидравлически отверждаемыми материалами, отсутствие таких изделий можно объяснить лишь явным отсутствием технологии, которая позволила бы выполнить такую замену.
Учитывая вышеизложенное, усовершенствованием современного уровня данной отрасли техники явились бы составы, методы и устройства, которые обеспечили бы возможность одновременной укладки непрерывных волокон во время экструзии гидравлически отверждаемых материалов для изготовления изделий и фасонных профилей, что ранее было невозможным из-за связанных с прочностью и формуемостью ограничений, присущих известным в настоящее время гидравлически отверждаемым составам.
Другим достижением в данной отрасли техники явились бы составы, методы и устройства для экструзии и укладки непрерывных волокон в гидравлически отверждаемые изделия, у которых соотношение прочности на растяжение и прочности на сжатие увеличено по сравнению с традиционными гидравлически отверждаемыми материалами.
Существенным достижением в данной отрасли техники явились бы составы, методы и устройства, которые дали бы возможность осуществлять непрерывную экструзию гидравлически отверждаемой смеси с одновременной укладкой непрерывных волокон так, чтобы экструдированные изделия или профили немедленно приобретали формоустойчивость (т.е. достаточную прочность для сохранения своей формы без внешней поддержки) в сыром состоянии после выхода из экструзионной фильеры.
Другим усовершенствованием в данной отрасли техники явилась бы возможность использования таких составов, методов и устройств для непрерывной укладки в экструдируемую гидравлически отверждаемую смесь длинных волокон, где волокна используются в различной желательной концентрации.
Кроме того, значительным достижением в данной отрасли техники явилась бы возможность укладки в гидравлически отверждаемую смесь непрерывных волокон с разнообразной ориентацией или под различными углами относительно продольной оси экструдируемого изделия.
Другим существенным усовершенствованием в данной отрасли техники явилась бы возможность использования таких составов, методов и устройств для экструзии формоустойчивых труб и цилиндров с существенно увеличенной прочностью на разрыв под действием внешнего или внутреннего давления.
Еще одним значительным достижением в данной отрасли техники явилась бы возможность осуществления с помощью таких составов, методов и устройств эффективной консолидации или уплотнения гидравлически отверждаемой смеси вокруг непрерывно укладываемых волокон и между ними, что позволит свести к минимуму количество и объем внутренних пустот или дефектов и, тем самым, получить застывшую гидравлически отверждаемую структурную матрицу, которая будет обладать в основном однородной структурой и равномерной высокой прочностью.
Другим усовершенствованием в данной отрасли техники явилась бы возможность применения таких составов, методов и устройств для экструзии гидравлически отверждаемых изделий с непрерывно уложенными волокнами, которые имели бы существенно более высокое качество поверхности с существенным сокращением концентрации поверхностных дефектов в сравнении с известными методами изготовления цементных материалов с навитыми волокнами.
Еще одним достижением в данной отрасли техники явилась бы возможность применения таких составов, методов и устройств для получения разнообразных тонкостенных гидравлически отверждаемых изделий, включая изделия с весьма жесткими допусками или точными размерами.
Значительным достижением в данной отрасли техники явились бы составы, методы и устройства, которые можно было бы применять для экструзии гидравлически отверждаемых изделий с непрерывно уложенными волокнами, которые могли бы заменить изделия, изготавливаемые в настоящее время из традиционных материалов, таких как пластмасса, глина, металл или древесина.
Другим достижением в данной отрасли техники явилась бы возможность придания гидравлически отверждаемым составам реологических характеристик и пластичности, аналогичных характеристикам глины, что позволит выполнять экструзию таких составов с применением экструзионных устройств, предназначенных для глины.
С точки зрения практики, существенным достижением явилась бы возможность применения таких составов, методов и устройств для непрерывного изготовления разнообразных гидравлически отверждаемых изделий при такой себестоимости массового производства (т. е. изготовления в больших объемах или количествах), которая сопоставима с себестоимостью изготовления таких изделий из пластмассы, глины, металла или древесины, или даже будет ниже этой себестоимости.
Такие составы, методы и устройства раскрываются здесь и являются предметом настоящей патентной заявки.
Краткое описание изобретения
Настоящее изобретение относится к новым гидравлически отверждаемым составам, методам и устройствам, применяемым для экструзии гидравлически отверждаемых составов с одновременной укладкой непрерывных волокон с целью формования разнообразных изделий. Такие волокна могут укладываться продольно и (или) навиваться под углом к продольной оси. Предпочтительные гидравлически отверждаемые составы могут быть описаны как многокомпонентные многомерные микрокомпозиты с волоконным армированием. За счет тщательно продуманного включения разнообразных материалов (включая гидравлически отверждаемые связующие материалы, неорганические заполнители, реагенты для модификации реологических характеристик и волокна), придающих изделию различные, но синэргетические (т.е. взаимоусиливающие) свойства, можно создать уникальный класс микрокомпозитов, обладающих выдающимися характеристиками прочности, вязкости, экологической нейтральности, технологичности для массового производства и низкой себестоимости.
Такие составы можно применять для экструзии разнообразных фасонных профилей, начиная от самых простых и кончая изделиями с жесткими допусками и тонкими стенками. Благодаря непрерывному характеру обоих технологических процессов - экструзии и укладки волокон - такие изделия можно изготавливать с высокой экономической эффективностью и низкой себестоимостью. Кроме того, гидравлически отверждаемые материалы по настоящему изобретению экологически нейтральны и состоят из материалов, которые практически имеют те же свойства и характеристики, которые присущи земле.
Применяя метод микроструктурной инженерии, гидравлически отверждаемой смеси можно придать требуемые реологические характеристики (включая удобоукладываемость, предел текучести, вязкость и сырую прочность) и окончательную прочность в отвержденном состоянии. Кроме того, смеси можно заранее придать такие характеристики, как высокая плотность упаковки частиц, ударная вязкость, прочность на растяжение и удлинение при разрыве. Более того, за счет укладки волокон, обладающих требуемыми характеристиками прочности и гибкости, с применением практически бесконечного числа сочетаний различных ориентаций и концентраций можно обеспечить непрерывное изготовление армированных изделий с еще более высокими показателями прочности, долговечности, гибкости и ударной вязкости.
Обычная проблема, присущая типичным гидравлически отверждаемым смесям, а именно компромисс между хорошей удобоукладываемостью и высокой сырой прочностью, решается за счет создания гидравлически отверждаемой смеси с относительно высоким пределом текучести и кажущейся низкой вязкостью, проявляющейся под действием высокого давления и напряжений сдвига в процессе экструзии. Благодаря этому настоящее изобретение обеспечивает хорошую удобоукладываемость (т.е. высокую пластичность) во время экструзии с немедленным приобретением формоустойчивости после завершения этого процесса.
Формуемость при экструзии и высокая сырая прочность (т.е. формоустойчивость) гидравлически отверждаемых смесей по настоящему изобретению обеспечиваются за счет сочетания ранее считавшихся несовместимыми методов оптимизации упаковки частиц и создания дефицита воды, что позволяет создать материал с относительно высокой жесткостью и высоким пределом сдвига, но обладающий хорошей удобоукладываемостью под действием высокого давления и высоких напряжений сдвига, характерных для процесса экструзии. За счет выбора заполнителей с различными тщательно отобранными параметрами, такими как диаметры частиц, гранулометрическое распределение частиц ("ГРЧ") и плотность упаковки, создается возможность сокращения промежуточного пространства между частицами, так как пространство между крупными частицами заполняется мелкими частицами, а пространство между этими мелкими частицами, в свою очередь, заполняется еще более мелкими частицами. Таким образом можно достичь плотности упаковки частиц в диапазоне примерно от 65% до столь высокого значения, как примерно 99%. Это означает что в объем сухой гидравлически отверждаемой смеси будет входить примерно от 65% до 99% твердых материалов и всего примерно от 35% до 1% межзеренного пространства, или пустот.
За счет тщательного дозирования воды, добавляемой в гидравлически отверждаемую смесь, можно создать смесь с точно выбранной степенью "дефицитности воды". (Как подробнее описывается ниже, следует понимать, что вода добавляется в гидравлически отверждаемую смесь по двум основным причинам: (1) для химической реакции ("гидратации") с гидравлически отверждаемым связующим и (2) для заполнения пустот между частицами с целью снижения трения между частицами и их смазывания, что необходимо для придания смеси адекватной пластичности и когезии. Если количество воды будет недостаточным, то трение между частицами увеличивается, что приводит к увеличению жесткости материала. В зависимости от концентрации воды или других добавок (таких как дисперсанты, которые могут вводиться для смазывания или обеспечения дисперсии частиц), специалист в данной отрасли может тщательно контролировать реологические характеристики с целью обеспечения требуемого уровня удобоукладываемости (пластичности) под давлением.
Следует понимать, что для заполнения промежуточных пустот в смеси с повышенной плотностью упаковки частиц потребуется намного меньше воды. Следовательно, предпочтительно еще до добавления воды определить количество воды, требуемой для обеспечения требуемого уровня дефицитности воды, причем это количество воды в основном будет зависеть от эффективности упаковки частиц и предполагаемой степени сжатия в процессе экструзии.
Соответствующая полученная гидравлически отверждаемая смесь помещается в экструдер и подвергается воздействию давления. Возникающее сжатие способствует увеличению плотности упаковки за счет прижатия частиц друг к другу, что, в свою очередь, приводит к сокращению объема промежуточных пустот между отдельными частицами смеси. При этом "эффективный" уровень дефицитности воды снижается, что приводит к увеличению количества воды, используемой для смазки частиц (а также для смазки гидравлически отверждаемой смеси во время ее движения через фильеру экструдера), в результате чего гидравлически отверждаемая смесь приобретает повышенную формуемость и способность к течению. Более того, сжатие смеси во время экструзии также приводит к появлению между смесью и матрицей экструдера тонкой пленки воды, которая служит для смазки поверхности раздела между смесью и матрицей. Кроме того, матрицу экструдера можно нагреть, чтобы создать эффект "паровой подушки" или барьера между подвергаемой экструзии гидравлически отверждаемой смесью и матрицей экструдера, что снижает трение и облегчает экструзию. После этого образовавшиеся внутренние капилляры, или мениски, возникающие при сжатии смеси, создают внутренние силы сцепления, обеспечивающие повышение формоустойчивости смеси после экструзии.
Высокий уровень формуемости и текучести смеси, находящейся под давлением, позволяет производить экструзию смеси через фильеру для придания смеси требуемой формы изделия или фасонного профиля. Обеспечение возможности экструзии гидравлически отверждаемой смеси и высокой формоустойчивости производится одним из двух способов. Во-первых, поскольку поведение большинства гидравлически отверждаемых смесей по настоящему изобретению примерно соответствует поведению жидкости Бингэма, или псевдопластичного тела, вязкость смеси будет снижаться после превышения критического напряжения сдвига, приложенного в виде давления. Другими словами, гидравлически отверждаемые смеси по настоящему изобретению обычно испытывают "разжижение при сдвиге" по мере возрастания давления (и следовательно, напряжений сдвига), например, в экструдере, рассчитанном на высокое давление. Таким образом, за счет приложения высокого давления (и создания соответствующего напряжения сдвига) можно обеспечить экструзию большинства гидравлически отверждаемых смесей по настоящему изобретению.
Вместо приложения высокого давления или в дополнение к этому, может также оказаться предпочтительным разработать такой состав гидравлически отверждаемой смеси, который обеспечит минимальное возможное соотношение вязкости к пределу текучести. По мере снижения вязкости уменьшается величина напряжения сверх предела текучести материала, необходимая для обеспечения течения смеси. Эта стратегия особенно полезна в тех случаях, когда экструзию желательно проводить при сниженном давлении.
По завершении экструзии смесь более не подвергается воздействию сил сжатия и сдвига, действующих в экструдере, в результате чего смесь приобретает повышенную жесткость, вязкость, когезию, формоустойчивость и сырую прочность. Величина сырой прочности, обеспечиваемой с помощью составов, методов и устройств по настоящему изобретению, намного превышает прочность, достигаемую при применении известных цементных составов, методов и устройств.
Кроме гидравлически отверждаемого связующего, воды и наполнителей, гидравлически отверждаемые составы по настоящему изобретению также могут включать другие компоненты, такие как реагенты для модификации реологических характеристик, дисперсанты и короткие волокна. Реагенты для модификации реологических характеристик могут добавляться для повышения предела текучести, силы сцепления (когезии) и пластичности гидравлически отверждаемой смеси, тогда как дисперсанты могут добавляться для сохранения свойств текучести смеси при сокращении концентрации воды. Волокна обычно добавляются для повышения ударной вязкости конечного отвержденного изделия, а также его прочности на растяжение, изгиб и иногда даже на сжатие.
Более конкретно, реагенты для модификации реологических характеристик повышают "псевдопластичность" в смысле сохранения формы смеси после прессования или экструзии. К числу пригодных реагентов для модификации реологических характеристик относятся различные материалы на основе целлюлозы, крахмала и белка, которые могут быть ионными и неионными и которые действуют посредством желатинирования (загущения) воды и связывания отдельных частиц гидравлически отверждаемого связующего и других частиц в составе гидравлически отверждаемой смеси. За счет повышения "псевдопластичности" консистенции гидравлически отверждаемой смеси, реагент для модификации реологических характеристик также способствует экструзии изделий с высокой формоустойчивостью. (Можно также добавлять полугидрат гипса, который способствует повышению формоустойчивости посредством быстрой реакции с водой, что способствует быстрому сокращению объема капиллярной воды, присутствующей в гидравлически отверждаемой смеси. Таким образом, в некоторых случаях полугидрат гипса может выполнять роль реагента для модификации реологических характеристик).
Дисперсанты, напротив, снижают вязкость и предел текучести смеси за счет дисперсии отдельных частиц гидравлически отверждаемого связующего. Это позволяет сократить концентрацию воды при сохранении достаточной удобоукладываемости, что дает возможность повысить степень дефицитности воды. К числу пригодных дисперсантов относятся любые материалы, которые могут адсорбироваться поверхностью частиц гидравлически отверждаемого связующего и обеспечивают дисперсию частиц, что обычно осуществляется за счет создания отрицательного электрического заряда на поверхности частиц или в прилегающем двойном коллоидном слое. Такие наполнители, как каолин, слюда, карбонат кальция или бентонит также в существенной степени диспергируются при применении дисперсанта.
Однако в тех случаях, когда одновременно применяют дисперсант и реагент для модификации реологических характеристик, обычно предпочтительно сначала вводить дисперсант, а уже затем реагент для модификации реологических характеристик, что позволит обеспечить благоприятное воздействие обоих компонентов. В противном случае, если реагент для модификации реологических характеристик будет адсорбирован частицами связующего, он образует на поверхности защитный коллоидальный слой, препятствующий адсорбции дисперсанта частицами, что снизит дисперсионный эффект дисперсанта внутри гидравлически отверждаемой смеси.
Кроме добавления заполнителей с различными диаметрами, формами, размерами и характеристиками (т.е. удельным весом, насыпной плотностью и морфологией), может оказаться желательным добавление заполнителей с различными прочностными и теплоизоляционными свойствами. Таким способом можно обеспечить оптимизацию гидравлически отверждаемой смеси как с точки зрения требуемой реологии, или характеристик текучести, используемых в процессе экструзии, так и с точки зрения окончательных характеристик отвержденного материала.
И наконец, основной признак новизны настоящего изобретения заключается в создании возможности введения нитей, или непрерывных волокон, в структурную матрицу экструдируемого изделия, что осуществляется в процессе экструзии. Введение непрерывных волокон в процессе экструзии связано с укладкой волокон в смесь, которая обволакивает волокна и затягивает их в гидравлически отверждаемую смесь в направлении, в котором осуществляется выдавливание, т.е. экструзия смеси. В результате приложения к смеси внутреннего давления, возникающего в процессе экструзии, смесь консолидируется или уплотняется, что сводит к минимуму объем внутренних пустот или дефектов внутри смеси и максимизирует площадь контакта между волокнами и гидравлически отверждаемой смесью. Увеличение площади контакта между волокнами и матрицей позволяет более надежно закрепить волокна внутри гидравлически отверждаемой структурной матрицы.
Различные варианты реализации устройства для непрерывной укладки волокон в экструдируемую гидравлически отверждаемую смесь позволяют размещать волокна в различной конфигурации или ориентации. В число таких конфигураций входят параллельная укладка, спиральная укладка, перекрестная укладка или их сочетание. При "параллельной конфигурации" волокна укладываются примерно параллельно продольной оси или направлению экструзии гидравлически отверждаемого изделия. В отличие от этого, при "спиральной конфигурации" и "перекрестной конфигурации" (которая является разновидностью спиральной конфигурации) укладка волокон производится под углом α к продольной оси, составляющим обычно от 5o (минимально) до 90o (максимально). Этот угол может именоваться ниже "углом смещения", "углом навивки" или "углом спирали". (В зависимости от направления вращения устройства для укладки волокон, т.е. по часовой стрелке или против часовой стрелки, угол α может быть положительным или отрицательным, но его абсолютная величина не будет превышать 90o, так как угол 91o эквивалентен углу - 89o).
Меняя концентрацию и (или) угол ориентации волокон, укладываемых в экструдируемые гидравлически отверждаемые изделия по настоящему изобретению, можно обеспечить получение разнообразных характеристик прочности, относительного удлинения и ударной вязкости. Волокна, укладываемые под небольшим углом навивки, как правило, определяют эллиптическое сечение изделий в виде трубы или цилиндра, в которые они укладываются. По мере увеличения угла навивки до 90o эксцентриситет эллипса, образуемого навиваемыми волокнами, снижается. Когда угол навивки составит 90o, поперечное сечение изделия, определяемое волокнами, примет форму окружности. Если предположить, что экструдируемое изделие представляет собой трубу, цилиндр или иное изделие с примерно круговым сечением, то такое изделие будет иметь радиус, примерно перпендикулярный продольной оси. С целью определения направления и величины прочностных характеристик, придаваемых волокнами, целесообразно определить прочностные характеристики, придаваемые волокнами, с помощью векторов, характеризующих прочность в радиальном и осевом направлениях, соответственно. Если угол смещения волокон превышает 0o, но не достигает 90o, то волокна будут обеспечивать как осевой, так и радиальный векторный компонент. Можно ожидать, что при угле навивки волокон, не превышающем 45o, вектор осевой прочности, как правило, будет превышать вектор радиальной прочности. Аналогично можно ожидать, что при угле навивки волокон, превышающем 45o, вектор радиальной прочности, как правило, будет превышать вектор осевой прочности.
Как правило, волокна, ориентированные большей частью в продольном направлении и обеспечивающие больший осевой вектор прочности, будут повышать разрывную прочность гидравлически отверждаемого изделия в осевом, т.е. продольном направлении. И наоборот, волокна с большим углом смещения относительно продольной оси, т.е. волокна, обеспечивающие больший радиальный вектор прочности, будут повышать разрывную прочность гидравлически отверждаемого изделия по окружности (в случае труб или иных пустотелых конструкций этот показатель именуется прочностью на раздавливание (смятие) или разрыв под действием внутреннего давления). Для придания прочности в обоих направления можно применять сочетание волокон с большими и малыми углами смещения.
Устройство оснащено средствами для непрерывной укладки волокон в экструдируемую гидравлически отверждаемую смесь, непосредственно сообщающимися с камерой укладки волокон, которая представляет собой внутреннюю камеру экструдера. Устройство также оснащено средствами для хранения и непрерывной подачи волокон к, по меньшей мере, одному из средств укладки.
Средства укладки помещают волокна на поверхность или под поверхностью гидравлически отверждаемой структурной матрицы, после чего гидравлически отверждаемая смесь увлекает за собой волокна по мере движения смеси. Средства укладки могут представлять собой ротационное устройство, вращающееся по часовой стрелке или против часовой стрелки вокруг камеры укладки волокон с помощью механизма для вращения средств укладки, чтобы обеспечить спиральную навивку волокон внутри изделия вдоль той же оси, по которой осуществляется экструзия. Средства укладки также могут представлять собой стационарное устройство, сохраняющее неподвижное положение и укладывающее волокна параллельно оси. Применение, как минимум, двух средств укладки при различной скорости или ориентации позволит получить изделие, снабженное волокнами, которые уложены с различными углами смещения относительно продольной оси.
Любые средства укладки включают механизм подачи, как минимум, одного волокна в средства укладки, нитеводное устройство для проводки поступившего волокна через средство укладки и устройство для ввода волокна в камеру для укладки волокон. Устройство ввода может иметь любую форму, обеспечивающую размещение волокон на поверхности или под поверхностью гидравлически отверждаемой структурной матрицы, и может иметь различные формы поперечного сечения. Примером устройства ввода может служить пустотелая игла, либо устройство с заостренным или совкообразным наконечником, выступающим из нитеводного устройства в камеру для укладки волокон.
Средства для хранения и непрерывной подачи волокон, как минимум, в одно из средств укладки включают диспенсер волокон, такой как шпулька. Кроме того, средства для хранения и непрерывной подачи волокон, как минимум, в одно из средств укладки включают по меньшей мере один кольцевой питатель, служащий опорой для, как минимум, одного диспенсера (раздатчика) волокон. Средства для хранения и непрерывной подачи волокон могут вращаться вместе с ротационными средствами укладки, либо сохранять неподвижное положение при применении стационарных средств укладки. Диспенсер волокон также может быть снабжен натяжными устройствами, обеспечивающими натяжение волокон.
Глубину укладки волокон внутри гидравлически отверждаемой структурной матрицы можно менять за счет изменения положения средств для укладки. Глубину укладки также можно менять за счет селективной регулировки натяжения волокон, обеспечиваемой с помощью натяжных устройств. Как правило, увеличение натяжения приводит к заглублению волокон. Кроме того, давление экструзии и реологические характеристики смеси также в некоторой степени влияют на характер укладки волокон.
Угол навивки волокон α зависит как от поступательной скорости экструзии ("Vc"), так и от окружной скорости ("Vr") средств укладки. Фактически, тангенс угла α пропорционален отношению окружной скорости к поступательной скорости экструзии (Vr/Vc). Следовательно, при прочих равных условиях, чем выше будет скорость экструзии, тем меньшим будет угол навивки волокон. И наоборот, чем выше будет окружная скорость средств укладки, тем больше будет угол навивки волокон.
Концентрация волокон внутри гидравлически отверждаемой матрицы экструдированного изделия прямо пропорциональна как количеству волокон, так и их среднему углу навивки α. При увеличении количества волокон и угла их навивки α концентрация волокон возрастает. Чем больше концентрация, тем меньше места остается между отдельными витками волокон. Это позволяет обеспечить более значительное и равномерное влияние волокон на гидравлически отверждаемую матрицу экструдируемого изделия. Как правило, волокна малого диаметра, которые более плотно прилегают друг к другу, обеспечивают придание более равномерных характеристик, например, прочности, гибкости и ударной вязкости, чем в случае волокон большого диаметра.
И наконец, в зависимости от своего химического состава сами волокна могут обладать существенно меняющимися характеристиками прочности на растяжение и срез, а также гибкости и относительного удлинения. Эти характеристики также зависят от диаметра волокон, а также от того, состоят ли они из отдельных нитей, либо из групп переплетенных или иным образом соединенных нитей, образующих единое волокно.
Применяя вышеописанные составы, методы и устройства, можно выполнять экструзию разнообразных изделий различной формы, снабженных непрерывными волокнами, распределенными внутри гидравлически отверждаемой матрицы изделия. К таким экструдированным изделиям, как правило, могут относиться квадратные, прямоугольные, цилиндрические или эллиптические стержни или балки, плиты, двутавровые балки, бруски сечением два на четыре дюйма, простые многоячеистые конструкции, трубы, полые цилиндры или иные пустотелые конструкции, оконные рамы, кирпичи или кровельные плитки. Такие изделия обладают улучшенными характеристиками за счет укладки непрерывных волокон внутри существенно консолидированной и уплотненной гидравлически отверждаемой смеси, при обеспечении жестких допусков, если это требуется.
Характеристики таких изделий не уступают характеристикам изделий, изготовленных из других материалов, таких как пластмасса, древесина, глина или металл, или даже превосходят характеристики этих материалов. Однако преимуществом гидравлически отверждаемых материалов является тот факт, что они обычно гораздо дешевле, чем упомянутые другие материалы. Кроме того, гидравлически отверждаемые изделия, изготовленные в соответствии с настоящим изобретением, как правило, имеют повышенную экологическую нейтральность в сравнении с традиционными материалами, которые ныне применяются в промышленности.
Таким образом согласно аспектам настоящего изобретения, раскрывается способ изготовления промышленного изделия из водоотверждаемого материала, включающий смешивание вместе гидравлически отверждаемого связующего вещества, материала- заполнителя, вещества, меняющего реологические характеристики, и воды в относительных концентрациях для получения гидравлически отверждаемой смеси, обладающей текучестью при экструзии под давлением через фильеру и немедленно приобретающей устойчивость после выхода из фильеры, экструзию гидравлически отверждаемой смеси под давлением через фильеру с одновременной непрерывной укладкой волокон в указанную смесь и отверждение экструдированной гидравлически отверждаемой смеси с образованием гидравлически отверждаемой матрицы для промышленного изделия, причем при укладке волокон в гидравлически отверждаемую смесь осуществляют непрерывную и одновременную навивку с помощью средства укладки как минимум одного волокна для получения изделия, содержащего, по меньшей мере, одно навитое волокно, причем используют средство укладки, выполненное с возможностью непосредственного ввода и одновременной навивки одного или ряда волокон в гидравлически отверждаемую смесь с различной глубиной, углом навивки и концентрацией волокон внутри изделия;
способ изготовления промышленного изделия из водоотверждаемого материала, включающий смешивание вместе гидравлически отверждаемого связующего вещества, материала-заполнителя и воды в относительных концентрациях для получения гидравлически отверждаемой смеси, обладающей текучестью при экструзии под давлением через фильеру и немедленно приобретающей формоустойчивость после выхода из фильеры, экструзию гидравлически отверждаемой смеси под давлением через фильеру, имеющую продольную ось и внутреннюю часть, через которую смесь проходит во время экструзии с образованием экструдированного изделия, непрерывную укладку волокон в указанную смесь, когда она подвергается экструзии через фильеру, и отверждение экструдированной гидравлически отверждаемой смеси с образованием гидравлически отверждаемой матрицы для промышленного изделия, причем при укладке волокон в гидравлически отверждаемую смесь осуществляют непрерывную и одновременную навивку с помощью средства укладки, по меньшей мере, одного волокна для получения изделия, включающего, как минимум, одно волокно, имеющее угол навивки, как минимум 5o относительно продольной оси, при этом используют средство укладки, выполненное с возможностью непосредственного ввода и одновременной навивки, по меньшей мере, одного волокна, навиваемого во время ввода с различным углом навивки, как минимум, примерно 5o относительно продольной оси, с различной глубиной и концентрацией волокон внутри гидравлически отверждаемой смеси;
способ изготовления промышленного изделия из водоотверждаемого материала, включающий смешивание вместе гидравлически отверждаемого связующего вещества, материала-заполнителя, вещества, меняющего реологические характеристики, и воды в относительных концентрациях для получения гидравлически отверждаемой смеси, обладающей текучестью при экструзии под давлением через фильеру и немедленно приобретающей формоустойчивость после выхода из фильеры, экструзию гидравлически отверждаемой смеси под давлением через фильеру, имеющую продольную ось и внутреннюю часть, через которую смесь проходит во время экструзии с образованием экструдированного изделия, непрерывную укладку волокон в указанную смесь, когда она подвергается экструзии через фильеру, и отверждение экструдированной гидравлически отверждаемой смеси с образованием гидравлически отверждаемой матрицы для промышленного изделия, причем при укладке волокон в гидравлически отверждаемую смесь осуществляют непрерывную и одновременную навивку с помощью средства укладки, по меньшей мере, одного волокна для получения изделия, включающего как минимум одно волокно, и угол навивки, как минимум, 5o относительно продольной оси, при этом используют средство укладки, выполненное с возможностью непосредственного ввода и одновременной навивки, по меньшей мере, одного волокна, навиваемого во время ввода с различным углом навивки, как минимум, примерно 5o относительно продольной оси, с различной глубиной и концентрацией волокон внутри гидравлически отверждаемой смеси;
экструдированное промышленное изделие, содержащее застывшую гидравлически отверждаемую матрицу, образованную из гидравлически отверждаемой смеси, включающей гидравлически отверждаемое связующее вещество, как минимум, один материал-заполнитель и воду и немедленно приобретающей формоустойчивость после выхода из фильеры, и, как минимум, два волокна, включенные в гидравлически отверждаемую матрицу и выполненные непрерывными и достаточно гибкими с возможностью укладывания их в гидравлически отверждаемую смесь, когда она подвергается экструзии под давлением через фильеру, причем, как минимум, два непрерывных гибких волокна уложены в гидравлически отверждаемую смесь в перекрестной ориентации относительно продольной оси изделия;
экструдированное промышленное изделие, содержащее экструдированную гидравлически отверждаемую до застывшего состояния смесь, включающую в себя продукты смешивания гидравлически отверждаемого связующего вещества, материала- заполнителя, вещества, меняющего реологические характеристики, и воды, причем изделие имеет продольную ось и, как минимум, два непрерывных гибких волокна, введенных при экструзии гидравлически отверждаемой смеси под давлением через фильеру, причем, по меньшей мере, два непрерывных гибких волокна навиты под углом, как минимум, 5o относительно продольной оси, и, по меньшей мере, два непрерывных гибких волокна расположены перекрестно;
экструдируемое промышленное изделие, содержащее экструдированную гидравлически отверждаемую до застывшего состояния смесь, включающую в себя продукты смешивания гидравлически отверждаемого связующего вещества, материала-заполнителя, вещества, меняющего реологические характеристики, и воды, причем изделие содержит, по меньшей мере, два гибких волокна, уложенных при экструзии смеси под давлением через фильеру, причем изделие имеет полую сердцевину, а, по меньшей мере, два гибких волокна имеют перекрестную ориентацию и образуют угол, как минимум, 10o.
Краткое описание чертежей
Для изложения способов обеспечения вышеописанных и других преимуществ изобретения ниже приводится более подробное описание изобретения.
На фиг. 1 в сильно увеличенном виде спереди показано сечение гидравлически отверждаемой смеси, заполненной частицами с относительной высокой естественной плотностью упаковки, составляющей 70%.
На фиг. 2 в сильно увеличенном виде спереди показано сечение смеси по фиг. 1, а также приводится соответствующий график, на котором показаны численные значения объема, занимаемого частицами, и объема промежуточных пустот между частицами.
На фиг. 3 в сильно увеличенном виде спереди показано сечение смеси по фиг. 1, в которую добавлена вода в объеме, равном объему промежуточных пустот, а также приводится соответствующий график, на котором показаны численные значения объема, занимаемого частицами, и объема, занимаемого водой между частицами.
На фиг. 4 в сильно увеличенном виде спереди показано сечение смеси по фиг. 1, в которую добавлена вода в объеме меньше объема промежуточных пустот, чтобы образовать смесь с дефицитом воды; а также приводится соответствующий график, на котором показаны численные значения объема, занимаемого частицами, объема, занимаемого водой между частицами, и объема остающихся промежуточных пустот между частицами.
На фиг. 5 в сильно увеличенном виде спереди показано сечение смеси по фиг. 4, к которой приложено сжимающее усилие (например, давление), достаточное для уплотнения частиц; а также приводится соответствующий график, на котором показаны численные значения объема, занимаемого частицами, объема, занимаемого водой между частицами, и сократившегося объема остающихся промежуточных пустот между частицами.
На фиг. 6 показано поперечное сечение шнекового экструдера.
На фиг. 7 показано поперечное сечение поршневого экструдера.
На фиг. 8 показано поперечное сечение по оси устройства для укладки волокон в гидравлически отверждаемую смесь при одновременной экструзии гидравлически отверждаемой смеси, где видно, что экструзия смеси происходит в направлении волокон.
На фиг. 9 показано поперечное сечение по оси устройства для укладки волокон в гидравлически отверждаемую смесь при одновременной экструзии гидравлически отверждаемой смеси, где видно, что смесь обволакивает волокна, укладываемые в спиральной конфигурации по мере формования стержня.
На фиг. 10 показан разрез по поперечной оси (по линии 10) устройства для укладки волокон в гидравлически отверждаемую смесь при одновременной экструзии гидравлически отверждаемой смеси, где видно, как укладка волокон осуществляется с помощью средств укладки с совкообразным концом.
На фиг. 11 показано поперечное сечение по оси устройства для укладки волокон в гидравлически отверждаемую смесь при одновременной экструзии гидравлически отверждаемой смеси, где видно, как смесь обволакивает волокна, уложенные в параллельной конфигурации с помощью средств укладки с совкообразным концом.
На фиг. 12 показано поперечное сечение по оси устройства для укладки волокон в гидравлически отверждаемую смесь при одновременной экструзии гидравлически отверждаемой смеси, где видно, как смесь обволакивает волокна, уложенные в параллельной конфигурации с помощью средств укладки с заостренным концом.
На фиг. 13 показан разрез по поперечной оси (по линии 13) устройства для укладки волокон в гидравлически отверждаемую смесь при одновременной экструзии гидравлически отверждаемой смеси, где видно, как укладка волокон осуществляется с помощью средств укладки с заостренным концом.
На фиг. 14 показано поперечное сечение по оси устройства для укладки волокон в гидравлически отверждаемую смесь при одновременной экструзии гидравлически отверждаемой смеси, где видно, как смесь обволакивает волокна, уложенные в параллельной конфигурации с помощью средств укладки с полой иглой.
На фиг. 15 показано поперечное сечение по оси устройства для укладки волокон в гидравлически отверждаемую смесь при одновременной экструзии гидравлически отверждаемой смеси, где видно, как осуществляется перекрестная укладка волокон с помощью двух комплектов ротационных средств укладки.
На фиг. 16 показано поперечное сечение по оси устройства для укладки волокон в гидравлически отверждаемую смесь при одновременной экструзии гидравлически отверждаемой смеси, где видно, как осуществляется параллельная укладка волокон с помощью комплекта стационарных средств укладки и перекрестная укладка волокон с помощью двух комплектов ротационных средств укладки.
На фиг. 17 показан общий вид устройства с вырезом для показа камеры для укладки волокон, имеющей форму двутавра, где видно, как осуществляется формовка гидравлически отверждаемого двутавра с параллельно уложенными по его длине волокнами.
На фиг. 18 показан общий вид устройств для формовки гидравлически отверждаемого листа с волокнами, уложенными параллельно длине листа.
На фиг. 19 показан общий вид устройства с вырезом для показа камеры для укладки волокон, имеющей круглое сечение по длине и прямоугольное сечение на выходном конце, где видно, как осуществляется формовка гидравлически отверждаемого изделия прямоугольного сечения с волокнами, укладываемыми в спиральной конфигурации вдоль продольной оси изделия, и волокнами, укладываемыми в параллельной конфигурации в углах и по периметру изделия.
На фиг. 20 показан общий вид устройства с вырезом для показа камеры для укладки волокон, имеющей круглое сечение, постепенно по направлению к концу камеры переходящее в прямоугольное сечение на выходном конце, а также размещенной в камере укладки оправки, имеющей аналогичное сечение, изменяющееся от круглого к прямоугольному, где видно, как осуществляется формовка трубного гидравлически отверждаемого изделия пустотелого прямоугольного сечения с волокнами, укладываемыми в спиральной и параллельной конфигурации относительно продольной оси изделия.
На фиг. 21 показан общий вид устройства с вырезом для показа камеры для укладки волокон, снабженной несколькими оправками, где видно, как осуществляется формовка гидравлически отверждаемого кирпича с волокнами, укладываемыми в параллельной конфигурации вдоль длины кирпича.
На фиг. 22 показан общий вид устройства для укладки волокон в гидравлически отверждаемую смесь при одновременной экструзии гидравлически отверждаемой смеси.
На фиг. 23 приведен вид сбоку на устройство для укладки волокон в гидравлически отверждаемую смесь при одновременной экструзии гидравлически отверждаемой смеси.
На фиг. 24 показан выполненный по линии 24 разрез устройства для укладки волокон в гидравлически отверждаемую смесь при одновременной экструзии гидравлически отверждаемой смеси.
На фиг. 25 показан общий вид устройства (с пространственным разделением деталей) для укладки волокон в гидравлически отверждаемую смесь при одновременной экструзии гидравлически отверждаемой смеси.
На фиг. 26 приведен общий вид устройства для формовки гидравлически отверждаемой трубы с параллельными волокнами, проложенными по длине трубы, укладываемыми с помощью комплекта стационарных средств укладки, размещенных в ротационной нитеводной каретке, показанной в разрезе, причем волокна подаются со шпулек, расположенных на неподвижном кольцевом питателе.
На фиг. 27 приведен общий вид устройства для формовки гидравлически отверждаемой трубы со спиральными волокнами, протянувшимися по длине трубы, укладываемыми с помощью комплекта ротационных средств укладки, размещенных в ротационной нитеводной каретке, показанной в разрезе, причем волокна подаются со шпулек, расположенных на ротационном кольцевом питателе.
На фиг. 28 приведен общий вид устройства для формовки гидравлически отверждаемой трубы с перекрестными волокнами, протянувшимися по длине трубы, укладываемыми с помощью двух комплектов ротационных средств укладки, один из которых размещен в ротационной нитеводной каретке, показанной в разрезе, причем волокна подаются со шпулек, расположенных на ротационном кольцевом питателе.
На фиг. 29 приведен общий вид устройства для формовки гидравлически отверждаемой трубы с параллельными и перекрестными волокнами, протянувшимися по длине трубы, укладываемыми с помощью комплекта стационарных средств укладки и двух комплектов ротационных средств укладки, один из которых размещен в ротационной нитеводной каретке, показанной в разрезе, причем волокна подаются со шпулек, расположенных на ротационном кольцевом питателе.
На фиг. 30 приведен график, демонстрирующий зависимость прочности на разрыв под действием внутреннего давления от процентной концентрации спирально намотанных волокон в гидравлически отверждаемом изделии, изготовленном известными методами.
На фиг. 31 приведен график, демонстрирующий зависимость прочности на разрыв под действием внутреннего давления от угла навивки спирально намотанных волокон в гидравлически отверждаемом изделии, изготовленном известными методами.
На фиг. 32 приведен график, демонстрирующий зависимость модуля упругости от процентной концентрации спирально намотанных волокон в гидравлически отверждаемом изделии, изготовленном известными методами.
На фиг. 33 приведен график, демонстрирующий зависимость модуля упругости от угла навивки спирально намотанных волокон в гидравлически отверждаемом изделии, изготовленном известными методами.
Подробное описание предпочтительных вариантов изобретения
Настоящее изобретение относится к новым составам, методам и устройствам для непрерывной укладки волокон в гидравлически отверждаемую смесь в процессе ее экструзии, осуществляемой с целью получения требуемого изделия. Непрерывные волокна повышают прочность на растяжение, на изгиб, на раздавливание (смятие), а также ударную вязкость, гибкость и относительное удлинение гидравлически отверждаемых изделий. Создается возможность формовки разнообразных изделий, включая изделия с тонкими стенками, сложным профилем и (или) с весьма жесткими допусками. Кроме того, применяя составы, методы и устройства по настоящему изобретению можно эффективно экструдировать и армировать волокнами относительно большие и толстостенные объекты, такие как бруски сечением два на четыре дюйма или другие конструкционные элементы. Такие экструдированные изделия приобретают формоустойчивость немедленно (или в течение нескольких секунд) после экструзии.
Новые гидравлически отверждаемые составы могут быть описаны как многокомпонентные многомерные микрокомпозиты с волоконным армированием. За счет тщательно продуманного включения разнообразных материалов (включая неорганические материалы и волокна), придающих изделию различные, но синэргетически связанные (т.е. взаимоусиливающие) свойства, можно создать уникальный класс микрокомпозитов, обладающих выдающимися характеристиками прочности, вязкости, экологической нейтральности, технологичности для массового производства и низкой себестоимости.
Термин "многокомпонентный" указывает на тот факт, что материалы с неорганическими наполнителями, используемые для изготовления листов и шарниров по настоящему изобретению, обычно включают, как минимум, три химически или физически отличающихся материала или фазы, такие как волокна, нити (непрерывные волокна), неорганические материалы-заполнители, органические материалы-заполнители, органические полимерные связующие, гидравлически отверждаемые материалы, органические реагенты для изменения реологических характеристик, дисперсанты, вода и другие жидкости. Материалы каждой из этих широких категорий придают конечному продукту экструзии (а также смеси, используемой для формования изделия) одно или несколько особых свойств. В рамки этих широких категорий можно дополнительно включить различные компоненты (такие, как два или более вида частиц неорганического заполнителя или волоконного материала), которые могут придавать продуктам экструзии различные, взаимно дополняющие свойства. Это позволяет задавать конкретные желательные свойства изделий в сочетании с процессом экструзии.
Термин "многомерный" относится к тому факту, что составы и материалы, применяемые по настоящему изобретению, измеряются на различных уровнях или в различных масштабных шкалах. Например, в гидравлически отверждаемых материалах по настоящему изобретению, как правило, применяются макрокомпонентные составы с примерным размером частиц от 0,01 мм до 10 мм, микрокомпонентные составы с примерными размерами частиц в диапазоне от 10 нм до 10 мкм и субмикронный компонент. Хотя эти уровни могут не быть дробными, обычно они весьма аналогичны друг другу и являются однородными и гомогенными внутри каждой категории.
Термин "волоконное армирование" не требует объяснения, хотя его можно с равным успехом отнести к армирующему эффекту как волокон, так и нитей (или непрерывных волокон). Структурная матрица гидравлически отверждаемых материалов, используемых по настоящему изобретению, формируется за счет связи или взаимодействия между гидравлически отверждаемым связующим, неорганическими заполнителем, реагентом для модификации реологических характеристик, волокнами и нитями. Волокна и нити действуют в первую очередь в качестве армирующего компонента, придающего материалу пластичность, прочность на растяжение, изгиб и разрыв под действием внутреннего или внешнего давления, гибкость и способность к удлинению.
И наконец, термин "микрокомпозитный" относится к тому факту, что гидравлически отверждаемые материалы представляют собой не просто состав или смесь, но заданную матрицу с конкретными дискретными материалами, которые на микроуровне обладают различными размерами, формами и химическими составами. Эти материалы достаточно хорошо связаны и взаимодействуют между собой, так что особые характеристики каждого из них полностью проявляются в окончательном композитном материале (например, разрывная прочность матрицы прямо пропорциональна разрывной прочности волоконного или нитеобразного компонента; прочность пустотелых изделий на разрыв под действием внутреннего или внешнего давления прямо пропорциональна прочности, диаметру, углу укладки и концентрации длинных волокон и т.п.).
С учетом этих определений и принципов понятно, что материалы, включающие гидравлически отверждаемое связующее, неорганические заполнители, воду (при желании) волокна (как органические, так и неорганические) и (при желании) реагент для модификации реологических характеристик, могут комбинироваться и использоваться для формования разнообразных изделий. Такие изделия могут иметь различные характеристики прочности, ударной вязкости и плотности, а также могут изготавливаться с жесткими допусками. Это позволяет обеспечить непрерывную экструзию и навивку непрерывных волокон (т.е. массовое производство) для получения разнообразных изделий, которые в настоящее время изготавливаются, например, из пластмассы, металла, древесины или глины.
Как подробнее описывается ниже, к основным параметрам гидравлически отверждаемых смесей по настоящему изобретению относятся: (1) плотность упаковки частиц, (2) концентрация гидравлически отверждаемого связующего (обычно, гидравлического цемента), (3) концентрация воды, (4) давление экструзии, (5) реологические характеристики (включая предел текучести и сырую прочность), и (6) прочность конечного отвержденного изделия (включая прочность на сжатие и растяжение).
1. Общее описание
А. Общее описание процесса экструзии
Гидравлически отверждаемые изделия, включая цементные материалы, и методы их использования были известны в течение тысячелетий. Из этих материалов изготавливались различные и многочисленные цементные и гидравлически отверждаемые изделия, но все они были крупными и объемистыми. В частности, цементные объекты должны иметь значительные размеры и массу, чтобы обеспечить требуемую прочность и другие эксплуатационные свойства. Типичные цементные материалы также должны относительно долго схватываться и отверждаться, прежде чем их можно будет освободить от формы. Формуемость и (или) экструзионная способность большинства гидравлически отверждаемых смесей обычно ограничивается за счет компромисса между удобоукладываемостью и формоустойчивостью. При улучшении одного параметра второй параметр, как правило, ухудшается, что оставляет лишь небольшой диапазон допустимых реологических характеристик.
Настоящее изделие позволяет решить эту проблему компромисса между экструзионной способностью и формоустойчивостью за счет создания в высокой степени пластичной и когезивной гидравлически отверждаемой смеси, которая приобретает формоустойчивость сразу же или вскоре после экструзии. Термин "пластичная" относится к гидравлически отверждаемой смеси, которая обладает свойством удобоукладываемости, течет под давлением и обладает достаточной когезионной прочностью, чтобы обеспечить ее формоустойчивость в сыром состоянии (сырую прочность, т. е. приобретение формоустойчивости немедленно или в течение нескольких секунд).
Уникальные характеристики гидравлически отверждаемых смесей, приготовленных в соответствии с настоящим изобретением, обеспечиваются за счет тщательного контроля реологических характеристик, предпочтительно осуществляемого посредством оптимизации плотности упаковки частиц, как более подробно описывается ниже, в сочетании с обеспечением дефицита воды. Дефицит воды обеспечивает получение относительно жесткой, или высоковязкой гидравлически отверждаемой смеси, поскольку имеющейся воды недостаточно для заполнения всех промежутков между частицами и для полной смазки всех частиц. В тех случаях, когда исходная концентрация воды особенно низка, гидравлически отверждаемая смесь может состоять из сухих на вид зерен, не связанных между собой и не представляющих собой единой массы.
Однако, подвергнув смесь с дефицитом воды повышенному механическому давлению в шнековом или поршневом экструдере, а также поместив смесь в условия разрежения, чтобы удалить почти весь воздух из промежуточных пустот, можно сжать частицы гидравлически отверждаемой смеси друг с другом, тем самым повышая плотность их упаковки. Это в свою очередь обеспечивает снижение эффективного дефицита воды, в результате чего вода более полно заполняет промежутки между более плотно упакованным частицами. Кажущееся повышение концентрации воды, которая может заполнить промежутки между частицами, позволяет улучшить смазку частиц, снизить трение между частицами и повысить текучесть смеси за счет временного снижения предела текучести. Кроме того, вязкость смеси с дефицитом воды также можно снизить посредством вибрации.
По выходе из фильеры происходит снижение давления, действующего на смесь, что позволяет материалу слегка расшириться и вернуться в состояние несколько менее оптимизированной упаковки частиц. При этом, в свою очередь, возникает частичное разрежение в капиллярах и возникают значительные силы поверхностного натяжения, удерживающие гидравлически отверждаемый материал в цельном виде. Резкое падение давления (и снижение усилий сдвига) повышает вязкость материала, что в сочетании с высоким пределом текучести при нулевом усилии сдвига приводит к сокращению концентрации воды, имеющейся для смазки частиц, и - в результате - к немедленному повышению формоустойчивости.
Реологические характеристики гидравлически отверждаемой смеси также можно менять за счет введения в цементную смесь других присадок, таких как реагенты для модификации реологических характеристик на основе целлюлозы, крахмала, белка или синтетических органических веществ, которые повышают предел текучести смеси при незначительном повышении или снижении вязкости до состояния полного отсутствия удобоукладываемости. В условиях высоких усилий сдвига, имеющих место в шнековом или поршневом экструдере, высокий предел текучести уменьшается, пластическая вязкость временно снижается, и смесь временно приобретает способность к течению. После завершения экструзии гидравлически отверждаемого материала и прекращения действия усилий сдвига реагент для модификации реологических характеристик способствует образованию более связного и формоустойчивого продукта экструзии. Таким образом, реагент для модификации реологических характеристик способствует созданию гидравлически отверждаемой смеси, демонстрирующей разжижение при сдвиге, т.е. тиксотропное или псевдопластичное поведение, или материал, демонстрирующий кажущееся снижение вязкости под действием напряжений сдвига, включая напряжения, обусловленные давлением и вибрацией.
Помимо придания смеси требуемых реологических характеристик, оптимизация упаковки частиц смеси позволяет существенно повысить конечную прочность отвержденного изделия за счет сокращения концентрации воды и воздуха в гидравлически отверждаемой матрице. В соответствии с нижеприведенным уравнением прочности, прочность отвержденного цементного изделия на сжатие обратно пропорциональна концентрации воды и воздуха, находящегося в промежутках между частицами. (В этой формуле: σ - прочность отвержденного цементного изделия на сжатие: k представляет собой максимальную теоретическую прочность при полном отсутствии воды и воздуха в промежутках между частицами, которая обычно составляет около 300 - 500 МПа, хотя в некоторых случаях может доходить до 800 МПа (например, если отверждение продукта экструзии производится в автоклаве): Vc - объем цемента: Vw - объем воды: и Va - объем воздуха или пустот между частицами цементной смеси):
σ = k[Vc/(Vc+Vw+Va)]2МПа
Для обычной неуплотненной цементной пасты k = 340 МПа, тогда как в системе с высокой степенью уплотнения k = 500 МПа. Следовательно, значение k зависит от применяемого технологического метода, но является постоянным при использовании одного и того же метода. Как правило, снижение концентрации воздуха и воды в составе гидравлически отверждаемой смеси приводит к повышению прочности конечного отвержденного материала. Снижение концентрации воды и воздуха вместе с одновременным улучшением удобоукладываемости гидравлически отверждаемой смеси можно обеспечить посредством повышения плотности упаковки частиц, как более подробно описывается ниже. Кроме того, повышение давления при экструзии и соответствующего сжатия в процессе эксплуатации также позволяет существенно снизить объем воздуха между частицами при сохранение адекватной текучести в случае создания дефицита воды (сокращения объема воды).
Если плотность упаковки частиц гидравлически отверждаемой смеси оптимизирована до верхнего предела диапазона, указанного в настоящем описании, то применяется относительно высокое давление экструзии, чтобы удалить из смеси почти весь воздух, содержащийся между частицами, и на начальном этапе в смесь вводится очень небольшое количество воды. В этом случае с помощью экструзии можно получать промышленные изделия с гидравлически отверждаемой матрицей, у которых прочность на сжатие превышает 500 МПа и даже достигает 800 МПа (например, при обработке в автоклаве).
Известно, что в лабораторных условиях изготавливались высокопрочные бетонные изделия с низким содержанием воды и воздуха между частицами. Однако при этом обычно применялось изостатическое прессование (часто при сухой упаковке) под особо высоким давлением, обычно посредством прессования под высоким давлением, превышающим примерно 70 МПа. Однако эти методы нельзя приспособить для экономичного массового производства цементных материалов, а также для изготовления каких-либо изделий, кроме предметов простейшей или примитивной формы. Эти методы явно непригодны для непрерывной массовой экструзии формоустойчивых гидравлически отверждаемых изделий, таких, какие можно изготавливать с применением составов и методов по настоящему изобретению. Кроме того, в сравнении с обычными процессами прессования экструзия представляет собой более непрерывный метод для массового производства определенных изделий, например относительно узких изделий большой длины с постоянной формой поперечного сечения и постоянными размерами.
Кроме включения в гидравлически отверждаемую матрицу непрерывных волокон, что более подробно описывается ниже, также может оказаться желательным осуществление экструзии гидравлически отверждаемой смеси совместно с другими материалами, чтобы, например, обеспечить слоистую структуру или получить продукт экструзии, у которого внутри или на поверхности гидравлически отверждаемой матрицы нанесены другие материалы. Вместе с гидравлически отверждаемыми смесями по настоящему изобретению можно экструдировать другие гидравлически отверждаемые смеси (часто обладающие другими или дополняющими свойствами); волоконные маты, графит (для изготовления карандашей), покрывающие материалы, полимеры, глины, а также непрерывные полоски, проволоку или листы практически любых других материалов (таких как металл). Было обнаружено, что, например, при соединении гидравлически отверждаемого листа и волоконного мата, осуществляемом посредством совместной экструзии, конечное изделие демонстрирует взаимно усиленные характеристики прочности, ударной вязкости и другие желательные свойства.
После экструзии гидравлически отверждаемой смеси для получения требуемой формы изделие может быть подвергнуто отверждению с сохранением формы, приданной экструзией. Процесс отверждения можно ускорить посредством нагрева предмета, например, в условиях регулируемой высокой относительной влажности, либо в автоклаве под высоким давлением. В ином варианте, с экструдированным профилем можно проводить другие операции или манипуляции, такие как пропускание экструдированного листа между парой валков с целью уменьшения его толщины и (или) повышения качества поверхности листа. Продукт экструзии также можно искривлять, изгибать, резать или подвергать дополнительному прессованию с применением любых известных процессов прессовки и штамповки с целью получения самых разнообразных предметов или профилей.
B. Экструдированные профили и изделия
Применяемые в настоящем патентном описании и прилагаемой патентной формуле термины "экструдированный профиль", "экструдированное изделие" и "гидравлически отверждаемое изделие" включают любые профили или изделия, формуемые посредством непрерывной экструзии и армирования непрерывными волокнами гидравлически отверждаемых составов по настоящему изобретению, включая те профили и изделия, которые известны в настоящее время, и те, которые будут разработаны в будущем. Приводимый в качестве примера, но не исчерпывающий перечень экструдированных профилей и изделий, которые могут изготавливаться по настоящему изобретению, включает прямоугольные, квадратные, эллиптические или цилиндрические стержни и балки, арматуру для бетона, трубы, пустотелые цилиндры, соломинки (для коктейлей), цилиндры, многоячеистые конструкции, плиты, двутавры, бруски сечением два на четыре дюйма, оконные рамы, кирпичи, кровельные плитки и карандаши.
Кроме того предполагается, что термины "экструдированное изделие", "экструдированный профиль" и "гидравлически отверждаемое изделие" также включают все предшествующие профили или изделия, которые первоначально формовались посредством экструзии составов по настоящему изобретению и армирования экструдируемого изделия непрерывными волокнами, но впоследствии были подвергнуты манипуляциям, изменениям или иным операциям для формования других профилей или изделий. Например, экструдированный стержень или трубу, которые первоначально были прямыми, можно изогнуть, чтобы получить стержень фасонной формы. Как прямые, так и криволинейные стержни или трубы входят в объем настоящего изобретения и подпадают под определение терминов "экструдированной предмет", "экструдированное изделие" и "гидравлически отверждаемое изделие". Также предполагается, что эти термины включают любые изделия или формы, представляющие собой компоненты другого изделия, независимо от того, входит такое изделие в рамки данного патента или нет. В то время как сочетание экструдированных изделий или сочетание экструдированных изделий с любыми другими изделиями может обладать независимыми свойствами, подлежащими патентированию, та ее часть, которая изготовлена методами и средствами по настоящему изобретению, также попадает в категорию терминов "экструдированный предмет", "экструдированное изделие" и "гидравлически отверждаемое изделие", как и любое сочетание компонентов изделия.
С. Разработка изделий с помощью микроструктурной инженерии
Как упоминалось выше, гидравлически отверждаемые составы по настоящему изобретению были разработаны путем применения методов микроструктурной инженерии и технологии материалов, что позволило придать микроструктуре материалов гидравлически отверждаемой матрицы желательные заданные качества, обеспечиваемые с учетом себестоимости и других производственных факторов. Кроме того, применение метода микроструктурной инженерии вместо традиционного метода проб и ошибок, изготовления и опробования, позволяет значительно более эффективным способом разработать гидравлически отверждаемые материалы, обладающие такими характеристиками прочности, веса, теплоизоляции, стоимости и экологической нейтральности, которые требуются для экструзии разнообразных гидравлически отверждаемых предметов намного более эффективными способами, чем ранее известные.
Для разработки любых конкретных изделий можно использовать огромное разнообразие различных видов сырья, число которых оценивается величинами порядка пятидесяти-восьмидесяти тысяч. Сырьем могут служить материалы различных широких классов, такие как металлы, полимеры, эластомеры, керамика, стекло, композитные материалы и цементы. В рамках определенного класса существует некоторое сходство характеристик, методов обработки и областей применения. Например, керамика обладает высоким значением модуля упругости, тогда как для полимеров это значение невысоко; металлы могут подвергаться формообразованию путем литья и ковки, тогда как композитные материалы требуют послойной укладки или специальных методов формования; известные гидравлически отверждаемые материалы, включая материалы, изготавливаемые из гидравлического цемента, как правило, отличаются низкой прочностью на изгиб, тогда как эластомеры обладают высокой изгибной прочностью.
Однако разделение характеристик материалов по классам сопряжено с определенной опасностью; это может привести к узкой специализации (когда металлург ничего не знает о керамике) и к консервативности мышления ("мы используем сталь, потому что мы всегда ее использовали"). Именно узкая специализация и консервативность мышления ограничили возможность рассмотрения вопроса об использовании гидравлически отверждаемых материалов для изготовления раз личных изделий, таких как экструдированные профили, включая тонкостенные, сложные профили или изделия с жесткими допусками.
Тем не менее, после осознания того факта, что гидравлически отверждаемые материалы имеют широкую область применения и могут создаваться с помощью методов микроструктурной инженерии, возможность их применения для изготовления различных возможных изделий становится очевидной. В сравнении с другими традиционными материалами гидравлически отверждаемые материалы имеют то дополнительное преимущество, что они приобретают свои характеристики в условиях относительно мягкой, щадящей и экономичной обработки. (Для других материалов требуются большие затраты энергии, сильный нагрев или жесткая химическая обработка, которая существенно влияет на компоненты материалов). Более того, при правильном выборе состава и технологии некоторые материалы, не относящиеся к гидравлически отверждаемым, такие как непрерывные волокна, могут быть без ущерба включены в материалы по настоящему изобретению, позволяя получить удивительно удачное сочетание качеств.
Состав смесей по настоящему изобретению разрабатывался и уточнялся, в первую очередь, с учетом основных ограничений, диктовавшихся конструктивным назначением, а затем за счет такого подбора материалов, который позволил бы максимизировать характеристики компонентов. Однако на всех этапах этого процесса важно помнить о необходимости создания таких изделий, которые могут изготавливаться экономически эффективным образом.
Основные ограничения при выборе материалов обусловлены расчетными характеристиками компонента, которые критически важны для создания удачного изделия. В случае экструдируемого изделия к таким основным ограничениям относятся требования к массе, прочности (на сжатие, растяжение, изгиб и разрыв под действием внутреннего или внешнего давления), ударной вязкости и другим эксплуатационным характеристикам, при одновременном сохранении себестоимости на уровне, близком к затратам на производство, например, пластмассовых, деревянных, глиняных и металлических аналогов этих изделий.
Как упоминалось выше, одна из проблем, связанных с ранее применяющимися гидравлически отверждаемыми материалами, заключалась в том, что они обычно заливались в форму, уплотнялись и затем оставлялись в форме для застывания, схватывания и отверждения в течение длительного времени - не скольких дней или даже недель. Специалисты обычно соглашаются с тем, что для достижения оптимальной прочности традиционных бетонных изделий требуется не менее месяца. Даже при использовании дорогостоящих "ускорителей схватывания" этот процесс упрочнения продолжается в течение нескольких дней. Такие периоды времени обычно обуславливают нецелесообразность экономичного массового производства гидравлически отверждаемых изделий, предусматриваемых настоящим изобретением.
В результате, важным качеством настоящего изобретения является тот факт, что гидравлически отверждаемая смесь, подвергнутая экструзии для получения требуемого профиля или изделия, будет в сыром состоянии и без внешних опор сохранять свою форму (т.е. выдерживать свой вес при воздействии небольших сил, таких как сила тяжести и сил, возникающих при перемещении изделий по технологической цепочке). Далее, с производственной точки зрения для обеспечения экономичности производства важно, чтобы экструдированное изделие быстро (в течение нескольких секунд) приобретало достаточную прочность для обеспечения возможности обычных манипуляций, применяемых в производственном процессе, даже несмотря на то, что гидравлически отверждаемая смесь еще находится в сыром состоянии и не полностью затвердела.
Другим преимуществом метода использования микроструктурной инженерии и технологии материалов по настоящему изобретению является возможность разработки составов, в которых поперечные сечения структурной матрицы имеют более однородную структуру, чем та, что обычно достигалась известными методами. В идеале, два образца объемом 1-2 мм3, отобранные из гидравлически отверждаемой структурной матрицы, должны иметь практически одинаковое количество частиц гидравлически отверждаемого связующего, геля гидравлически отверждаемого связующего, заполнителей, коротких и длинных волокон, реагента для модификации реологических характеристик и других добавок.
В своей простейшей форме процесс применения технологии материалов и микроструктурной инженерии при разработке гидравлически отверждаемого материала включает характеризацию, анализ и модификацию (если требуется): (а) заполнителей, (б) упаковки частиц, (в) реологии системы и (г) методов обработки и энергоемкости производственной системы. При характеризации заполнителей определяется средний размер частиц, плотность естественной упаковки частиц (являющаяся функцией распределения размеров и морфологии частиц) и проверяется прочность частиц. (Непрореагировавшие или ранее прореагировавшие частицы гидравлически отверждаемого связующего могут рассматриваться как заполнитель).
При наличии этой информации упаковка частиц может прогнозироваться с помощью математических моделей. Было установлено, что упаковка частиц является основным фактором для определения требуемых характеристик конечного продукта, таких как удобоукладываемость, формоустойчивость, усадка, объемная плотность, теплоизоляция, прочность на растяжение, сжатие и изгиб, упругость, долговечность и оптимизация стоимости. На упаковку частиц влияет не только характер частиц и заполнителя, но также и объем воды и его взаимозависимость с межслойными пустыми объемами упакованного заполнителя.
Реология системы является функцией как макрореологии, так и микрореологии. Макрореология описывает взаимосвязь между твердыми частицами, определяемую характером их упаковки. Микрореология является функцией тех компонентов системы, которые обладают качествами смазки. Путем модификации смазочных материалов (в качестве которых могут служить вода, реагенты для модификации реологических характеристик, пластификаторы, дисперсанты или другие материалы и их сочетания) можно изменить вязкость и предел текучести. Микрореология также может быть изменена физическим способом путем изменения формы и размеров частиц, например, путем использования рубленых волокон, пластинок слюды, округлых частиц кремнезема, ромбического микрозернистого кремнезема или толченых, граненых или зернистых частиц гидратированного связующего, которые будут по-разному взаимодействовать со смазочными материалами.
И наконец, можно видоизменить производственный процесс, чтобы регулировать баланс между удобоукладываемостью и формоустойчивостью. Как правило, снижение вязкости смеси повышает ее удобоукладываемость, тогда как повышение предела текучести повышает формоустойчивость материала после экструзии. В применении к настоящему изобретению, оптимальный подход, как правило, заключается в поддержании минимального требуемого предела текучести при минимизации вязкости. Формование или деформация материала имеют место только в том случае, если к гидравлически отверждаемой смеси будет приложено усилие, превышающее ее предел текучести.
Предел текучести и, следовательно, формоустойчивость продукта экструзии также можно увеличить с помощью химических добавок (например, реагента для модификации реологических характеристик), либо дополнительной энергии (например, нагрева экструзионного аппарата или экструдированных материалов). Например, нагрев материала во время экструзии может активировать крахмальную присадку, что позволит увеличить предел текучести материала после экструзии. Кроме того, теплота ускоряет реакцию гидратации, проходящую с участием гидравлически отверждаемого связующего и воды, причем скорость этой реакции иногда увеличивается в 10-20 раз по сравнению с обычной. Именно это открытие возможности манипулирования составом гидравлически отверждаемых смесей с целью быстрого достижения формоустойчивости составов при одновременном обеспечении высокой текучести в процессе формования и делает настоящее изобретение столь существенным достижением в данной отрасли техники.
Ниже приводится описание того, как каждый из составляющих материалов гидравлически отверждаемой смеси и каждый из технологических параметров способствуют удовлетворению основных конструктивных требований к экструдируемым гидравлически отверждаемым смесям и обеспечивают возможность производства разнообразных изделий из таких смесей. Приведенные ниже примеры конкретных составов демонстрируют, как максимизация эксплуатационных характеристик каждого компонента способствует получению сочетания требуемых качеств.
D. Гидравлически отверждаемые материалы
Материалы, используемые для изготовления экструдируемых изделий по настоящему изобретению, приобретают прочностные характеристики в результате химической реакции воды и гидравлически отверждаемого связующего, такого как гидравлический цемент, полугидрат сульфата кальция (гипса) (который иногда смешивается с ангидритом гипса, известным под названием "ангидрит") или иные материалы, затвердевающие под воздействием воды. Даже такие материалы, как печной и доменный шлак, летучая зола или микрозернистый кремнезем также могут активироваться и действовать в качестве "гидравлически отверждаемого связующего".
Термин "гидравлически отверждаемые материалы", используемый в настоящем патентном описании и прилагаемой к нему патентной формуле, включает любые материалы, у которых структурная матрица и прочностные характеристики обуславливаются затвердеванием или схватыванием гидравлически отверждаемого связующего. К ним относятся цементные материалы, штукатурные растворы и другие гидравлически отверждаемые материалы, соответствующие приведенному здесь определению. Гидравлически отверждаемые материалы, используемые в настоящем изобретении, следует отличать от других цементов или связующих материалов, таких как полимеризуемые нерастворимые в воде органические цементы, клеи или адгезионные вещества.
Термины "гидравлически отверждаемые материалы", "гидравлические цементные материалы" или "цементные материалы", используемые в настоящем описании, предназначены для общего обозначения составов и материалов, содержащих как гидравлически отверждаемое связующее вещество, так и воду, независимо от степени уже произошедшей гидратации или отверждения. Следовательно, подразумевается, что термин "гидравлически отверждаемые материалы" включает как гидравлические пасты или гидравлически отверждаемые смеси в сыром виде (т.е. неотвержденном состоянии), так и затвердевшие гидравлически отверждаемые или бетонные изделия. Гидравлически отверждаемые материалы, находящиеся в сыром состоянии, также могут именоваться "гидравлически отверждаемыми смесями".
1. Гидравлически отверждаемые связующие материалы
Термины "гидравлически отверждаемое связующее" или "гидравлическое связующее", используемые в настоящем патентном описании и прилагаемой к нему патентной формуле, включают любые неорганические связующие (такие как гидравлический цемент, полугидрат гипса, оксид кальция и их смеси), которые приобретают прочностные характеристики и твердость в результате химической реакции с водой, а в некоторых случаях - с углекислым газом, содержащимся в воздухе и воде. Термины "гидравлический цемент" или "цемент", используемые в настоящем патентном описании и прилагаемой к нему патентной формуле, включают исходный клинкер, а также битый, толченый, молотый и обработанный клинкер на различных стадиях образования цементного порошка с различными размерами частиц.
Примером известных в данной отрасли цементов являются: различные портланд-цементы (включая обычный портланд-цемент без добавки гипса), цемент MDF, цемент DSP, цемент "уплотненного типа" (Densit), цемент повышенной теплостойкости (Pyrament), цементы на базе алюмината кальция (включая цементы на базе алюмината кальция без регуляторов схватывания), штукатурные материалы, силикатные цементы (включая β-дикальций-силикаты, трикальций-силикаты и их смеси), гипсовые цементы, фосфатные цементы, цементы с большим содержанием глинозема, особомелкозернистые цементы, шлаковые цементы, цементы на базе оксихлорида магния, а также заполнители, покрытые особомелкозернистыми частицами цемента. Термин "гидравлический цемент" также включает другие известные в данной отрасли виды цемента, такие как α-дикальций-силикат, который приобретает свойства гидравлического связующего при условиях гидратации, предусмотренных настоящим изобретением.
Основными химическими составными частями цементов, например, портланд-цемента, являются CaO, MgO, SiO2, Al2O3, Fe2O3 SO3 в различных сочетаниях и пропорциях. В результате ряда сложных реакций в присутствии воды эти материалы образуют нерастворимые гидраты силиката кальция, карбонаты (с участием CO2, присутствующего в воздухе и добавляемой воде), сульфаты и другие соли или вещества, включающие кальций и магний, алюминий и железо вместе с их гидратами. К таким продуктам реакции относятся трикальций-алюминат, дикальций-силикат, трикальций-силикат и тетракальций-феррит глинозема. Предполагается, что алюминий и железо внедряются в сложные комплексы внутри вышеупомянутых материалов. Отвержденное цементное изделие представляет собой сложную матрицу из нерастворимых гидратов и солей, образующих комплексные связи, аналогичные тем, что существуют в камне. Этот материал обладает высокой инертностью, а также физическими и химическими характеристиками, аналогичными свойствам природного камня и земли.
Гипс также является гидравлически отверждаемым связующим, который может подвергаться гидратации и становиться затвердевающим связующим веществом. Одной из гидратируемых форм гипса является полугидрат сульфата кальция, обычно называемый "полугидратом гипса". Гидратированной формой гипса является дигидрат сульфата кальция, обычно называемый "дигидратом гипса". Полугидрат сульфата кальция также может смешиваться с ангидридом сульфата кальция, который обычно называется "ангидритом гипса" или просто "ангидритом".
Хотя гипсовые связующие или другие гидравлические связующие, такие как оксид кальция (негашеная известь), обычно не обладают такой же прочностью, как гидравлический цемент, в некоторых областях назначения высокая прочность может иметь не такое важное значение, как другие характеристики (например, скорость затвердевания). С экономической точки зрения гипс и оксид кальция обладают преимуществом по сравнению с гидравлическим цементом, поскольку их стоимость несколько ниже.
Кроме того известно, что полугидрат гипса застывает или отверждается значительно быстрее, чем обычные цементы. Действительно, при использовании в рамках настоящего изобретения он отверждается и упрочняется практически до максимума примерно за тридцать минут. Следовательно, полугидрат гипса может использоваться самостоятельно или в сочетании с другими гидравлически отверждаемыми материалами по настоящему изобретению. Было установлено, что добавление полугидрата гипса в гидравлически отверждаемую смесь, содержащую гидравлический цемент в качестве связующего, позволяет получить смесь со значительно сниженным соотношением воды и цемента и, следовательно, повышенной прочностью согласно уравнению прочности.
Такие термины, как "гидратированный" или "отвержденный", применяемые к гидравлически отверждаемым смесям, материалам или матрицам, относятся к той степени завершения водно-каталитической реакции, которая достаточна для того, чтобы гидравлически отверждаемое изделие приобрело значительную часть своей потенциальной окончательной максимальной прочности. Тем не менее, гидратация гидравлически отверждаемых материалов может продолжаться еще в течение длительного времени после того, как эти материалы приобретут существенную твердость и значительную часть своей окончательной максимальной прочности.
Такие термины, как "сырой" или "сырое состояние", применяются для описания гидравлически отверждаемых смесей, которые еще не приобрели значительную часть своей окончательной прочности, независимо от методов, используемых для такого упрочнения, будь то принудительная сушка, отверждение или другие методы. Гидравлически отверждаемые смеси являются "сырыми" или находятся "в сыром состоянии" непосредственно перед приданием им требуемой формы и сразу же после этого. Момент, когда гидравлически отверждаемая смесь перестает быть "сырой" или "в сыром состоянии", не обязательно является четко очерченным граничным моментом, поскольку такие смеси обычно приобретают существенную часть своей полной прочности лишь постепенно, с течением времени. Разумеется, гидравлически отверждаемые смеси могут демонстрировать прирост "сырой прочности" и все же оставаться "сырыми". По этой причине в настоящем описании часто говорится об устойчивости формы гидравлически отверждаемого материала в сыром состоянии.
Как упоминалось выше, в число предпочтительных гидравлически отверждаемых связующих входят белый цемент, серый портланд-цемент, особомелкозернистый цемент, цемент с высоким содержанием глинозема, шлакоцемент, полугидрат гипса и оксид кальция, в основном, благодаря их низкой стоимости и пригодности для технологических процессов по настоящему изобретению. Этот перечень цементов ни в коей мере не является исчерпывающим и не предназначается для ограничения типов связующих материалов, которые могут быть полезными для изготовления тары из гидравлически отверждаемых материалов в рамках патентной формулы, прилагаемой к настоящему описанию. Было установлено, что серый портланд-цемент в большей степени, чем другие виды цемента, способствует когезионной прочности сырой гидравлически отверждаемой смеси.
К другим типам составов на базе гидравлического цемента относятся такие составы, в которых двуокись углерода смешивается с гидравлическим цементом и водой. Составы на базе гидравлического цемента, изготовленные таким способом, известны своей способностью более быстрого достижения состояния высокой сырой прочности. Этот тип составов на базе гидравлического цемента рассматривается в патенте США N 5232496, выданном 3 августа 1993 года на имя д-ра Hamlin М. Jennings и Simon К. Hodson, согласно которому вода и гидравлический цемент смешиваются в присутствии источника карбонатов, выбранного из группы материалов, включающей двуокись углерода, окись углерода, карбонатные соли и их смеси. В целях раскрытия информации вышеуказанный патент включается в настоящую заявку посредством данной ссылки.
2. Гидравлическая паста
В каждом из вариантов реализации настоящего изобретения ключевым элементом является гидравлическая паста (включая цементную пасту), которая придает таре способность "застывания" и приобретения прочностных характеристик. Термин "гидравлическая паста" относится к смеси гидравлически отверждаемого связующего с водой. Более конкретно, термин "цементная паста" относится к смеси гидравлического цемента с водой. Термины "гидравлически отверждаемая", "гидравлическая" или "цементная" смесь относятся к пасте из смеси гидравлического цемента с водой, к которой добавлены заполнители, волокна, реагенты для модификации реологических характеристик, дисперсанты или другие материалы, причем эта смесь может находиться как в сыром, так и в застывшем (отвержденном) состоянии. Другие ингредиенты, добавляемые к гидравлической пасте, служат для изменения характеристик как незастывшего, так и окончательного отвержденного изделия, включая, среди прочего, характеристики прочности на сжатие
и растяжение, усадки, гибкости, объемной плотности, цвета, пористости, качества поверхности и текстуры.
Хотя под гидравлическим связующим понимается компонент, который позволяет гидравлически отверждаемой смеси застыть, затвердеть и обеспечить большую часть прочностных характеристик материала, некоторые гидравлические связующие также способствуют ускорению обретения когезии и прочности в сыром состоянии. Например, известно, что частицы гидравлического цемента в начале реакции с водой подвергаются застудневанию еще до их отверждения, что может способствовать улучшению внутренней когезии смеси.
Считается, что алюминаты, подобные тем, что превалируют в составе серого портланд-цемента (в виде трикальциевых алюминатов или тетракальциевых ферритов глинозема) отвечают за коллоидальное взаимодействие между частицами цемента на ранних стадиях гидратации. Это в свою очередь обуславливает определенный уровень хлопьеобразования (флокуляции) и застудневания между частицами цемента. Было показано, что эффекты застудневания, коллоидизации и флокуляции таких связующих материалов улучшают характеристики формуемости (т. е. пластичность) гидравлически отверждаемых смесей, изготовленных с применением этих связующих.
Процентное содержание гидравлически отверждаемого связующего в смеси меняется в зависимости от типа других добавляемых компонентов. Однако гидравлически отверждаемое связующее предпочтительно вводить в концентрации примерно от 1 до 90% от веса влажной гидравлически отверждаемой смеси, более предпочтительно - в диапазоне примерно от 8% до 60%, и наиболее предпочтительно - в диапазоне примерно от 10% до 45%. Настоящее описание и приведенные в нем примеры позволяют понять, что столь широкий диапазон концентраций служит для получения многочисленных разнообразных изделий, которые могут формоваться посредством экструзии гидравлически отверждаемой смеси.
Несмотря на вышесказанное, следует учитывать, что все концентрации и количественные характеристики критическим образом зависят от качественных характеристик, требуемых для конечного изделия. Например, для конструкции с очень тонкой стенкой (всего 0,05 мм), где требуется высокая прочность, может оказаться более экономичным использование очень высокой концентрации гидравлического связующего с небольшой или нулевой добавкой заполнителя. В таком случае также может оказаться желательным включение большого количества волокон для придания изделию гибкости и ударной вязкости.
Другой важной составной частью гидравлической пасты является вода. По определению, вода является необходимым компонентом гидравлически отверждаемых материалов по настоящему изобретению, реакция гидратации, происходящая между гидравлически отверждаемым связующим и водой, позволяет получить продукты реакции, придающие гидравлически отверждаемым материалам способность к застыванию и приобретению прочности.
В большинстве областей применения настоящего изобретения важно тщательно контролировать соотношение воды и цемента, чтобы получить гидравлически отверждаемую смесь, которая после экструзии будет самонесущей в сыром состоянии. Тем не менее, количество используемой воды зависит от ряда разнообразных факторов, включая типы и объемы гидравлического связующего, заполнителей, волоконных материалов, реагентов для модификации реологических характеристик и других материалов или присадок в составе гидравлически отверждаемой смеси, применяемые режимы экструзии, а также конкретные виды и характеристики изготавливаемых изделий.
Предпочтительное количество воды для каждой области применения в основном зависит от двух ключевых переменных параметров: (1) от количества воды, требуемой для реагирования со связующим и для его гидратации; (2) от количества воды, требуемой для придания гидравлически отверждаемой смеси необходимых реологических характеристик и свойств удобоукладываемости.
Для обеспечения требуемых свойств удобоукладываемости сырой гидравлически отверждаемой смеси количество вводимой воды обычно должно быть достаточным для смачивания всех индивидуальных компонентов, а также для (по меньшей мере, частичного) заполнения промежутков или пустот между частицами (включая, например, частицы связующего, заполнителей и волоконных материалов). Если в состав включаются водорастворимые добавки, то следует добавить достаточное количество воды для растворения этих добавок или проведения с ними других реакций). В ряде случаев, например, в случае добавления дисперсанта, удобоукладываемость может быть улучшена при сокращении объема используемой воды.
Концентрацию воды следует тщательно сбалансировать так, чтобы обеспечить достаточную удобоукладываемость гидравлически отверждаемой смеси, не забывая о том, что сокращение содержания воды позволяет увеличить как сырую прочность, так и конечную прочность отвержденного продукта экструзии. Соответствующие реологические характеристики, требуемые для удовлетворения этих требований, могут быть выражены в виде предела текучести. Для того, чтобы гидравлически отверждаемые смеси приобрели адекватную сырую прочность и формоустойчивость после экструзии для придания им формы требуемого изделия, предел текучести гидравлически отверждаемой смеси предпочтительно должен составлять не менее 2 кПа, более предпочтительно - не менее 10 кПа, а наиболее предпочтительно - не менее 100 кПа. Следует понимать, что эти значения представляют собой предпочтительные минимальные значения. Какого-либо максимального значения для предела текучести не устанавливается, и в зависимости от ряда факторов, таких как дефицит воды в смеси, морфология частиц, концентрация реагента для модификации реологических характеристик в смеси, предел текучести может быть намного более высоким. Требуемый уровень предела текучести может (и должен) регулироваться и оптимизироваться в зависимости от конкретной формы экструдируемого изделия.
Поскольку гидравлически отверждаемые смеси по настоящему изобретению демонстрируют свойство разжижения под действием напряжений сдвига, невозможно указать какое-либо конкретное предпочтительное значение вязкости, а можно лишь утверждать, что вязкость смеси должна быть достаточной для обеспечения формоустойчивости, но в то же время достаточно низкой для обеспечения течения смеси в экструдере. В целом, однако, можно указать, что эффективная вязкость обычно будет составлять не менее 107 Пз при интенсивности сдвига в 0 с-1, не менее 104 Пз при интенсивности сдвига 20 с-1 и не менее примерно 2•102 Пз при интенсивности сдвига 1000 с-1.
Специалист в данной отрасли поймет, что в случае включения большого количества заполнителей или других водопоглощающих добавок необходимо увеличить соотношение воды и гидравлически отверждаемого связующего, чтобы сохранить степень удобоукладываемости и обеспечить достаточное количество воды для гидратации гидравлически отверждаемого связующего. Этот факт связан с тем, что повышение концентрации заполнителей приводит к увеличению объема промежутков между частицами или пустот, которые должны быть заполнены водой, концентрация которой выражается в виде доли объема гидравлически отверждаемого связующего. Пористые заполнители также могут впитывать значительное количество воды, так как в них имеется большой объем пустот. Учитывая вышеуказанные определяющие требования, типичные гидравлически отверждаемые смеси по настоящему изобретению будут иметь соотношение воды и цемента в диапазоне примерно от 0,05 до 4, предпочтительно - примерно от 0,1 до 1, и наиболее предпочтительно - примерно от 0,15 до 0,5.
В силу повышенной плотности упаковки частиц гидравлически отверждаемого связующего в типичной смеси по настоящему изобретению, плотность гидравлической пасты в составе гидравлически отверждаемой смеси предпочтительно (в тех случаях, когда желательно обеспечить высокую прочность) будет составлять не менее 2,2, более предпочтительно - не менее 2,5, и наиболее предпочтительно - не менее примерно 2,6.
Следует учесть, что гидравлически отверждаемое связующее оказывает внутреннее осушающее воздействие на гидравлически отверждаемую смесь, поскольку частицы связующего вступают в химическую реакцию с водой и сокращают количество свободной воды в промежутках между частицами. Этот эффект внутренней сушки может быть усилен за счет включения в смесь быстрореагирующих гидравлических связующих, таких как полугидрат гипса, вместе с более медленно реагирующим гидравлическим цементом.
3. Дефицит воды
Во многих случаях количество воды, требуемой как для гидратации связующего, так и для придания гидравлически отверждаемой смеси требуемых реологических характеристик, можно более точно определить с помощью объемных процентов или понятия "дефицит воды". Уровень дефицитности воды определяется путем вычитания объема свободной воды в промежуточных пустотах из общего объема промежуточных пустот и деления полученной разности на общий объем промежуточных пустот.
дефицит воды = (Vпустот - Vводы)/Vпустот
В качестве примера и для иллюстрации концепции дефицитности воды можно указать, что гидравлически отверждаемая смесь, в которую добавлялась вода, тем не менее может иметь 100% дефицит воды (т.е. полное отсутствие воды в промежуточных пустотах), если вся вода была абсорбирована в порах материала-заполнителя, либо прореагировала с гидравлически отверждаемым связующим.
Разумеется, следует учитывать, что количество воды, фактически прореагировавшей с гидравлически отверждаемым связующим в любое данное время после смешивания гидравлически отверждаемого связующего с водой, как правило, будет значительно ниже расчетного стехиометрического эквивалента объема воды, необходимой для практически полной гидратации связующего. В силу кинетики реакции гидратации вода не полностью вступает в немедленную реакцию с гидравлически отверждаемым связующим, и такая реакция осуществляется постепенно, как правило, в период отверждения после экструзии материала.
Следовательно, вода из теоретического стехиометрического эквивалентного объема, которая не прореагировала со связующим, как правило, может заполнять промежутки или пустоты между частицами (если она не абсорбируется частицами материала-заполнителя). Вода, которая не вступила в химическую реакцию с гидравлически отверждаемым связующим, может классифицироваться как гелевая вода или как капиллярная вода. Обе формы обуславливают снижение прочности конечного отвержденного материала, и, следовательно, их концентрацию по возможности следует свести к минимуму. Поскольку количество воды, имеющейся в наличии для заполнения промежутков, непосредственно влияет на удобоукладываемость и реологические характеристики гидравлически отверждаемой смеси, обычно следует определять объем несвязанной стехиометрической воды, имеющейся в наличии для заполнения промежутков и смазки частиц в любое данное время после замешивания, учитывая, что в начальный момент почти вся добавленная в смесь вода находится в свободном состоянии, так как реакция гидратации протекает медленно.
К числу некоторых факторов, определяющих процент расчетного стехиометрического эквивалентного объема воды, фактически прореагировавшей с гидравлически отверждаемым связующим, относятся реакционная способность (скорость реакции) связующего, температура смеси, размер частиц связующего, степень перемешивания, смачиваемость компонентов всей смеси, а также время, истекшее после введения воды в смесь.
Например, гидравлически отверждаемые связующие с высокой скоростью реакции будут абсорбировать имеющуюся воду или реагировать с ней намного быстрее, чем связующие с низкой скоростью реакции. Как и в случае большинства других реакций, повышение температуры обычно приводит к увеличению скорости реакции всех гидравлически отверждаемых связующих и, следовательно, к ускорению поглощения воды связующим.
Кроме того, гидравлически отверждаемые связующие с частицами малого размера также будут быстрее реагировать с водой, так как их общая площадь поверхности будет больше, что ускоряет контакт и реакцию с водой. Ясно, что скорость реакции частиц гидравлически отверждаемого связующего с водой зависит от степени перемешивания. При более тщательном перемешивании смеси улучшается контакт между водой и частицами связующего, что ускоряет их реакцию.
Степень завершения любой реакции, не дошедшей до состояния равновесия, также зависит от времени, прошедшего с момента смешивания реагирующих веществ. Очевидно, что гидравлически отверждаемая смесь, в которой гидравлически отверждаемое связующее находилось в контакте с водой в течение длительного времени, продемонстрирует более высокую степень завершенности реакции между водой и связующим. Тем не менее, если будет добавлен дисперсант, повышение продолжительности смешивания приводит к увеличению удельной площади поверхности частиц, адсорбирующих дисперсант, что позволяет на короткое время повысить текучесть смеси. Как правило, основное схватывание гидравлического цемента происходит в течение примерно 5 часов.
Кроме динамики реакции между гидравлически отверждаемым связующим и водой, другие компоненты гидравлически отверждаемой смеси также в некоторой степени могут влиять на абсорбцию воды или ее реакцию с частицами связующего. Некоторые присадки, такие как водорастворимые реагенты для модификации реологических характеристик, будут конкурировать с частицами связующего и фактически абсорбировать некоторую часть имеющейся воды.
Кроме того, другие присадки, такие как дисперсанты, могут замедлять реакцию между водой и частицами гидравлически отверждаемого связующего. При формулировании состава любой конкретной смеси следует тщательно учитывать влияние данных компонентов или условий реакции на повышение или снижение скорости реакции между водой и частицами гидравлически отверждаемого связующего. Однако любой специалист в данной отрасли может предсказать влияние данного компонента или условия реакции на скорость реакции воды с гидравлически отверждаемым связующим, хотя бы на основе эмпирических наблюдений.
После определения количества воды, которая фактически прореагирует с цементом, следующий этап заключается в определении объема "заполняющей воды", которую следует добавить в дополнение к этой прореагировавшей или абсорбированной воде. Заполняющей водой называется та вода, которая может использоваться для заполнения промежутков или пустот между частицами и которая оказывает непосредственное влияние на удобоукладываемость гидравлически отверждаемой смеси. Предпочтительный объем требуемой заполняющей воды определяется сочетанием различных факторов, включая плотность упаковки частиц в смеси, сжимаемость смеси и давление, оказываемое на смесь в экструдере.
Знание значения плотности упаковки частиц позволяет определить объем промежуточного пространства в неуплотненной смеси, который на начальном этапе будет заполнен заполняющей водой. Зная значения сжимаемости смеси и давления, которое будет действовать на смесь, можно рассчитать ожидаемое сокращение промежуточного объема в то время, когда гидравлически отверждаемая смесь будет подвергаться данному давлению в ходе процесса экструзии.
При пониженной плотности упаковки частиц объем промежутков, выраженный в процентах от общего объема смеси, будет высоким, и для заполнения этого объема потребуется больше воды. И наоборот, при высокой плотности упаковки частиц объем промежутков, выраженный в процентах от общего объема смеси, будет низким, и для заполнения этого объема потребуется меньше воды. Методы оптимизации плотности упаковки частиц будут рассмотрены ниже.
Аналогично, если гидравлически отверждаемая смесь будет подвергнута большому давлению в процессе экструзии, то этап сжатия (уплотнения) приведет к более существенному сокращению объема промежуточного пространства, что в свою очередь, означает, что для обеспечения требуемых реологических характеристик потребуется меньший исходный объем заполняющей воды. Кроме того, сокращение объема вводимой воды (повышение дефицита воды) позволяет более плотно прижать частицы друг к другу в ходе процесса уплотнения, что обеспечит сокращение пористости и повышение плотности и прочности конечного изделия.
И наоборот, если в процессе экструзии гидравлически отверждаемая смесь будет подвергнута небольшому давлению, то этап уплотнения приведет к менее существенному сокращению объема промежуточного пространства, что в свою очередь означает, что для обеспечения требуемых реологических характеристик потребуется больший исходный объем заполняющей воды. Некоторые материалы-заполнители, такие как песок, обладают относительно низкой сжимаемостью. (Значение давления, которому гидравлически отверждаемая смесь может подвергаться без разрушения содержащихся в ней частиц материала-заполнителя, определяется прочностью частиц заполнителя на сжатие).
Решение заключается в выборе именно такого объема воды, который обеспечит практически полное заполнение промежуточного пространства при сжатии смеси в ходе процесса экструзии. Добавление воды в объеме, превышающем объем, необходимый для заполнения промежутков при сжатии экструдируемой смеси, приведет к снижению как сырой прочности продукта экструзии, так и конечной прочности отвержденного материала (согласно уравнению прочности).
С учетом вышеуказанного было установлено, что адекватная удобоукладываемость гидравлически отверждаемой смеси, подвергающейся действию повышенного давления, может быть обеспечена при дефиците воды, вводимой в смесь. Объем воды может выражаться в объемных процентах, и в случае дефицитности будет меньше объема промежуточного пространства, который определяется путем вычитания естественной плотности упаковки частиц из 1. Например, если естественная плотность упаковки составляет 65%, то дефицитность воды в смеси будет иметь место в том случае, когда концентрация воды в смеси будет меньше 35% от объема смеси. Объем воды, требуемый для обеспечения адекватной удобоукладываемости, будет в некоторой степени зависеть от соотношения концентраций компонентов смеси, таких как частицы гидравлически отверждаемого связующего, частицы материала-заполнителя и волокна. Тем не менее, в общем случае объем воды, требуемый для получения гидравлически отверждаемой смеси с требуемыми характеристиками реологии и пластичности, определяется не типом или соотношением компонентов, а общим объемом и плотностью упаковки компонентов.
Таким образом, объем вводимой воды можно выразить в виде "дефицита воды", существующего до того, как смесь будет уплотнена в процессе экструзии. В смесях, где требуемые реологические характеристики обеспечиваются с учетом принципов упаковки частиц и дефицита воды, степень дефицита воды может колебаться в большем диапазоне, примерно от 1% до 90%. Поскольку предпочтительная степень дефицита воды будет существенно зависеть от многих других переменных параметров, таких как компоненты гидравлически отверждаемой смеси, реологические характеристики смеси и эффективность упаковки частиц, а также от требуемых характеристик продукта экструзии, более узкий диапазон для степени дефицита воды указать невозможно. В случае применения реагента для модификации реологических характеристик создается возможность экструзии смеси с избыточным объемом воды (или с "отрицательным" дефицитом воды).
Тем не менее, для любой данной смеси обычно бывает предпочтительным включение минимального объема воды, необходимого для обеспечения течения смеси под заданным давлением экструзии, а также для получения достаточной внутренней силы сцепления, чтобы изделие сохраняло свою форму после экструзии смеси. Минимальный объем воды, необходимый для обеспечения течения гидравлически отверждаемой смеси, можно дополнительно сократить за счет добавки примесей, таких как пластификаторы или дисперсанты, как более подробно описывается ниже. При применении особо малых объемов воды в некоторых случаях может потребоваться таблетирование гидравлически отверждаемой смеси, чтобы обеспечить повышение технологичности экструзии смеси.
Тем не менее, в качестве общего правила можно указать, что смесь с повышенным дефицитом воды обычно будет более жесткой и менее пластичной на начальном этапе. И наоборот, смесь с пониженным дефицитом воды обычно будет менее вязкой и более пластичной на начальном этапе. Уровень жесткости, вязкости или пластичности (удобоукладываемости), требуемый для любой данной смеси, будет зависеть от конкретно применяемого процесса экструзии. Разумеется, в ходе процесса экструзии, когда гидравлически отверждаемая смесь уплотняется, степень дефицита воды снизится (иногда весьма значительно). В некоторых случаях этот показатель может достичь или даже превзойти значение 0%. (Отрицательная величина степени дефицита воды означает, что имеется излишняя или избыточная вода; т.е. объем воды превышает объем промежуточных пустот между твердыми частицами, уплотненными в ходе процесса экструзии).
Тем не менее, гидравлически отверждаемые смеси с высокими значениями плотности упаковки частиц (в отличие от смесей с низкой плотностью упаковки частиц), как правило, могут иметь высокую степень дефицита воды и все же легко подвергаться экструзии под давлением. Например, если плотность упаковки гидравлически отверждаемой смеси с естественной плотностью упаковки 50% может возрасти до 65%, плотность упаковки гидравлически отверждаемой смеси с естественной плотностью упаковки 80% может возрасти до 95%. В первом случае снижение объема промежуточного пространства (с 50% до 35%) будет незначительным в сравнении со вторым случаем (с 20% до 5%), где этот объем сокращается в четыре раза. Следовательно, смесь с более высокой плотностью упаковки частиц продемонстрирует значительно более существенное снижение эффективного значения степени дефицита воды.
В некоторых случаях может оказаться предпочтительным "избыток воды" (т. е. больше воды, чем требуется для заполнения промежуточного пространства) с целью снижения вязкости и улучшения удобоукладываемости смеси. Однако для немедленного обеспечения сырой прочности в таких случаях может потребоваться нагрев поверхности продукта экструзии с помощью горячей технологической формы (фильеры), чтобы полностью или частично удалить "избыточную воду". Кроме того, можно добавлять полугидрат гипса, который полностью или частично прореагирует с избыточной водой и тем самым повысит формоустойчивость продукта экструзии.
Если в исходную смесь добавляется повышенный объем реагента для модификации реологических характеристик или дисперсанта, чтобы улучшить удобоукладываемость гидравлически отверждаемой смеси, то повышение формоустойчивости экструдированного предмета или профиля может быть обеспечено, например, за счет немедленного пропускания изделия через туннельную печь или вакуумную камеру. При этом часть воды отводится с поверхности изделия в виде испарений или пара, благодаря чему сокращается объем заполняющей воды, повышается трение между частицам и обеспечивается быстрое повышение формоустойчивости. Однако перегрев продукта экструзии или его чрезмерно быстрая сушка могут привести к повреждению микроструктуры изделия и снижению его прочности.
Е. Реагенты для модификации реологических характеристик
Включение реагента для модификации реологических характеристик позволяет улучшить пластические или когезивные характеристики гидравлически отверждаемой смеси, что делает ее подобной глине, применяемой для формовки или экструзии. Реагент для модификации реологических характеристик загущает гидравлически отверждаемую смесь путем увеличения ее предела текучести без существенного повышения вязкости смеси. Повышение соотношения предела текучести и вязкости увеличивает пластичность материала (наподобие глины) и его пригодность к формообразованию, одновременно существенно увеличивая его последующую формоустойчивость или сырую прочность.
Можно использовать целый ряд природных и синтетических органических реагентов для модификации реологических характеристик, обладающих разнообразными характеристиками, включая характеристики низкой или высокой вязкости, предела текучести и растворимости в воде. Хотя многие из реагентов для модификации реологических характеристик, предусматриваемых по настоящему изобретению, могут хорошо растворяться в воде, нерастворимые продукты реакции гидравлического цемента и воды могут обволакивать реагент для модификации реологических характеристик и препятствовать его вымыванию из экструдированного гидравлически отверждаемого изделия, подвергающегося воздействию воды.
Различные реагенты для модификации реологических характеристик, предусматриваемые настоящим изобретением, можно примерно разбить на следующие категории: (1) полисахариды и их производные, (2) белки и их производные, и (3) синтетические органические материалы. Полисахаридные реагенты для модификации реологических характеристик могут быть дополнительно подразделены на (а) материалы на основе целлюлозы и их производные, (б) материалы на основе крахмала и их производные, и (в) прочие полисахариды.
К числу пригодных для использования реагентов для модификации реологических характеристик на базе целлюлозы относятся, например, метилгидроксиэтилцеллюлоза, гидроксиметилэтилцеллюлоза, карбоксиметилцеллюлоза, метилцеллюлоза, этилцеллюлоза, гидроксиэтилцеллюлоза, гидроксиэтилпропилцеллюлоза, гидроксипропилметилцеллюлоза и т.п. Весь диапазон возможных перестановок огромен и не может быть приведен здесь, но следует учитывать, что другие целлюлозные материалы, имеющие такие же или аналогичные характеристики, что и указанные выше материалы, также будут хорошо работать.
К числу пригодных для использования реагентов для модификации реологических характеристик на базе крахмала относятся, например, амилопектин, амилоза, морской гель, ацетаты крахмала, гидроксиэтиловые эфиры крахмала, ионные крахмалы, алкил-крахмалы с удлиненными молекулярными цепочками, декстрины, аминовые крахмалы, фосфатные крахмалы и диальдегидные крахмалы.
К числу других природных реагентов для модификации реологических характеристик на базе полисахаридов относятся, например, альгиновая кислота, фикоколлоиды, агар, гуммиарабик, гуаровая смола, смола бобов робинии, смола карайи и смола трагаканта.
К числу пригодных для использования реагентов для модификации реологических характеристик на базе белков относятся, например, Zein® (проламин, извлекаемый из кукурузы), производные коллагена, извлекаемого из соединительных тканей животных, такие как желатин и клей, и казеин (основной белок коровьего молока).
И наконец, к числу пригодных для использования синтетических органических пластификаторов относятся, например, поливинилпирролидон, полиэтиленгликоль, поливиниловый спирт, поливинилметиловый эфир, полиакриловые кислоты, соли полиакриловых кислот, поливинилакриловые кислоты, соли поливинилакриловых кислот, полиакриламиды, полимеры этиленоксида, полимолочная кислота, синтетическая глины и латекс, который может являться сополимером бутадиен-стирола. Реология полимолиновой кислоты существенно меняется под воздействием тепла, она может использоваться самостоятельно или в сочетании с любыми из вышеперечисленных реагентов для модификации реологических характеристик.
В настоящее время предпочтительным реагентом для модификации реологических характеристик является метилгидроксиэтилцеллюлоза, выпускаемая, например, в виде реагентов Tylose® FL 15002 и Tylose® 4000, реализуемых фирмой Hoechst AG. находящейся во Франкфурте. Германия. Реагенты для модификации реологических характеристик, имеющие меньший молекулярный вес, такие как Tylose® 4000 , обычно пластифицируют или смазывают смесь, не загущая ее, что способствует повышению текучести при экструзии. Другим полезным реагентом для модификации реологических характеристик является гидроксипропилметилцеллюлоза, выпускаемая под торговым наименованием Methocel®.
Более конкретно, реагенты для модификации реологических характеристик с низким молекулярным весом способствуют процессу экструзии путем смазки частиц. Это сокращает трение между частицами, а также между смесью и прилегающими поверхностями экструдера. Хотя реагент для модификации реологических характеристик на основе метилгидроксиэтилцеллюлозы является предпочтительным, также можно применять почти любые нетоксичные реагенты для модификации реологических характеристик (включая все вышеперечисленные), которые обладают требуемыми характеристиками.
Другим предпочтительным реагентом для модификации реологических характеристик, который может использоваться вместо реагентов Tylose® и Methocel® или вместе с ними, является полиэтиленгликоль с молекулярным весом от 20000 до 35000. Полиэтиленгликоль в большей степени выполняет функции смазочного материала и придает смеси более гладкую консистенцию. По этой причине полиэтиленгликоль более точно можно назвать "пластификатором". Кроме того, он придает более гладкую поверхность экструдированному гидравлически отверждаемому материалу. Для смазки гидравлически отверждаемой смеси также можно добавлять стеараты.
И наконец, особый интерес в рамках настоящего изобретения представляют реагенты для модификации реологических характеристик на базе крахмала, в силу их относительно низкой стоимости в сравнении с реагентами для модификации реологических характеристик на базе целлюлозы, такими как Tylose® или Methocel® . Хотя для застудневания крахмалов обычно требуется тепло и (или) давление, тем не менее крахмалы можно подвергать модификации и предварительному реагированию, что обеспечивает их застудневание при комнатной температуре. Тот факт, что крахмалы, как и многие из других вышеперечисленных реагентов для модификации реологических характеристик, обладают разнообразными характеристиками растворимости, вязкости и реологии, позволяет тщательно выбрать требуемые качества при определении состава смеси, так чтобы смесь отвечала конкретным технологическим и эксплуатационным требованиям для требуемого экструдируемого изделия.
Реагент для модификации реологических характеристик, применяемый в составе гидравлически отверждаемых материалов по настоящему изобретению, может быть включен в концентрации примерно от 0,1% до 5% от веса гидравлически отверждаемой смеси, не считая воды, более предпочтительно - в концентрации примерно от 0,25% до 2%, и наиболее предпочтительно - в концентрации примерно от 0,5% до 1%. Фактическая концентрация будет зависеть от типа экструдируемого изделия или продукта.
F. Заполнители
В гидравлически отверждаемых смесях по настоящему изобретению можно использовать заполнители, известные в бетонной промышленности. В случае экструзии относительно тонкостенных изделий и для сохранения возможности экструзии смеси через фильеры небольшого поперечного сечения диаметр частиц используемого заполнителя, как правило, должен составлять менее 25% минимального размера сечения структурной матрицы экструдируемого изделия.
Заполнители могут добавляться для увеличения прочности на сжатие, снижения стоимости за счет заполнения объема и для изменения плотности упаковки частиц получаемых гидравлически отверждаемых материалов. Заполнители, в частности пластинчатого типа, также полезны для придания поверхности большей гладкости. Прочность частиц заполнителя на сжатие и разрыв часто влияет на аналогичную прочность конечного отвержденного изделия.
К примерам полезных заполнителей относятся песок, доломит, гравий, щебень, боксит, базальт, гранит, известняк, песчаник, стеклянный бисер, аэрогель, ксерогели, морской гель, слюда, глина, синтетическая глина, глинозем, кремнезем, зола, микрочастицы кремния, пластинчатый глинозем, каолин, стеклянные микросферы, керамические сферы, дигидрат гипса, карбонат кальция, алюминат кальция, ксонотлит (кристаллический кальциевый силикагель), непрореагировавшие частицы цемента и другие горнорудные материалы. Гидратированные и негидратированные частицы цемента также могут рассматриваться как "заполнитель" в широком смысле этого термина, в зависимости от их распределения и характера их включения в гидравлически отверждаемую матрицу. Даже отходы гидравлически отверждаемых материалов, такие как отходы листов, тары, плит или других предметов по настоящему изобретению, могут использоваться в качестве заполнителя и упрочнителя. Микрочастицы кремния и золу также можно добавлять с целью снижения пористости гидравлически отверждаемой смеси и повышения ее удобоукладываемости и когезионной прочности.
Количество вводимого заполнителя будет зависеть от конкретного применения или назначения и может меняться в существенных пределах, начиная от полного отсутствия заполнителя и кончая вводом примерно 90% заполнителя от веса сырой гидравлически отверждаемой смеси, более предпочтительно - примерно от 3 до 70 вес. %, и наиболее предпочтительно - примерно от 20 до 50 вес.%.
Глина и гипс являются особенно важными материалами-заполнителями " благодаря их легкодоступности, чрезвычайно низкой стоимости, удобоукладываемости и простоте формования. Полугидрат гипса также может обеспечить часть связей и прочности, если он будет добавляться в достаточных количествах. Глина является общим термином, используемым для идентификации практически любых видов земного грунта, которые образуют пасту при смешивании с водой и отверждаются после высыхания. Основными составляющими глины являются кремнезем и глинозем (используемые для изготовления горшечных изделий, плиток, кирпича и труб) и каолинит. К каолиновым глинам относятся аноксит (химическая формула Al2O3•3SiO2•2H2O) и монтморилонит (химическая формула Al2O3•4SiO2•H2O). Однако глины могут содержать целый ряд других веществ, таких как оксид железа, оксид титана, оксид кальция, оксид циркония и пирит.
Кроме того, хотя глины использовались в течение тысячелетий и могут затвердевать даже без обжига, такие необожженные глины подвержены разрушению под воздействием воды, являются чрезвычайно хрупкими и имеют низкую прочность. Тем не менее, глины представляют собой хороший недорогой заполнитель для гидравлически отверждаемой структурной матрицы.
Аналогично, полугидрат гипса также поддается гидратации и в присутствии воды образует дигидрат сульфата кальция. Следовательно, гипс обладает характеристиками как заполнителя, так и связующего, в зависимости от типа (полугидрат или дигидрат) и концентрации гипса, добавляемого в гидравлически отверждаемую смесь.
В соответствии с настоящим изобретением часто бывает предпочтительным включение множества заполнителей разного типа и размера, что позволяет лучше заполнить промежутки между частицами заполнителя и гидравлически отверждаемого связующего. Оптимизация плотности упаковки частиц позволяет сократить количество воды, требуемой для обеспечения необходимой пластичности при формообразовании, за счет заполнения объемов между частицами, которые в противном случае были бы заняты заполняющей водой, которую часто называют "капиллярной водой". Кроме того, сокращение использования воды повышает прочность окончательного отвержденного изделия (согласно уравнению прочности).
Для оптимизации плотности упаковки можно использовать заполнители с самыми разными размерами частиц, составляющими примерно от 0,01 мкм до 4 мм. (Разумеется, приемлемые размеры частиц различных заполнителей будут диктоваться требуемым назначением и толщиной конечного изделия).
В определенных предпочтительных вариантах реализации настоящего изобретения может потребоваться максимизация концентрации заполнителей в гидравлически отверждаемой смеси с целью максимизации определенных свойств и характеристик заполнителей (таких как прочность, низкая плотность или высокие теплоизолирующие свойства). Для максимизации концентрации заполнителей можно использовать методы упаковки частиц внутри гидравлически отверждаемого материала.
Подробное описание методов упаковки частиц можно найти в следующей статье, одним из соавторов которой является один из авторов настоящего изобретения: Johansen, V. и Andersen, P.J., "Упаковка частиц и свойства бетона". Материаловедение бетона II, стр. 111-147, Американское общество керамики (1991). Дополнительная информация приводится в докторской диссертации: Andersen, P.J. "Измерение и контроль в бетонной промышленности - Изучение упаковки и реологии частиц". Академия технических наук Дании. В целях раскрытия информации о методах упаковки частиц вышеуказанные статья и докторская диссертация включаются в настоящий документ посредством данной ссылки.
Подробное описание методов выбора смеси заполнителей и размеров частиц заполнителей, требуемых для удовлетворения заданных критериев формулирования смеси, приводится в рассматриваемой ныне патентной заявке Соединенных Штатов Америки за N 08/109100, поданной 18 августа 1993 года на имя д-ра Per Just Andersen и Simon К. Hodson под названием "Структурно оптимизированные составы и процессы для цементных смесей, создаваемых методом микроструктурной инженерии". В целях раскрытия информации эта заявка включается в настоящий документ посредством данной ссылки.
G. Волокна
При использовании в настоящем патентном описании и прилагаемой патентной формуле термины "волокна", "прерывистые, или короткие волокна" и "волоконные материалы" включают как неорганические, так и органические волокна. Волокна являются особым видом заполнителей, которые могут добавляться к гидравлически отверждаемой смеси для повышения когезии, относительного удлинения при растяжении, способности к изгибу, ударной вязкости, ударной прочности, а также прочности на изгиб, растяжение и даже на сжатие. Волоконные материалы снижают вероятность разрушения экструдируемого гидравлически отверждаемого изделия в случае приложения больших поперечных сил.
В качестве волокон, включаемых в структурную матрицу, предпочтительно применять природные волокна, такие как целлюлозные волокна, выделяемые из конопли, хлопка, сизаля, листьев деревьев, древесины или стволов, либо волокна, изготавливаемые из стекла, поливинилового спирта, синтетические волокна (например, кевлар (полиарампа) и полипропиленовые волокна), а также волокна из кремнезема, керамики или металла. Стеклянные волокна предпочтительно подвергаются предварительной обработки для придания им стойкости к щелочной среде.
К предпочтительным волокнам относятся стекловолокно, синтетические волокна, пенька, багасса, древесные волокна (как из твердого, так и из мягкого дерева, например, из красного дерева или южной сосны), керамические волокна (такие как из глинозема, нитрида кремния, карбида кремния и графита) и хлопковое волокно. Можно использовать бумажные волокна, получаемые при переработке макулатуры, но их применение менее желательно, поскольку при исходном процессе изготовления бумаги, а также в процессе утилизации волокна разрушаются. Однако в объем настоящего изобретения входят и любые другие эквивалентные волокна, придающие прочность и гибкость. Пеньковое волокно можно приобрести у фирмы Isarog Inc., Филиппины. Стекловолокно, например, Cemfill® , можно приобрести у фирмы Pilkington Corp., Англия.
Волокна, используемые при изготовлении гидравлически отверждаемых материалов по настоящему изобретению, предпочтительно имеют высокое соотношение длины к ширине, поскольку более длинные и узкие волокна могут придавать структурной матрице большую прочность без существенного увеличения объема и массы смеси. Соотношение длины и ширины волокон должно быть не менее приблизительно 10:1. предпочтительно не менее приблизительно 100:1, а наиболее предпочтительно не менее приблизительно 200:1. Однако, хотя по мере увеличения соотношения длины и ширины волокон обеспечивается прирост ударной вязкости и разрывной прочности конечного изделия, волокна с меньшим соотношением длины и ширины обычно дешевле, обеспечивают более высокую плотность упаковки частиц и более равномерно распределяются внутри гидравлически отверждаемой смеси.
Количество волокон, добавляемых в матрицу гидравлически отверждаемой смеси, будет зависеть от требуемых характеристик конечного изделия, причем основными критериями для выбора количества добавляемых в любой состав волокон служат показатели прочности, ударной вязкости, гибкости и стоимости. В большинстве случаев концентрация волокон составляет примерно от 0,5% до 30% от объема сырой гидравлически отверждаемой смеси, более предпочтительно - примерно от 1 % до 20% по объему, а наиболее предпочтительно - примерно от 2% до 10% по объему. В процессе экструзии волокна, как правило, ориентируются в продольном направлении, что повышает ударную вязкость изделия.
Однако понятно, что весьма важным фактором при определении количества используемых волокон является их прочность. Чем больше прочность волокна на растяжение, тем меньшее количество этих волокон следует добавить для получения такой же прочности на растяжение конечного изделия. Разумеется, тогда как некоторые волокна имеют высокую прочность на растяжение, другие типы волокон с меньшей прочностью на растяжение могут быть более упругими. Следовательно, для получения конечного изделия с максимизацией различных характеристик, таких как высокая прочность на растяжение и высокая упругость, может потребоваться сочетание двух или большего количества волокон.
Кроме того, хотя керамические волокна обычно намного дороже, чем природные волокна или стекловолокно, тем не менее в некоторых случаях их применение может оказаться экономически эффективным благодаря их превосходным показателям разрывной прочности. Очевидно, что применение более дорогого материала становится более экономичным в том случае, если требования к обеспечению минимальной себестоимости экструдируемого изделия снижаются, напри мер, в том случае, когда сопоставимое изделие изготавливается из относительно дорогого конкурирующего материала.
Следует также учитывать, что некоторые волокна, такие как волокна южной сосны и пеньки, обладают высокой прочностью на разрыв и продавливание (смятие), тогда как другие волокна, подобные хлопковым, имеют меньшую прочность, но повышенную гибкость. Если нужно обеспечить одновременно и гибкость, и высокую прочность на разрыв и продавливание, то в смесь можно добавить комбинацию волокон, имеющих различные характеристики.
Прочностные характеристики гидравлически отверждаемой матрицы с волоконным армированием в существенной степени зависят от того, каким способом волокна крепятся внутри матрицы - "механическим" или "химическим". Термин "механическое закрепление" относится к преимущественно механическому взаимодействию между волокнами и другими компонентами гидравлически отверждаемой матрицы, так что силы сцепления или сопряжения между волокном и гидравлически отверждаемой матрицей обычно меньше прочности волокна. В результате, при деформации экструдируемого изделия, как правило, происходит "выдергивание" волокон из их пространственного положения внутри гидравлически отверждаемой матрицы, но не разрыв волокон. Этот эффект выдергивания вместе с дополнительной энергией трения, возникающего при проскальзывании волокон, повышает ударную вязкость и ударопрочность экструдируемого изделия, что частично объясняется тем, что волокна перекрывают любые трещины, вызванные деформацией, а также тем, что в случае произвольного распределения волокон внутри гидравлически отверждаемой матрицы путь распространения трещины значительно удлиняется. Однако в силу эффекта выдергивания волокон с механическим закреплением можно предположить, что такие волокна не позволят существенно повысить разрывную и изгибную прочность экструдируемого изделия. Как более подробно описывается ниже, более существенное повышение разрывной и изгибной прочности экструдируемого изделия по настоящему изобретению обеспечивается за счет укладки непрерывных волокон в экструдируемое изделие.
В отличие от механического закрепления волокон, термин "химическое закрепление" относится к преимущественно химическому взаимодействию между волокнами и другими компонентами гидравлически отверждаемой матрицы, так что силы сцепления или сопряжения между волокном и гидравлически отверждаемой матрицей обычно превышают прочность волокна. В результате, при деформации экструдируемого изделия "выдергивания" волокон не происходит, и волокна остаются прочно закрепленными внутри гидравлически отверждаемой матрицы до тех пор, пока приложенное к предмету напряжение не вызовет его разрушение. В момент разрушения экструдируемого изделия произойдет разрыв химически закрепленных волокон. В результате волокна с химическим закреплением позволяют существенно увеличить разрывную прочность (т.е. максимальную нагрузку перед разрушением) и изгибную прочность экструдируемого изделия. Однако химически закрепленные волокна не повышают ударную вязкость экструдируемого изделия, которое, как правило, подвергается полному разрушению при максимальной нагрузке.
Увеличение степени химического сродства волокон с гидравлически отверждаемым связующим, как правило, повышает степень химического закрепления волокон внутри гидравлически отверждаемой матрицы. Это можно обеспечить, например, за счет покрытия различных волокон осаждаемым кремнеземом или эттрингитом. Кроме того, стеклянные и глиноземные волокна, как правило, демонстрируют более высокую степень химического закрепления в сравнении, например, с кевларом или полипропиленовыми волокнами. Во многих случаях желательно получить преимущества, даваемые как механическим, так и химическим закреплением волокон, для чего в состав вводят смесь различных волокон.
Н. Непрерывные волокна
Применяемые в настоящем патентном описании и прилагаемой патентной формуле термины "нити", "непрерывные нити" или "непрерывные волокна" включают индивидуальные непрерывные нити или непрерывные жгуты, состоящие из прерывистых или непрерывных волокон, которые вводятся в гидравлически отверждаемую смесь в ходе экструзии. Непрерывные волокна следует отличать от прерывистых или рубленых волокон, которые подмешиваются в гидравлически отверждаемую смесь и, как правило, имеют произвольную ориентацию (хотя в результате процесса экструзии может произойти определенное ориентирование волокон).
При укладке непрерывных волокон в гидравлически отверждаемую смесь их закрепление осуществляется на существенно большем протяжении, чем в случае прерывистых волокон, и такие волокна придают конечному отвержденному изделию существенно иные характеристики, чем короткие волокна. Непрерывные волокна, уложенные в гидравлически отверждаемую смесь, существенно увеличивают прочность отвержденного гидравлически отверждаемого изделия на разрыв, изгиб и разрыв под действием внутреннего или внешнего давления, в зависимости от ориентации волокон. Непрерывные волокна, помещенные в гидравлически отверждаемую структурную матрицу, также, как правило, увеличивают ударную вязкость и относительное удлинение гидравлически отверждаемого изделия. Предпочтительные волокна обладают достаточной прочностью на разрыв и срез, что обеспечивает их независимый вклад в прочность изделия.
Эффект "выдергивания" в случае непрерывных волокон, как правило, сводится к минимуму, так как волокна закреплены на большой протяженности изделия, что затрудняет их смешение. В результате минимального действия эффекта "выдергивания" различие между химическим и механическим закреплением волокон будет менее значительным, чем в случае прерывистых волокон.
В гидравлически отверждаемую смесь можно ввести непрерывные волокна любых типов, включая неорганические и органические волокна, а ширина или толщина этих волокон может соответствовать требуемым параметрам прочности, длины, толщины или иным характеристикам экструдируемого изделия. Непрерывные волокна можно укладывать в гидравлически отверждаемую матрицу в виде отдельных волокон, либо в виде непрерывного жгута непрерывных или прерывистых волокон. Можно принять любые жгуты волокон, включая обычные жгуты в виде "прядей", т. е. группы непереплетенных волокон, "пряжи", представляющей собой группу переплетенных волокон, "ровницы", представляющей собой группу пучков волокон, состоящую из неплетеных прядей или переплетенной пряжи, "кудели", представляющей собой пучок непереплетенных волокон, или "мата", представляющего собой лист из волокон.
Количество или объем непрерывных волокон, укладываемых в гидравлически отверждаемую матрицу, зависят от требуемых характеристик конечного изделия, причем важнейшими критериями для выбора объема непрерывных волокон, вводимых в состав изделия, являются прочность, ударная вязкость, гибкость и стоимость. Как правило, объем непрерывных волокон в изделии будет составлять примерно от 0.5% до 30% от объема гидравлически отверждаемой структурной матрицы. Более предпочтительный объем непрерывных волокон составляет примерно от 1% до 20%. Наиболее предпочтительный объем непрерывных волокон составляет примерно от 2% до 10%.
Однако понятно, что весьма важным фактором при определении количества используемых непрерывных волокон является их прочность. Чем больше прочность волокна на растяжение, тем меньшее количество этих волокон следует добавить для получения такой же прочности на растяжение конечного изделия. Разумеется, тогда как некоторые волокна имеют высокую прочность на растяжение, другие типы волокон с меньшей прочностью на растяжение могут быть более упругими. Следовательно, для получения конечного изделия с максимизацией различных характеристик, таких как высокая прочность на растяжение и высокая упругость, может потребоваться сочетание двух или большего количества непрерывных волокон.
Кроме того, объем непрерывных волокон, требуемый для получения желательных свойств изделия, зависит от способа укладки непрерывных волокон в гидравлически отверждаемую структурную матрицу в процессе экструзии. Такие волокна можно укладывать в гидравлически отверждаемую структурную матрицу в нескольких различных конфигурациях, а также на различной глубине от поверхности изделия. Для получения анизотропного изделия с максимальной прочностью в направлении экструзии волокна можно размещать параллельно друг другу на всем протяжении изделия вдоль оси, совпадающей с направлением экструзии. Требуемый объем волокон также можно сократить за счет перекрестной укладки непрерывных волокон за счет спиральной навивки волокон в противоположных направлениях по мере экструзии изделия. Кроме того, волокна можно размешать как параллельно, так и по спирали, что позволяет воспользоваться преимуществами обоих методов укладки.
К распространенным типам непрерывных волокон, используемых по настоящему изобретению, относятся стекловолокно, полиарамидные волокна, графитовые волокна, углеродные волокна, полиэтиленовые волокна и другие органические волокна. Стекловолокно часто применяется из-за его низкой стоимости, размерной стойкости, высокой ударопрочности, умеренных значений прочности и модуля упругости и простоты в обращении. Полиарамидные волокна, часто именуемые кевларом (Kevlar®), обладают очень высокой удельной прочностью и модулем упругости, но относительно низкой прочностью на срез и сжатие. Полиарамидные волокна часто применяют в сосудах, работающих под давлением, так как они не подвергаются воздействию напряжений сдвига и сжатия. Наибольший диапазон требуемых значений прочности и модуля упругости можно обеспечить с помощью графитовых волокон, которые можно разработать для обеспечения большинства требуемых параметров (хотя это может быть связано с увеличением себестоимости). Вышеперечисленные непрерывные волокна можно приобрести в таких компаниях, как Hercules Aerospace Co., г. Магна, штат Юта: 3-М, г. Сент-Поль, штат Миннесота: Owens-Corning Fiberglass, г. Толидо, штат Огайо: Pittsburg Plate Glass, Manville Co.: Vetrotex St. Gobain; DuPont; Allied Fibers и Amoco.
В ином варианте, непрерывные волокна можно изготовить из природных органических волокон, таких как хлопок, конопля и джут. Хотя такие волокна обладают относительно низкой разрывной прочностью, они намного дешевле стеклянных, полиарамидных или графитовых волокон. Природные органические волокна могут оказаться более экономичными при изготовлении изделий, которые не подвергаются большим напряжениям.
1. Дисперсанты
Термин "дисперсанты" используется здесь для определения класса материалов, которые могут добавляться для сокращения объема вводимой воды при сохранении тех же характеристик текучести. Дисперсанты обычно обеспечивают снижение вязкости и предела текучести гидравлически отверждаемой смеси. Более подробное описание применения дисперсантов можно найти в магистерской диссертации: Andersen, P.J., "Влияние органических суперпластифицирующих добавок и их компонентов на Дзета-потенциал и аналогичные характеристики цементных материалов" (1987). В целях раскрытия информации вышеуказанная диссертация включается в настоящий документ посредством данной ссылки.
Дисперсанты обычно функционируют путем адсорбции в поверхность частиц гидравлически отверждаемого связующего и (или) в прилегающий двойной коллоидный слой между частицами связующего. Это создает отрицательный заряд на поверхностях частиц, что приводит к их взаимному отталкиванию. Такое отталкивание частиц способствует "смазке" за счет снижения "трения" или сил притяжения, которые в противном случае могли бы увеличивать взаимодействие между частицами. Благодаря этому можно сократить объем воды, вводимой в исходную смесь, при сохранении удобоукладываемости гидравлически отверждаемой смеси.
Существенное снижение вязкости и предела текучести может оказаться желательным в тех случаях, когда пластичность, когезия и (или) формоустойчивость менее важны или когда желательно сократить начальную концентрацию воды. Ввод дисперсанта способствует сохранению удобоукладываемости гидравлически отверждаемой смеси даже в случае добавления весьма незначительного количества воды, особенно в случае "дефицита воды". Следовательно, добавление дисперсанта обеспечивает возможность дальнейшего увеличения степени дефицита воды, хотя экструдированные изделия иногда могут иметь несколько сниженную формоустойчивость, если будет использовано слишком большое количество дисперсанта. Тем не менее, сокращение объема воды, вводимой на начальном этапе, теоретически приводит к повышению прочности окончательного отвержденного изделия согласно уравнению прочности.
Наличие или отсутствие дефицита воды определяется как стехиометрическим объемом воды, требуемым для гидратации связующего, так и объемом воды, необходимым для заполнения пор между частицами в составе гидравлически отверждаемой
смеси, включая частицы самого гидравлически отверждаемого связующего, частицы материала-заполнителя и (или) волокна. Как упоминалось выше, улучшенная упаковка частиц сокращает объем пор между гидравлическим связующим и частицами заполнителя и, следовательно, количество воды, необходимой для полной гидратации связующего и для сохранения пластичности гидравлически отверждаемой смеси посредством заполнения пор между частицами.
Однако, в силу характера механизма покрытия дисперсанта, зачастую очередность введения дисперсанта в смесь имеет решающее значение. Если будет добавляться реагент, обуславливающий хлопьеобразование и застудневание, такой как Tylose® или крахмал, то сначала следует вводить дисперсант, а затем хлопьеобразующий реагент. В противном случае, адсорбция дисперсанта поверхностью частиц гидравлического связующего будет затруднена, так как реагент Tylose® или крахмал будет необратимо адсорбирован и образует на поверхности защитный коллоидальный слой, препятствующий адсорбции дисперсанта.
Предпочтительным дисперсантом является сульфонированный конденсат нафталин-формальдегида, примером которого является материал WRDA 19, продаваемый фирмой W.R. Grace, Inc., г. Балтимора, США. К другим дисперсантам, которые будут хорошо работать, относятся сульфонированный конденсат меламин-формальдегида, лигносульфонат и полиакриловая кислота. Натриевая соль сульфонированного конденсата меламин-формальдегида может вводиться после того, как гидравлический цемент, реагируя с водой, успеет образовать продукты первичной гидратации (такие, как этгрингит), что позволит увеличить удельную площадь поверхности частиц цемента и обеспечит улучшение дисперсии частиц.
Другой способ улучшения текучести гидравлически отверждаемой смеси под низким давлением заключается в добавлении других реакционно-способных материалов с высокой удельной площадью поверхности, таких как микрозернистый кремнезем. Эти материалы также повышают предел текучести и, следовательно, формоустойчивость экструдируемого изделия.
Количество добавляемого дисперсанта обычно составляет примерно до 5% от веса гидравлически отверждаемого связующего, более предпочтительно - в диапазоне примерно от 0,25 до 4%, а наиболее предпочтительно - в диапазоне примерно от 0,5 до 2%. Однако, важно предотвратить добавление избыточного количества дисперсанта, так как это может обусловить замедление реакций гидратации, например, между гидравлическим цементом и водой. Добавление чрезмерного количества дисперсанта может практически воспрепятствовать гидратации, тем самым вообще прекращая связующее действие гидравлической пасты.
Дисперсанты, предусматриваемые в рамках настоящего изобретения, в бетонной промышленности иногда именуются "суперпластификаторами", "реагентами для снижения содержания воды" или "сильнодействующими реагентами для снижения содержания воды". Для того чтобы лучше различать дисперсанты и реагенты для модификации реологических характеристик, которые часто выполняют роль пластификаторов, термин "суперпластификатор" не используется в настоящем патентном описании.
J. Ускорители схватывания
В некоторых случаях может оказаться желательным ускорить первичное схватывание гидравлически отверждаемой смеси и обеспечить ускоренное достижение формоустойчивости экструдируемого изделия путем введения соответствующего ускорителя схватывания. К таким материалам относятся Na2CO3, KCO3, KOH, NaOH, CaCl2, CO2, триэтаноламин, алюминаты и неорганические щелочные соли сильных кислот, таких как HCl, HNO3 и H2SO4. Практически любой состав, который повышает растворимость гипса и гидроксида кальция, будет способствовать ускорению первичного схватывания гидравлически отверждаемых смесей, в особенности, цементных смесей.
Количество ускорителя схватывания, добавляемого к конкретной гидравлически отверждаемой смеси, будет зависеть от требуемой степени ускорения схватывания. Это в свою очередь зависит от целого ряда факторов, включая состав смеси, интервал времени между этапами смешивания компонентов и формообразования или экструзии гидравлически отверждаемой смеси, температуру смеси и вид ускорителя. Специалист в данной отрасли техники сможет отрегулировать количество ускорителя схватывания в соответствии с параметрами конкретного технологического процесса, чтобы оптимизировать время схватывания гидравлически отверждаемой смеси.
K. Покрытия
Настоящее изобретение предусматривает возможность покрытия экструдируемых гидравлически отверждаемых изделий герметизирующими материалами, лакокрасочными и другими защитными покрытиями. К числу возможных покрытий относятся карбонат кальция, меламин, поливинилхлорид, поливиниловый спирт, полиакрилат, гидроксипропилметилцеллюлоза, полиэтилен-гликоль, акрилики, полиуретан, полиэтилен, синтетические полимеры, полимолочная кислота, Biopol® (сополимер полигидроксибутирата и гидроксивалерата), парафины (такие как пчелиный воск или нефтяной парафин), эластомеры, каолиновая глина, полиакрилаты и синтетические полимеры (включая биоразрушаемые полимеры). Biopol® изготавливается фирмой ICI в Великобритании.
Например, особенно полезным видом покрытия является кислотоупорное покрытие, состоящее из силиката натрия, растворимого в воде (pH 7,0). Устойчивость к кислотам важна, например, в тех случаях, когда экструдированная труба используется, например, для транспортировки водных растворов кислот. Если желательно предохранить экструдированное изделие от действия щелочных веществ, то его можно покрыть соответствующим полимером или воском, которые используются для покрытия бумажных или картонных изделий. Если экструдированные изделия предназначены для контакта с пищевыми продуктами, то предпочтительно применять материал, одобренный Лекарственным и Пищевым Управлением США для употребления в качестве покрытия.
Покрытия могут наноситься на экструдированные изделия с помощью любых методов нанесения покрытий, известных в данной отрасли техники. Покрытие может наноситься напылением любого из вышеуказанных материалов на поверхность экструдированного изделия либо погружением изделия в ванну, содержащую соответствующий материал для покрытия. Если покрывающий материал наносится на поверхность плоского или криволинейного изделия методом напыления, то его можно распределять или разглаживать прямым или фасонным ракелем, удерживаемым на определенном расстоянии от изделия или перемещаемым непосредственно по его поверхности. Кроме того, покрытия могут экструдироваться вместе с экструдируемым изделием, чтобы объединить процесс нанесения покрытия с процессом экструзии.
II. Экструзия гидравлически отверждаемых смесей
Основным структурным компонентом экструдируемых изделий по настоящему изобретению является гидравлически отверждаемая структурная матрица, образуемая продуктами реакции гидравлически отверждаемой смеси и воды. Внутри базовой структурной матрицы имеются другие компоненты (такие как волокна, заполнители, реагенты для модификации реологических характеристик, дисперсанты и ускорители схватывания), которые придают изделиям дополнительные характеристики и свойства. Применяя метод микроструктурной инженерии и технологии материалов, в смесь можно включать эти различные ингредиенты в разнообразных концентрациях и пропорциях, чтобы придать смеси требуемые характеристики формоустойчивости и конечной прочности, ударной вязкости и другие эксплуатационные характеристики, необходимые для конечного отвержденного изделия.
Ниже указаны основные этапы технологического процесса экструзии гидравлически отверждаемой смеси: (1) выбор требуемых свойств и атрибутов изделия, подлежащего экструзии из гидравлически отверждаемой смеси, включая его размеры и прочностные характеристики; (2) выбор требуемых параметров соответствующего процесса экструзии, включая тип экструдера, форму очка фильеры, а также давление, скорость и температуру; (3) определение оптимального состава и реологических параметров или диапазона реологических параметров соответствующей гидравлически отверждаемой смеси, рассчитанной на обеспечение требуемых свойств и атрибутов изделия, а также на требуемые параметры процесса экструзии; (4) приготовление соответствующей гидравлически отверждаемой смеси, имеющей требуемый состав и реологические характеристики; (5) экструзия гидравлически отверждаемой смеси с целью получения требуемых изделий или заготовок (полуфабрикатов), которым впоследствии будет придана форма требуемых изделий; и (6) отверждение изделия после экструзии или последующей обработки с целью получения конечного отвержденного изделия. Процесс отверждения при желании можно ускорить, например, за счет обработки в автоклаве или путем выдержки частично отвержденного изделия в среде с высокой влажностью.
A. Придание изделию требуемых характеристик
С помощью описанных здесь составов и методов можно обеспечить массовое производство широкого ассортимента изделий за счет экструзии гидравлически отверждаемой смеси с целью придания ей требуемой формы изделия или заготовки, которой впоследствии будет придана форма требуемого изделия. Изделия, формуемые с помощью методов экструзии по настоящему изобретению, характеризуются высокой прочностью на сжатие, растяжение и изгиб, а также высокой плотностью упаковки частиц твердого материала-заполнителя и гидравлически отверждаемой смеси. В результате получают гидравлически отверждаемый материал с более высокой плотностью и меньшей пористостью, чем материалы, изготавливавшиеся известными способами. Благодаря этому изделие обладает низкой проницаемостью и обеспечивает низкую степень диффузии влаги. Эти характеристики стали возможными благодаря применению метода микроструктурной инженерии, позволяющего заранее запроектировать требуемые характеристики и эксплуатационные свойства материала.
Высокая плотность упаковки частиц в экструдированных изделиях обуславливается: (1) выбором частиц заполнителя с определенным распределением размеров и с определенной формой, что позволяет оптимизировать естественную плотность упаковки частиц, и (2) экструзией гидравлически отверждаемого материала, осуществляемой в общем случае при высоком давлении, что обеспечивает еще более высокую плотность упаковки частиц, превышающую естественную плотность упаковки, особенно в тех случаях, когда исходная смесь имела дефицит воды.
Высокая плотность упаковки частиц и низкое соотношение объемов воды и гидравлически отверждаемой смеси, обусловленное низким исходным содержанием воды, позволяют получить экструдированные изделия с очень низкой пористостью и, следовательно с высокой прочностью (в соответствии с уравнением прочности). Применение дисперсантов позволяет еще более снизить начальную концентрацию воды, чтобы получить гидравлически отверждаемую смесь с повышенным дефицитом воды, которая тем не менее будет поддаваться экструзии под давлением.
Применяемый тип материала-заполнителя будет в большой степени зависеть от требуемых значений прочности и плотности конечного отвержденного изделия, а также требуемой себестоимости. Такие заполнители, как толченый песок, дробленый гранит, дробленый базальт, кремнезем, гипс и глина, весьма дешевы и могут обеспечить существенное снижение себестоимости изготовления экструдируемых изделий, содержащих эти материалы. Эти заполнители также характерны высокой плотностью и высокой прочностью на сжатие.
Включение гидравлически отверждаемого связующего, такого как серый или белый портланд-цемент, позволит в общем случае получить водонепроницаемое изделие, сопротивляющееся проникновению воды и других жидкостей. Однако другие гидравлически отверждаемые связующие материалы, такие как полугидрат гипса, обладают меньшей водонепроницаемостью и позволяют получать изделия с меньшей водостойкостью. Если требуется получить изделие с повышенной водостойкостью, то может оказаться предпочтительным нанесение соответствующего покрытия на поверхность экструдированного изделия.
Включение рубленых и непрерывных волокон и других высокопрочных заполнителей может обеспечить существенное повышение прочности конечных отвержденных изделий на растяжение, изгиб и разрыв под давлением. В зависимости от ориентированной или произвольной укладки волокон в гидравлически отверждаемой матрице, а также в зависимости от параллельной или спиральной укладки волокон можно обеспечить повышенную прочность в одном направлении или равную прочность во всех направлениях. В процессе экструзии волокна, как правило, в некоторой степени ориентируются в направлении экструзии.
Различные короткие и непрерывные волокна обладают разными характеристиками прочности на разрыв и под давлением, гибкости, прочности на растяжение, относительного удлинения до разрыва и жесткости. Тип волокон, включаемых в гидравлически отверждаемый материал, зависит от требуемых характеристик изделия. Для обеспечения положительного сочетания характеристик волокон различных типов в некоторых случаях бывает предпочтительным снабжать гидравлически отверждаемый материал волокнами двух и более типов.
Учитывая вышеизложенное, отвержденные экструдированные изделия предпочтительно будут иметь прочность на растяжение, превышающую примерно 15 МПа. Во многих случаях, в зависимости от состава смеси, концентрации воды и давления экструзии, можно получать экструдированные изделия с прочностью на растяжение не менее чем примерно 30 МПа, а в некоторых случаях примерно до 50 МПа и более. Благодаря возможности удаления значительной доли промежуточных пустот, которые обычно имеются в большинстве цементных изделий, отвержденные экструдированные гидравлически отверждаемые материалы по настоящему изобретению могут иметь соотношение прочности на растяжение и сжатие, составляющее около 1: 7, что лучше, чем у обычных бетонных изделий, у которых соотношение прочности на растяжение и сжатие обычно составляет лишь порядка 1: 10. Кроме того, в случае применения высокопрочных волокон в достаточной концентрации, по настоящему изобретению создается возможность получать гидравлически отверждаемые материалы с соотношением прочности на растяжение и сжатие, достигающим примерно 1: 3.
Благодаря возможности экструзии относительно тонкостенных предметов с относительно большими внутренними полостями можно изготавливать экструзионные изделия с относительно низкой объемной плотностью. Объемная плотность экструдированных изделий с многоячеистой структурой предпочтительно будет составлять менее чем примерно 1,5 г/см3. Благодаря возможности экструзии многоячеистых предметов, у которых соотношение толщины стенки к объему полостей будет значительно меньшим, чем это обеспечивается известными методами, можно экструдировать изделия с объемной плотностью, не превышающей примерно 0,7 г/см3, а в некоторых случаях - примерно 0,3 г/см3. Низкая, средняя или высокая объемная плотность экструдированного изделия в общем случае зависит от требуемых эксплуатационных характеристик для данной области применения, а также от соотношения объемов твердых стенок и внутренних полостей изделия. Удельный вес твердых стенок изделий обычно будет находиться в диапазоне, указанном в настоящем описании.
С учетом вышеизложенного, экструдированные изделия по настоящему изобретению, как правило, будут иметь существенно более высокое соотношение прочности на растяжение и объемной плотности, чем цементные изделия, изготавливаемые известными способами. Предпочтительно, экструдированные изделия будут иметь соотношение прочности на растяжение и объемной плотности, превышающее примерно 5 МПа-см3/г, более предпочтительно - свыше примерно 15 МПа-см3/г, и наиболее предпочтительно - свыше примерно 30 МПа-см3/г.
В. Выбор процесса экструзии
Выбор типа применяемого экструзионного процесса будет зависеть от характера гидравлически отверждаемой смеси, подвергаемой экструзии, а также от требуемых характеристик экструдируемого изделия. Хотя составы гидравлически отверждаемых смесей по настоящему изобретению характеризуются тщательно выбранными параметрами реологии и пластичности, что делает их пригодными для других процессов формообразования, важнейшим свойством продуктов по настоящему изобретению является возможность непрерывной экструзии для получения экструдированных изделий, которые приобретают формоустойчивость сразу же после окончания процесса экструзии или за очень короткое время после этого. Непрерывный характер экструзионного процесса обеспечивает возможность экономичного и дешевого изготовления самых разнообразных изделий.
Как указывалось выше, сочетание плотности упаковки частиц, дефицита воды и уплотнения во время экструзионного процесса позволяет создать гидравлически отверждаемую смесь с дискретными реологическими параметрами. Важным критерием для экструзионного процесса является выбор экструдера, рассчитанного на создание требуемого давления или различных давлений в требуемом диапазоне в соответствии с конкретным составом смеси. Поддержание давления в требуемом диапазоне необходимо для увеличения плотности упаковки частиц и одновременного уменьшения объема промежуточных пустот, что снижает эффективное значение дефицита воды в смеси. Это обеспечивает улучшение смазки частиц и улучшает пластичность и текучесть смеси.
Наилучшие характеристики изделия, как правило, обеспечиваются при применении давления, которое соответствует плотности упаковки частиц, дефициту воды и прочности частиц материала-заполнителя внутри смеси. Заниженное давление может оказаться недостаточным для придания гидравлически отверждаемой смеси требуемой текучести. И наоборот, завышенное давление может привести к дроблению некоторых частиц материала-заполнителя в гидравлически отверждаемой смеси и к уплотнению смеси до такой степени, что в ней образуется избыток воды. Избыток воды в некоторых случаях может привести к снижению вязкости и (или) предела текучести гидравлически отверждаемой смеси до такой степени, что смесь не приобретет достаточную формоустойчивость.
В зависимости от требуемого давления и требуемого усилия сдвига, которые должны воздействовать на гидравлически отверждаемую смесь, можно принять либо поршневой, либо шнековый экструдер. Преимуществом поршневого экструдера является возможность применения более высокого давления. При необходимости применения особо высокого давления, вплоть до 100000 фунт/кв.дюйм, поршневой экструдер в настоящее время является единственным возможным вариантом.
Шнековые экструдеры обычно не могут развивать столь высокое давление, как поршневые экструдеры, и их предпочтительно применять в тех случаях, когда особо высокое давление не требуется. Преимуществом шнековых экструдеров является создание внутренних напряжений сдвига, возникающих при вращении шнека, а также возможность создания вакуума или разрежения в камере экструдера, где находится гидравлически отверждаемая смесь, что позволяет более непрерывно удалять из смеси ненужный воздух. Двухшнековый экструдер, обычно применяемый в экспериментальных целях, снабжен двумя параллельными шнеками, что обеспечивает возможность применения более широкой фильеры и повышения давления экструзии. В большинстве остальных аспектов двухшнековый экструдер аналогичен одношнековому.
Однако при использовании гидравлически отверждаемых смесей с особо высокой степенью дефицита воды, зачастую необходимо применять поршневой экструдер, позволяющий подвергать смесь высокому давлению, которое требуется для обеспечения ее текучести. В таких случаях гидравлически отверждаемая смесь может выглядеть как сухой гранулированный материал, приготавливаемый путем смешивания компонентов в барабане. Гранулы помещаются в камеру поршневого экструдера, где создается разрежение (вакуум), и затем сжимаются под действием высокого давления, развиваемого поршнем, что позволяет произвести экструзию материала. Применение двухкамерного поршневого экструдера обеспечивает возможность полунепрерывного проведения процесса экструзии.
В настоящее время предпочтительным методом для крупномасштабного осуществления процессов смешивания и экструзии в промышленных условиях является использование оборудования, в котором материалы, включаемые в состав гидравлически отверждаемой смеси, автоматически и непрерывно дозируются, смешиваются, деаэрируются и экструдируются с помощью одношнекового или двухшнекового экструзионного аппарата. Как одношнековый, так и двухшнековый экструзионный аппарат снабжены секциями специального назначения, предназначенными для смешивания с низким усилием сдвига, смешивания с высоким усилием сдвига, вакуумирования и перекачки. Одношнековый или двухшнековый экструзионный аппарат снабжен шнеками с различным шагом и ориентацией лопастей, что позволяет выполнять требуемые операции в каждой из секций.
К числу основных типов экструдеров относятся экструдеры для глины, пластмассы или пищевых продуктов. Экструдер для глины обычно снабжается шнеком с очень малым шагом и большой высотой лопастей, причем угол наклона лопастей вблизи фильеры может достигать 90o. Малый шаг обеспечивает увеличение площади контакта между лопастями шнека и экструдируемым материалом. Снижение шага и обеспечиваемое при этом повышение площади контакта позволяют повысить давление и усилие сдвига, развиваемое экструдером.
С другой стороны, экструдеры для пластмассы или пищевых продуктов имеют существенно больший шаг и меньшую высоту лопастей, чем экструдер для глины. В этом случае давление и усилие сдвига регулируются посредством увеличения или снижения частоты вращения шнека экструдера. Разумеется, повышение частоты вращения шнека экструдера для глины также приводит к повышению давления и усилий сдвига.
С. Разработка состава гидравлически отверждаемой смеси
Двумя основными критериями, применяемыми при определении требуемого состава гидравлически отверждаемой смеси, являются обеспечение желательных реологических характеристик перед процессом экструзии, во время него и после него, а также обеспечение желательных характеристик конечного отвержденного экструдированного изделия. Как было указано выше, реологические характеристики гидравлически отверждаемой смеси предпочтительно выбираются так, чтобы смесь могла течь и подвергаться экструзии в условиях, применяемых в данном экструзионном процессе, и чтобы после завершения экструзии смесь немедленно или в кратчайшее время приобретала формоустойчивость.
1. Выбор реологических характеристик смеси
Как было описано выше, начальные реологические характеристики смеси можно задать посредством регулирования: (1) плотности упаковки частиц заполнителя и гидравлически отверждаемой смеси, (2) объема воды, включая степень дефицита воды, и (3) типов и концентраций любых органических полимерных реагентов для модификации реологических характеристик, пластификаторов или дисперсантов. Взаимосвязь этих материалов и условий была подробно рассмотрена выше.
Кроме того, реологические характеристики гидравлически отверждаемой смеси можно изменить за счет приложения усилий сдвига, чтобы обеспечить эффект разжижения при сдвиге или псевдопластичное поведение смеси с дефицитом воды, либо за счет сил сжатия, позволяющих снизить степень дефицита воды за счет прижимания частиц заполнителя и гидравлически отверждаемого связующего друг к другу. С учетом вышесказанного, степень дефицита воды должна соответствовать усилиям сжатия и сдвига, воздействующим на гидравлически отверждаемую смесь. Таким образом, в общем случае увеличение усилий сжатия и сдвига, связанных с процессом экструзии, позволяет сократить количество воды, вводимой в исходную смесь.
Прекращение действия сил сжатия и сдвига после экструзии гидравлически отверждаемой смеси и придания ей формы требуемого изделия приводит к получению формоустойчивого изделия, частицы которого удерживаются вместе под действием силы внутреннего сцепления капиллярной воды и поверхностного натяжения. Однако эти внутренние силы зависят от объема воды, находящейся в капиллярах материала экструдированного изделия. Если воды недостаточно, то капиллярные силы будут недостаточными для обеспечения адекватной когезии. И наоборот, при избыточном объеме воды предел текучести материала будет недостаточным для сохранения формоустойчивости. Объем остаточной воды зависит от исходного объема воды и от степени сжатия в ходе экструзионного процесса.
После гидратации экструдированный гидравлически отверждаемый материал приобретет окончательные прочностные характеристики. Предел прочности материала на сжатие, определяемый по уравнению прочности, в первую очередь зависит от пористости окончательно отвержденного материала. Это же в определенной степени относится и к прочности отвержденного материала на растяжение и изгиб. Пористость можно снизить за счет повышения исходной плотности упаковки частиц, а также за счет снижения начальной концентрации воды (т. е. повышения степени дефицита воды). Желательный уровень прочности на сжатие будет зависеть от конкретных эксплуатационных характеристик требуемого изделия.
Кроме того, прочность на сжатие можно увеличить за счет применения более прочного заполнителя. И наоборот, если желательно получить менее прочное, но более легкое изделие, то можно применять легкие заполнители. Прочность на растяжение и изгиб можно менять за счет изменения концентрации волокон. Более короткие и прочные волокна, такие как керамические волокна, как правило, позволяют получать относительно жесткие конечные отвержденные изделия с высокой прочностью на растяжение и изгиб. Другие волокна, например, целлюлозные, имеют меньшую прочность на растяжение, но являются более дешевыми и могут адекватно использоваться в тех случаях, когда более важное значение имеют характеристики гибкости и ударной вязкости.
a. Оптимизация плотности упаковки частиц
Обеспечение оптимизированной упаковки частиц твердых материалов в составе гидравлически отверждаемой смеси требуется для придания этой смеси желательных реологических и конечных прочностных характеристик. После определения плотности упаковки частиц сухой смеси можно рассчитать объем воды, который следует ввести в смесь для обеспечения требуемой степени дефицита воды. Подробное описание теории, моделей и этапов, необходимых для точной и воспроизводимой оптимизации плотности упаковки частиц твердых материалов в состав гидравлически отверждаемой смеси, приводится в параллельно рассматриваемой патентной заявке Соединенных Штатов Америки за N 08/109100, поданной 18 августа 1993 года на имя д-ра Per Just Andersen и Simon К. Hodson под названием "Структурно оптимизированные составы и процессы для цементных смесей, создаваемых методом микроструктурной инженерии". В целях раскрытия информации эта заявка включается в Настоящий документ посредством данной ссылки. Кроме того, математические и графические модели, применяемые для определения и расчета плотности упаковки частиц смеси, приводятся в статье Johansen, V. и Andersen, P.J., "Упаковка частиц и свойства бетона". Материаловедение бетона II, стр. 118-122, Американское общество керамики (1991). В целях раскрытия информации эта статья включается в настоящий документ посредством данной ссылки.
Для обеспечения требуемой плотности упаковки различных частиц внутри гидравлически отверждаемой матрицы, включая частицы гидравлически отверждаемого связующего и заполнителей, необходимо использовать частицы по меньшей мере двух размерных диапазонов. Для повышения плотности упаковки частиц до более высокого теоретического предела, в некоторых случаях может оказаться предпочтительным использование частиц трех и более размерных диапазонов. С точки зрения упаковки частиц, смеси с частицами двух различных размерных диапазонов именуются "двухкомпонентными системами", смеси с частицами трех размерных диапазонов именуются "трехкомпонентными системами" и т. д. Для простоты два компонента двухкомпонентной системы могут именоваться тонкозернистым и крупнозернистым компонентами, а три компонента трехкомпонентной системы - тонкозернистым (или мелкозернистым), среднезернистым и крупнозернистым компонентами.
Для достижения оптимального уровня упаковки частиц предпочтительно, чтобы средний размер частиц одного размерного диапазона превышал размер частиц следующего меньшего размерного диапазона, как минимум, в семь с половиной раз, предпочтительно - в десять раз, а наиболее предпочтительно - в двенадцать с половиной раз. (Во многих случаях это соотношение может быть выше). Например, в двухкомпонентной системе предпочтительно, чтобы средний размер частиц крупнозернистого компонента, как минимум, в семь с половиной раз превышал средний размер частиц тонкозернистого компонента. Аналогично, в трехкомпонентной системе предпочтительно, чтобы средний размер частиц крупнозернистого компонента, как минимум, в семь с половиной раз превышал средний размер частиц среднезернистого компонента, а средний размер частиц этого компонента предпочтительно должен, как минимум, в семь с половиной раз превышать средний размер частиц тонкозернистого компонента. Тем не менее, за счет добавления частиц различного размера можно избежать необходимости в таком высоком соотношении между размерами частиц разной зернистости.
В трехкомпонентной системе предпочтительно, чтобы диаметр тонкозернистых частиц заполнителя составлял примерно от 0,01 мкм до 2 мкм, диаметр частиц средней зернистости - примерно от 1 до 20 мкм, а размер частиц крупнозернистого заполнителя - примерно от 100 мкм до 2 мм. В двухкомпонентной системе могут использоваться любые два размерных диапазона из числа вышеуказанных. В зависимости от количества различных типов частиц можно использовать частицы большего и меньшего диаметра, а также частицы из различных размерных диапазонов.
Термин "тип", используемый в настоящем описании и прилагаемой патентной формуле в отношении заполнителя, гидравлически отверждаемого связующего и других твердых частиц, относится как к характеру используемого материала, так и к диапазонам размеров частиц. Например, хотя диаметр частиц крупнозернистого заполнителя обычно составляет примерно от 100 мкм до 2 мм, один из типов крупнозернистого заполнителя может иметь частицы размером примерно от 200 до 500 мкм, тогда как частицы другого типа могут иметь размеры примерно от 700 мкм до 1,2 мм. Как указано в настоящем описании, оптимальная упаковка частиц в смеси может быть обеспечена за счет селективного сочетания заполнителей различных типов. Заполнители каждого типа состоят из частиц определенного среднего размера; однако исследования продемонстрировали, что применение частиц с прерывистой градацией обеспечивает хорошую упаковку, но пониженную пластичность при формовании в сравнении с непрерывной градацией.
В общем случае, двухкомпонентная (или бинарная) система упаковки редко обеспечивает общую плотность упаковки свыше 80%, тогда как верхний предел для трехкомпонентных (или тройных) систем превышает 90%. В большинстве случаев, для повышения степени упаковки частиц необходимо вводить не менее четырех компонентов, хотя расширение диапазона размеров и повышение оптимизации размеров частиц двух- или трехкомпонентных систем может обеспечить повышение степени упаковки за пределы 80% и 90%, соответственно.
В качестве гидравлически отверждаемого связующего по настоящему изобретению обычно используют гидравлический цемент, гипс или оксид кальция, а в некоторых случаях и золу или микрочастицы кремнезема. Гидравлический цемент характеризуется продуктами гидратации, образующимися в результате реакции с водой. Размеры частиц гидравлического цемента обычно составляют от 0,1 мкм до 100 мкм. Средний размер частиц портланд-цемента типа 1 составляет примерно от 10 до 25 мкм.
Различные типы заполнителей и гидравлически отверждаемых связующих, используемых по настоящему изобретению, далее характеризуются средним диаметром (d') и плотностью естественной упаковки φ частиц различных типов. Эти значения определяются экспериментально и используются для расчета плотности упаковки получаемой гидравлически отверждаемой смеси.
Естественная плотность упаковки материала каждого типа определяется путем засыпки материала в цилиндр, диаметр которого, как минимум, в десять раз превышает диаметр самой крупной частицы материала. Затем цилиндром постукивают по твердой поверхности до тех пор, пока материал полностью не уплотнится. После измерения высоты материала в цилиндре и веса материала плотность упаковки определяется по следующей формуле:
где Wм = вес материала,
SGм = удельный вес материала,
Vм = объем материала.
Разумеется, в смесь можно ввести два или несколько гидравлически отверждаемых связующих различных типов. Однако, размеры частиц гидравлически отверждаемых связующих обычно настолько малы, что сочетание гидравлически отверждаемых связующих различных типов не оказывает существенного влияния на плотность упаковки смеси. Тем не менее, в некоторых ситуациях сочетание гидравлически отверждаемых связующих различных типов может быть уместно. В таких ситуациях гидравлически отверждаемые связующие различных типов могут быть представлены в виде псевдочастиц аналогично тому, как это практикуется для тонкозернистого и крупнозернистого заполнителя.
Вышеописанный процесс представляет собой метод определения плотности упаковки для всех возможных сочетаний данного сырья. С точки зрения реологического эффекта, повышение плотности упаковки частиц позволяет снизить содержание воды при сохранении того же уровня пластичности и пригодности смеси к формованию, т. е. удобоукладываемости. Кроме улучшения реологических характеристик смеси в сыром состоянии, максимизация плотности упаковки частиц также повышает прочность окончательного отвержденного изделия за счет сокращения объема пространства между частицами, заполняемого воздухом или водой, либо их сочетанием (в соответствии с уравнением прочности).
Тем не менее, следует понимать, что "оптимизация" системы упаковки частиц не обязательно достигается за счет простой максимизации плотности упаковки частиц. Как правило, максимизация плотности упаковки частиц улучшает требуемые характеристики, достигаемые за счет упаковки частиц. Однако, такие ограничения, как стоимость и (или) доступность каких-либо конкретных заполнителей, могут оправдать применение менее плотной упаковки частиц, но все же позволить получить смесь с адекватными реологическими характеристиками для данного назначения.
Хотя и ранее признавалось, что повышение плотности упаковки частиц способствует регулированию реологических характеристик гидравлически отверждаемой смеси, тем не менее максимальная плотность упаковки в известных изделиях не превышала примерно 65%. В отличие от этого, благодаря вышеописанным методам упаковки частиц можно обеспечить значения естественной плотности упаковки частиц, превышающие 65% и даже доходящие до 99%.
Как правило, плотность упаковки частиц должна находиться в диапазоне примерно от 0,65 до 0,99, более предпочтительно - в диапазоне примерно от 0,70 до 0,95, и наиболее предпочтительно - в диапазоне примерно от 0,75 до 0,90. (Повышение затрат, необходимое для достижения 99-процентной плотности упаковки частиц, зачастую обуславливает экономическую нецелесообразность такого метода, поэтому наиболее предпочтительная плотность упаковки будет несколько ниже).
На фиг. 1, иллюстрирующем концепцию упаковки частиц, показано сечение материала с эффективной упаковкой частиц (значение плотности упаковки частиц составляет 0,70). По фиг. 1 можно видеть, что пространство между крупными частицами заполнителя, которое обычно заполняется воздухом, вместо этого занято мелкими частицами заполнителя. Кроме того, пространство между крупными и мелкими частицами заполнителя, которое также обычно заполняется воздухом, в свою очередь занято еще более мелкими частицами заполнителя. Таким образом, объем воздуха в промежутках между частицами значительно сокращается, а плотность упаковки частиц значительно возрастает.
На фиг. 2, где приводятся графическая иллюстрация и количественные данные по фактической плотности упаковки частиц, показано, что в типичной системе упаковки (при плотности упаковки частиц 0,70) общий объем смеси состоит из твердых частиц (70%) и воздуха в промежутках между ними (30%). Именно в это промежуточное пространство вводится вода для смазки индивидуальных частиц, что обеспечивает адекватные характеристики текучести и пластичности гидравлически отверждаемой смеси, в особенности в том случае, когда плотность упаковки временно повышается за счет экструзии смеси при повышенном давлении.
b. Дефицит воды
Как было указано выше, объем воды, вводимой в любую данную гидравлически отверждаемую смесь, следует тщательно дозировать, чтобы обеспечить требуемые характеристики удобоукладываемости и реологии. Однако следует понимать, что объем воды, вводимой в любую данную смесь, часто определяется не объемом и даже не массой сухой гидравлически отверждаемой смеси, а прямо связан с плотностью упаковки, более конкретно, с объемом промежуточных пустот в составе смеси.
Чтобы пояснить этот вывод, обратимся к фиг. 3A и 3B, где показаны две системы с различной упаковкой частиц, имеющие одинаковый объем и нулевую степень дефицита воды. Это означает, что в смесь введен ровно такой объем воды, который обеспечивает заполнение всех промежутков между частицами. Обе показанные смеси обладают схожими реологическими характеристиками, несмотря на существенно различающуюся концентрацию воды. Как графически показано на фиг. 3A и 3B, смесь, в которой плотность упаковки частиц составляет 0,65 (фиг. 3A), содержит в семь раз больше заполняющей воды, чем смесь с плотностью упаковки частиц, составляющей 0,95 (фиг. 3B). (Разумеется, также можно предсказать, что смесь с более высокой плотностью упаковки также будет обладать более высокой прочностью после отверждения, согласно уравнению прочности).
На фиг. 4 показана оптимизированная система упаковки частиц, в которой дефицит воды составляет 50%, т.е. лишь половина пространства между частицами заполнена водой (50% пространства, или 15% от общего объема смеси). Для сравнения можно указать, что две гидравлически отверждаемые смеси с одинаковым общим объемом и одинаковым объемом воды будут характеризоваться различной степенью дефицита воды, если будет различаться плотность упаковки частиц в этих системах. Чем меньше плотность упаковки частиц, тем больше будет дефицит воды, поскольку при этом увеличивается объем пространства между частицами, который требуется заполнить.
На фиг. 5 приводятся иллюстрация и график, показывающие, что приложение давления к гидравлически отверждаемой смеси (например, в экструдере) обеспечивает прижимание частиц друг к другу, что, в свою очередь, приводит к повышению плотности упаковки частиц. Поскольку частицы и вода практически несжимаемы, объем промежуточных пустот существенно сокращается, тогда как объем воды, которая может быть использована для смазки частиц, явно возрастает. Хотя воздух легко поддается сжатию и не будет существенно препятствовать вышеописанному процессу уплотнения, все же предпочтительно удалить воздух посредством создания разрежения, чтобы предотвратить обратное расширение воздуха после прекращения действия сжимающих сил.
Точное количество воды, которую следует ввести в любую данную гидравлически отверждаемую смесь, необходимо тщательно рассчитать до фактического ввода воды в смесь, а также проверить после этого. Как указывалось выше, гидравлически отверждаемое связующее не обязательно прореагирует со всем теоретическим стехиометрическим объемом воды, требуемым для полной гидратации связующего. Вместо этого часть воды займет промежуточные пустоты, как минимум, на некоторое время, до тех пор пока эта вода не прореагирует с гидравлически отверждаемым связующим.
Разумеется, следует учитывать, что степень дефицита воды не является единственным фактором, определяющим реологические характеристики гидравлически отверждаемой смеси. Другие добавки, такие как дисперсанты и реагенты для модификации реологических характеристик, в существенной степени влияют на вязкость, удобоукладываемость и другие реологические характеристики смеси. Специалист в данной отрасли сможет отрегулировать степень дефицита воды с учетом добавки дисперсанта и (или) реагента для модификации реологических характеристик, чтобы получить гидравлически отверждаемую смесь, обладающую желательными характеристиками.
D. Приготовление гидравлически отверждаемой смеси
Как было указано выше, любые средства смешивания, пригодные для конкретного производственного процесса, будут обеспечивать хорошую упаковку частиц, но считается, что максимальная плотность упаковки частиц обеспечивается в том случае, если перемешивание частиц заполнителя и гидравлически отверждаемой смеси производится до добавления воды. После достижения состояния готовности к добавлению требуемого объема воды можно применять любой пригодный процесс смешивания. Для получения смеси с особо однородным составом могут использоваться средства, создающие в гидравлически отверждаемой смеси высокие напряжения сдвига, такие как смесители с высоким усилием сдвига, которые более подробно описываются ниже. Если требуется более низкое усилие сдвига, то можно применять тестомеситель или глиномялку. И наконец, материалы можно одновременно перемешивать и экструдировать с помощью одношнекового или двухшнекового экструдера. В сочетании с любым смесительным процессом можно использовать высокочастотную вибрацию, способствующую перемешиванию компонентов.
В настоящее время предпочтительным методом подготовки соответствующей формовочной смеси в промышленных условиях является применение оборудования, в котором материалы, вводимые в формовочную смесь, подлежат автоматическому и непрерывному дозированию, смешиванию в смесителе (или глиномялке), деаэрации и экструзии с помощью шнекового экструзионного пресса. Можно также предварительно смешать компоненты в каком-либо сосуде в необходимых пропорциях и затем закачать предварительно смешанные компоненты в смесительный или месильный агрегат.
Предпочтительным типом смесителя является двухвальный смеситель месильного типа с сигмообразными лопастями, снабженный шнеком для экструзии. Этот смеситель имеет регулируемое число оборотов и, следовательно, может быть настроен на различное усилие сдвига для разных компонентов. Обычно формовочные смеси перемешиваются не более 60 минут и после этого вытесняются из смесителя посредством экструзии.
В определенных обстоятельствах желательно смешивать некоторые компоненты в смесителе с высоким усилием сдвига, что позволяет получить хорошо диспергированную и однородную смесь. Например, такое смешивание может потребоваться для некоторых волокон, чтобы полностью разрушить агломераты или оторвать волокна друг от друга. Смешивание с высоким усилием сдвига приводит к более однородному перемешиванию смеси, что улучшает консистенцию неотвержденной формовочной смеси, а также повышает прочность конечного отвержденного листа. Это объясняется тем, что смешивание с высоким усилием сдвига обеспечивает более равномерную дисперсию волокон частиц материалов-заполнителей и связующего в составе смеси, тем самым создавая более однородную структурную матрицу в отвержденных листах.
Смесители с высоким усилием сдвига, применяемые для получения смесей повышенной однородности, как указано выше, являются предметом изобретения и описаны в патенте США N 4225247 "Устройство для смешивания и перемешивания"; патенте США N 4552463 "Метод и аппарат для приготовления коллоидных растворов"; патенте США N 4889428 "Ротационная мельница"; патенте США N 4944595 "Аппарат для изготовления цементных строительных материалов" и патенте США N 5061319 "Метод изготовления цементных строительных материалов". В целях раскрытия информации вышеуказанные патенты включаются в настоящий документ посредством данной ссылки. Смесители с высоким усилием сдвига, применяемые в рамках этих патентов, можно приобрести у фирмы E. Khashoggi Industries в г. Санта-Барбара, штат Калифорния, которая является правопреемником настоящего изобретения.
Различные смесители передают на формовочную смесь разные усилия сдвига. Например, глиномялка передает большее усилие сдвига, чем обычная бетономешалка, но меньшее усилие, чем интенсивный смеситель Эйриха или двухшнековый экструдер для пищевых продуктов.
Однако необходимо учитывать, что высокоскоростные смесители с большим усилием сдвига не следует применять для материалов, которые обладают относительно низкой вязкостью. В тех случаях, когда желательно получить более когезивную и пластичную смесь, может оказаться желательным смешать некоторые компоненты, включая воду, в смесителе с высоким усилием сдвига, а затем увеличить концентрацию твердых составляющих, таких как волокна и материалы-заполнители, применяя месильный агрегат с низким усилием сдвига.
В ряде случае порядок приготовления смеси влияет на характеристики гидравлически отверждаемой смеси. В предпочтительном в настоящее время варианте реализации настоящего изобретения, в котором применяются как дисперсант, так и реагент для модификации реологических характеристик, предпочтительно сначала смешивать гидравлически отверждаемое связующее с водой в смесителе с высоким усилием сдвига. Дисперсант в предпочтительном варианте добавляется после достаточного увлажнения частиц гидравлически отверждаемой смеси. После того, как дисперсант будет в основном адсорбирован частицами гидравлически отверждаемой смеси, в смесь добавляется реагент для модификации реологических характеристик.
E. Экструзия изделий из гидравлически отверждаемой смеси
Надлежащим образом приготовленная формовочная смесь подается в установку для экструзии, такую как шнековый экструдер, поршневой экструдер или двушнековый экструдер, и подвергается экструзии. Хотя составы гидравлически отверждаемых смесей по настоящему изобретению характеризуются тщательно выбранными параметрами реологии и пластичности, что делает их пригодными и для других процессов формообразования, важнейшим свойством продуктов по настоящему изобретению является возможность непрерывной экструзии. Именно непрерывный характер экструзионного процесса обеспечивает возможность экономичного и дешевого изготовления самых разнообразных изделий.
Как указывалось выше, сочетание плотности упаковки частиц, дефицита воды и уплотнения во время экструзионного процесса позволяет создать гидравлически отверждаемую смесь с дискретными реологическими параметрами. Поэтому важным критерием для экструзионного процесса является выбор экструдера, рассчитанного на создание тщательно рассчитанного давления, соответствующего данному конкретному составу смеси. Это объясняется тем, что сжимающее усилие экструдера обеспечивает временное увеличение плотности упаковки частиц и одновременное уменьшение объема промежуточных пустот, что снижает эффективное значение дефицита воды в смеси. Это обеспечивает немедленное улучшение смазки частиц и улучшает пластичность и текучесть смеси.
Однако наилучшие характеристики, как правило, обеспечиваются при применении давления, которое соответствует плотности упаковки частиц, дефициту воды и прочности частиц материала-заполнителя внутри смеси. Заниженное давление может оказаться недостаточным для придания гидравлически отверждаемой смеси требуемой текучести. И наоборот, завышенное давление может привести к
различным проблемам, включая дробление некоторых частиц материала-заполнителя в гидравлически отверждаемой смеси, возможное прерывистое выбрасывание экструдируемого материала из фильеры экструдера вместо непрерывного выдавливания, а также неравномерность течения через фильеру.
В зависимости от требуемого давления и требуемого усилия сдвига, которые должны воздействовать на гидравлически отверждаемую смесь, можно принять либо поршневой, либо шнековый экструдер. Шнековый экструдер (фиг. 6) обладает рядом преимуществ, даже несмотря на то, что он не может применяться для экструзии со столь высоким давлением, какое возможно при применении поршневого экструдера. К этим преимуществам относятся создание постоянных внутренних напряжений сдвига, возникающих при вращении шнека, а также упрощение создания в камере шнекового экструдера постоянно действующих условий вакуума или разрежения, способствующих удалению любого ненужного воздуха из гидравлически отверждаемой смеси. В некоторых случаях для упрощения технологического процесса и минимизации количества компонентов системы применяют агрегаты, рассчитанные на одновременное смешивание и экструзию формовочной смеси. Преимуществом поршневого экструдера, показанного на фиг. 7, является возможность применения более высокого давления. При необходимости применения особо высокого давления, вплоть до 100000 фунт/кв.дюйм, поршневой экструдер или экструдер с перемалывающими роликами в настоящее время являются единственными возможными вариантами. Поршень поршневого экструдера и шнек шнекового экструдера являются лишь примерами средств приложения давления экструзии, достаточного для обеспечения течения гидравлически отверждаемой смеси и ее выдавливания через фильеру; понятно, что для этого можно применять и другие средства.
На фиг. 6 в увеличенном виде показан шнековый экструдер 20, который снабжен питателем 22, подающим формовочную смесь в первую внутреннюю камеру 24 экструдера 20. В первой внутренней камере 24 имеется первый шнек 26, оказывающий давление на формовочную смесь и перемещающий ее через первую внутреннюю камеру 24 по направлению к вакуумной камере 28. Обычно вакуумная камера 28 находится под разрежением (вакуумом), чтобы удалить из формовочной смеси нежелательные пузырьки воздуха.
После этого формовочная смесь подается во вторую внутреннюю камеру 30. Второй шнек 32 подает смесь к головке экструдера 34, снабженной поперечным щелевидным отверстием (фильерой) 36 с шириной фильеры 38 и высотой фильеры 39. Поперечное сечение щелевидного отверстия 37 имеет такую форму, которая требуется для получения листа с требуемой шириной и толщиной, значения которых обычно соответствуют ширине фильеры 38 и высоте фильеры 39.
В альтернативном варианте, как показано на фиг. 7, в качестве экструзионного устройства можно применять поршневой экструдер 20' вместо шнекового экструдера 10. В поршневом экструдере вместо шнека 22 используется поршень 22', оказывающий нагнетательное давление на смесь и подающий ее через первую внутреннюю камеру 24'. Преимуществом применения поршневого экструдера является возможность оказания существенно более высокого давления на формовочную смесь. Однако благодаря высокой псевдопластичности смесей, которые обычно применяются по настоящему изобретению, применение давлений, превышающих те, которые могут развиваться шнековым экструдером, как правило, не требуется и не дает никаких преимуществ.
В настоящее время предпочтительным методом для крупномасштабного осуществления процессов смешивания и экструзии в промышленных условиях является использование оборудования, в котором материалы, включаемые в состав гидравлически отверждаемой смеси, автоматически и непрерывно дозируются, смешиваются, деаэрируются и экструдируются с помощью двухшнекового экструзионного аппарата. Двухшнековый экструзионный аппарат снабжен секциями специального назначения, предназначенными для смешивания с низким усилием сдвига, смешивания с высоким усилием сдвига, вакуумирования и перекачки. Двухшнековый экструзионный аппарат снабжен шнеками с различным шагом и ориентацией лопастей, что позволяет выполнять требуемые операции в каждой из секций.
Также можно по мере необходимости смешивать некоторые из компонентов в каком-либо сосуде и закачивать предварительно смешанные компоненты в двушнековый экструзионный агрегат. В предпочтительном двухшнековом экструзионном аппарате используются шнеки с одинаковым направлением вращения. Однако двухшнековые экструзионные аппараты со встречным вращением шнеков тоже выполняют ту же задачу. Для этих же целей можно также использовать глиномялку. Оборудование, отвечающее этим требованиям, поставляется фирмой Buhler-Miag, Inc., г. Миннеаполис, штат Миннесота.
Величина давления, прилагаемого при экструзии формовочной смеси, как правило, определяется давлением, необходимым для выдавливания смеси через фильеру экструдера, а также требуемой скоростью экструзии. В некоторых случаях скорость экструзии следует тщательно регулировать, чтобы скорость формования продуктов экструзии соответствовала скорости выполнения последующих технологических операций, таких как резка и (или) изменение формы экструдируемого изделия. Важным фактором, влияющим на оптимальную скорость или интенсивность экструзии, является конечная толщина экструдируемого изделия. В более толстом изделии содержится больше материала, и экструзия должна выполняться с более высокой скоростью, чтобы обеспечить формование требуемого количества материала. И наоборот, в менее толстом изделии содержится меньше материала, и скорость экструзии, необходимая для формования требуемого объема материала, может быть ниже.
Возможность вылавливания формовочной смеси через фильеру экструдера, а также скорость экструзии, как правило, определяются реологическими характеристиками смеси, а также эксплуатационными параметрами и характеристиками машинного оборудования. На реологические характеристики влияют такие факторы, как содержание воды, гидравлически отверждаемой смеси, реагента для модификации реологических характеристик и дисперсанта, плотность упаковки частиц, степень абсорбции воды и реакции между компонентами смеси.
Как было указано выше, для временного повышения удобоукладываемости (пластичности) формовочной смеси в том случае, если в смеси предусмотрен дефицит воды и выполнена определенная оптимизация плотности упаковки частиц, требуется приложить адекватное давление. В случае дефицита воды в смеси, пространство (или промежутки) между частицами не содержат достаточного объема воды для смазки частиц, что требуется для обеспечения адекватной удобоукладываемости в обычных условиях. Однако при сжимании смеси в экструдере сжимающие силы прижимают частицы друг к другу, тем самым уменьшая объем промежутков между частицами и увеличивая кажущийся объем воды, имеющейся для смазки частиц. Таким образом обеспечивается повышение пластичности до тех пор, пока смесь не будет выдавлена через фильеру экструдера, после чего давление снизится и смесь почти немедленно приобретет повышенную жесткость и сырую прочность, что, как правило, является желательным.
В свете всех вышеперечисленных факторов давление, действующее в экструдере с целью экструзии формовочной смеси, предпочтительно должно составлять примерно от 10 ат до 7000 ат, более предпочтительно - примерно от 20 ат до 3000 ат, а наиболее предпочтительно - примерно от 50 ат до 200 ат.
Следует учитывать что экструзия формовочной смеси через головку матрицы позволяет ориентировать индивидуальные волокна в формовочной смеси в одном направлении, параллельном оси "Y", т.е. в продольном направлении экструдированного изделия.
Как было указано выше, также может оказаться желательным осуществление экструзии гидравлически отверждаемой смеси совместно с другими материалами, чтобы, например, обеспечить слоистую структуру или получить продукт экструзии, у которого внутри гидравлически отверждаемой матрицы имеются другие материалы. Вместе с гидравлически отверждаемыми смесями по настоящему изобретению можно экструдировать другие гидравлически отверждаемые смеси (часто обладающие другими или дополняющими свойствами): волоконные маты, покрывающие материалы, полимеры, глины, графит (для изготовления карандашей), а также непрерывные волокна, полоски, проволоку или листы, изготовленные из практически любых других материалов (таких как металл). Было обнаружено, что, например, при соединении гидравлически отверждаемого листа и волоконного мата, осуществляемом посредством совместной экструзии, конечное изделие обладает взаимно усиленными характеристиками прочности, ударной вязкости и другими эксплуатационными характеристиками.
F. Ускоренная сушка
Хотя гидравлически отверждаемые материалы по настоящему изобретению способны быстро приобретать высокую сырую прочность, все же может оказаться желательным еще более ускорить отверждение или застывание экструдированных материалов. Это можно обеспечить за счет применения тепла для дополнительного удаления части воды, содержащейся внутри гидравлически отверждаемой смеси, в особенности с поверхности, для которой требуется максимально возможная сырая прочность. Нагрев особенно желателен при наличии в смеси избыточной воды, чтобы повысить вязкость и предел текучести экструдируемого изделия и быстро придать ему формоустойчивость.
В силу характера процесса экструзии обычно нецелесообразно перегревать фильеру экструдера сверх определенной температуры, достаточной для того, чтобы обеспечить удаление воды в процессе экструзии. Перегрев фильеры может привести к расширению экструдированной смеси или к появлению карманов, заполненных паром под высоким давлением, которые могут привести к "взрыву" смеси после выдавливания из фильеры экструдера. (Тем не менее, определенный нагрев может оказаться желательным для снижения трения между экструдируемым материалом и фильерой экструдера за счет образования паровой рубашки). За счет тщательного регулирования реологических характеристик гидравлически отверждаемой смеси и соответствующего нагрева фильеры экструдера, обычно можно получать экструдированные изделия, прочность которых достаточна для выполнения с ними дальнейших операций немедленно после экструзии.
G. Ускоренное схватывание
В тех случаях, когда дефицит воды в экструдированной гидравлически отверждаемой смеси настолько велик, что имеющейся воды недостаточно для адекватной гидратации цемента или иного гидравлически отверждаемого связующего, может оказаться предпочтительным поместить экструдированное изделие в воду или в среду с высокой влажностью. Гигроскопический характер типичных связующих, в частности гидравлического цемента, приводит к тому, что связующее буквально поглощает из воздуха ту воду, которая необходима для гидратации. Хотя это в любом случае произошло бы и естественным путем (по крайней мере, в случае гидравлического цемента), помещение экструдированного изделия с высокой степенью дефицита воды в атмосферу с высокой влажностью существенно ускоряет этот процесс абсорбции воды, а также увеличивает скорость гидратации частиц связующего. В частности, для существенного повышения прочности конечного отвержденного изделия можно применять обработку в автоклаве.
III. Укладка непрерывных волокон во время экструзии
Настоящее изобретение предусматривает устройства и методы для непрерывной экструзии гидравлически отверждаемой смеси с одновременной укладкой в смесь непрерывных волокон, с целью получения новых промышленных изделий с гидравлически отверждаемой структурной матрицей, армированной непрерывными волокнами. Основанная цель включения непрерывных волокон заключается в повышении модуля упругости, относительного удлинения, прочности на разрыв и изгиб, ударной вязкости и максимальной нагрузки до разрушения изделия. Окружную прочность изделия, или прочность на разрыв под действием внутреннего или внешнего давления, также можно увеличить за счет увеличения угла укладки волокон α. Эти прочностные характеристики имеют особое значение для функционирования труб, емкостей и всех прочих сосудов, работающих под давлением, в особенности тонкостенных сосудов (у которых отношение толщины стенки к радиусу составляет менее 0,1). Волокна могут укладываться в любое место гидравлически отверждаемой структурной матрицы, в том числе внутрь структурной матрицы и (или) на ее поверхность.
Непрерывные волокна можно укладывать в гидравлически отверждаемую структурную матрицу в любой требуемой ориентации за счет введения волокон в фильеру экструдера (одновременно с экструзией гидравлически отверждаемой смеси) путем укладки волокон в гидравлически отверждаемую смесь. При выполнении этой операции волокна "втягиваются" в экструдируемую гидравлически отверждаемую смесь. Гидравлически отверждаемая смесь обволакивает волокна и сжимается, или уплотняется, в результате действия внутреннего давления, прилагаемого к смеси в процессе экструзии, что сводит к минимуму количество и объем внутренних пустот или дефектов внутри смеси и максимизирует площадь контакта между волокнами и гидравлически отверждаемой смесью. Повышение площади контакта между волокнами и матрицей способствует более надежному закреплению волокон внутри гидравлически отверждаемой матрицы.
Различные варианты реализации настоящего изобретения предусматривают устройства для непрерывной укладки волокон в гидравлически отверждаемую смесь, обеспечивающие возможность укладки с различной ориентацией или конфигурацией. В число таких конфигураций входят параллельная укладка, спиральная укладка, перекрестная укладка или их сочетание. При "параллельной конфигурации" волокна укладываются примерно параллельно продольной оси или направлению экструзии гидравлически отверждаемого изделия. В отличие от этого, при "спиральной конфигурации" и "перекрестной конфигурации" (которая является разновидностью спиральной конфигурации) укладка волокон производится под углом α к продольной оси, составляющим обычно от 5o (минимально) до 90o (максимально). Этот угол может именоваться здесь "углом смещения", "углом навивки" или "углом спирали". (В зависимости от направления вращения устройства для укладки волокон, т. е. по часовой стрелке или против часовой стрелки, угол α может быть положительным или отрицательным, но его абсолютная величина не будет превышать 90o, так как угол 91o эквивалентен углу - 89o).
Укладка непрерывных волокон в гидравлически отверждаемую смесь без какого-либо существенного закручивания или иного аналогичного перемещения волокон, вводимых во внутреннюю камеру экструдера, позволяет получить параллельную соосную конфигурацию волокон в экструдируемом изделии. Закрутка волокон при их введении в экструдер позволяет получить экструдируемое изделие со спиральной конфигурацией волокон внутри гидравлически отверждаемой структурной матрицы. Перекрестная конфигурация обеспечивается за счет навивки волокон в направлении, противоположном направлению навивки ранее уложенных волокон. К примеру, навивка одного непрерывного волокна по часовой стрелке и второго волокна против часовой стрелки позволяет получить накладывающиеся друг на друга волокна с перекрестной ориентацией, причем одно волокно навивается под положительным углом относительно продольной оси, а второе волокно навивается под отрицательным углом относительно продольной оси.
Концентрация, или отношение объема волокон к данному объему гидравлически отверждаемой матрицы экструдируемого изделия, пропорциональны количеству волокон, площади их поперечного сечения и величине угла навивки волокон α. При увеличении любого из этих переменных параметров или всех этих параметров будет возрастать концентрация, или объем волокон в гидравлически отверждаемой матрице. В частности, увеличение угла навивки α повышает частоту укладки каждого отдельного волокна, что одновременно приводит к сокращению расстояния между каждым витком и, соответственно, к увеличению концентрации (а также объема) волокон на единицу длины экструдируемого изделия.
Меняя концентрацию и (или) угол навивки волокон, укладываемых в экструдируемые гидравлически отверждаемые изделия по настоящему изобретению, можно обеспечить получение разнообразных характеристик прочности, относительного удлинения и ударной вязкости. Кроме того, в зависимости от своего химического состава сами волокна могут обладать существенно меняющимися характеристиками прочности на растяжение и срез, а также гибкости и относительного удлинения. Эти характеристики также зависят от диаметра волокон, а также от того, состоят ли они из отдельных нитей, либо из групп переплетенных или иным образом соединенных нитей, образующих единое составное волокно.
Основным фактором, влияющим на свойства, придаваемые навитыми волокнами конечному отвержденному изделию, является угол сдвига. К числу характеристик, зависящих от угла сдвига, относятся прочность на разрыв под давлением, прочность на растяжение и гибкость изделия. Предпочтительное значение угла сдвига зависит от многочисленных факторов, включая форму экструдируемого изделия, тип волокон, требуемые прочностные характеристики этого изделия, а также себестоимость изготовления. Волокна, укладываемые под небольшим углом навивки, как правило, определяют эллиптическое сечение изделий в виде трубы или цилиндра, в которые они укладываются. По мере увеличения угла навивки до 90o эксцентриситет эллипса, образуемого навиваемыми волокнами, снижается. Когда угол навивки составит 90o, поперечное сечение изделия, определяемое волокнами, примет форму окружности.
Если предположить, что экструдируемое изделие представляет собой трубу, цилиндр или иное изделие с примерно круговым сечением, то такое изделие будет иметь радиус, примерно перпендикулярный продольной оси. С целью определения направления и величины прочностных характеристик, придаваемых волокнами, целесообразно определить прочностные характеристики, придаваемые волокнами, с помощью векторов, характеризующих прочность в радиальном и осевом направлениях, соответственно. Если угол смешения волокон превышает 0o, но не достигает 90o, то волокна будут обеспечивать как осевой, так и радиальный компонент прочности. Можно ожидать, что при угле навивки волокон, не превышающем 45o, вектор осевой прочности, как правило, будет превышать вектор радиальной прочности. Аналогично можно ожидать, что при угле навивки волокон, превышающем 45o, вектор радиальной прочности, как правило, будет превышать вектор осевой прочности.
Как правило, волокна, ориентированные большей частью в продольном направлении и обеспечивающие больший осевой вектор прочности, будут повышать разрывную прочность гидравлически отверждаемого изделия в осевом, т.е. продольном направлении. И наоборот, волокна с большим углом смещения относительно продольной оси, т.е. волокна, обеспечивающие больший радиальный вектор прочности, будут повышать окружную разрывную прочность гидравлически отверждаемого изделия (в случае труб или иных пустотелых конструкций этот показатель именуется прочностью на раздавливание (смятие) или на разрыв под действием внутреннего давления). Для придания прочности в обоих направления можно применять сочетание волокон с большими и малыми углами смещения.
Угол навивки волокон α зависит как от поступательной скорости экструзии ("Vc"), так и от окружной скорости ("Vr") средств укладки. Фактически, тангенс угла α пропорционален отношению окружной скорости к поступательной скорости экструзии (Vr/Vc). Следовательно, при прочих равных условиях, чем выше будет скорость экструзии, тем меньшим будет угол навивки волокон. И наоборот, чем большей будет окружная скорость средств укладки, тем больше будет угол навивки волокон.
Концентрация волокон внутри гидравлически отверждаемой матрицы экструдированного изделия прямо пропорциональна как количеству волокон, так и их среднему углу навивки α. При увеличении количества волокон и угла их навивки α концентрация волокон возрастает. Чем больше концентрация, тем меньше места остается между отдельными витками волокон. Это позволяет обеспечить более значительное и равномерное влияние волокон на гидравлически отверждаемую матрицу экструдируемого изделия. Как правило, волокна малого диаметра, которые более плотно прилегают друг к другу, обеспечивают придание более равномерных характеристик, например, прочности, гибкости и ударной вязкости, чем в случае волокон большого диаметра.
И наконец, относительная глубина укладки различных отдельных волокон влияет на их пространственную ориентацию, которая так же, как концентрация и угол навивки, может влиять на прочность, гибкость и другие характеристики конечного отвержденного изделия. Более равномерное распределение глубины укладки отдельных волокон позволяет получить конечное изделие с более равномерно распределенными волокнами, что улучшает распределение стационарной или ударной нагрузки, воздействующей на экструдированное изделие.
В большинстве случаев волокна предпочтительно размещать так, чтобы обеспечить равнопрочность изделия во всех направлениях. Тем не менее, оптимальная укладка волокон в изделии будет определяться предъявляемыми к нему конкретными функциональными требованиями. Волокна можно сразу укладывать на оптимальную глубину, либо можно менять их пространственное положение внутри гидравлически отверждаемой структурной матрицы за счет заглубления волокон после их первоначальной укладки. Глубина укладки волокон определяется рядом совместно действующих независимых факторов, таких как натяжение волокон, вязкость смеси, скорость экструзии смеси и частота вращения средств укладки волокон.
Волокна вытягиваются смесью со средства укладки, в основном, за счет силы трения между смесью и волокнами, которая частично регулируется посредством регулирования вязкости смеси. Однако, как описывалось выше, для повышения удобоукладываемости гидравлически отверждаемой смеси, чтобы обеспечить возможность экструзии при минимальных затратах, предпочтительно снизить вязкость смеси при сохранении адекватного предела текучести, необходимого для обеспечения формоустойчивости. В предпочтительном варианте реализации настоящего изобретения производится оптимизация этих противодействующих факторов. Чрезмерно высокая вязкость может привести к излишним затратам энергии, невозможности экструзии или к разрыву волокон, тогда как слишком низкая вязкость обусловит проскальзывание волокон в смеси и не позволит обеспечить их равномерную укладку. Как описывалось выше, вязкость смеси можно варьировать с помощью различных методов, таких как изменение плотности упаковки частиц, повышение концентрации воды или введение таких добавок, как дисперсанты или реагенты, сокращающие потребность в воде.
Волокна можно заглублять в гидравлически отверждаемую структурную матрицу после того, как они будут вытянуты со средств укладки, за счет поддержания оптимального натяжения волокон во время их навивки. Натяжение волокон обуславливает вдавливание волокон в гидравлически отверждаемую структурную матрицу при вращении средств укладки.
Глубина проникновения волокна в экструдируемое изделие обратно пропорциональна длине волокна, уложенного во время укладки любого данного витка, так как дуга, длина которой определяется окружностью экструдируемого изделия, будет длиннее хорды, соединяющей две конечные точки дуги. Эта длина уложенного волокна, в свою очередь, обратно пропорциональна натяжению волокна. Другими словами, за счет повышения натяжения навиваемых волокон можно сократить длину волокна, укладываемого при вращении ротационных средств укладки, что в свою очередь приводит к оттягиванию волокон внутри экструдированного материала. Регулируя натяжение волокна, а также окружную скорость и скорость экструзии, специалист в данной отрасли сможет регулировать глубину проникновения волокон в экструдируемый материал.
На фиг. 8-29 показаны волокна, уложенные в гидравлически отверждаемую смесь с помощью устройства, включающего средства для непрерывной укладки волокон в гидравлически отверждаемый состав, экструдируемый с целью получения требуемого изделия. Волокна, показанные на фиг. 8 - 21, вводятся в фильеру или внутреннюю камеру экструдера по настоящему изобретению; внутренняя камера ниже именуется "камерой укладки волокон", "внутренней камерой фильеры" или просто "фильерой". Конкретный вариант реализации устройства для непрерывной укладки волокон в гидравлически отверждаемый состав показан на фиг. 22 - 29.
Методы и устройства, описанные ниже, также могут использоваться для обработки любых пластичных материалов, известных в данной отрасли или разработанных впоследствии. Применяемые в настоящем патентном описании и прилагаемой патентной формуле термины "пластичный материал" или "пластичные материалы" относятся к любым материалам или смесям, таким как гидравлически отверждаемые смеси (включая цементные смеси), смеси с органическим полимерным связующим, смеси глины и воды, термопласты, смолы и полимеры, которые обладают достаточной пластичностью для непрерывной экструзии таких материалов или смесей под давлением, но которые также приобретают достаточную формоустойчивость немедленно после выдавливания из фильеры. В качестве примера, но без ограничения общности вышеприведенного определения, смеси с органическим полимерным связующим, которые могут непрерывно экструдироваться под давлением, включают органические полимерные связующие и смеси, описанные в рассматриваемой одновременно с настоящей заявкой заявке на патент США с серийным номером 08/218971, озаглавленной "Методы формования изделий с органической полимерной матрицей с неорганическими заполнителями", поданной 25 марта 1994 года на имя д-ра Per Just Andersen и Simon К. Hadson. В целях раскрытия информации эта заявка включается в настоящую заявку посредством данной ссылки.
Формоустойчивость "пластичных материалов", которые могут использоваться в связи с методами и устройствами по настоящему изобретению, может быть повышена за счет увеличения количества волокон, внедряемых в пластичный материал, в частности волокон со спиральной навивкой, и в особенности - волокон с перекрестной навивкой. Таким образом, "пластичный материал", который обычно имеет низкую формоустойчивость в случае экструзии без волокон, может приобрести повышенную формоустойчивость благодаря армирующему действию волокон, уложенных в сырую пластичную смесь в процессе экструзии и укладки волокон.
На фиг. 8 - 10 показаны волокна, вводимые в фильеру экструдера, укладываемые в гидравлически отверждаемую смесь и навиваемые в спиральной конфигурации. На фиг. 8 приведено продольное сечение устройства, обозначенного поз. 50 и предназначенного для укладки волокон во время экструзии гидравлически отверждаемой смеси, обозначенной поз. 52. На фиг. 8 показано, как гидравлически отверждаемая смесь 52 экструдируется через камеру укладки волокон 54 устройства для экструзии гидравлически отверждаемой смеси, в качестве которого обычно применяется шнековый или поршневой экструдер. Камера укладки волокон 54 может представлять собой единую продолговатую фильеру либо несколько камер и фильер, соединенных друг с другом. Гидравлически отверждаемая смесь продвигается по камере укладки волокон 54 в направлении экструзии, обозначенном стрелкой 56 к средствам для укладки волокон в гидравлически отверждаемую смесь.
Каждое средство для укладки по меньшей мере частично располагается внутри стенки камеры укладки волокон 54 и сообщается как с камерой укладки волокон 54, так и с наружной поверхностью устройства, что обеспечивает ввод волокон в камеру укладки 54. Волокна поступают с наружной поверхности устройства 50, вводятся в гидравлически отверждаемую смесь, находящуюся в камере укладки волокон 54, и стягиваются со средства для укладки за счет внутреннего трения или вязкости гидравлически отверждаемой смеси. Каждое средство для укладки включает устройство для ввода в это средство волокон, поступающих с наружной поверхности, устройство для проводки волокна через средство для укладки и устройство для ввода волокон в гидравлически отверждаемую смесь, находящуюся в камере укладки волокон 54. Между наружной поверхностью устройства 50, приемным устройством, проводящим устройством, вводящим устройством и камерой для укладки волокон осуществляется непрерывная связь, за счет чего волокна непрерывно укладываются в гидравлически отверждаемую смесь по мере ее продвижения через камеру укладки волокон 54.
В варианте реализации устройства по настоящему изобретению, показанном на фиг. 8, устройство для подачи волокна в средство укладки представлено в виде ввода для волокон 58; устройство для проводки поступившего волокна по средству для укладки представлено в виде канала 60; а устройство для ввода волокна в гидравлически отверждаемую смесь, находящуюся в камере укладки волокон 54, представлено в виде совкообразного наконечника 62. В каждый ввод для волокон 58 вставляется волокно 64, проходящее через канал 60 и вводимое через совкообразный наконечник 62 в камеру укладки волокон 54. Часть камеры укладки волокон 54, показанной на фиг. 8, имеет круговое сечение; однако камеры для укладки волокон 54 могут иметь любую форму сечения, длину или форму, необходимую для изготовления требуемого изделия.
На фиг. 8 показана коническая камера для укладки волокон 54, диаметр сечения которой постепенно уменьшается по направлению к выходному концу камеры укладки волокон, чтобы обеспечить требуемое противодавление в системе. Противодавление способствует поддержанию постоянного давления в камере укладки волокон или фильере, что повышает степень уплотнения гидравлически отверждаемой смеси и соответствующую площадь контакта между гидравлически отверждаемой матрицей и волокнами. Уплотнение гидравлически отверждаемой смеси вокруг волокон способствует обволакиванию волокон, повышению однородности смеси и сокращению числа пустот внутри смеси, что в общей сложности оптимизирует контакт между волокнами и гидравлически отверждаемой смесью и способствует надежному закреплению волокон в отвержденном изделии. Противодавление в камере укладки волокон 54 позволяет эффективно заполнять любые канавки или прорези, создаваемые волокнами, входящими в гидравлически отверждаемую структурную матрицу и прорезающими ее в процессе укладки, осуществляемой, как правило, путем навивки волокон. Создание противодавления особенно желательно в том случае, если камера укладки волокон 54 имеет большую длину и если в гидравлически отверждаемую структурную матрицу вводится большое количество волокон.
Средства укладки, показанные на фиг. 8 - 10, обладают возможностью вращения, чтобы обеспечить навивку волокон в типичной винтовой или спиральной конфигурации для укладки волокон в гидравлически отверждаемую матрицу по мере экструзии гидравлически отверждаемой смеси. Средство для вращения средств укладки (не показано на фиг. 8 - 11) вращает средства укладки вокруг камеры для укладки волокон 54. Средства укладки также могут сохранять стационарное или неподвижное положение по отношению к фильере, чтобы укладывать волокна примерно параллельно оси, соответствующей направлению экструзии. Средства укладки могут иметь любую форму, необходимую для размещения волокон нецилиндрической и нерегулярной формы, таких как ровница или маты.
Экструдируемая смесь проходит через совкообразные наконечники 62 (показанные в продольном сечении на фиг. 9), обволакивает нити, выступающие с совкообразных наконечников 62, и увлекает волокна в направлении экструзии 56. Волокна стягиваются с совкообразных наконечников благодаря внутреннему трению или вязкости гидравлически отверждаемой смеси. После застывания гидравлически отверждаемой смеси волокна будут надежно закреплены в гидравлически отверждаемой матрице, обеспечивая вышеуказанные характеристики армирования и упрочнения. Волокна вместе с гидравлически отверждаемой смесью образуют непрерывный экструдируемый профиль 66 любой требуемой длины. Экструдируемый профиль также можно нарезать на изделия любой требуемой длины, что обеспечивает возможность непрерывного изготовления даже относительно небольших изделий. Например, на фиг. 9 показано формование изделия 66, имеющего форму стержня или прутка.
Конструкция средств укладки позволяет задать конфигурацию волокон внутри смеси и глубину укладки волокон внутри гидравлически отверждаемой матрицы. На фиг. 10 показан поперечный разрез по линии 10, где видны совкообразные наконечники 62, выступающие в камеру укладки волокон 54, а также периметр 68 изделия 66 после экструзии. Глубина укладки определяется (по меньшей мере, частично) длиной того участка средства укладки, который выступает в камеру для укладки волокон 54. Глубина укладки также увеличивается за счет увеличения натяжения волокон.
Угол размещения средств укладки, который прямо соответствует выходному углу волокна (т. е. углу, под которым волокно выходит из средства укладки), также влияет на напряжение в волокне, укладываемом в гидравлически отверждаемую смесь. Как правило, напряжение в волокнах минимизируется при сведении к минимуму разности угла навивки и выходного угла волокна. Эта разность сводится к минимуму за счет такого размещения средств укладки, при котором выходной угол примерно равен углу навивки. При повышении разности между выходным углом и углом навивки увеличивается трение между волокном и средством навивки, что повышает натяжение укладываемого волокна. Как описывалось выше, увеличение натяжения волокна в общем случае приводит к увеличению глубины укладки волокна, что зачастую является нежелательным.
Как описывалось выше, средства укладки, показанные на фиг. 8 - 10, также могут сохранять неподвижное положение (как показано на фиг. 11. где приводится продольный разрез устройства), что позволяет укладывать волокна параллельно продольной оси камеры укладки волокон 54. Другие варианты реализации средств укладки, показанные на фиг. 12, 13 и 14, также могут вращаться или сохранять неподвижное положение. На фиг. 12 показан продольный разрез устройства, снабженного средствами укладки, состоящими из входа для волокон 70, канала 72 и устройства ввода с заостренным наконечником 74. Средство укладки по фиг. 12 сохраняет неподвижное положение с целью параллельной укладки волокон в гидравлически отверждаемой матрице. На фиг. 13 приведен поперечный разрез (по линии 13) средств укладки и камеры укладки волокон 54, показанных на фиг. 12. Здесь можно видеть заостренные наконечники 74, выступающие в камеру укладки волокон 54, и форму изделия после экструзии.
На фиг. 14 показан продольный разрез другого варианта реализации средств укладки. Все средства укладки на фиг. 14 состоят из ввода для волокон 76, канала 78 и устройства ввода в виде пустотелой иглы 80. В другом варианте реализации средств укладки пустотелая игла может вводиться в канал и перемещаться внутри канала 78, чтобы постепенно увеличивать ее глубину в камере укладки волокон 54 с целью изменения глубины укладки волокон внутри гидравлически отверждаемой структурной матрицы. Кроме того, волокна можно укладывать на заданную глубину за счет конструирования средств укладки любого исполнения таким образом, чтобы обеспечить укладку волокон на постоянной заданной глубине. Средства укладки, показанные на фиг. 8 - 14, приводятся только в качестве примера, но не в качестве ограничения объема настоящего изобретения, и могут быть реализованы в виде иных конструкций, способных обеспечить укладку волокон в гидравлически отверждаемую структурную матрицу.
Прочность формуемого изделия может быть еще более увеличена за счет введения в смесь дополнительных волокон с помощью одного или нескольких комплектов средств укладки, смещенных относительно первого комплекта средств укладки. Например, второе волокно может размещаться ближе к поверхности матрицы по сравнению с ранее уложенным волокном. Кроме того, можно применять сочетание из нескольких комплектов ротационных или стационарных средств укладки, что позволит размещать волокна в различных сочетаниях или конфигурациях. Например, в гидравлически отверждаемую смесь можно укладывать волокна, имеющие противоположное направление по сравнению с ранее навитыми волокнами.
На фиг. 15 представлен продольный разрез устройства 50, которое обеспечивает экструзию гидравлически отверждаемой смеси 52 в направлении экструзии, показанном стрелкой 56, при одновременной укладке "перекрестных" волокон 64 в гидравлически отверждаемую смесь 52. Два комплекта ротационных средств укладки, состоящих из ввода 70, канала 72 и заостренного наконечника 74, вращаются в противоположных направлениях и обеспечивают навивку волокон внутри структурной матрицы в противоположных направлениях, что обеспечивает перекрестную конфигурацию волокон. Средства укладки, используемые для размещения волокон в перекрестной конфигурации, содержат средства укладки и средства для закручивания, по крайней мере, одного волокна с определенной скоростью в первом направлении относительно фильеры, а также средства укладки и средства для закручивания, по крайней мере, одного другого волокна с определенной скоростью во втором направлении, противоположном первому направлению. Угол между волокнами с противоположной ориентацией обычно находится в диапазоне примерно от 10o до 180o. Хотя угол между перекрестными волокнами может составлять менее чем примерно 10o, на практике перекрестные волокна с углом менее чем примерно 10o можно в общем случае рассматривать как волокна с практически параллельной ориентацией, так же как в случае волокна с углом навивки, составляющим менее чем примерно 5o.
На фиг. 16 показан продольный разрез устройства 50, обеспечивающего экструзию гидравлически отверждаемой смеси 52 в направлении экструзии 56, при одновременной укладке в гидравлически отверждаемую смесь 52 волокон 64 в параллельной конфигурации и перекрестной конфигурации. В направлении экструзии 56 волокна сначала укладываются неподвижными средствами укладки, состоящими из ввода 70, канала 72 и заостренных наконечников 74 и обеспечивающими параллельную укладку. Над параллельными волокнами укладываются перекрестные волокна, что осуществляется с помощью двух комплектов ротационных средств укладки, которые также состоят из ввода 70, канала 72 и заостренных наконечников 74 и которые вращаются в противоположных направлениях, обеспечивая укладку в гидравлически отверждаемую смесь волокон, имеющих противоположную ориентацию.
Хотя, как правило, чем больше абсолютная прочность волокон, тем меньше волокон потребуется для упрочнения изделия, тем не менее предпочтительно обеспечивать достаточное распределение волокон по изделию, чтобы распределить желательные прочностные характеристики по всему изделию. С учетом приведенных здесь сведений специалист по технологии материалов сможет заранее или после небольшой экспериментальной подготовки определить фактические размеры, прочностные характеристики, количество и ориентацию волокон, которые следует поместить в гидравлически отверждаемую матрицу, чтобы получить требуемые характеристики.
Может также оказаться желательным помещать различные виды волокон в одно и то же изделие. Кроме того, некоторые материалы можно экструдировать совместно с гидравлически отверждаемой смесью и непрерывными волокнами. Гидравлически отверждаемая смесь и волокна могут экструдироваться вокруг какого-либо материала, либо какой-либо материал может экструдироваться вокруг смеси и волокон. Например, смесь и волокна можно экструдировать вокруг графитового стержня для получения карандашей, либо покрывающий материал можно экструдировать вокруг смеси и волокон.
Одним из основных преимуществ методов и устройств по настоящему изобретению является возможность изготовления изделий различной формы с селективным размещением волокон разных типов и концентраций внутри изделий. Форма изделия определяется в основном формой камеры для укладки волокон 54, в частности, формой поперечного сечения этой камеры 54, так как гидравлически отверждаемая смесь выдавливается в виде непрерывно экструдируемого изделия. Также можно изготавливать изделия с внутренними полостями или пустотелой внутренней частью, для чего применяются устройства для экструзии пустотелого изделия из гидравлически отверждаемой смеси в сочетании с экструдером и средствами укладки волокон. Конфигурация, или пространственная ориентация волокон, помещенных в гидравлически отверждаемую структурную матрицу, зависит от конструкции средств укладки, включая глубину укладки волокон, а также скорость вращения средств укладки.
При конструировании требуемого изделия выбор типов и конфигурации волокон определяется в первую очередь с учетом нагрузок, которым будет подвергаться изделие. Например, двутавровая балка, которая будет подвергаться поперечному нагружению, предпочтительно должна быть снабжена волокнами, удаленными от центральной оси участка элемента, подвергаемого растяжению, что увеличит гибкость балки и максимальную нагрузку при разрушении. На фиг. 17 показан общий вид устройства 50, снабженного средствами укладки, размещенными вокруг показанной в разрезе камеры для укладки волокон 54, которая имеет форму двутавра. Устройство 50 по фиг. 17 формует изделие 66, имеющее форму непрерывной двутавровой балки. Профиль, получаемый при непрерывной экструзии, можно разрезать на отдельные двутавровые балки с помощью средств для разрезки экструдированных профилей. Такие средства для резки могут представлять собой вращающийся нож 82, поступательный нож типа гильотины, пилу или любое иное устройство, обеспечивающее разрезку гидравлически отверждаемой структурной матрицы и волокон, находящихся внутри нее.
Такие изделия, как плиты, бруски "два на четыре дюйма", фанера, столешницы, гофрированные плиты, плоские листы и кровельные плитки можно получать путем экструзии гидравлически отверждаемой смеси и параллельной укладки волокон в матрицу. На фиг. 18 показан общий вид устройства 50 с щелеобразной камерой укладки волокон 54 и стационарными средствами укладки, расположенными вокруг камеры укладки волокон 54, которое обеспечивает формование плоского гидравлически отверждаемого листа 66 с параллельными волокнами.
Можно формовать изделия некруглого сечения, которые тем не менее содержат волокна, навиваемые практически спирально по отношению к направлению экструзии. Такие изделия формуются посредством экструзии гидравлически отверждаемой смеси через камеру укладки волокон, снабженную первой камерой, имеющей примерно круговое сечение, и второй камерой, имеющей в основном некруглое сечение. В общем случае, вторая камера неподвижно размещается в пространстве, сообщается с первой камерой, сдвинута относительно нее в направлении экструзии и снабжена выходом или отверстием для экструзии гидравлически отверждаемой смеси. Средства укладки сообщаются с первой камерой и укладывают волокна в гидравлически отверждаемую смесь по мере ее перемещения по первой камере. Гидравлически отверждаемая смесь, проходящая по первой камере, обычно имеет примерно круговое сечение, но на выходе из второй камеры может приобрести некруглое сечение, определяемое формой сечения второй камеры. Изменение формы сечения смеси, проводящей из первой камеры во вторую, может быть постепенным или резким, но должно быть рассчитано с учетом формы сечения и конфигурации укладки волокон в экструдируемом изделии.
Как показано на общем виде устройства 50 на фиг. 19, изделие с некруглым поперечным сечением все же имеет матрицу с практически спиральной (винтовой) навивкой волокон в направлении экструзии. Устройство 50 по фиг. 19 снабжено камерой для укладки волокон 54, показанной в разрезе до ее "выходного конца" или места перехода к "выходной фильере", представляющей собой средство для выхода смеси и имеющей другое поперечное сечение, соответствующее форме требуемого изделия. Углы и периметр изделия, при желании, можно усилить параллельно укладываемыми волокнами.
Средства для экструзии гидравлически отверждаемой смеси в виде пустотелых изделий также можно поместить внутрь камеры для укладки волокон 54, что позволит получать трубчатые изделия с пустотелым сечением, такие как трубы или пустотелые цилиндры. В качестве примера, но не в качестве ограничения объема изобретения, средства для экструзии гидравлически отверждаемой смеси в виде пустотелых изделий могут включать, как минимум, одну оправку, помещенную в камеру для укладки волокон 54. Оправка может иметь любую форму и любое сечение, позволяющее экструдировать смесь вокруг нее. Может оказаться желательным придать оправке коническую форму с меньшим диаметром в начале камеры укладки волокон и большим диаметром в конце этой камеры. Конусная оправка способствует поддержанию противодавления в системе, что, в свою очередь, способствует уплотнению смеси и повышению площади контакта между смесью и волокнами.
Оправки также полезны для формования трубчатых изделий, содержащих волокна в примерно спиральной ориентации в направлении экструзии и в то же время имеющих некруглое сечение внутренней полости при круглой или некруглой форме наружной поверхности. В случае оправки, применяемой для формования изделий с некруглым внутренним отверстием, круглой наружной поверхностью и примерно спиральной ориентацией волокон, сечение оправки в направлении экструзии постепенно меняется с примерно кругового до некруглого. Средства укладки размещены внутри стенок камеры для укладки волокон 54 и обеспечивают навивку волокон в смеси по мере ее прохождения вдоль участка оправки, имеющего примерно круговое сечение.
Волокна в гидравлически отверждаемой смеси, экструдированной вокруг оправки, сечение которой в направлении экструзии постепенно меняется с примерно кругового до некруглого, могут оставаться в положении исходной укладки либо могут дополнительно перемещаться так, чтобы положение волокон относительно поперечного сечения гидравлически отверждаемой структурной матрицы примерно соответствовало форме оправки на выходе смеси из камеры для укладки волокон 54. Конечное положение волокон, соответствующее форме оправки на выходе смеси из камеры для укладки волокон 54, можно обеспечить за счет укладки волокон на небольшом расстоянии от оправки, так чтобы изменяющийся контур оправки обеспечивал перемещение волокон внутри матрицы. Очень близкое совпадение положения волокон с формой оправки на выходном конце обеспечивается за счет сохранения примерно одинакового диаметра (или поперечного размера) оправки по мере перехода контура оправки от кругового к некруглому сечению, что позволяет получить практически спиральные волокна, положение которых соответствует форме внутреннего отверстия получаемого изделия.
Трубчатые изделия, содержащие волокна в примерно спиральной ориентации в направлении экструзии, и в то же время имеющие некруглое сечение внутренней полости при некруглой форме наружной поверхности, формуются посредством экструзии гидравлически отверждаемой смеси вокруг оправки, сечение которой в направлении экструзии постепенно меняется с примерно кругового до некруглого. Камера укладки волокон 54 снабжена первой камерой, имеющей примерно круговое сечение и соответствующей участку оправки с примерно круговым сечением, и второй камерой, имеющей в основном некруглое сечение, как описано выше. Изменение формы поперечного сечения смеси при ее переходе из первой камеры во вторую может быть постепенным или резким.
Как показано на общем виде устройства 50 на фиг. 20, такие изделия можно изготавливать с помощью показанной в разрезе камеры для укладки волокон 54, которая в месте размещения средств укладки имеет примерно круговое сечение, постепенно переходящее затем в некруглое сечение, а также оправки 84, сечение которой аналогично изменяется с кругового на некруглое. Оправка 84 также может быть сконструирована так, чтобы сечения переходных участков контура вдоль ее длины имели примерно одинаковый периметр, что улучшит форму и повысит прочность спиральной намотки.
Кроме того, в камеру укладки волокон можно поместить несколько оправок, предназначенных для формования многосекционных изделий, таких как полые кирпичи, сотовые конструкции или другие многоячеистые конструкции. На фиг. 21 показаны полые кирпичи, формуемые с помощью устройства 50, снабженного тремя оправками 84, показанными в вырезе камеры укладки волокон 54, и с помощью средств укладки, размещенных вокруг камеры укладки волокон 54, имеющей прямоугольное сечение. Как и в случае других экструдируемых профилей, непрерывный "кирпич" можно нарезать на отрезки требуемой длины с помощью режущих средств, таких как резак 82, чтобы формовать отдельные кирпичи.
На фиг. 22 - 29 показан другой вариант реализации устройства 50, рассчитанного на укладку волокон в спиральной конфигурации, перекрестной конфигурации, параллельной конфигурации или в любом сочетании этих конфигураций. Волокна могут укладываться устройством 50, как показано на фиг. 22 - 29, во время экструзии гидравлически отверждаемой смеси. Одновременное выполнение
экструзии и укладки волокон в гидравлически отверждаемые смеси обеспечивает возможность непрерывного изготовления изделий, армированных непрерывными волокнами со спиральной навивкой.
На фиг. 22 показан общий вид, а на фиг. 23 фронтальный вид устройства 50, снабженного камерой для укладки волокон 54, которая непосредственно сообщается с внутренней камерой 24' поршневого экструдера 20. За пределами камеры для укладки волокон 54 размещены три кольцевых питателя, показанные под номерами 100, 102 и 104, на которых установлены средства для хранения и непрерывной подачи волокон 64 к средствам укладки (не показанным на фиг. 22 и 23), которые, в свою очередь, вводят волокна в камеру для укладки волокон 54. Комплект стационарных средств укладки, размещенных вокруг камеры для укладки волокон 54, получает волокна с неподвижного кольцевого питателя 100, который сохраняет практически неподвижное положение относительно средств укладки. Один комплект ротационных средств укладки получает волокна с ротационного кольца питателя 102. Другой комплект ротационных средств укладки получает волокна с ротационного кольцевого питателя 104, причем этот комплект средств укладки вращается в направлении, противоположном направлению вращения первого комплекта ротационных средств укладки. Ротационные кольцевые питатели 102 и 104 сохраняют практически неподвижное положение относительно ротационных средств укладки, причем механизм, предназначенный для вращения кольцевого питателя относительно фильеры экструдера, также обеспечивает вращение средств укладки относительно фильеры экструдера, что обеспечивает спиральную укладку волокон.
Каждый кольцевой питатель состоит из рамы кольцевого питателя 106 и, как минимум, одного диспенсера или раздаточного устройства для волокон, такого как шпульки с волокнами 108. Диспенсеры волокон размещены на кольцевых питателях 100, 102, 104. Также можно использовать устройство для раздачи волокон без кольцевого питателя, которое будет обеспечивать хранение и непрерывную подачу волокон в средства укладки. В качестве примера, но не в качестве ограничения объема настоящего изобретения, устройство для раздачи волокон, обеспечивающее хранение и непрерывную подачу волокон, но не размещенное на кольцевом питателе, может представлять собой обычный шпулярник, применяемый в обычных методах навивки нитей.
Диспенсер волокон может либо свободно вращаться на шпинделе без натяжения, либо снабжаться натяжным устройством, обеспечивающим заданное натяжение волокон и позволяющим менять натяжение волокон 64, подаваемых из диспенсеров, таким как натяжное устройство 110. Натяжное устройство обеспечивает заглубление волокон в гидравлически отверждаемую смесь во время вращения средств укладки относительно камеры для укладки волокон 54. Каждое натяжное устройство 110 в варианте реализации, показанном на фиг. 22, содержит полый шпиндель (не показан) с внутренней резьбой (не показана), в которую ввинчивается резьбовой болт (не показан) с головкой 112, зацепляющейся с головкой шпульки с волокнами 108. Увеличение или уменьшение усилия контакта между головкой шпульки с волокнами 108 и головкой болта 112, которое обычно осуществляется посредством затяжки или ослабления резьбового болта, приводит к изменению натяжения подаваемого волокна. Натяжное устройство также может быть снабжено пружиной, размещенной вокруг шпинделя между головкой болта 112 и шпулькой с волокном 108. В другом варианте реализации натяжного устройства предусматривается механический привод шпулек 108.
Механизм для вращения средств укладки входит в зацепление с ротационными кольцевыми питателями 102 и 104, которые жестко прикреплены к ротационным средствам укладки и следовательно обеспечивает вращение ротационных средств укладки. Вариант реализации вращающего механизма, показанный на фиг. 23, состоит из двигателя 114, ремня 116 и канавки 118 на каждом соответствующем кольцевом питателе, предназначенной для зацепления с ремнем 116. Каждый двигатель 114 приводит в движение каждый ремень 116, который, в свою очередь, приводит во вращение соответствующий кольцевой питатель. Двигатели 114 смонтированы на опорной раме 120, которая прикреплена к экструдеру 20. Кроме того, опорная рама обеспечивает опору устройства с помощью элементов 122, прикрепленных к зажимам 124.
Другой вариант реализации вращающего механизма включает двигатель, вращающий звездочку, которая, в свою очередь, входит в зацепление со звеньями цепи, которая также зацепляется с зубьями на окружности кольцевого питателя, тем самым приводя во вращение ротационный кольцевой питатель. Другой вариант реализации вращающего механизма снабжен двигателем, вращающим звездочку, которая непосредственно зацепляется с зубьями на окружности кольцевого питателя, тем самым приводя во вращение ротационный кольцевой питатель. Вращающий механизм может быть снабжен средствами числового управления для повышения точности. Вращающий механизм также снабжен средствами управления с механизмом обратной связи, обеспечивающим контроль и регулирование частоты вращения в зависимости от скорости экструзии. Вращающий механизм может быть реализован в любом ином конструктивном исполнении, обеспечивающем непосредственное вращение средств укладки, либо вращение кольцевого питателя, прикрепленного к средствам укладки. Разумеется, вышеописанные вращающие механизмы приведены только в качестве примера, но не для ограничения объема настоящего изобретения.
Компоненты устройства 50 и траектория движения гидравлически отверждаемой смеси по устройству 50 лучше всего видны на фиг. 24 и 25. На фиг. 24, где показано устройство 50 в разрезе, и на фиг. 25, где это устройство показано в перспективе с пространственным разделением деталей, камера для укладки волокон 54 состоит из отверстия 130 входной фильеры 132, отверстия 134 ротационной нитеводной каретки 136, отверстия 138 другой ротационной нитеводной каретки 140 и отверстия 142 выходной фильеры 144. Гидравлически отверждаемая смесь непрерывно продавливается из внутренней камеры 24' в отверстие 130 входной фильеры 132, через отверстия 134 и 138 ротационных кареток нитеводных каналов 136 и 140 и выходит наружу через отверстие 142 выходной фильеры 144.
Поперечное сечение камеры для укладки волокон 54 может быть постоянным по всей длине камеры для укладки волокон 54 или менять свою форму и размеры. Поперечное сечение камеры для укладки волокон 54 может иметь любую форму, включая, среди прочего, форму круга, квадрата, эллипса или треугольника. На фиг. 24 показана камера для укладки волокон 54 с круговым сечением по всей длине этой камеры с немного уменьшающимся диаметром в направлении экструзии. Гидравлически отверждаемая смесь экструдируется через первое отверстие и поступает во второе отверстие, диаметр которого меньше диаметра первого отверстия, что позволяет дополнительно уплотнить смесь и разместить волокна внутри гидравлически отверждаемой структурной матрицы во время укладки волокон. Как показано выше, в общем случае желательно, чтобы сечение камеры для укладки волокон сокращалось по направлению к выходу (или фильере) для обеспечения противодавления в системе, что способствует заполнению канавок внутри гидравлически отверждаемой структурной матрицы.
Как показано на фиг. 24, камера для укладки волокон также может быть снабжена оправкой 84, предназначенной для формования изделий в форме пустотелых цилиндров, таких как трубы. Оправка может иметь неконическую или коническую форму, как показано на фиг. 24, чтобы способствовать созданию противодавления в системе, и может размещаться в камере для укладки волокон, имеющей коническую или неконическую форму, как описывалось выше. При использовании оправки в поршневом экструдере 20, необходимо закрепить оправку в экструдере 20 с помощью крестовины 150, размещенной между оправкой 84 и (или) экструдером 20. Крестовина 150 снабжена коническими ножками 152, направленными от центра к периметру, что позволяет гидравлически отверждаемой смеси обтекать ножки 152 и вновь смыкаться после прохождения вокруг ножек 152. Крестовина 152 не обязательна, если устройство 50 прикрепляется к шнековому экструдеру.
Для обеспечения параллельной конфигурации укладки волокон в гидравлически отверждаемой смеси, волокна подаются со шпулек 108, размещенных на стационарном кольцевом питателе 100, в камеру для укладки волокон 54 через стационарные средства укладки, размещенные вблизи входной фильеры 132. Гидравлически отверждаемая смесь проходит через отверстие 130 входной фильеры 132 и поступает в отверстие 134 ротационной нитеводной каретки 136. Кольцевой питатель расположен в обхвате и стационарно закреплен на входной фильере. Волокна подаются через входное окно 58 и канал 60 и доставляются к совкообразному наконечнику 62, откуда производится их укладка в гидравлически отверждаемую матрицу.
Для получения винтовой или спиральной конфигурации волокон в гидравлически отверждаемой матрице можно вращать любой из кольцевых питателей 102 или 104 при одновременной подаче волокон со шпулек 108 в средства укладки, которые обеспечивают укладку волокон в матрицу и вращаются вместе с ротационными кольцевыми питателями. Ротационный кольцевой питатель 102 подает волокна к средствам укладки, расположенным внутри ротационной каретки нитеводного канала 136, неподвижно закрепленной на ротационном кольцевом питателе 102 с помощью зажимной обоймы 160.
Ротационная нитеводная каретка 136 состоит из передней секции 162 с плоским торцом 164 и выпуклым торцом 166 с канавками 168, а также задней секции 170 с плоским торцом 172 и вогнутым торцом 174. Выпуклый торец 166 передней секции 162 и вогнутый торец 174 задней секции 170 совмещены друг с другом и скреплены болтами.
Входное окно для волокон 58, каналы 78 и заостренные наконечники 74, расположенные внутри нитеводной каретки 136, представляют собой средства укладки непрерывных волокон в гидравлически отверждаемую матрицу. Каналы 78 формируются канавками 168 в выпуклом торце 166 и вогнутым торцом 174 после того, как будет обеспечено совмещение выпуклого торца 166 и вогнутого торца 174. Угол ввода волокон в гидравлически отверждаемую смесь можно менять путем изменением наклона выпуклого торца 166 и вогнутого торца 168.
Зажимная обойма 160 содержит шарикоподшипниковый узел 178, установленный на плоском торце передней секции 162, а другая зажимная обойма 180 содержит другой шарикоподшипниковый узел 182, установленный на плоском торце 164 задней секции 170. Каждый шарикоподшипниковый узел снабжен трубчатой шейкой 184 и губкой 186. Концы отверстия 134 входят в трубчатые шейки 184 обоих шарикоподшипниковых узлов 178 и 182 и концентричны с ними. Губка 186 шарикоподшипникового узла 178 входит в канавку зажима 124 вместе с губкой 186 входной фильеры 132. Шарикоподшипниковые узлы 178 сохраняют относительно неподвижное положение при вращении ротационной нитеводной каретки 136.
В направлении экструзии смесь поступает из отверстия 130 ротационной нитеводной каретки 136 в отверстие 138 другой ротационной нитеводной каретки 140. В отверстии 138 укладка волокон в гидравлически отверждаемую смесь осуществляется с помощью средств укладки, состоящих из входного окна для волокон 58, каналов 78 и заостренных наконечников 74, расположенных внутри ротационной нитеводной каретки 140. Волокна подаются к средствам укладки со шпулек 108, размешенных на ротационном кольцевом питателе 104, который стационарно прикреплен к ротационной нитеводной каретке 140 с помощью зажимной обоймы 188.
Показанная на фигуре ротационная нитеводная каретка 140 конструктивно идентична ротационной нитеводной каретке 136. Ротационная нитеводная каретка 140 состоит из передней секции 190 с плоским торцом 192 и выпуклым торцом 194 с канавками 168, а также задней секции 198 с плоским торцом 200 и вогнутым торцом 202. Выпуклый торец 194 передней секции 190 и вогнутый торец 202 задней секции 198 совмещены друг с другом и скреплены болтами.
Средства укладки непрерывных волокон, расположенные внутри ротационной нитеводной каретки 140, включают входное окно для волокон 58, каналы 78 и заостренные наконечники 74. Каналы 78 формируются канавками 204 в выпуклом торце 194 и вогнутым торцом 202 после того, как будет обеспечено совмещение выпуклого торца 194 и вогнутого торца 202. Угол поступления волокон в гидравлически отвержденную структурную матрицу может регулироваться изменением наклона выпуклого торца 194 и вогнутого торца 202. Наклон выпуклого торца 194 и вогнутого торца 202 также может регулироваться для сокращения нагрузки на волокна при размещении волокон в гидравлически отверждаемой смеси, а также для сопротивления противодавлению, существующему в камере для укладки волокон 54.
Шарикоподшипниковый узел 206 удерживается в плоском торце 192 передней секции 190 с помощью зажимной обоймы 188, а шарикоподшипниковый узел 208 удерживается в плоском торце 200 задней секции 198 с помощью зажимной обоймы 210. Шарикоподшипниковые узлы 206 и 210 снабжены трубчатыми шейками 184 и губками 186. Ротационная нитеводная каретка 140 с отверстием 138 вращается внутри шеек 184 шарикоподшипниковых узлов 206 и 208, тогда как сами шарикоподшипниковые узлы 206 и 208 сохраняют относительно неподвижное положение. Губка 186 шарикоподшипникового узла 182 входит в канавку зажима 124 вместе с губкой 186 шарикоподшипникового узла 206.
Ротационная нитеводная каретка 136 и ротационный кольцевой питатель 102 конструктивно идентичны ротационной нитеводной каретке 140 и ротационному кольцевому питателю 104, но ротационная нитеводная каретка 136 и ротационный кольцевой питатель 102 вращаются в направлении, противоположном направлению вращения ротационной нитеводной каретки 140 и ротационного кольцевого питателя 104. Кроме того, хотя на фигуре показаны идентичные конфигурации, конструкции также могут различаться, чтобы менять глубину укладки, выходной угол и угол навивки.
Гидравлически отверждаемая смесь и непрерывные волокна проходят из отверстия 138 ротационной нитеводной каретки 140 в отверстие 142 выходной фильеры 144, которой заканчивается камера для укладки волокон 54. Выходная фильера 144 снабжена губкой 186, которая входит в канавку зажима 124 вместе с губкой 186 шарикоподшипникового узла 208. Шарикоподшипниковый узел 208 и выходная фильера 144 сохраняют относительно неподвижное положение при вращении ротационной нитеводной каретки 140.
При работе устройства 50, по мере продавливания гидравлически отверждаемой смеси по камере для укладки волокон 54, волокна, которые укладываются с помощью средств укладки, прилипают к гидравлически отверждаемой смеси на поверхности или вблизи поверхности экструдируемой смеси, тем самым обуславливая вытягивание волокон из средств укладки по мере продвижения смеси. Волокна могут подаваться для укладки в матрицу изделия с помощью одного кольцевого питателя, чтобы получить желательную конфигурацию волокон, либо с помощью нескольких кольцевых питателей, чтобы обеспечить укладку в нескольких конфигурациях. Перекрестная конфигурация волокон может быть получена в тех случаях, когда укладка волокон ведется с помощью средств укладки, вращающихся совместно с обоими кольцевыми питателями 102 и 104. Кроме того, волокна можно укладывать в гидравлически отверждаемую матрицу одновременно в перекрестной и параллельной конфигурации, за счет подачи волокон к средствам укладки с неподвижного кольцевого питателя 100 и ротационных кольцевых питателей 102 и 104.
На фиг. 26, 27, 28 и 29 показаны объемные изображения изделий 66, непрерывно экструдируемых в виде труб с помощью устройства 50 и имеющих различную конфигурацию волокон внутри труб. Конфигурации волокон показаны на фиг. 26-29 с помощью пунктирных линий. На фиг. 26 - 29 показаны различные варианты реализации устройства 50, показанного на фиг. 22 - 25, что иллюстрирует возможность получения различных конфигураций волокон в изделии с помощью разных вариантов реализации настоящего изобретения.
На фиг. 26 показана труба, в которой волокна простираются параллельно длине трубы, так как их укладка осуществляется с помощью комплекта неподвижных средств укладки, расположенных по окружности вокруг камеры для укладки волокон 54 в неподвижной нитеводной каретке 214, показанной в разрезе. На фиг. 27 показана труба, в которой волокна помещены по винтовой или спиральной линии вдоль длины трубы, так как их укладка осуществляется с помощью комплекта ротационных средств укладки, расположенных по окружности вокруг камеры для укладки волокон 54 в ротационной нитеводной каретке 136, показанной в разрезе.
На фиг. 28 показана труба, в которой волокна уложены вдоль трубы в перекрестной конфигурации. Волокна подаются с раздаточных шпулек 108, размещенных на ротационном кольцевом питателе 106, в ротационные средства укладки, размещенные в ротационной нитеводной каретке 140, показанной в разрезе. Ротационный кольцевой питатель показан пунктиром, чтобы указать, что волокна подаются на другой комплект ротационных средств укладки и вводятся в смесь. Фиг. 29 аналогичен фиг. 28, но устройство 50 показано с неподвижным кольцевым питателем 100, обозначенным пунктирными линиями, чтобы указать, что волокна подаются в комплект неподвижных средств укладки и вводятся в смесь. Труба, показанная на фиг. 29, снабжена вдоль своей длины волокнами, уложенными как в перекрестной, так и в параллельной конфигурации с помощью соответствующих средств укладки. Вариант реализации изобретения, показанный на фиг. 29, также может применяться для получения такой же конфигурации волокон, как и на фиг. 26 - 28, для чего следует задействовать только один или два из имеющихся кольцевых питателей вместе с соответствующими комплектами средств укладки.
IV. Примеры предпочтительных вариантов реализации изобретения
К настоящему времени проведены многочисленные испытания для сравнения реологических и экструзионных характеристик различных гидравлически отверждаемых смесей с разнообразными составами. Ниже приводятся конкретные примеры составов, экструдируемых в соответствии с настоящим изобретением. Эти реальные примеры также включают описание гипотетического размещения волокон внутри гидравлически отверждаемых смесей во время экструзии. Кроме того, включен ряд гипотетических ("прогнозных") примеров, основанных на реальных составах смесей, подвергавшихся экструзии, либо таких составов, от которых на основании опыта можно ожидать обеспечения нижеописанных характеристик. Реальные примеры описываются в прошедшем времени, тогда как гипотетические примеры описываются в настоящем времени, чтобы различить эти два вида примеров.
Как правило, примеры относятся к укладке непрерывных волокон в гидравлически отверждаемые смеси, имеющие разный уровень дефицита воды и плотности упаковки частиц, а также различные концентрации, например, гидравлически отверждаемого связующего, заполнителей, коротких волокон, реагентов для модификации реологических характеристик и других добавок, чтобы получить смеси, обладающие различными свойствами текучести при экструзии под давлением, а также различной степенью формоустойчивости после завершения экструзии изделия и прекращения действия давления.
Примеры 1-9
Гидравлически отверждаемые смеси, содержащие 4 кг портланд-цемента типа 1, 6 кг мелкозернистого кремнеземного песка, 50 г реагента Tylose® FL 15002 и воду в различной концентрации, смешивались и подвергались экструзии через фильеру с применением поршневого экструдера. Мелкозернистый кремнеземный песок имел естественную плотность упаковки частиц, составлявшую примерно 0,55, и размеры частиц в диапазоне примерно от 30 до 50 мкм. При смешивании с портланд-цементом типа 1, частицы которого имеют размеры в диапазоне примерно от 10 до 25 мкм, плотность упаковки частиц полученной сухой смеси составляла около 0,65, что представляет собой лишь небольшое увеличение по сравнению с естественной плотностью упаковки частиц обоих материалов. Естественный упакованный объем цемента и песка составил 5,504 л, а объем пор - 1,924 л.
Объем воды в смесях менялся в следующем порядке, чтобы определить экструзионную технологичность смесей при разном уровне дефицита воды (см. табл. 1).
В примерах 1 и 2 числа в скобках в столбце "% дефицита" означают, что была использована избыточная вода. Это означает, что объем введенной в смесь воды превышал объем внутренних пустот (или пор), который составлял 1,924 л. В результате эти смеси характеризовались как "очень жидкие" и не могли экструдироваться с обеспечением формоустойчивости, достаточной для того, чтобы изделия могли сохранять свою форму без внешней поддержки. Аналогично, хотя смеси по примерам 3 и 4 были менее жидкими и характеризовались "как очень мягкие", они не могли экструдироваться с обеспечением формоустойчивости, достаточной для того, чтобы изделия могли полностью сохранять свою форму без внешней поддержки. Однако по мере дальнейшего сокращения объема воды формоустойчивость экструдируемых изделий улучшалась до такой степени, что экструдируемое изделие могло сохранять свою форму без внешней поддержки.
Смесь по примеру 5 характеризовалась как "мягкая", но позволила выполнять экструзию при относительно низком давлении и получать объект с хорошей формоустойчивостью. Смеси по примерам 6 - 9 поддавались экструзии с увеличением давления по мере сокращения объема воды, причем формоустойчивость повышалась по мере сокращения количества воды. По мере увеличения дефицита воды и давления экструзии уровень уплотнения смеси также возрастал, что обеспечивало улучшение упаковки частиц и повышение плотности экструдированного материала. После отверждения смесей выраженная в мегапаскалях прочность на растяжение твердого материала, полученного по каждому примеру, составляла, соответственно: 2,4, 3,1, 5,2, 15,2, 28,2, 30,3, 32,2, 35,0 и 38,0.
Укладка волокон в смесь существенно меняет характеристики смесей и получаемых из них конечных отвержденных изделий, что в особенности относится к прочности изделий на растяжение. Могут использоваться любые непрерывные волокна, включая стекловолокно, волокна арамида, угольные волокна, графитовые волокна, полиэтиленовые волокна и другие органические волокна.
Смеси по примерам 5 - 9 успешно подвергались экструзии с получением сотовых (т.е. многоячеистых) структур, стержней и оконных рам. Смеси по примерам 6 - 9 также подвергались экструзии с получением труб с различной толщиной стенки. Труба, экструдированная из смеси по примеру 7, имела толщину стенки, составлявшую 25% от размера полости трубы; труба, экструдированная из смеси по примеру 8, имела толщину стенки, составлявшую 15% от размера полости трубы; а труба, экструдированная из смеси по примеру 9, имела толщину стенки, составлявшую 10% от размера полости трубы. Толщину стенки можно дополнительно снизить за счет армирования трубы волокнами.
Примеры 10-13
В смеси по примерам 5 - 9 добавляются различные объемы коротких волокон, выраженные в процентах от объема всех твердых составляющих в гидравлически отверждаемой смеси:
Пример - Волокно
10 - 1%
11 - 2%
12 - 3%
13 - 4%
Тип добавляемого волокна зависит от характеристик и требований к функционированию экструдируемого изделия. Однако, как правило, повышение прочности волокон на растяжение обеспечит повышение прочности на растяжение экструдируемого изделия. Тем не менее, характер закрепления или выдергивания волокон в гидравлически отверждаемой матрице под действием напряжений и деформаций будет зависеть от других факторов, таких как соотношение диаметра и длины волокон, длина волокон и их реакция с гидравлически отверждаемым связующим. По мере увеличения концентрации коротких волокон также возрастают параметры прочности на растяжение и пластичности отвержденных экструдированных изделий. Однако при укладке в гидравлически отверждаемую матрицу непрерывных волокон параметры прочности на растяжение и пластичности изделия, обусловленные волокнами, меняются незначительно.
Пример 14
Операции по примерам 1-9 были повторены, за тем исключением, что перед экструзией количество реагента Tylose® FL 15002 в гидравлически отверждаемой смеси было увеличено до 100 г. Повышение концентрации реагента Tylose® способствовало процессу экструзии за счет улучшения смазки между самими частицами, а также между частицами и стенками экструдера и фильеры. Кроме того повышение концентрации реагента Tylose® несколько улучшало формоустойчивость изделий, хотя и не в два раза. Увеличение концентрации реагента Tylose® практически не влияет на затягивание непрерывных волокон смесью, так как вязкость увеличивается незначительно.
Пример 15
Операции по примерам 1-9 были повторены, за тем исключением, что в смесь было введено 160 г сульфонированного конденсата нафталин-формальдегида, применяемого в качестве дисперсанта. Сначала гидравлический цемент, вода, дисперсант и, по меньшей мере, часть материала-заполнителя смешивались в смесителе с высоким усилием сдвига примерно в течение 10 минут. После этого в смесь с помощью смесителя с низким усилием сдвига подмешивали реагент Tylose® FL 15,002 и оставшийся заполнитель (если это предусматривалось). Дисперсант обеспечивал получение более текучей смеси при сохранении той же концентрации воды.
Полученные гидравлически отверждаемые смеси имели пониженную вязкость, что упрощало их экструзию при относительно низком давлении в сравнении со смесями по примерам 1 - 9. Однако снижение вязкости, как правило, ухудшает функцию затягивания непрерывных волокон смесью. Кроме того, экструдированные изделия в общем случае имели меньшую формоустойчивость, чем их аналоги по примерам 1 - 9. Тем не менее, для получения смеси с одинаковой степенью экструзионной технологичности и формоустойчивости, в данном примере потребовалось значительно меньше воды, чем в примерах 1 - 9. Это позволило получить конечные отвержденные изделия с повышенной прочностью благодаря сокращению концентрации воды в гидравлически отверждаемых смесях, что соответствует уравнению прочности.
Пример 16
Операции по примерам 1-9 были повторены, за тем исключением, что в каждую смесь также добавляли 0,8 кг микрозернистого кремнезема. Благодаря высокой удельной площади поверхности частиц микрозернистого кремнезема, смеси, включавшие этот заполнитель, обладали улучшенной дисперсией, особенно в тех случаях, когда в смесь добавлялся дисперсант.
Хотя можно было предполагать, что в случае добавления микрозернистого кремнезема потребуется увеличить концентрацию воды, чтобы обеспечить тот же уровень удобоукладываемости (пластичности), выясняется, что чрезвычайно малый размер частиц микрозернистого кремнезема относительно других частиц в составе гидравлически отверждаемых смесей, существенно увеличивал плотность упаковки частиц. Следовательно, смеси имели существенно меньшую пористость, что сокращало объем воды, требуемой для смазки частиц. В результате, экструзионная технологичность смесей, содержавших микрозернистый кремнезем, была примерно такой же, как у смесей, не содержавших микрозернистый кремнезем. Однако микрозернистый кремнезем увеличивал предел текучести и внутреннее сцепление смесей, что приводило к повышению формоустойчивости экструдированных из них изделий. Сила затягивания непрерывных волокон также возрастает, но при этом затрудняется контроль размещения волокон посредством повышения их натяжения. Эффект выдергивания волокон из матрицы отвержденного изделия снижается, так как волокна имеют большую площадь контакта с другими компонентами гидравлически отверждаемой структурной матрицы.
В следующих примерах были увеличены размеры частиц заполнителя кремнеземного песка, чтобы обеспечить повышение плотности упаковки частиц получаемой смеси. Полученное при этом повышение плотности упаковки частиц обеспечило изготовление экструдированных изделий с повышенной прочностью. Это противоречит традиционным представлениям о том, что для повышения плотности и, следовательно, прочности конечного отвержденного изделия следует применять самые мелкие частицы из имеющихся в распоряжении. Напротив, постепенное увеличение размеров частиц кремнеземного песка, что приводило к увеличению соотношения размеров частиц заполнителя и частиц цемента до достижения все более предпочтительных диапазонов, фактически обеспечило повышение плотности смеси.
Примеры 17 - 36
Использовались те же концентрации и типы гидравлически отверждаемого связующего и заполнителя, как в примерах 1 - 9, за тем исключением, что объем добавляемой воды менялся существенно меньшими приращениями в порядке, приведенном в табл. 2.
Значения давления, необходимого для экструзии смесей по настоящим примерам, были аналогичны значениям давления экструзии смесей по примерам 1 - 9. Как и в некоторых вышеописанных примерах, смеси по примерам 17 - 22 были слишком жидкими и не обеспечивали достаточную формоустойчивость после экструзии. Кроме того, из-за избыточного начального объема воды эти смеси продемонстрировали относительно низкую прочность в соответствии с уравнением прочности. Хотя смесь по примеру 23 поддавалась экструзии, только изделия большого сечения и простой формы сохраняли свою форму без внешней поддержки. Смеси по примерам 24 - 33 поддавались экструзии при примерно том же диапазоне давлений, что и в случае смесей по примерам 5 - 9. Однако смеси по примерам 34 - 36 не удалось экструдировать с помощью экструзионного оборудования, имевшегося в распоряжении изобретателей. Слишком жидкие смеси не обладают достаточной вязкостью для затягивания непрерывных волокон, уложенных в такие жидкие смеси.
Примеры 37-53
Гидравлически отверждаемые смеси, содержащие 4 кг портланд-цемента типа 1,6 кг кремнеземного песка, 50 г реагента Tylose® и воду в различной концентрации смешивались и выдавливались через фильеру с применением поршневого экструдера. Мелкозернистый кремнеземный песок имел естественную плотность упаковки частиц, составляющую примерно 0,55, и размеры частиц в диапазоне примерно от 50 до 80 мкм. При смешивании с портланд-цементом типа 1, частицы которого имеют размеры в диапазоне примерно от 10 до 25 мкм, плотность упаковки частиц полученной сухой смеси составляла около 0,7. что представляет собой лишь несколько большее увеличение по сравнению с естественной плотностью упаковки частиц обоих материалов, чем увеличение, достигнутое в примерах 1 - 9.
Объем воды в смесях менялся в следующем порядке, чтобы определить экструзионную технологичность смесей при разном уровне дефицита воды (см. табл. 3).
В примерах 37 - 41 числа в скобках в столбце "% дефицита" означают, что была использована избыточная вода. Как и ранее, эти смеси были "очень жидкими" и не могли экструдироваться с обеспечением формоустойчивости, достаточной для того, чтобы изделия могли сохранять свою форму без внешней поддержки. Как и в вышеописанных примерах, смеси по примерам 42 - 50 поддавались экструзии с получением разнообразных формоустойчивых изделий, таких как сотовые конструкции, стержни и оконные рамы. Благодаря более высокой плотности упаковки частиц смесей по примерам 37 - 53 в сравнении со смесями по примерам 1 - 9, поддержание постоянной концентрации воды приводило к сокращению степени дефицита воды и, следовательно, к повышению текучести и снижению вязкости.
Повышенная плотность упаковки частиц также улучшает закрепление непрерывных волокон в отвержденном изделии, отформованном из таких смесей, так как площадь контакта волокон с другими компонентами гидравлически отверждаемой структурной матрицы увеличивается.
По мере увеличения степени дефицита воды создается возможность экструзии труб с более тонкими стенками. Кроме того, прочность конечных отвержденных изделий была выше, чем у изделий, изготовленных из смесей с более низкой плотностью упаковки частиц, что соответствует уравнению прочности. Дальнейшее уменьшение толщины стенок труб возможно за счет укладки непрерывных волокон в такие смеси.
Однако, при сокращении массы воды до 0,4 кг и менее и повышении степени дефицита примерно до 75% и более, экструзия смесей с применением имеющегося оборудования оказалась невозможной; однако предполагается, что применение экструдера с более высоким давлением обеспечит возможность экструзии таких смесей, хотя это может оказаться менее целесообразным. Таким образом, смеси по примерам 51-53 не удалось подвергнуть экструзии.
По этим примерам можно видеть, что повышение плотности упаковки твердых частиц при сохранении объема вводимой в смесь воды обеспечивает получение смесей с меньшей степенью дефицита воды. При том же объеме воды это обеспечивает возможность экструзии более плотно упакованных смесей при пониженном давлении. Кроме того, повышение плотности упаковки частиц приводит к повышению площади фрикционного контакта с непрерывными волокнами, что увеличивает силу затягивания непрерывных волокон, укладываемых в смесь.
Примеры 54-67
Повторно приготовляются гидравлически отверждаемые смеси по примерам 40 - 53, за тем исключением, что в данном случае применяются частицы кремнеземного леска с размерами в диапазоне примерно от 60 до 120 мкм. Плотность упаковки частиц полученной смеси песка и цемента составляет около 0,75. При сохранении объема воды, использовавшегося в примерах 40 - 53, степень дефицита воды в смесях менялась (см. табл. 4).
Как и в вышеприведенных примерах, поддержание постоянного объема воды при повышении плотности упаковки частиц позволяет получить гидравлически отверждаемую смесь, поддающуюся экструзии при меньшем давлении, что может снизить нагрузку на непрерывные волокна, укладываемые в смесь, и повысить точность регулирования укладки за счет натяжения волокон. Кроме того, конечное отвержденное изделие обладает более высокой прочностью в соответствии с уравнением прочности. Хотя смеси по примерам 54-57 не обеспечивают формоустойчивость после экструзии, но смеси по примерам 58 - 65 можно экструдировать для получения разнообразных изделий, включая те, что были перечислены выше. И наконец, смеси по примерам 66 и 67 являются слишком сухими и вязкими, что не позволяет производить их экструзию с применением имеющегося оборудования. Повышение плотности упаковки частиц также улучшает закрепление непрерывных волокон в отвержденном изделии, отформованном из таких смесей, так как при этом увеличивается площадь контакта волокон с другими компонентами гидравлически отверждаемой структурной матрицы.
Примеры 68-79
Гидравлически отверждаемые смеси по примерам 25 - 36 изменяются за счет сокращения массы кремнеземного песка до 4 кг и добавления 2 кг осажденного карбоната кальция со средним размером частиц около 1 мкм. Плотность упаковки частиц полученной гидравлически отверждаемой смеси составляет около 0,8. В табл. 5 указаны значения дефицита воды, получаемые при заданной массе воды.
Как и в вышеприведенных примерах, поддержание постоянного объема воды при повышении плотности упаковки частиц позволяет получить гидравлически отверждаемую смесь, поддающуюся экструзии при меньшем давлении, что может снизить нагрузку на непрерывные волокна, укладываемые в смесь, и повысить точность регулирования укладки за счет натяжения волокон. Кроме того, конечное отвержденное экструдированное изделие обладает более высокой прочностью в соответствии с уравнением прочности.
Повышение плотности упаковки частиц также улучшает закрепление непрерывных волокон в отвержденном изделии, отформованном из таких смесей, так как при этом увеличивается площадь контакта волокон с другими компонентами гидравлически отверждаемой структурной матрицы.
Примеры 80 - 89
Гидравлически отверждаемые смеси по примерам 44 - 53 изменяются за счет сокращения массы кремнеземного песка до 4 кг и добавления 2 кг осажденного карбоната кальция со средним размером частиц около 1 мкм. Плотность упаковки частиц полученной гидравлически отверждаемой смеси составляет около 0,85. В табл. 6 указаны значения дефицита воды, получаемые при заданной массе воды.
Как и в вышеприведенных примерах, поддержание постоянного объема воды при повышении плотности упаковки частиц позволяет получить гидравлически отверждаемую смесь, поддающуюся экструзии при меньшем давлении, что может снизить нагрузку на непрерывные волокна, укладываемые в смесь, и повысить точность регулирования укладки за счет натяжения волокон. Кроме того, конечное отвержденное экструдированное изделие обладает более высокой прочностью в соответствии с уравнением прочности.
Повышение плотности упаковки частиц также улучшает закрепление непрерывных волокон в отвержденном изделии, отформованном из таких смесей, так как при этом увеличивается площадь контакта волокон с другими компонентами гидравлически отверждаемой структурной матрицы.
Примеры 90 - 95
Гидравлически отверждаемые смеси по примерам 62 - 67 изменяются за счет сокращения массы кремнеземного песка до 4 кг и добавления 2 кг осажденного карбоната кальция со средним размером частиц около 1 мкм. Плотность упаковки частиц полученной гидравлически отверждаемой смеси составляет около 0,9. В табл. 7 указаны значения дефицита воды, получаемые при заданной массе воды.
Как и в вышеприведенных примерах, поддержание постоянного объема воды при повышении плотности упаковки частиц позволяет получить гидравлически отверждаемую смесь, поддающуюся экструзии при меньшем давлении, что может снизить нагрузку на непрерывные волокна, укладываемые в смесь, и повысить точность регулирования укладки за счет натяжения волокон. Кроме того, конечное отвержденное экструдированное изделие обладает более высокой прочностью в соответствии с уравнением прочности.
Повышение плотности упаковки частиц также улучшает закрепление непрерывных волокон в отвержденном изделии, отформованном из таких смесей, так как при этом увеличивается площадь контакта волокон с другими компонентами гидравлически отверждаемой структурной матрицы.
Пример 96
Операции по примерам 1 - 9 повторяются за тем исключением, что средний размер частиц снижается при поддержании того же уровня плотности упаковки частиц и дефицита воды. Получаемые гидравлически отверждаемые смеси демонстрируют повышенную псевдопластичность. Другими словами, кажущаяся вязкость смесей с меньшим средним размером частиц при данном уровне сдвига снижается, а предел текучести увеличивается. Это позволяет получить смеси, которые можно экструдировать при более низком давлении, но которые будут демонстрировать более высокую формоустойчивость. Экструзия при сниженном давлении может снизить нагрузку на непрерывные волокна, укладываемые в смесь, и повысить точность регулирования укладки за счет натяжения волокон. Формоустойчивость таких смесей существенно повышается за счет непрерывных волокон, размещенных в смесях.
Пример 97
Операции по примерам 90 - 95 повторяются, за тем исключением, что экструдированные изделия отверждают обработкой в автоклаве при температуре 400oC и давлении 24 атм в течение 12 часов. Конечные отвержденные изделия имеют прочность на сжатие около 800 МПа и прочность на растяжение около 100 МПа. Прочность на растяжение конечных отвержденных изделий существенно увеличивается за счет волокон, размещенных в смеси.
Пример 98
Операции по примерам 1 - 9 повторяются, за тем исключением, что в смесь добавляют 25 г реагента Tylose® 4000 в качестве смазки. Полученные гидравлически отверждаемые смеси обладают повышенной текучестью, что обеспечивает получение экструдированных изделий с более высоким качеством поверхности и без существенного снижения силы затягивания волокон в смесь. Прочностные характеристики практически не изменяются.
Пример 99
Операции по примерам 1 - 9 повторяются, за тем исключением, что в смесь в качестве смазки добавляют 25 г стеарата кальция или магния. Полученные гидравлически отверждаемые смеси обладают повышенной текучестью, что обеспечивает получение экструдированных изделий с более высоким качеством поверхности и без существенного снижения силы затягивания волокон в смесь. Прочностные характеристики практически не изменяются.
Пример 100
Операции по примерам 1 - 9 повторяются, за тем исключением, что в смесь в качестве смазки добавляют 25 г полиэтиленгликоля со средним молекулярным весом около 35000. Полученные гидравлически отверждаемые смеси обладают повышенной текучестью, что обеспечивает получение экструдированных изделий с более высоким качеством поверхности и без существенного снижения силы затягивания волокон в смесь. Прочностные характеристики практически не изменяются.
Пример 101
Составляется экструдируемая гидравлически отверждаемая смесь, содержащая следующие компоненты:
Зольная пыль - 90 г
Портланд-цемент - 10 г
NaOH - 10 г
Вода - 20 г
Гидроксид натрия увеличивает pH водной фазы гидравлически отверждаемой смеси примерно до 14, что активирует зольную пыль так, что она действует в качестве гидравлически отверждаемого связующего. Портланд-цемент добавляется для повышения прочности на сжатие конечного отвержденного изделия примерно до 20 МПа и прочности на растяжение примерно до 105 МПа. Благодаря низкой стоимости зольной пыли смесь по этому примеру дешевле смесей с высокой концентрацией портланд-цемента и обычных заполнителей. Разумеется, в тех случаях, когда допускается меньшая прочность, портланд-цемент можно вводить в еще меньшем объеме или не вводить вообще. Зольная пыль также повышает фрикционный контакт с непрерывными волокнами, что повышает силу затягивания волокон смесью и улучшает закрепление непрерывных волокон внутри гидравлически отверждаемой матрицы.
Пример 102
Составляется экструдируемая гидравлически отверждаемая смесь, содержащая следующие компоненты:
Белый портланд-цемент - 4,0 кг
Тонкозернистый песок - 6,0 кг
Вода - 1,5 кг
Tylose® FL 15002 - 200 г
Гидравлически отверждаемая смесь формуется посредством смешивания ингредиентов в течение 10 минут в высокоскоростном смесителе, чтобы получить очень однородную смесь. После этого, смесь используется для экструзии различных многоячеистых изделий, включая "сотовые" конструкции, обладающие весьма высокой прочностью на сжатие, в особенности с учетом наличия открытых ячеек в экструдируемом изделии.
Благодаря многоячеистой структуре отвержденный материал имеет намного меньшую массу, чем сопоставимые с ним цельные экструдированные предметы, изготовленные из тех же гидравлически отверждаемых смесей. Объемная плотность многоячеистых конструкций составляет всего 1,02 г/см3. Кроме того, экструдированные материалы обладают прочностью на сжатие порядка 75 МПа и прочностью на растяжение порядка 28 МПа. В зависимости от объема пустот внутри многоячеистой конструкции можно легко обеспечить объемную плотность с любыми значениями в диапазоне примерно от 0,5 г/см3 до 1,6 г/см3. Прочность на растяжение можно существенно увеличить за счет укладки в смесь непрерывных волокон, что позволит еще более снизить объемную плотность.
Примеры 103 - 105
Составляются экструдируемые гидравлически отверждаемые смеси по примеру 102, за тем исключением, что в смеси добавляют (короткие) волокна пеньки в различных концентрациях (по объему):
Пример - Волокно пеньки
103 - 1%
104 - 2%
105 - 3%
Полученные экструдированные многоячеистые конструкции обладают более высокой прочностью, как в сыром состоянии, так и после отверждения, по сравнению с конструкциями по примеру 102. Кроме того, многоячеистые конструкции, формуемые по этим примерам, являются более пластичными и менее хрупкими, в особенности, при увеличении концентрации волокон в гидравлически отверждаемой смеси. Укладка в смеси непрерывных волокон еще более повышает пластичность и снижает хрупкость конструкций.
Примеры 106 - 108
Составляются экструдируемые гидравлически отверждаемые смеси по примеру 102, за тем исключением, что в смеси добавляют (короткие) стеклянные волокна в различных концентрациях (по объему):
Пример - Стекловолокно
106 - 1%
107 - 2%
108 - 3%
Полученные экструдированные многоячеистые конструкции обладают более высокой прочностью, как в сыром состоянии, так и после отверждения, по сравнению с конструкциями по примеру 102. Кроме того, многоячеистые конструкции, формуемые по этим примерам, являются более пластичными и менее хрупкими, в особенности, при увеличении концентрации волокон в гидравлически отверждаемой смеси. Аналогично, укладка в смеси непрерывных волокон существенно повышает пластичность и снижает хрупкость конструкций.
В следующих примерах демонстрируется, как прочность экструдируемой гидравлически отверждаемой смеси возрастает или снижается при изменении следующих переменных параметров: плотность упаковки частиц, соотношение воды и цемента, а также концентрация цемента в процентах от массы твердых веществ в смеси.
Примеры 109 - 114
Составляются экструдируемые гидравлически отверждаемые смеси, содержащие 1,0 кг портланд-цемента и 6,0 кг песка. В каждой смеси концентрация портланд-цемента составляет 14,3% от массы сухой смеси. Размеры частиц песка варьируются для получения смесей с плотностью упаковки частиц в диапазоне от 0,65 до 0,90 с приращениями по 0,05. Кроме того, также варьируется объем добавляемой в смесь воды, чтобы получить смеси с желаемой степенью дефицита воды. В этом первом ряде примеров дефицит воды составляет 50%.
Как будет показано, прочность на сжатие гидравлически отверждаемой смеси с постоянной весовой концентрацией портланд- цемента и песка возрастает, если: (1) плотность упаковки частиц увеличивается при поддержании постоянной степени дефицита воды, или (2) степень дефицита воды увеличивается при поддержании постоянной плотности упаковки частиц. Количество воды выражается в кг, а прочность на сжатие - в МПа. Термин "В/Ц" является сокращенным обозначением соотношения концентраций воды и цемента.
Примеры в табл. 8 явно показывают, что прочность экструдируемого изделия существенно возрастет по мере увеличения плотности упаковки частиц, даже при сохранении абсолютных значений концентрации цемента и песка. Это соответствует уравнению прочности, так как при повышении плотности упаковки частиц объем воздуха и воды в смеси сокращается. Однако благодаря поддержанию постоянной степени дефицита воды смеси имеют примерно одинаковую удобоукладываемость и могут подвергаться экструзии при примерно одинаковых давлениях. Повышение плотности упаковки частиц способствует улучшению фрикционного контакта между непрерывными волокнами и другими компонентами гидравлически отверждаемой структурной матрицы, что повышает силу затягивания волокон смесью и улучшает закрепление непрерывных волокон внутри гидравлически отверждаемой структурной матрицы.
Примеры 115 - 120
Составы по примерам 109 - 114 в основном повторяются, за тем исключением, что концентрация воды в каждом примере снижается так, чтобы степень дефицита воды составила 60% (см. табл. 9).
Прочность гидравлически отверждаемой смеси на сжатие увеличивается по мере сокращения концентрации воды. Повышение прочности на сжатие за счет снижения концентрации воды может быть полезным для противодействия тенденции к снижению прочности на сжатие конечного отвержденного изделия при введении непрерывных волокон.
Примеры 121 - 126
Составы по примерам 109 - 114 в основном повторяются, за тем исключением, что концентрация воды в каждом примере снижается так, чтобы степень дефицита воды составила 70% (см. табл. 10).
Прочность гидравлически отверждаемой смеси на сжатие увеличивается по мере сокращения концентрации воды. Повышение прочности на сжатие за счет снижения концентрации воды может быть полезным для противодействия тенденции к снижению прочности на сжатие конечного отвержденного изделия при введении непрерывных волокон.
Примеры 127 - 132
Составы по примерам 109 - 114 в основном повторяются, за тем исключением, что концентрация воды в каждом примере снижается так, чтобы степень дефицита воды составила 80% (см. табл. 11).
Прочность гидравлически отверждаемой смеси на сжатие увеличивается по мере сокращения концентрации воды. Повышение прочности на сжатие за счет снижения концентрации воды может быть полезным для противодействия тенденции к снижению прочности на сжатие конечного отвержденного изделия при введении непрерывных волокон.
Примеры 133 - 138
Составы по примерам 109 - 114 в основном повторяются, за тем исключением, что концентрация воды в каждом примере снижается так, чтобы степень дефицита воды составила 90% (см. табл. 12).
Прочность гидравлически отверждаемой смеси на сжатие увеличивается по мере сокращения концентрации воды. Сравнение результатов, полученных по примерам 109 - 138, демонстрирует тесную взаимосвязь между прочностью и абсолютным содержанием воды в гидравлически отверждаемой смеси. Это явно показывает, что для одновременного обеспечения высокой прочности и хорошей удобоукладываемости данной смеси целесообразно увеличивать плотность упаковки частиц вместо повышения концентрация воды для повышения текучести смеси под давлением.
Следующий ряд примеров в основном аналогичен примерам 109 - 138, за тем исключением, что концентрация портланд-цемента увеличивается до 25% от массы сухих смесей. Эти примеры позволяют продемонстрировать, что повышение концентрации гидравлически отверждаемого связующего приводит лишь к небольшому увеличению прочности, тогда как намного более существенное повышение прочности достигается за счет увеличения плотности упаковки частиц и снижения концентрации воды в смесях.
Примеры 139 - 144
Составляются экструдируемые гидравлически отверждаемые смеси, содержащие 2,0 кг портланд-цемента и 6,0 кг песка. Размеры частиц песка варьируются для получения смесей с плотностью упаковки частиц в диапазоне от 0,65 до 0,90 с приращениями по 0,05. Кроме того, также варьируется объем добавляемой в смесь воды, чтобы получить смеси с желаемой степенью дефицита воды. В этом первом ряде примеров дефицит воды составляет 50% (см. табл. 13).
Прочность гидравлически отверждаемой смеси на сжатие увеличивается по мере сокращения концентрации воды. Повышение прочности на сжатие за счет снижения концентрации воды может быть полезным для противодействия тенденции к снижению прочности на сжатие конечного отвержденного изделия при введении непрерывных волокон.
Примеры 145 - 150
Составы по примерам 138- 139 в основном повторяются, за тем исключением, что концентрация воды в каждом примере снижается так, чтобы степень дефицита воды составила 60% (см. табл. 14).
Прочность гидравлически отверждаемой смеси на сжатие увеличивается по мере сокращения концентрации воды. Повышение прочности на сжатие за счет снижения концентрации воды может быть полезным для противодействия тенденции к снижению прочности на сжатие конечного отвержденного изделия при введении непрерывных волокон.
Примеры 151 - 156
Составы по примерам 138 - 139 в основном повторяются, за тем исключением, что концентрация воды в каждом примере снижается так, чтобы степень дефицита воды составила 70% (см. табл. 15).
Прочность гидравлически отверждаемой смеси на сжатие увеличивается по мере сокращения концентрации воды. Повышение прочности на сжатие за счет снижения концентрации воды может быть полезным для противодействия тенденции к снижению прочности на сжатие конечного отвержденного изделия при введении непрерывных волокон.
Примеры 157 - 162
Составы по примерам 138 - 139 в основном повторяются, за тем исключением, что концентрация воды в каждом примере снижается так, чтобы степень дефицита воды составила 80% (см. табл. 16).
Прочность гидравлически отверждаемой смеси на сжатие увеличивается по мере сокращения концентрации воды. Повышение прочности на сжатие за счет снижения концентрации воды может быть полезным для противодействия тенденции к снижению прочности на сжатие конечного отвержденного изделия при введении непрерывных волокон.
Примеры 163 - 168
Составы по примерам 138 - 139 в основном повторяются, за тем исключением, что концентрация воды в каждом примере снижается так, чтобы степень дефицита воды составила 90% (см. табл. 17).
Прочность гидравлически отверждаемой смеси на сжатие увеличивается по мере повышения плотности упаковки частиц и сокращения концентрации воды. Сравнение результатов, полученных по примерам 139 - 168, демонстрирует тесную взаимосвязь между прочностью и абсолютным содержанием воды в гидравлически отверждаемой смеси. Хотя повышение концентрации портланд-цемента в смесях по примерам 139 - 168 обуславливает повышение общей прочности смесей, такое повышение менее существенно, чем в случае увеличения плотности упаковки частиц и снижения концентрации воды в смесях.
Следующий ряд примеров в основном аналогичен примерам 139 - 168, за тем исключением, что концентрация портланд-цемента увеличивается до 33% от массы сухих смесей.
Примеры 169 - 174
Составляются экструдируемые гидравлически отверждаемые смеси, содержащие 3,0 кг портланд-цемента и 6,0 кг песка. Размеры частиц песка варьируются для получения смесей с плотностью упаковки частиц в диапазоне от 0,65 до 0,90 с приращениями по 0,05. Кроме того, также варьируется объем добавляемой в смесь воды, чтобы получить смеси с желаемой степенью дефицита воды. В этом первом ряде примеров дефицит воды составляет 50% (см. табл. 18).
Прочность гидравлически отверждаемой смеси на сжатие увеличивается по мере сокращения концентрации воды. Повышение прочности на сжатие за счет снижения концентрации воды может быть полезным для противодействия тенденции к снижению прочности на сжатие конечного отвержденного изделия при введении непрерывных волокон.
Примеры 175 - 180
Составы по примерам 169- 174 в основном повторяются, за тем исключением, что концентрация воды в каждом примере снижается так, чтобы степень дефицита воды составила 60% (см. табл. 19).
Прочность гидравлически отверждаемой смеси на сжатие увеличивается по мере сокращения концентрации воды. Повышение прочности на сжатие за счет снижения концентрации воды может быть полезным для противодействия тенденции к снижению прочности на сжатие конечного отвержденного изделия при введении непрерывных волокон.
Примеры 181 - 186
Составы по примерам 169 - 174 в основном повторяются, за тем исключением, что концентрация воды в каждом примере снижается так, чтобы степень дефицита воды составила 70% (см. табл. 20).
Прочность гидравлически отверждаемой смеси на сжатие увеличивается по мере сокращения концентрации воды. Повышение прочности на сжатие за счет снижения концентрации воды может быть полезным для противодействия тенденции к снижению прочности на сжатие конечного отвержденного изделия при введении непрерывных волокон.
Примеры 187 - 192
Составы по примерам 169 - 174 в основном повторяются, за тем исключением, что концентрация воды в каждом примере снижается так, чтобы степень дефицита воды составила 80% (см. табл. 21).
Прочность гидравлически отверждаемой смеси на сжатие увеличивается по мере сокращения концентрации воды. Повышение прочности на сжатие за счет снижения концентрации воды может быть полезным для противодействия тенденции к снижению прочности на сжатие конечного отвержденного изделия при введении непрерывных волокон.
Примеры 193 - 198
Составы по примерам 169 - 174 в основном повторяются, за тем исключением, что концентрация воды в каждом примере снижается так, чтобы степень дефицита воды составила 90% (см. табл. 22).
Сравнение прочности различных составов по примерам 169 -198 в зависимости от плотности упаковки частиц демонстрирует тесную взаимосвязь между прочностью и абсолютным содержанием воды в гидравлически отверждаемой смеси. Хотя повышение концентрации портланд-цемента в смесях по примерам 169 - 198 обуславливает повышение общей прочности смесей, такое повышение менее существенно, чем в случае увеличения плотности упаковки частиц и снижения концентрации воды в смесях.
Следующий ряд примеров в основном аналогичен примерам 169 - 198, за тем исключением, что концентрация портланд-цемента увеличивается до 40% от массы сухих смесей.
Примеры 199 - 204
Составляются экструдируемые гидравлически отверждаемые смеси, содержащие 4,0 кг портланд-цемента и 6,0 кг песка. Размеры частиц песка варьируются для получения смесей с плотностью упаковки частиц в диапазоне от 0,65 до 0,90 с приращениями по 0,05. Кроме того, также варьируется объем добавляемой в смесь
воды, чтобы получить смеси с желаемой степенью дефицита воды. В этом первом ряде примеров дефицит воды составляет 50% (см. табл. 23).
Прочность гидравлически отверждаемой смеси на сжатие увеличивается по мере увеличения плотности упаковки частиц и сокращения концентрации воды. Повышение прочности на сжатие за счет повышения плотности упаковки частиц и снижения концентрации воды может быть полезным для противодействия тенденции к снижению прочности на сжатие конечного отвержденного изделия при введении непрерывных волокон.
Примеры 205 - 210
Составы по примерам 199 - 204 в основном повторяются, за тем исключением, что концентрация воды в каждом примере снижается так, чтобы степень дефицита воды составила 60% (см. табл. 24).
Прочность гидравлически отверждаемой смеси на сжатие увеличивается по мере увеличения плотности упаковки частиц и сокращения концентрации воды. Повышение прочности на сжатие за счет повышения плотности упаковки частиц и снижения концентрации воды может быть полезным для противодействия тенденции к снижению прочности на сжатие конечного отвержденного изделия при введении непрерывных волокон.
Примеры 211 - 216
Составы по примерам 199 - 204 в основном повторяются, за тем исключением, что концентрация воды в каждом примере снижается так, чтобы степень дефицита воды составила 70% (см. табл. 25).
Прочность гидравлически отверждаемой смеси на сжатие увеличивается по мере увеличения плотности упаковки частиц и сокращения концентрации воды. Повышение прочности на сжатие за счет повышения плотности упаковки частиц и снижения концентрации воды может быть полезным для противодействия тенденции к снижению прочности на сжатие конечного отвержденного изделия при введении непрерывных волокон.
Примеры 217 - 222
Составы по примерам 199 - 204 в основном повторяются, за тем исключением, что концентрация воды в каждом примере снижается так, чтобы степень дефицита воды составила 80% (см. табл. 26).
Прочность гидравлически отверждаемой смеси на сжатие увеличивается по мере увеличения плотности упаковки частиц и сокращения концентрации воды. Повышение прочности на сжатие за счет повышения плотности упаковки частиц и снижения концентрации воды может быть полезным для противодействия тенденции к снижению прочности на сжатие конечного отвержденного изделия при введении непрерывных волокон.
Примеры 223 - 228
Составы по примерам 199 - 204 в основном повторяются, за тем исключением, что концентрация воды в каждом примере снижается так, чтобы степень дефицита воды составила 90% (см. табл. 27).
Сравнение прочности различных составов по примерам 199 - 228 в зависимости от плотности упаковки частиц демонстрирует тесную взаимосвязь между прочностью и абсолютным содержанием воды в гидравлически отверждаемой смеси. Хотя повышение концентрации портланд-цемента в смесях по примерам 199 - 228 обуславливает повышение общей прочности смесей, такое повышение менее существенно, чем в случае увеличения плотности упаковки частиц и снижения концентрации воды в смесях.
Следующий ряд примеров в основном аналогичен примерам 199 - 228, за тем исключением, что концентрация портланд-цемента увеличивается до 45,5% от массы сухих смесей.
Примеры 229 - 234
Составляются экструдируемые гидравлически отверждаемые смеси, содержащие 5,0 кг портланд-цемента и 6,0 кг песка. Размеры частиц песка варьируются для получения смесей с плотностью упаковки частиц в диапазоне от 0,65 до 0,90 с приращениями по 0,05. Кроме того, также варьируется объем добавляемой в смесь воды, чтобы получить смеси с желаемой степенью дефицита воды. В этом первом ряде примеров дефицит воды составляет 50% (см. табл. 28).
Прочность гидравлически отверждаемой смеси на сжатие увеличивается по мере увеличения плотности упаковки частиц и сокращения концентрации воды. Повышение прочности на сжатие за счет повышения плотности упаковки частиц и снижения концентрации воды может быть полезным для противодействия тенденции к снижению прочности на сжатие конечного отвержденного изделия при введении непрерывных волокон.
Примеры 235 - 240
Составы по примерам 229 - 234 в основном повторяются, за тем исключением, что концентрация воды в каждом примере снижается так, чтобы степень дефицита воды составила 60% (см. табл. 29).
Прочность гидравлически отверждаемой смеси на сжатие увеличивается по мере увеличения плотности упаковки частиц и сокращения концентрации воды. Повышение прочности на сжатие за счет повышения плотности упаковки частиц и снижения концентрации воды может быть полезным для противодействия тенденции к снижению прочности на сжатие конечного отвержденного изделия при введении непрерывных волокон.
Примеры 241 - 246
Составы по примерам 229 - 234 в основном повторяются, за тем исключением, что концентрация воды в каждом примере снижается так, чтобы степень дефицита воды составила 70% (см. табл. 30).
Прочность гидравлически отверждаемой смеси на сжатие увеличивается по мере увеличения плотности упаковки частиц и сокращения концентрации воды. Повышение прочности на сжатие за счет повышения плотности упаковки частиц и снижения концентрации воды может быть полезным для противодействия тенденции к снижению прочности на сжатие конечного отвержденного изделия при введении непрерывных волокон.
Примеры 247 - 252
Составы по примерам 229 - 234 в основном повторяются, за тем исключением, что концентрация воды в каждом примере снижается так, чтобы степень дефицита воды составила 80% (см. табл. 31).
Прочность гидравлически отверждаемой смеси на сжатие увеличивается по мере увеличения плотности упаковки частиц и сокращения концентрации воды. Повышение прочности на сжатие за счет повышения плотности упаковки частиц и снижения концентрации воды может быть полезным для противодействия тенденции к снижению прочности на сжатие конечного отвержденного изделия при введении непрерывных волокон.
Примеры 253 - 258
Составы по примерам 229 - 234 в основном повторяются, за тем исключением, что концентрация воды в каждом примере снижается так, чтобы степень дефицита воды составила 90% (см. табл. 32).
Сравнение прочности различных составов по примерам 229 - 258 в зависимости от плотности упаковки частиц демонстрирует тесную взаимосвязь между прочностью и абсолютным содержанием воды в гидравлически отверждаемой смеси. Хотя повышение концентрации портланд-цемента в смесях по примерам 229 - 258 обуславливает повышение общей прочности смесей, такое повышение менее существенно, чем в случае увеличения плотности упаковки частиц и снижения концентрации воды в смесях.
Следующий ряд примеров в основном аналогичен примерам 229 - 258, за тем исключением, что концентрация портланд-цемента увеличивается до 50% от массы сухих смесей.
Примеры 259 - 264
Составляются экструдируемые гидравлически отверждаемые смеси, содержащие 6,0 кг портланд-цемента и 6,0 кг песка. Размеры частиц песка варьируются для получения смесей с плотностью упаковки частиц в диапазоне от 0,65 до 0,90 с приращениями по 0,05. Кроме того, также варьируется объем добавляемой в смесь воды, чтобы получить смеси с желаемой степенью дефицита воды. В этом первом ряде примеров дефицит воды составляет 50% (см. табл. 33).
Прочность гидравлически отверждаемой смеси на сжатие увеличивается по мере увеличения плотности упаковки частиц и сокращения концентрации воды. Повышение прочности на сжатие за счет повышения плотности упаковки частиц и снижения концентрации воды может быть полезным для противодействия тенденции к снижению прочности на сжатие конечного отвержденного изделия при введении непрерывных волокон.
Примеры 265 - 270
Составы по примерам 259 - 264 в основном повторяются, за тем исключением, что концентрация воды в каждом примере снижается так, чтобы степень дефицита воды составила 60% (см. табл. 34).
Прочность гидравлически отверждаемой смеси на сжатие увеличивается по мере увеличения плотности упаковки частиц и сокращения концентрации воды. Повышение прочности на сжатие за счет повышения плотности упаковки частиц и снижения концентрации воды может быть полезным для противодействия тенденции к снижению прочности на сжатие конечного отвержденного изделия при введении непрерывных волокон.
Примеры 271 - 276
Составы по примерам 259 - 264 в основном повторяются, за тем исключением, что концентрация воды в каждом примере снижается так, чтобы степень дефицита воды составила 70% (см. табл. 35).
Прочность гидравлически отверждаемой смеси на сжатие увеличивается по мере увеличения плотности упаковки частиц и сокращения концентрации воды. Повышение прочности на сжатие за счет повышения плотности упаковки частиц и снижения концентрации воды может быть полезным для противодействия тенденции к снижению прочности на сжатие конечного отвержденного изделия при введении непрерывных волокон.
Примеры 277 - 282
Составы по примерам 259 - 264 в основном повторяются, за тем исключением, что концентрация воды в каждом примере снижается так, чтобы степень дефицита воды составила 80% (см. табл. 35А).
Прочность гидравлически отверждаемой смеси на сжатие увеличивается по мере увеличения плотности упаковки частиц и сокращения концентрации воды. Повышение прочности на сжатие за счет повышения плотности упаковки частиц и снижения концентрации воды может быть полезным для противодействия тенденции к снижению прочности на сжатие конечного отвержденного изделия при введении непрерывных волокон.
Примеры 283 - 288
Составы по примерам 259 - 264 в основном повторяются, за тем исключением, что концентрация воды в каждом примере снижается так, чтобы степень дефицита воды составила 90% (см. табл. 36).
Сравнение прочности различных составов по примерам 259 - 288 в зависимости от плотности упаковки частиц демонстрирует тесную взаимосвязь между прочностью и абсолютным содержанием воды в гидравлически отверждаемой смеси. Хотя повышение концентрации портланд-цемента в смесях по примерам 259 - 288 обуславливает повышение общей прочности смесей, такое повышение менее существенно, чем в случае увеличения плотности упаковки частиц и снижения концентрации воды в смесях.
Следующая группа примеров иллюстрирует влияние естественной плотности упаковки частиц песка и портланд-цемента на общую плотность упаковки частиц двухкомпонентной системы (т. е. системы, состоящей из портланд-цемента и песка). Применение информации, приведенной в этих примерах, позволит среднему специалисту в настоящей отрасли разрабатывать составы гидравлически отверждаемых смесей, в которых значения плотности упаковки частиц будут соответствовать приведенным выше в примерах 109 - 288. Как показано ниже, получаемая плотность упаковки частиц зависит не только от значений естественной плотности упаковки частиц цемента и песка, но также и от среднего диаметра частиц цемента и песка, соответственно.
Следует отметить, что различные заполнители на базе песка могут иметь одинаковый средний диаметр и в то же время существенно различающиеся значения плотности упаковки частиц. Естественная плотность упаковки заполнителя с данным диаметром частиц будет увеличиваться или уменьшаться в зависимости от распределения диаметров частиц относительно среднего значения диаметра. Как правило, чем больше дисперсия размеров частиц, тем выше естественная плотность упаковки частиц данного материала-заполнителя.
Примеры 289 - 294
Составляются гидравлически отверждаемые смеси, содержащие 1,0 кг портланд-цемента и 6,0 кг песка, так что смеси содержат 14,3% цемента и 85,7% песчаного заполнителя от массы сухих компонентов. Портланд-цемент состоит из частиц со средним размером 15 мкм и естественной плотностью упаковки 0,580. Для получения требуемой общей плотности упаковки частиц смеси выбираются пять различных типов песчаного заполнителя, разбитые на категории в зависимости от среднего диаметра частиц. Пять различных заполнителей, которые именуются "заполнитель 1", "заполнитель 2" и т. д., состоят из частиц со средним размером 0,1 мм, 0,2 мм, 0,5 мм, 1,0 мм и 1,25 мм, соответственно.
Каждый из пяти типов песчаного заполнителя дополнительно подразделяется на основе естественной плотности упаковки частиц, как указано ниже. В табл. 37 иллюстрируется изменение общей плотности упаковки частиц в результате смешивания с вышеописанным портланд-цементом пяти различных типов заполнителя с различными значениями плотности упаковки частиц. Термин "заполнитель" сокращается в виде "Зап."; общая плотность упаковки сокращенно обозначается как "Плотн.", а цифры, приведенные в каждом столбце с наименованием "Зап.", представляют собой естественную плотность упаковки частиц данного заполнителя (см. табл. 37).
Как можно видеть из этих примеров, повышение общей плотности упаковки частиц можно обеспечить за счет сохранения постоянного среднего размера частиц заполнителя при повышении естественной плотности упаковки частиц заполнителя либо за счет сохранения постоянной естественной плотности упаковки частиц заполнителя при повышении среднего размера частиц заполнителя. В последнем случае повышение плотности упаковки частиц вызвано увеличением разброса между средними размерами частиц заполнителя и размером частиц цемента. Однако представляется, что изменение естественной плотности упаковки частиц данного материала-заполнителя обеспечивает более значительное повышение общей плотности упаковки частиц. Повышение плотности упаковки частиц приводит к повышению площади фрикционного контакта с непрерывными волокнами и другими компонентами гидравлически отверждаемой структурной матрицы, что увеличивает силу затягивания непрерывных волокон, укладываемых в смесь, а также улучшает закрепление таких волокон внутри гидравлически отверждаемой структурной матрицы.
Примеры 295 - 298
Составы, методы и предпосылки, указанные в примерах 289 - 294, полностью повторяются, за тем исключением, что гидравлически отверждаемые смеси содержат 2,0 кг портланд-цемента и 6,0 кг песчаного заполнителя, что позволяет получить смеси, содержащие 25% цемента и 75% песчаного заполнителя от массы сухих компонентов. Средние размеры частиц портланд-цемента и пяти различных типов песчаного заполнителя в следующих примерах соответствуют указанным в примерах 289 - 294 (см. табл. 38).
Эти примеры показывают, что по мере увеличения концентрации портланд-цемент усложняется составление смесей из двухкомпонентных систем, которые имели бы высокую общую плотность упаковки частиц. Это объясняется общим единообразием (снижением разброса размеров) размеров частиц портланд-цемента в сравнении с частицами песчаного материала-заполнителя. Уменьшение разброса размеров частиц обычно не позволяет обеспечить более высокую плотность упаковки частиц.
Примеры 299 - 302
Составы, методы и предпосылки, указанные в примерах 289 - 294, полностью повторяются, за тем исключением, что гидравлически отверждаемые смеси содержат 3,0 кг портланд-цемента и 6,0 кг песчаного заполнителя, что позволяет получить смеси, содержащие 33,3% цемента и 66,7% песчаного заполнителя от массы сухих компонентов. Средние размеры частиц портланд-цемента и пяти различных типов песчаного заполнителя в следующих примерах соответствуют указанным в примерах 289 - 294 (см. табл. 39).
Примеры 303 - 305
Составы, методы и предпосылки, указанные в примерах 289 - 294, полностью повторяются, за тем исключением, что гидравлически отверждаемые смеси содержат 4,0 кг портланд-цемента и 6,0 кг песчаного заполнителя, что позволяет получить смеси, содержащие 40% цемента и 60% песчаного заполнителя от массы сухих компонентов. Средние размеры частиц портланд-цемента и пяти различных типов песчаного заполнителя в следующих примерах соответствуют указанным в примерах 289 - 294 (см. табл. 40).
Примеры 306 - 308
Составы, методы и предпосылки, указанные в примерах 289 - 294, полностью повторяются, за тем исключением, что гидравлически отверждаемые смеси содержат 5,0 кг портланд-цемента и 6,0 кг песчаного заполнителя, что позволяет получить смеси, содержащие 45,5% цемента и 54,5% песчаного заполнителя от массы сухих компонентов. Средние размеры частиц портланд-цемента и пяти различных типов песчаного заполнителя в следующих примерах соответствуют указанным в примерах 289 - 294 (см. табл.41).
Примеры 309 - 310
Составы, методы и предпосылки, указанные в примерах 289 - 294, полностью повторяются, за тем исключением, что гидравлически отверждаемые смеси содержат 6,0 кг портланд-цемента и 6,0 кг песчаного заполнителя, что позволяет получить смеси, содержащие 50% цемента и 50% песчаного заполнителя от массы сухих компонентов. Средние размеры частиц портланд-цемента и пяти различных типов песчаного заполнителя в следующих примерах соответствуют указанным в примерах 289-294 (см. табл. 42).
Примеры 311 - 316
Гидравлически отверждаемые изделия со спиральной навивкой непрерывных волокон изготавливались с применением обычных методов навивки непрерывных волокон (т. е. сырой гидравлически отверждаемой смеси придавалась форма трубы, обернутой вокруг оправки, после чего осуществлялась навивка волокон вокруг смеси и внутри нее). Процентная концентрация волокон, навиваемых внутри гидравлически отверждаемых изделий и внутри них, постепенно увеличивалась, тогда как угол навивки поддерживался на постоянном уровне в 45o, чтобы определить влияние концентрации волокон на прочность изделий с навитыми волокнами на разрыв под давлением. Как показано ниже, первоначально введенные волокна в концентрации 3,0% обусловили резкое повышение прочности на разрыв под давлением (в таблицах "Разрыв"). После этого, по мере дальнейшего увеличения концентрации волокон прочность на разрыв под давлением продолжала возрастать, но не столь существенно (см. табл. 43).
Зависимость прочности на разрыв под давлением для каждого изделия от угла навивки волокон вокруг гидравлически отверждаемой структурной матрицы показана в графическом виде на фиг. 30.
С учетом вышеизложенного, можно ожидать, что изделия, отформованные с помощью методов и устройств по настоящему изобретению, вместе с аналогичными составами смесей и концентрациями волокон, будут иметь такую же или даже более высокую прочность на разрыв под давлением в сравнении с изделиями, отформованными с применением обычных методов навивки непрерывных волокон. Можно ожидать, что прочность на разрыв под давлением у изделий, отформованных по настоящему изобретению, будет выше благодаря улучшению контакта между волокнами и гидравлически отверждаемой структурной матрицей, что обуславливается улучшением уплотнения, консолидации и снижением пористости экструдируемой смеси. Кроме того ожидается, что в результате экструзии будет обеспечено существенное повышение качества поверхности изделий.
Примеры 317 - 319
Гидравлически отверждаемые изделия со спиральной навивкой непрерывных волокон изготавливались с применением обычных методов навивки непрерывных волокон, указанных в примерах 311 - 316. Однако процентная концентрация волокон поддерживалась на уровне 3,0%, тогда как угол навивки менялся до значений 35o, 45o и 65o, соответственно, чтобы продемонстрировать влияние угла навивки на прочность изделий с навитыми волокнами на разрыв под давлением. Как показано ниже, по мере увеличения угла навивки волокон прочность на разрыв под давлением существенно возрастала (см. табл. 44).
Зависимость прочности на разрыв под давлением для изделий от угла навивки волокон вокруг гидравлически отверждаемой структурной матрицы показана в графическом виде на фиг. 31.
С учетом вышеизложенного, можно ожидать, что изделия, отформованные с помощью методов и устройств по настоящему изобретению, вместе с аналогичными составами смесей и концентрациями волокон, будут иметь такую же или даже более высокую прочность на разрыв под давлением в сравнении с изделиями, отформованными с применением обычных методов навивки непрерывных волокон. Можно ожидать, что прочность на разрыв под давлением у изделий, отформованных по настоящему изобретению, будет выше благодаря улучшению контакта между волокнами и гидравлически отверждаемой структурной матрицей, что обуславливается улучшением уплотнения, консолидации и снижением пористости экструдируемой смеси. Кроме того ожидается, что в результате экструзии будет обеспечено существенное повышение качества поверхности изделий.
Примеры 320 - 324
Гидравлически отверждаемые изделия со спиральной навивкой непрерывных волокон изготавливались с применением обычных методов навивки непрерывных волокон, указанных в примерах 311 - 316. Процентная концентрация волокон, навиваемых внутри гидравлически отверждаемых изделий и внутри них, постепенно увеличивалась, тогда как угол навивки α поддерживался на постоянном уровне в 45o, чтобы определить влияние концентрации волокон на модуль упругости изделий с навитыми волокнами. Как указано ниже, модуль упругости стабильно и существенно увеличивался по мере увеличения процентной концентрации волокон (см. табл. 45).
На фиг. 32 в графическом виде показана зависимость модуля упругости от процентной концентрации волокон вокруг и внутри гидравлически отверждаемой структурной матрицы каждого изделия.
С учетом вышеизложенного, можно ожидать, что изделия, отформованные с помощью методов и устройств по настоящему изобретению, вместе с аналогичными составами смесей и концентрациями волокон, будут иметь такой же или даже более высокий модуль упругости в сравнении с изделиями, отформованными с применением обычных методов навивки непрерывных волокон. Можно ожидать, что модуль упругости изделий, отформованных по настоящему изобретению, будет выше благодаря улучшению контакта между волокнами и гидравлически отверждаемой структурной матрицей, что обуславливается улучшением уплотнения, консолидации и снижением пористости экструдируемой смеси. Кроме того ожидается, что в результате экструзии будет обеспечено существенное повышение качества поверхности изделий.
Примеры 325 - 329
Гидравлически отверждаемые изделия со спиральной навивкой непрерывных волокон изготавливались с применением обычных методов навивки непрерывных волокон, указанных в примерах 311 - 316. Однако процентная концентрация волокон поддерживалась на уровне 3,0%, тогда как угол навивки менялся до значений 35o, 45o, 55o, 65o и 75o, соответственно, чтобы продемонстрировать влияние угла навивки на модуль упругости изделий с навитыми волокнами. Как показано ниже, модуль упругости изделий резко возрастал по мере увеличения угла навивки волокон примерно до 65o, после чего при увеличении угла навивки до 75o возрастание модуля упругости было не столь резким, но все же существенным (см. табл. 46).
На фиг. 33 в графическом виде показана зависимость модуля упругости от угла навивки волокон вокруг и внутри гидравлически отверждаемой структурной матрицы каждого изделия.
С учетом вышеизложенного, можно ожидать, что изделия, отформованные с помощью методов и устройств по настоящему изобретению, вместе с аналогичными составами смесей и концентрациями волокон, будут иметь такой же или даже более высокий модуль упругости в сравнении с изделиями, отформованными с применением обычных методов навивки непрерывных волокон. Можно ожидать, что модуль упругости изделий, отформованных по настоящему изобретению, будет выше благодаря улучшению контакта между волокнами и гидравлически отверждаемой структурной матрицей, что обуславливается улучшением уплотнения, консолидации и снижением пористости экструдируемой смеси. Кроме того ожидается, что в результате экструзии будет обеспечено существенное повышение качества поверхности изделий.
V. Сводный обзор
Из вышеизложенного ясно, что составы, методы и устройства по настоящему изобретению обеспечивают возможность одновременной укладки непрерывных волокон при экструзии гидравлически отверждаемых материалов для придании им формы изделий и профилей, получение которых ранее было невозможным из-за прочностных и технологических ограничений, присущих гидравлически отверждаемым составам, известным в настоящее время.
Кроме того, настоящее изобретение обеспечивает составы, методы и устройства для экструзии и укладки непрерывных волокон в гидравлически отверждаемые изделия, у которых соотношение прочности на растяжение и прочности на сжатие увеличено по сравнению с традиционными гидравлически отверждаемыми материалами.
Далее настоящее изобретение обеспечивает составы, методы и устройства, которые дают возможность осуществлять непрерывную экструзию гидравлически отверждаемой смеси с одновременной укладкой непрерывных волокон так, чтобы экструдированные изделия или профили немедленно приобретали формоустойчивость (т. е. достаточную прочность для сохранения своей формы без внешней поддержки) в сыром состоянии после выхода из экструзионной фильеры.
Настоящее изобретение также обеспечивает составы, методы и устройства, которые дают возможность осуществлять непрерывную укладку в экструдируемую гидравлически отверждаемую смесь непрерывных волокон в самой различной концентрации.
Кроме того, настоящее изобретение также обеспечивает возможность укладки в гидравлически отверждаемую смесь непрерывных волокон с разнообразной ориентацией или под различными углами относительно продольной оси экструдируемого изделия.
Далее настоящее изобретение также обеспечивает составы, методы и устройства, которые обеспечивают экструзию формоустойчивых труб и цилиндров с существенно увеличенной прочностью на разрыв под действием внутреннего или внешнего давления.
Настоящее изобретение также обеспечивает составы, методы и устройства, которые приводят к эффективной консолидации или уплотнению гидравлически отверждаемой смеси вокруг непрерывно укладываемых волокон и между ними, что позволяет свести к минимуму количество и объем внутренних пустот или дефектов и, тем самым, получить отвержденную гидравлически отверждаемую структурную матрицу, которая будет обладать в основном однородной структурой и равномерной высокой прочностью.
Кроме того, настоящее изобретение также обеспечивает составы, методы и устройства, которые позволяют осуществлять экструзию гидравлически отверждаемых изделий с непрерывно уложенными волокнами, которые имеют существенно более высокое качество поверхности с существенным сокращением концентрации поверхностных дефектов в сравнении с известными методами изготовления цементных материалов с навитыми волокнами.
Настоящее изобретение также обеспечивает такие составы, методы и устройства, которые применяются для получения разнообразных тонкостенных гидравлически отверждаемых изделий, включая изделия с весьма жесткими допусками или точными размерами.
Настоящее изобретение также обеспечивает такие составы, методы и устройства, которые применяются для экструзии гидравлически отверждаемых изделий с непрерывно уложенными волокнами, которые могут заменить изделия, изготавливаемые в настоящее время из традиционных материалов, таких как пластмасса, глина, металл или древесина.
Кроме того, настоящее изобретение обеспечивает получение гидравлически отверждаемых составов, у которых реологические характеристики и пластичность аналогичны характеристикам глины, что позволит выполнять экструзию таких составов с применением экструдеров, предназначенных для глины.
И наконец, настоящее изобретение также обеспечивает такие составы, методы и устройства, которые можно применить для непрерывного изготовления разнообразных гидравлически отверждаемых изделий при такой себестоимости массового производства (т.е. изготовления в больших объемах или количествах), которая сопоставима с себестоимостью изготовления таких изделий из пластмассы, глины, металла или древесины, или даже будет ниже этой себестоимости.
Настоящее изобретение может быть реализовано в других специфичных формах без отклонения от его сути или основных характеристик. Описанные варианты реализации во всех отношениях являются иллюстративными, а не ограничивающими объем изобретения. Следовательно, объем изобретения определяется прилагаемой патентной формулой, а не вышеприведенным описанием. Все изменения в рамках смысла и диапазона эквивалентности патентной формулы входят в объем изобретения.
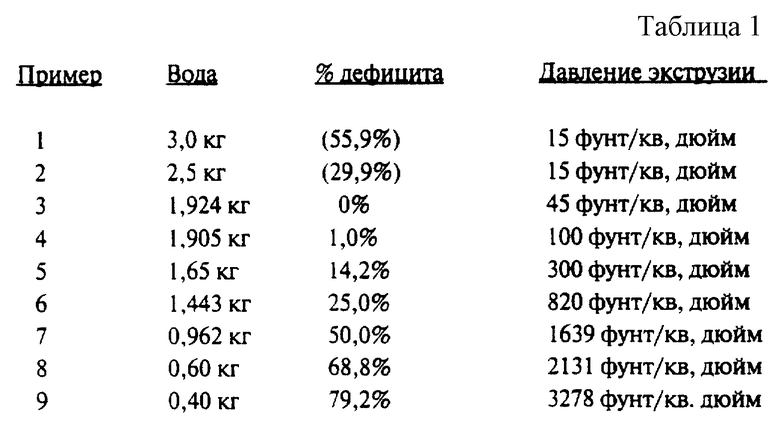
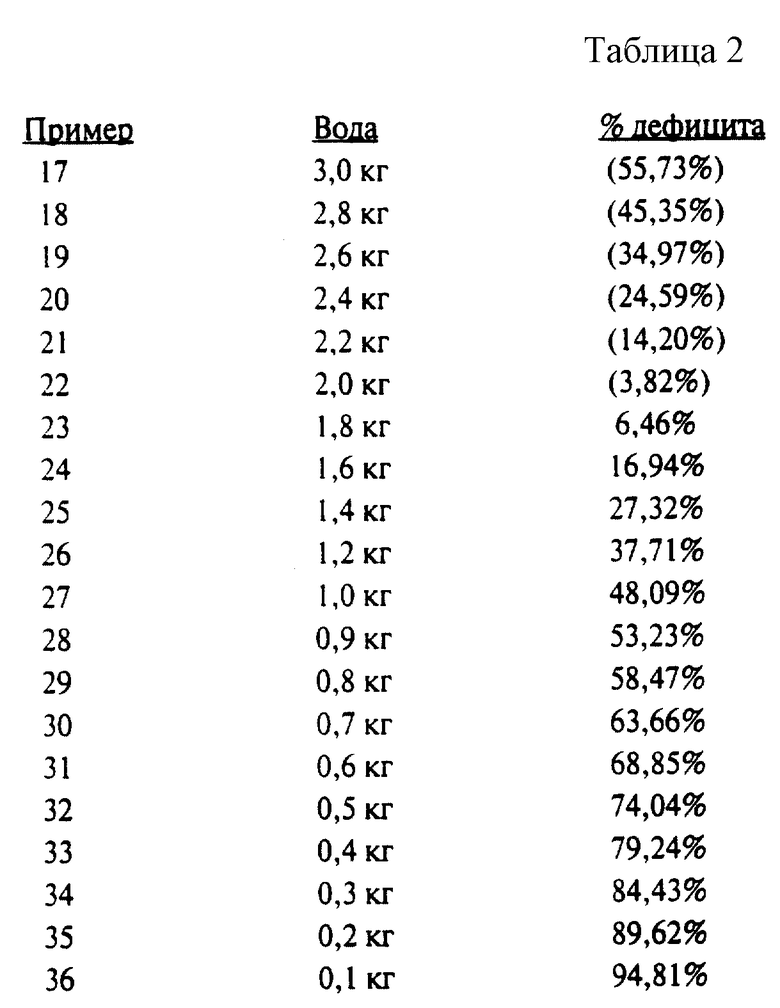
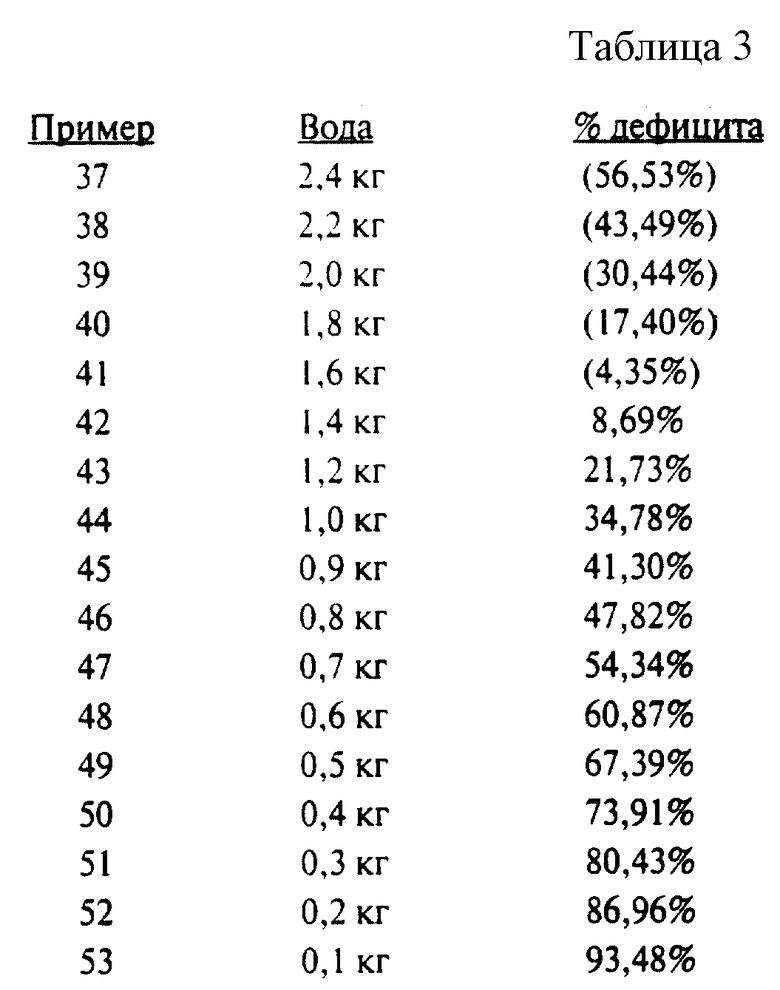
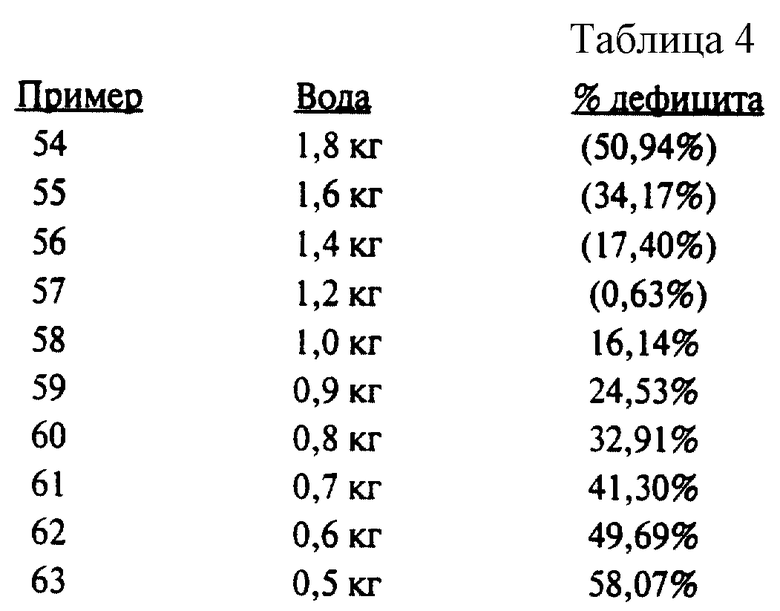
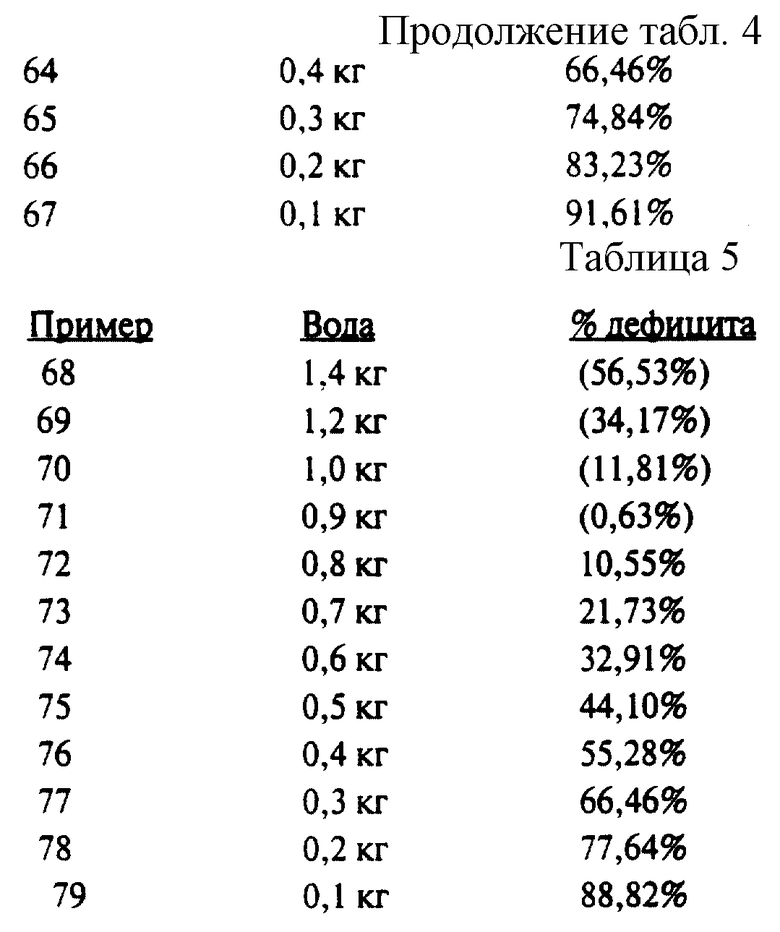
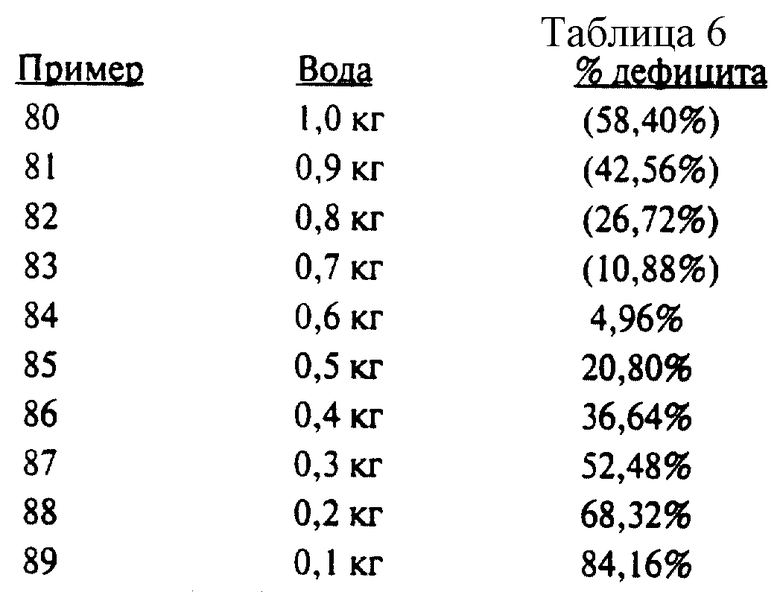
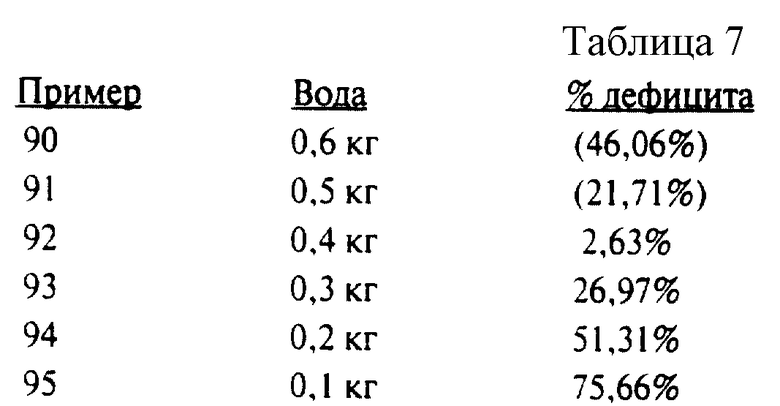
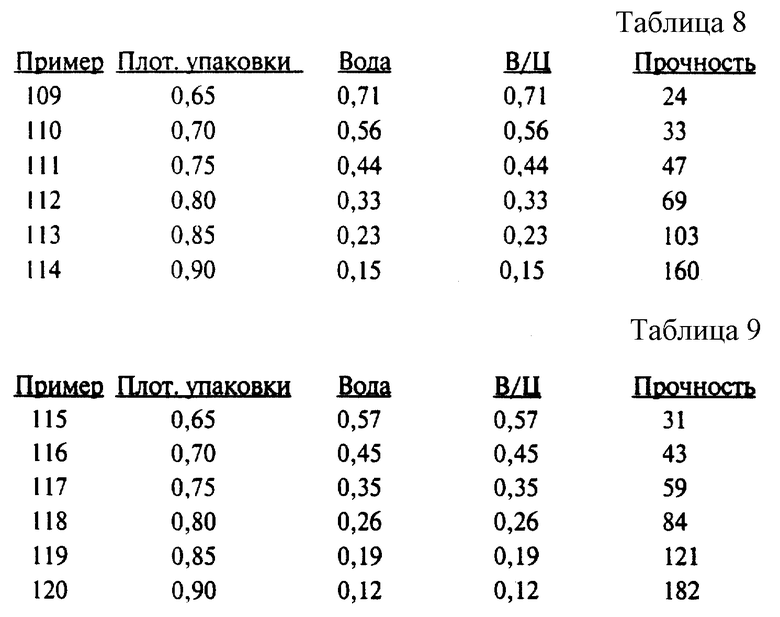
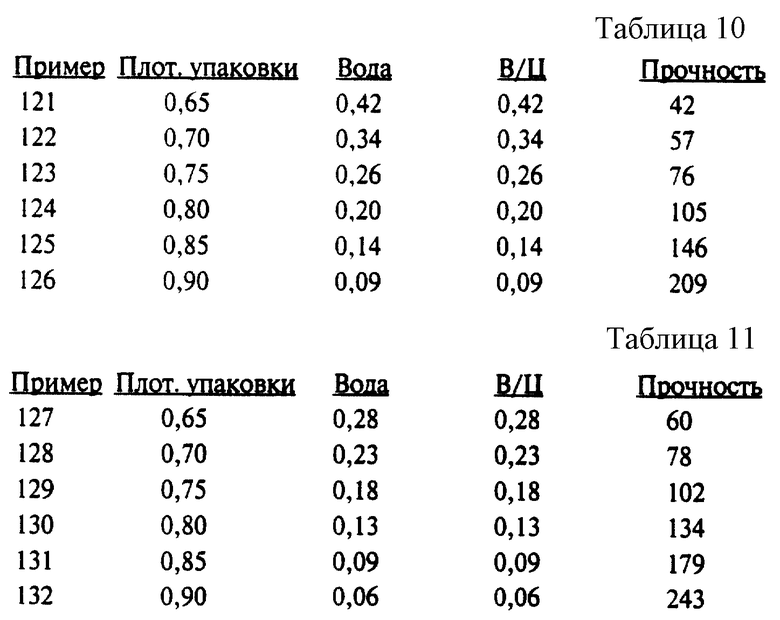
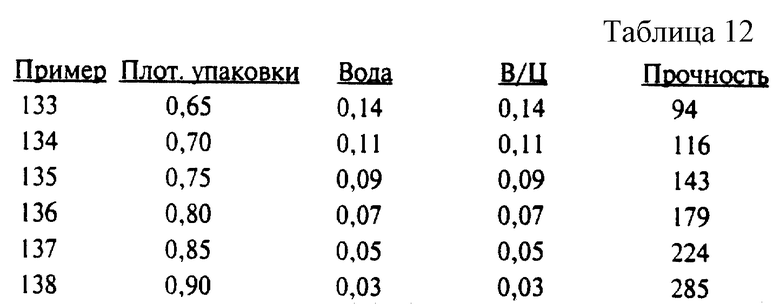
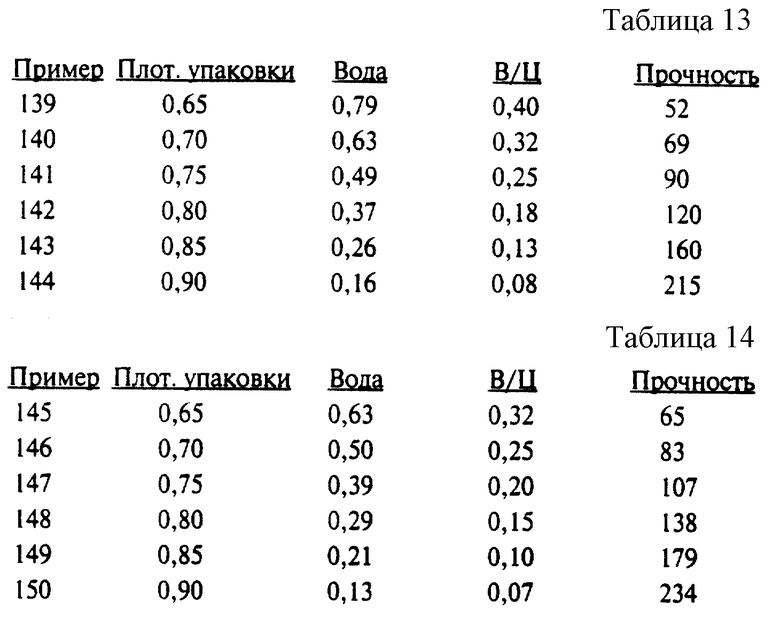
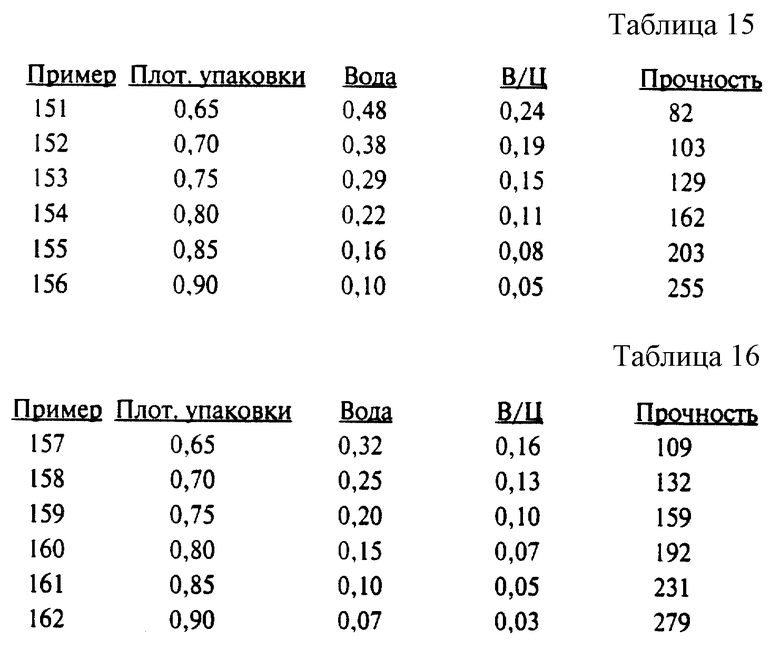
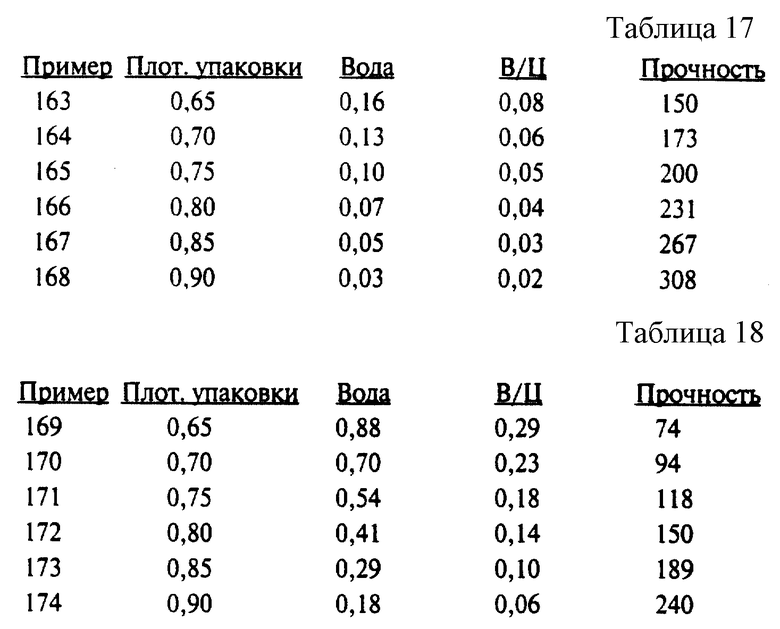
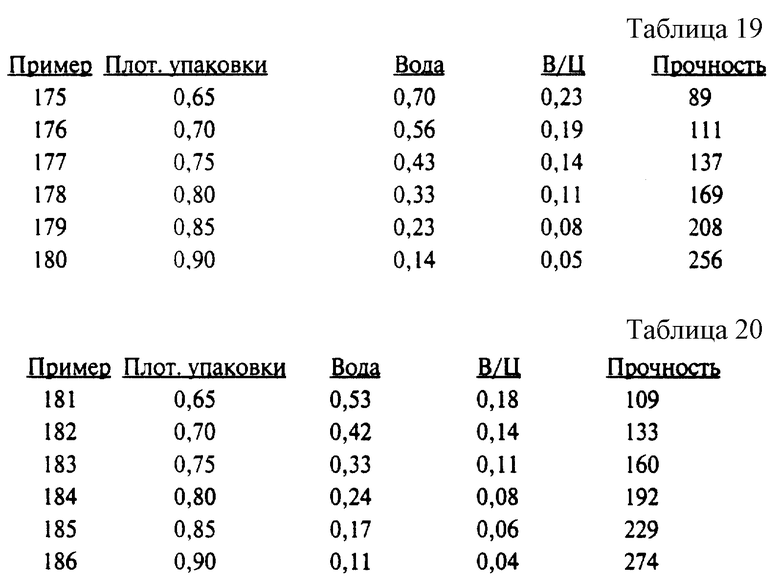
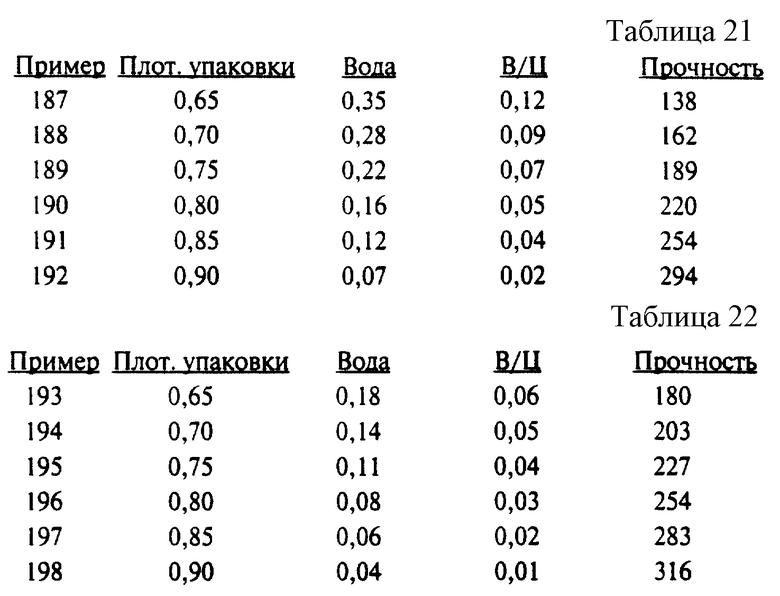
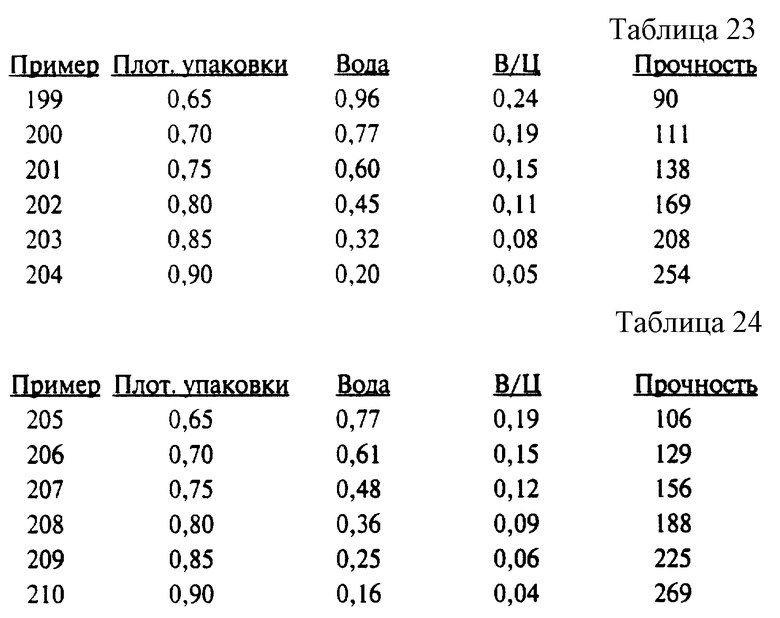
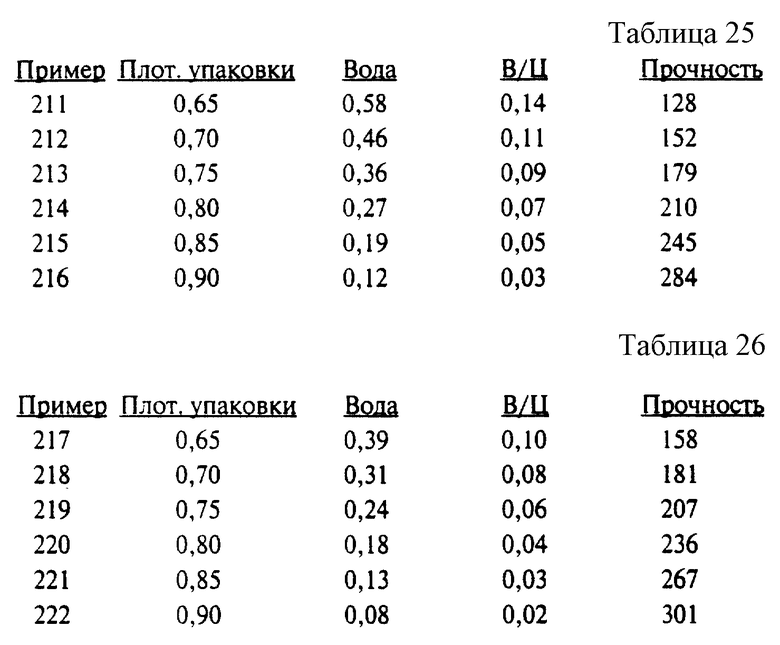
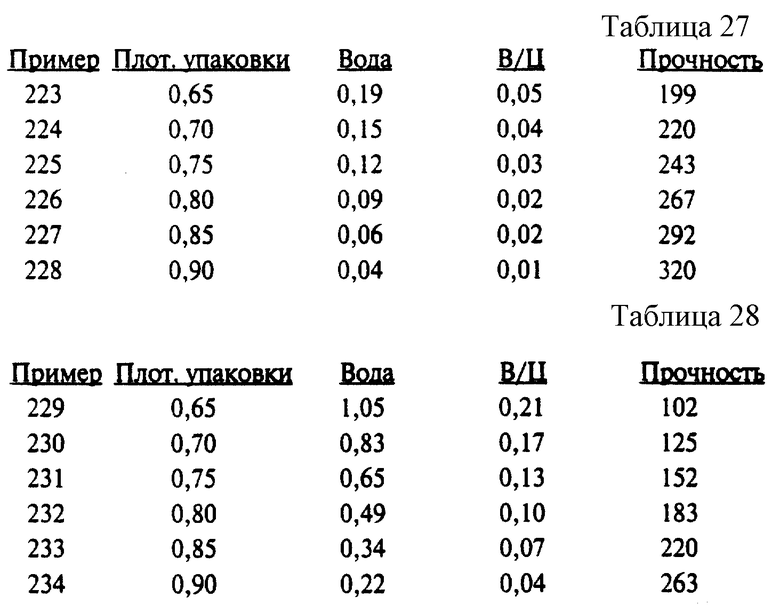
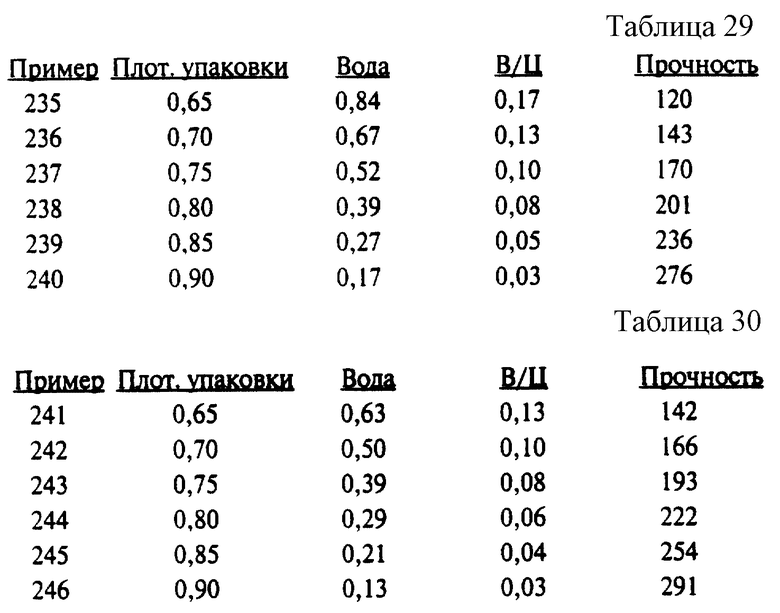
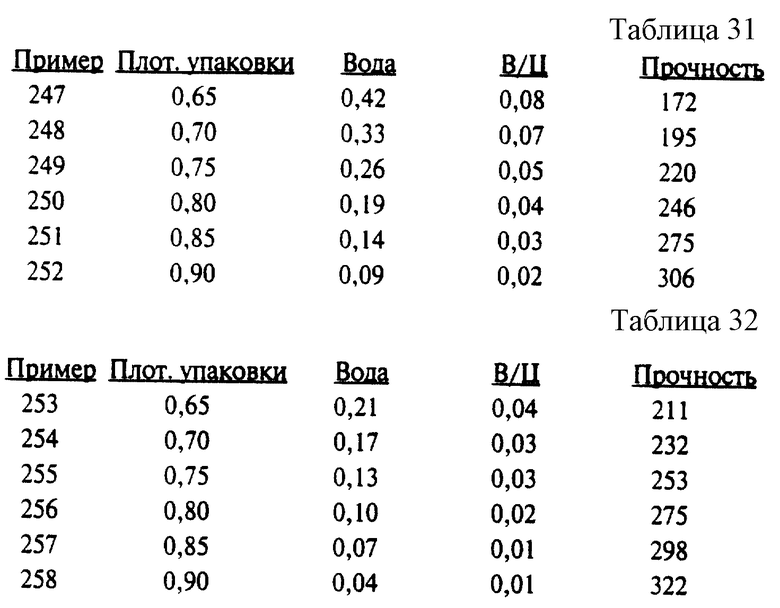
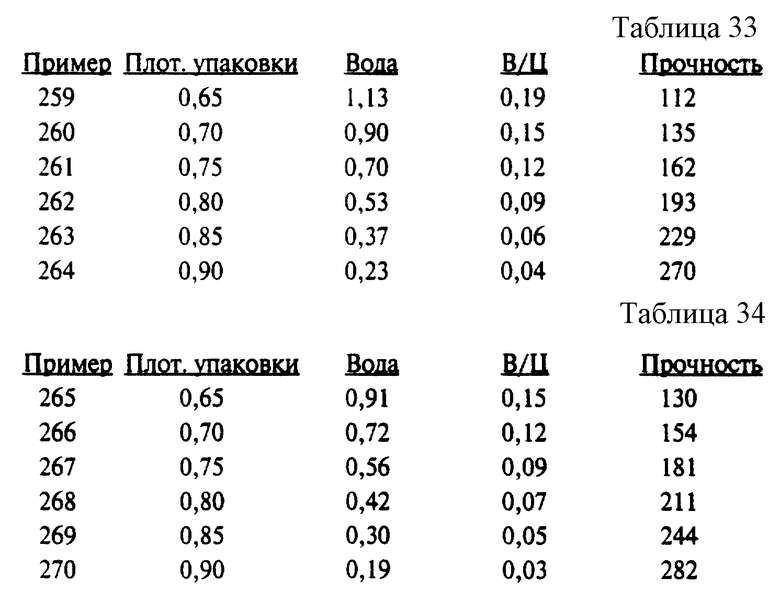
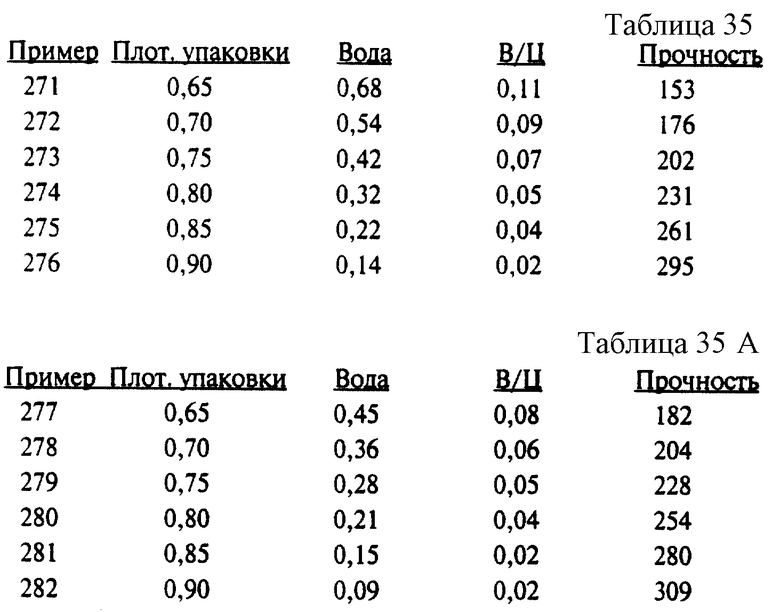
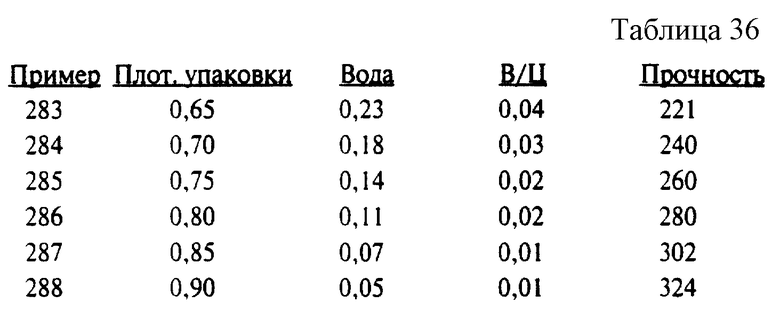
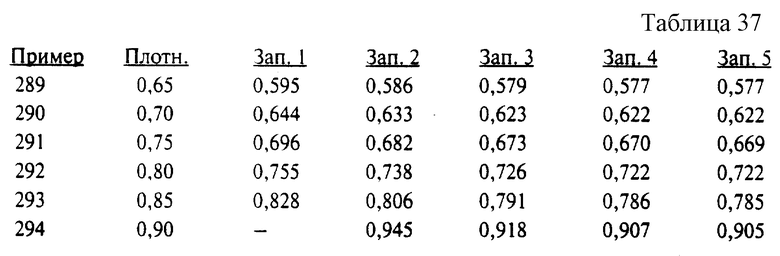
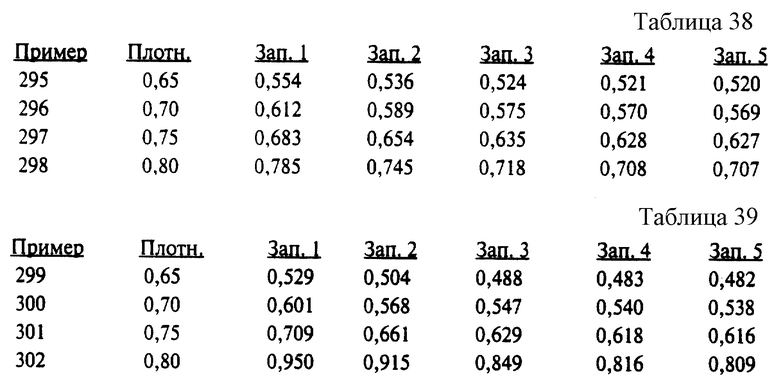
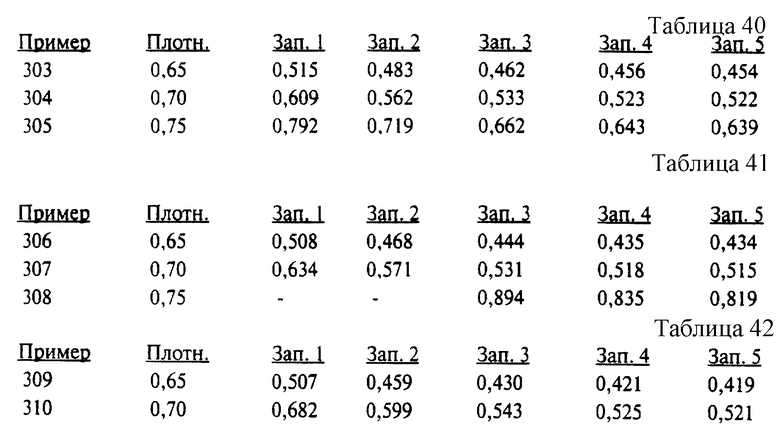
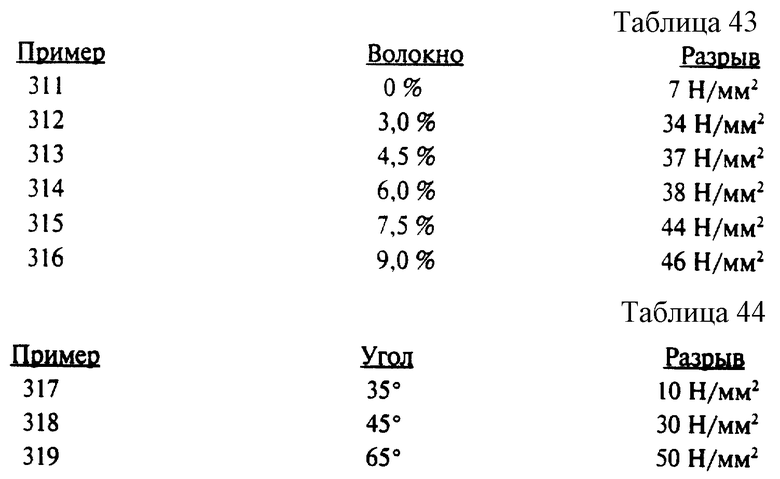
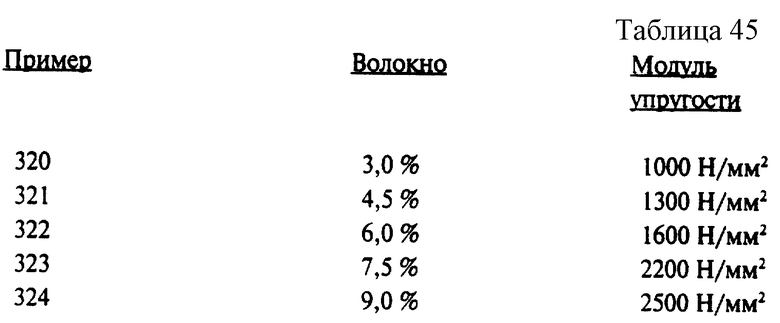
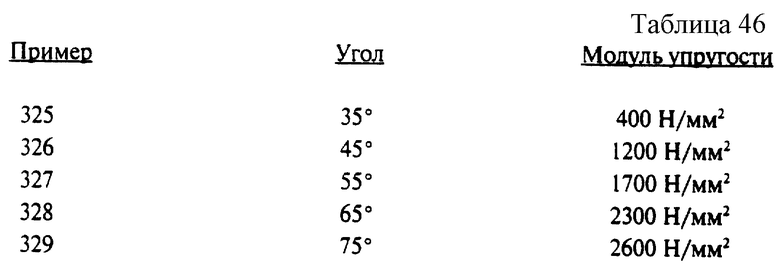
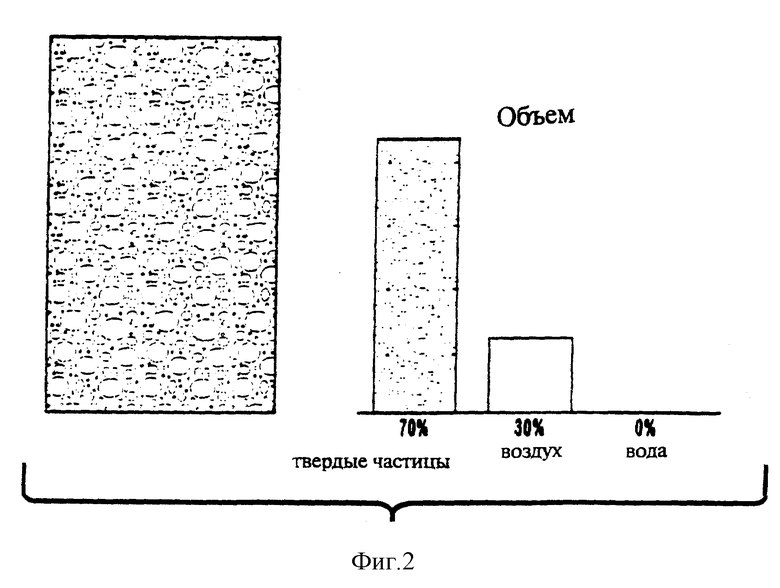
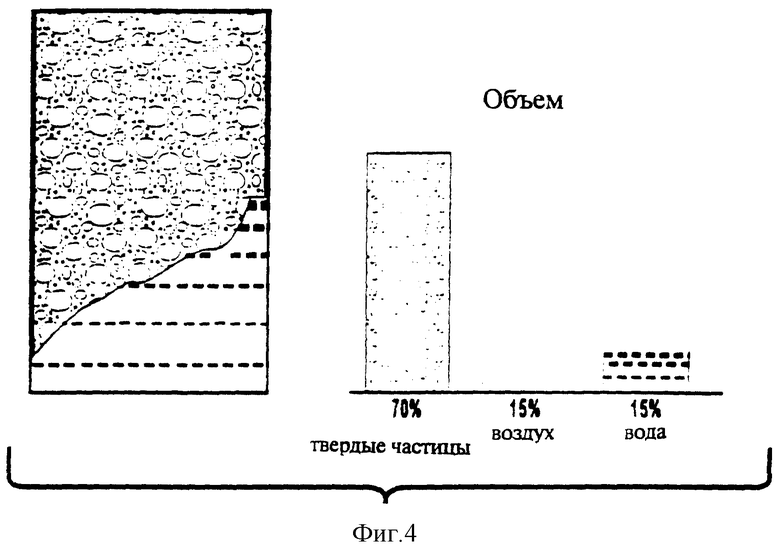
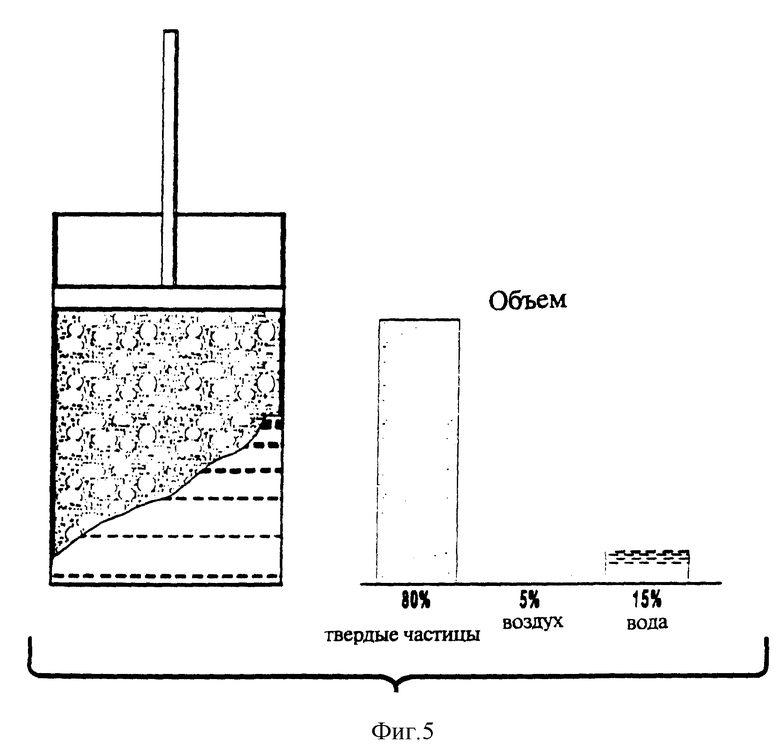
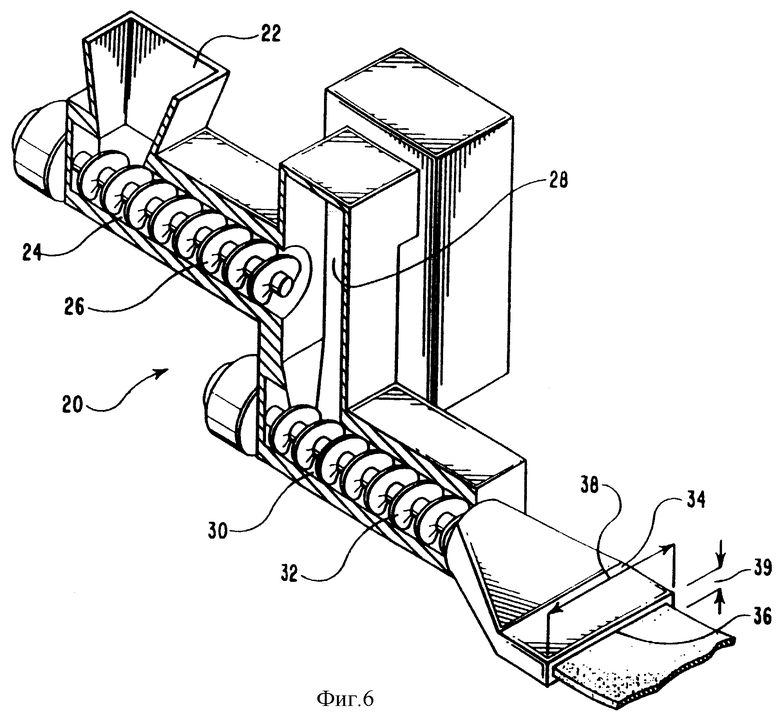
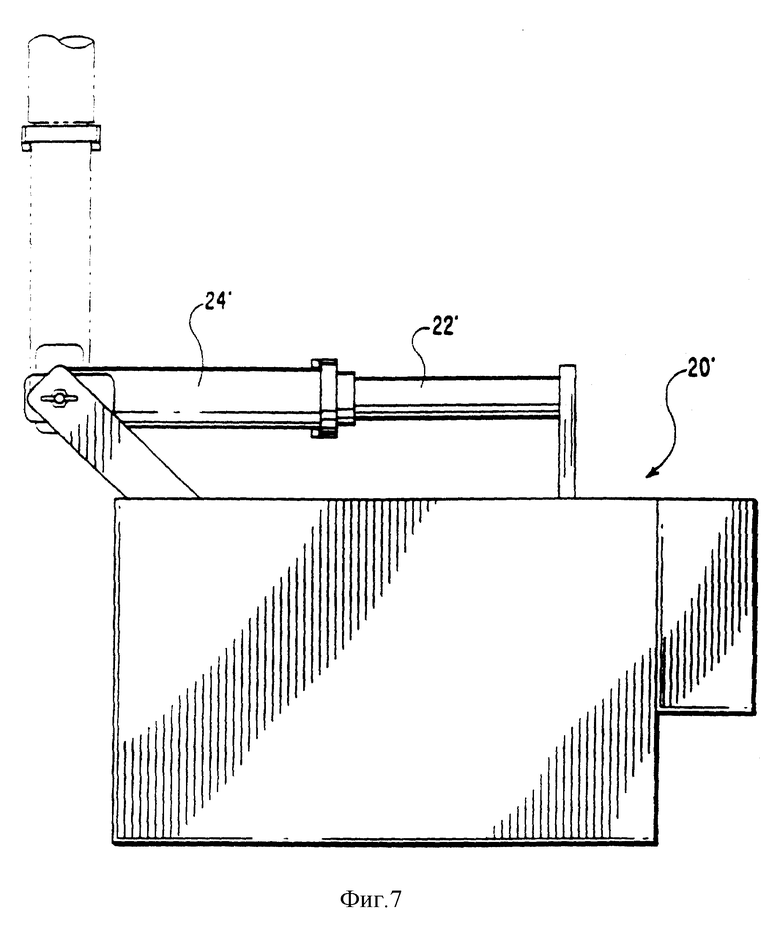
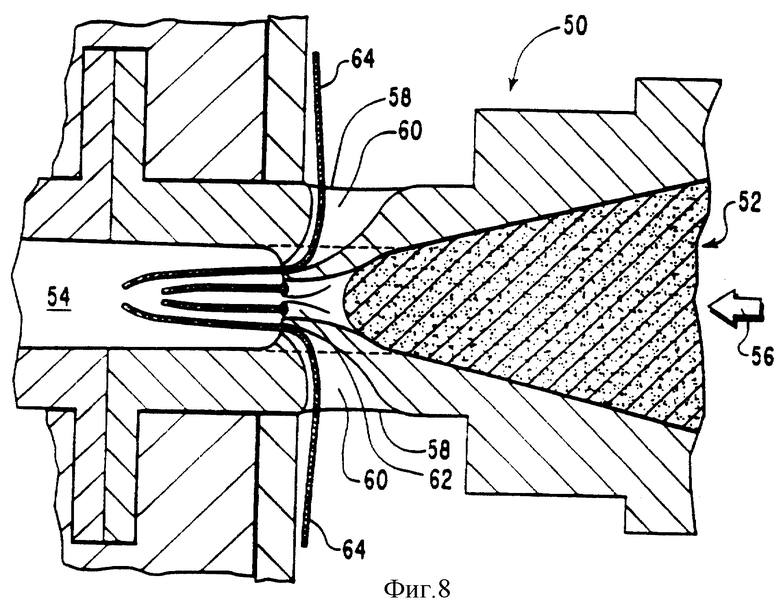
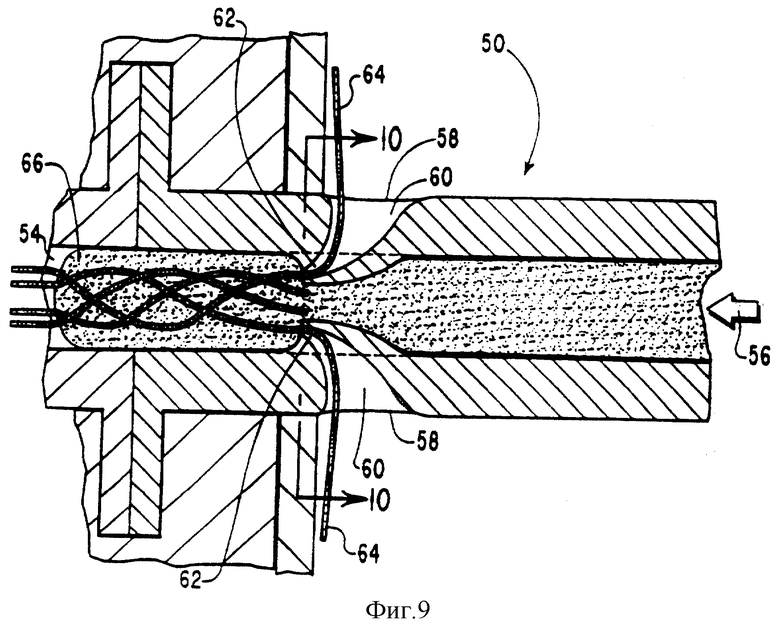
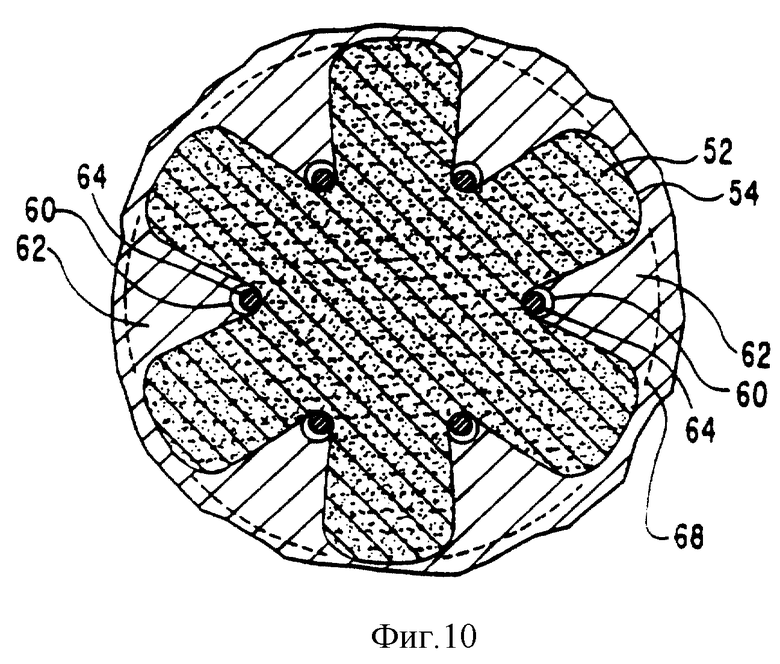
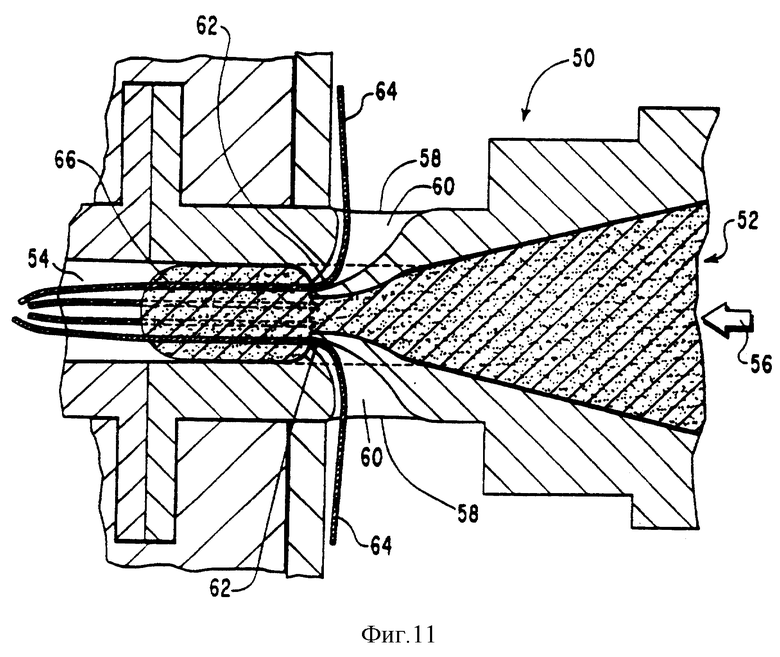
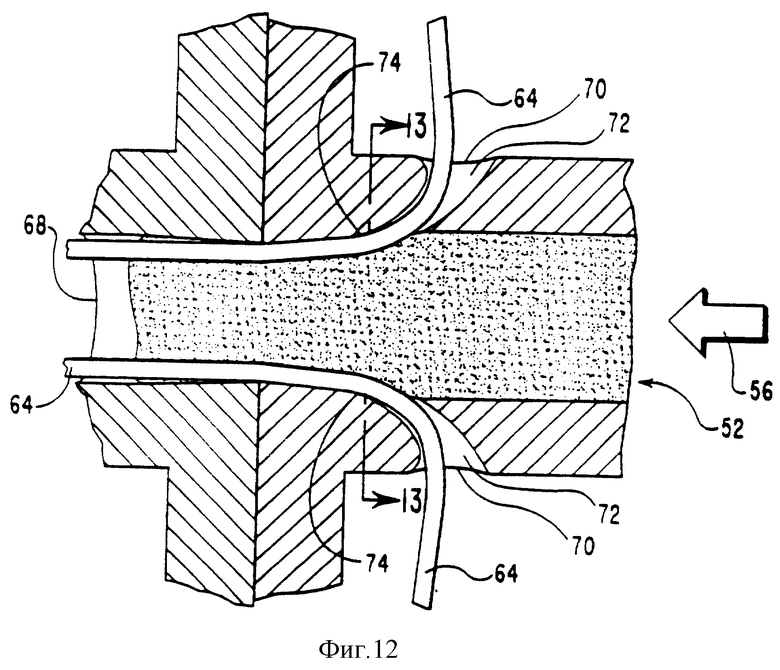
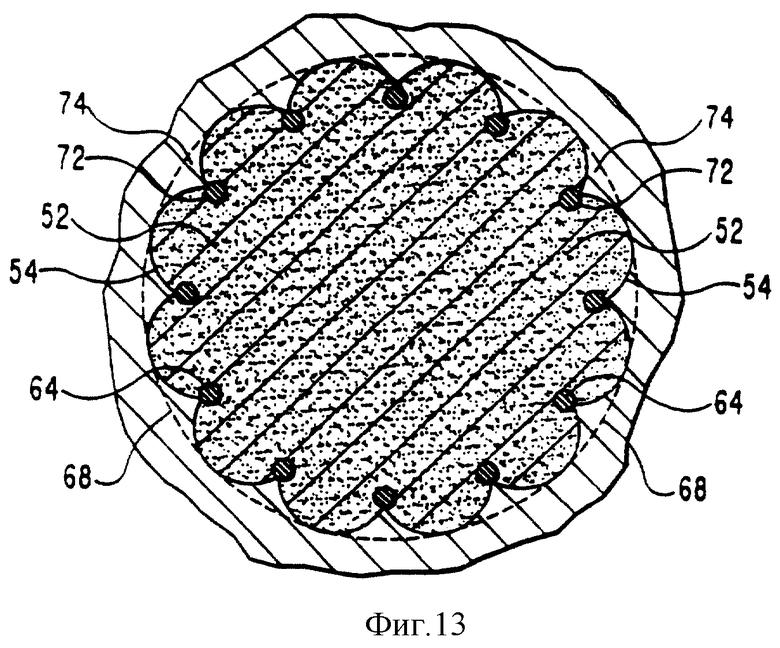
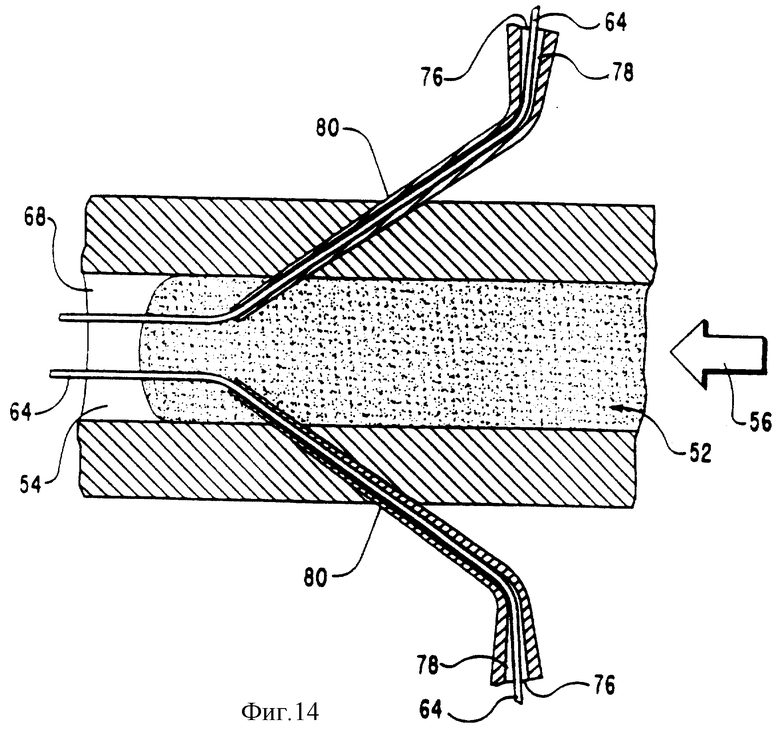
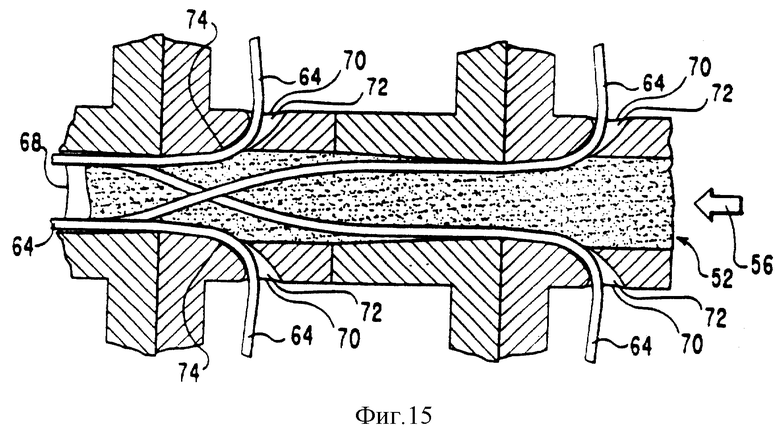
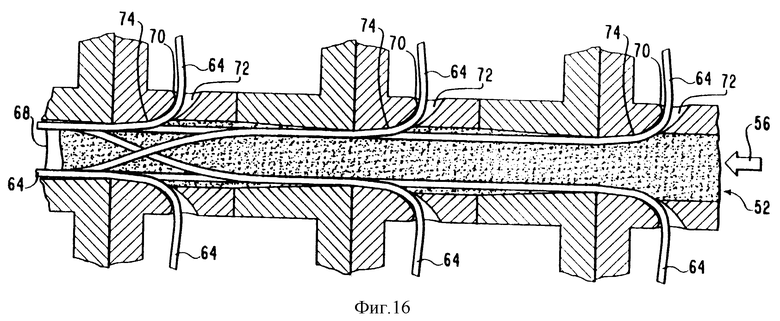
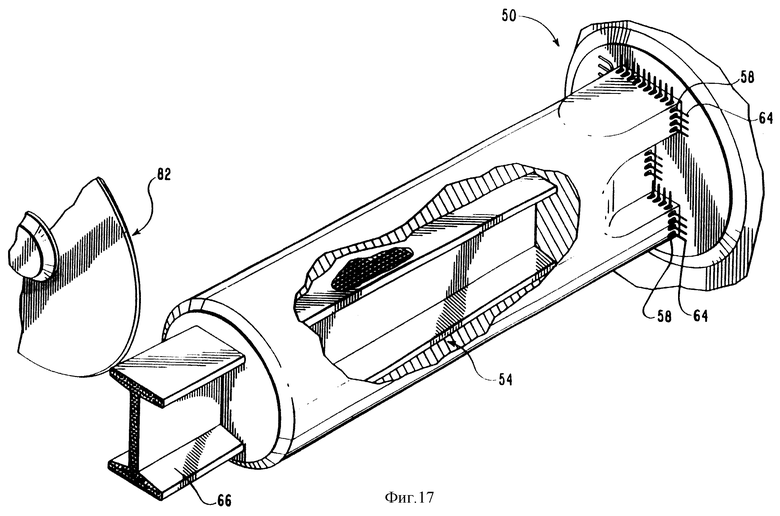
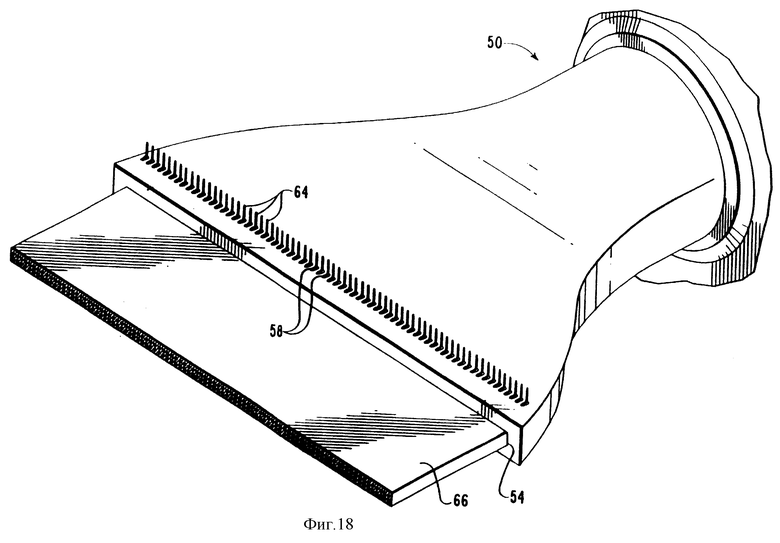
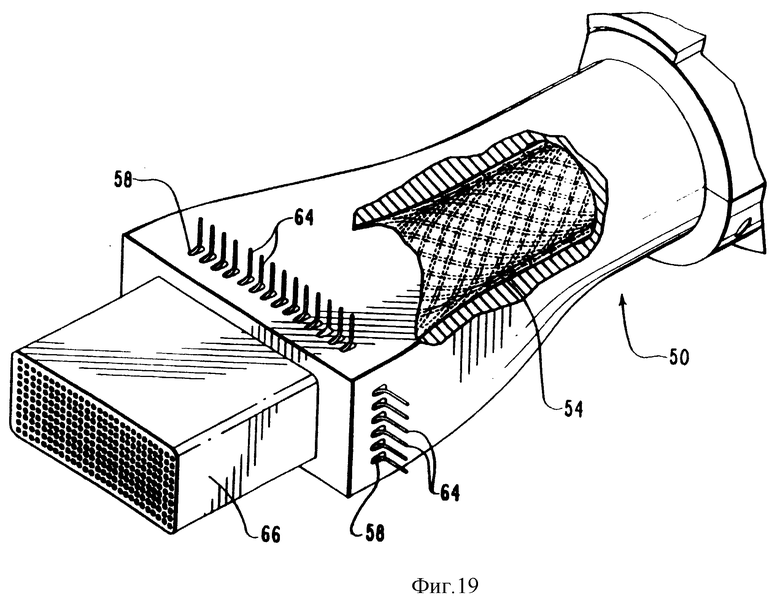
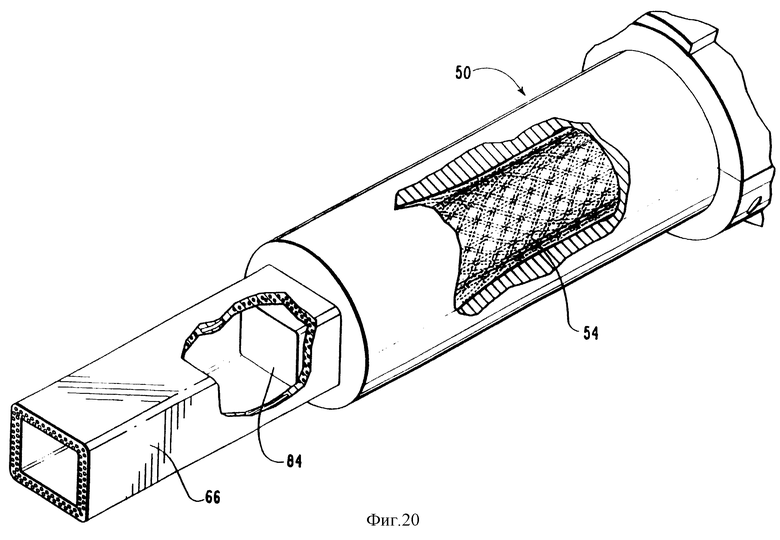
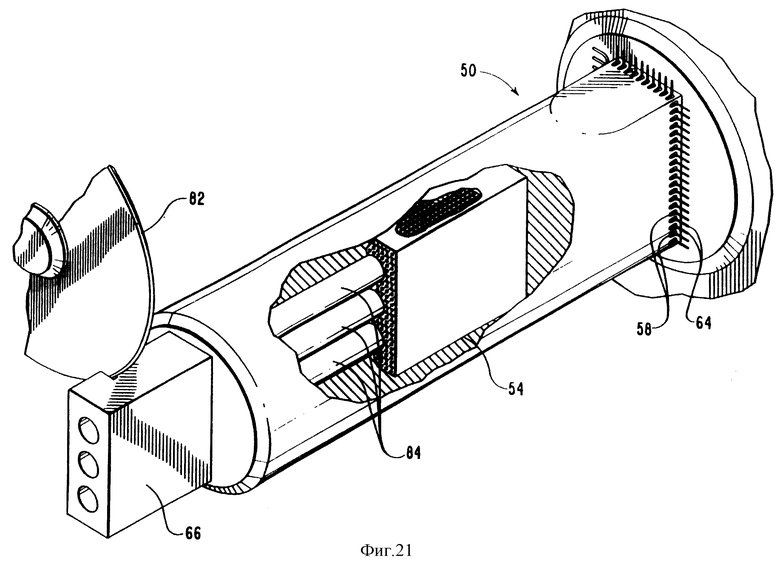
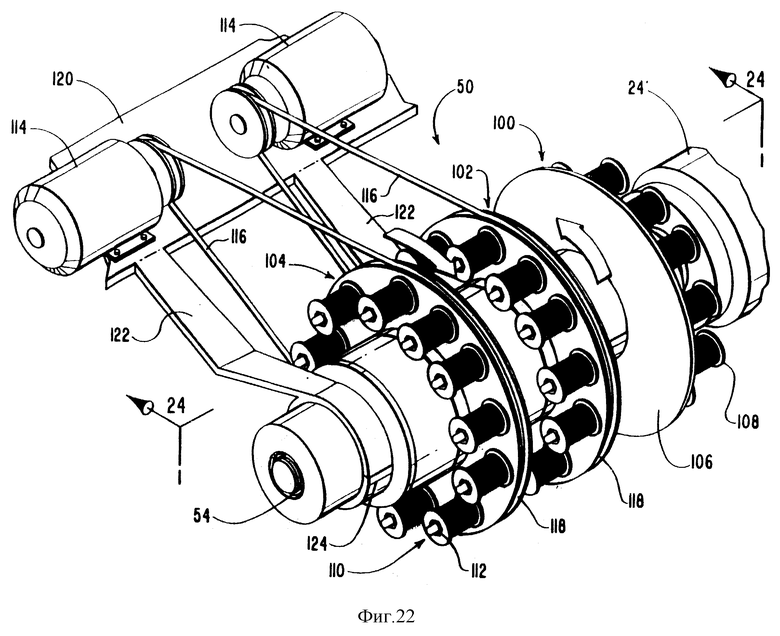
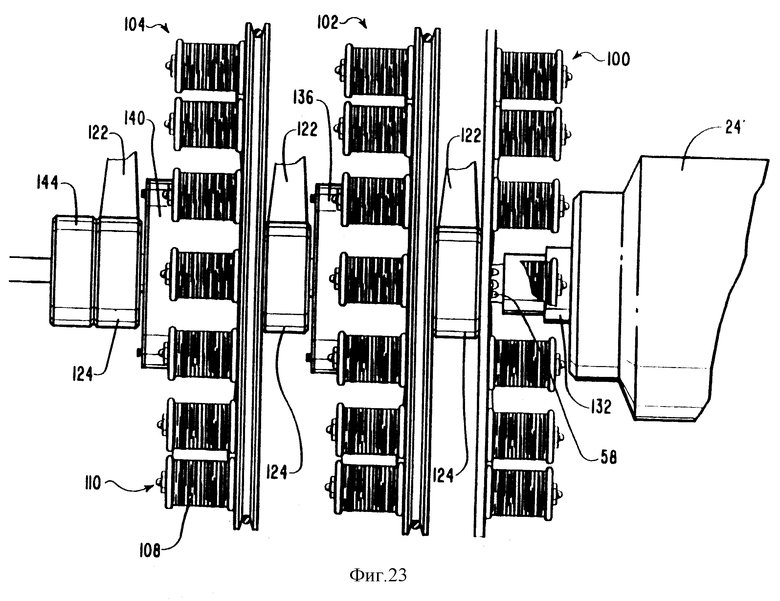
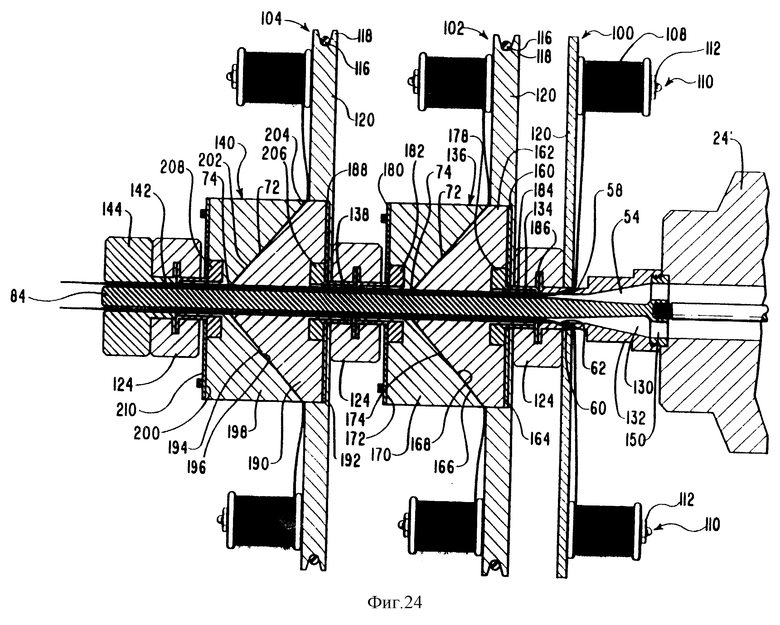
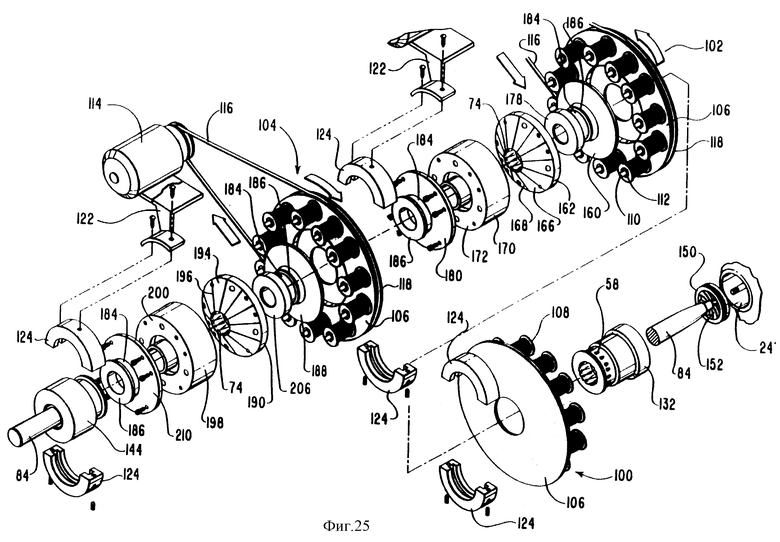
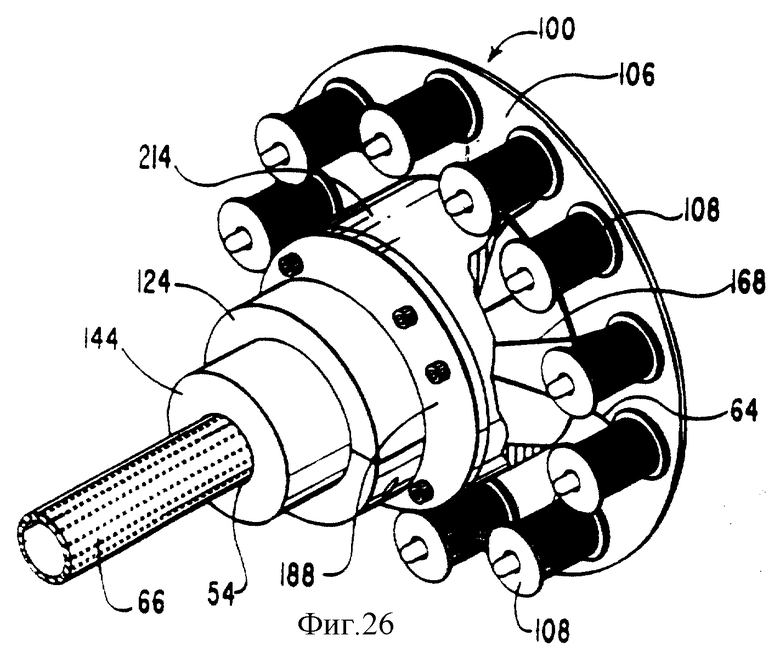
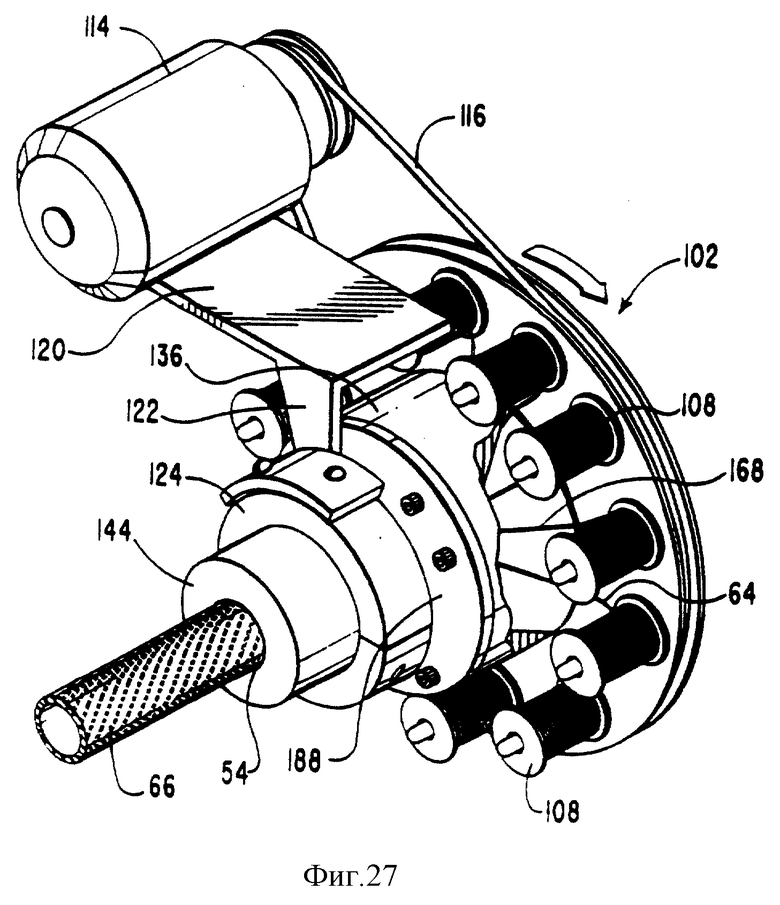
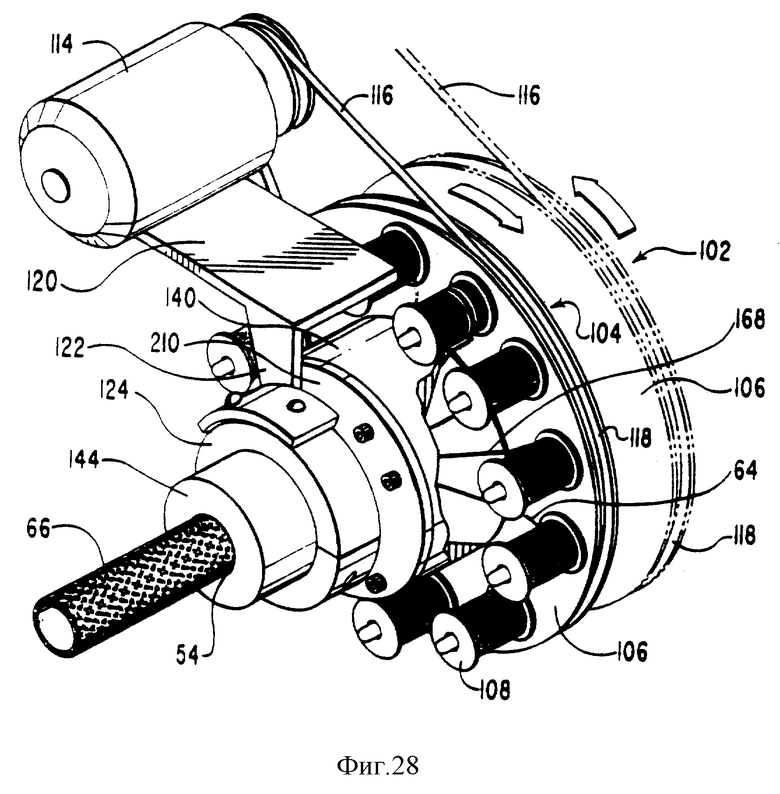
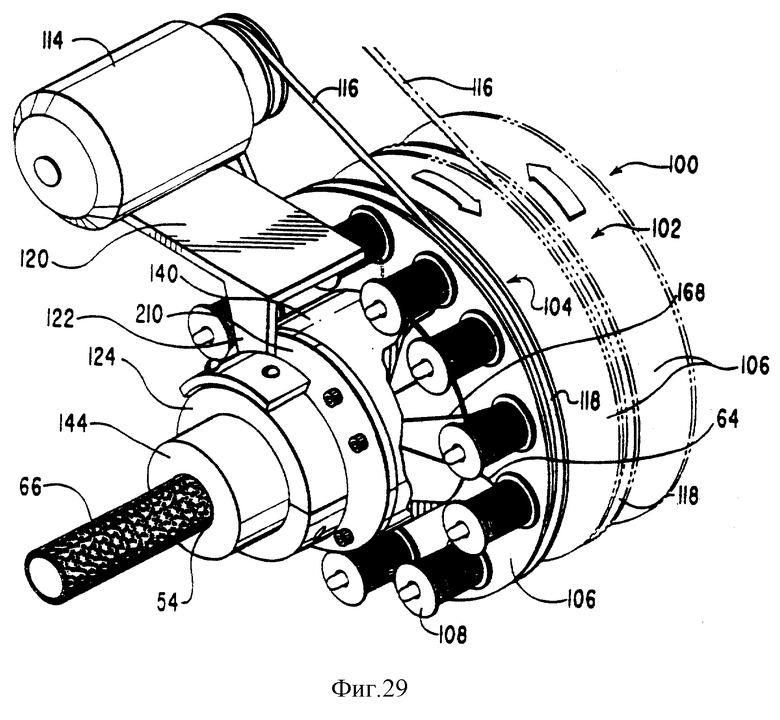
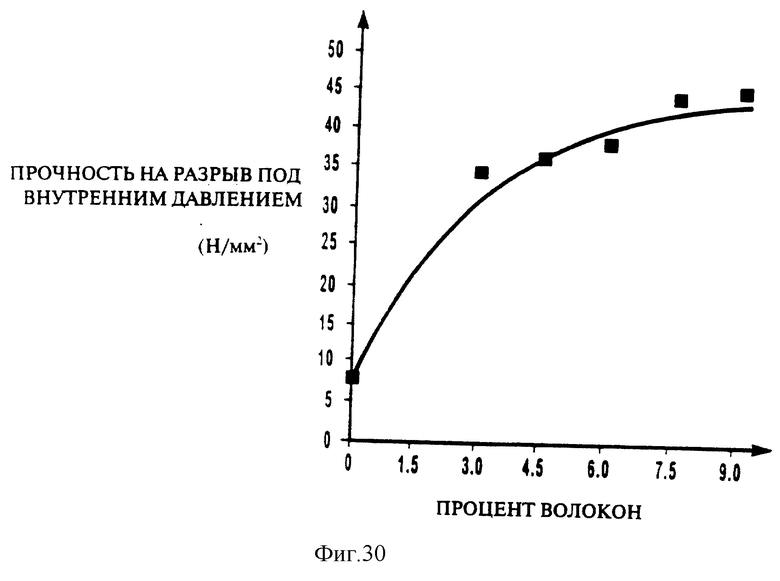
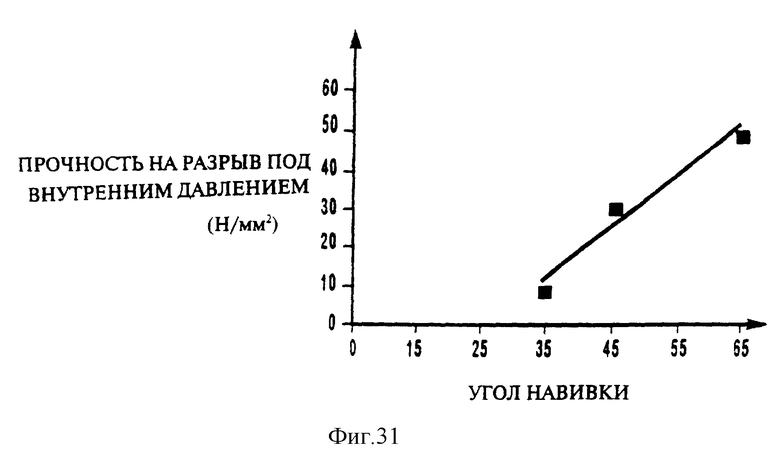
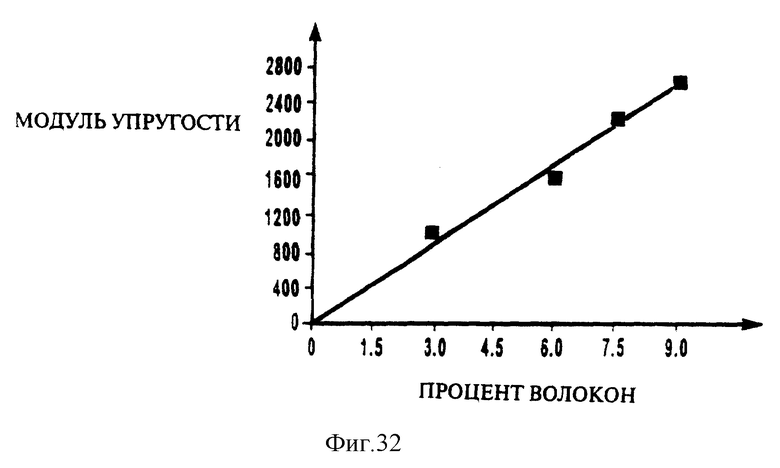
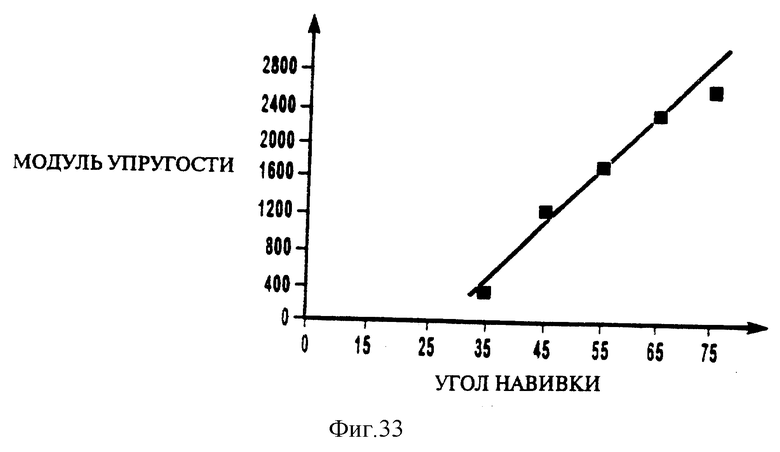
Изобретение относится к методам и системам, предназначенным для изготовления промышленных изделий из гидравлически отвержденных смесей, содержащих армирующие нити, например непрерывные волокна. Способ изготовления промышленного изделия из водоотверждаемого материала включает смешивание вместе гидравлически отверждаемого связующего вещества, материала-заполнителя, вещества, меняющего реологические характеристики, и воды в относительных концентрациях. При этом получают гидравлически отвержденную смесь, обладающую текучестью при экструзии ее под давлением через фильеру и немедленно приобретающую устойчивость после выхода из фильеры. Одновременно с экструзией этой смеси под давлением через фильеру в нее непрерывно укладывают волокна. При этом осуществляют непрерывную и одновременную навивку с помощью средства укладки как минимум, одного волокна для получения изделия, содержащего, по меньшей мере, одно навитое волокно. Используют средство укладки, выполненное с возможностью непосредственного ввода и одновременной навивки одного или ряда волокон в гидравлически отверждаемую смесь с различной глубиной, углом навивки и концентрацией волокон внутри изделия. Затем отверждают экструдированную гидравлически отверждаемую смесь с образованием гидравлически отверждаемой матрицы для промышленного изделия. Экструдированное промышленное изделие содержит гидравлически отверждаемую матрицу, образованную из гидравлически отверждаемой смеси, включающей гидравлически отверждаемое связующее вещество, как минимум, один материал - заполнитель и воду. Изделие содержит также, как минимум, два волокна, включенные в гидравлически отверждаемую матрицу и выполненные непрерывными и достаточно гибкими. Как минимум, два непрерывных гибких волокна уложены в гидравлически отверждаемую смесь в перекрестной ориентации. Описаны также варианты экструдированного проиышленного изделия и варианты способа его изготовления. Изобретение позволяет изготавливать гидравлически отверждаемые изделия, армированные непрерывными волокнами, имеющие высокую прочность и ударную вязкость. 6 с. и 73 з.п.ф-лы, 33 ил., 47 табл.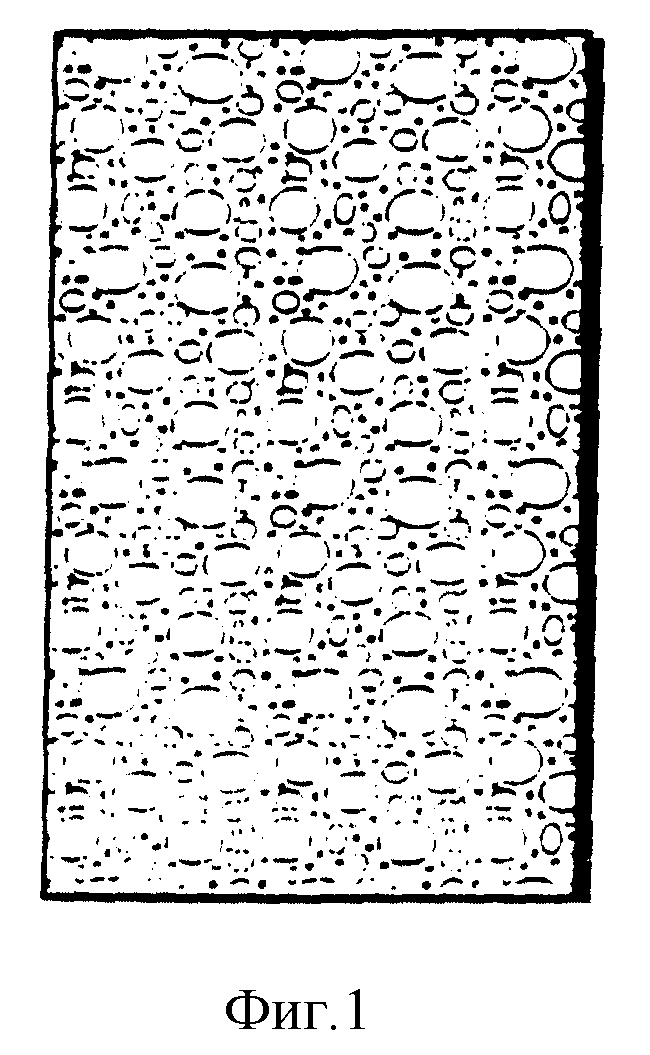
Приоритет по пунктам:
04.10.94 по пп.1 - 70.
| Устройство для передачи сигналов | 1988 |
|
SU1552214A1 |
| GB 1454050 А, 27.10.1976 | |||
| СПОСОБЫ И СИСТЕМЫ ДЛЯ СВЯЗИ С ЧАСТОТНЫМ МУЛЬТИПЛЕКСИРОВАНИЕМ В ПЛОТНЫХ БЕСПРОВОДНЫХ ОКРУЖЕНИЯХ | 2014 |
|
RU2658639C2 |
| US 4668173 А, 26.03.1987 | |||
| US 3841356 А, 15.10.1974 | |||
| Вьюрок для волокнистой ленты | 1983 |
|
SU1201366A2 |
| DE 3322780 С1, 14.02.1985 | |||
| Установка для изготовления армированных экструзионных изделий | 1985 |
|
SU1288072A1 |
| Двухступенчатый шнекопресс | 1957 |
|
SU111654A1 |

