Область изобретения
Настоящее изобретение относится к композициям и способам изготовления формованных листов и изделий из них. Конкретно настоящее изобретение относится к листам, имеющим связанную крахмалом матрицу, армированную волокном, и необязательно включающую неорганический минеральный наполнитель. Формованные листы могут использоваться вместо обыкновенной бумаги и картона.
2. Соответствующая технология
A. Листы, контейнеры и другие изделия
Тонкие гибкие листы, изготовленные из таких материалов, как бумага, картон, пластмасса, полистирол и даже металлы, в настоящее время в огромных количествах применяются в виде материалов, несущих напечатанное изображение, в качестве этикеток, накладок, а также в производстве других изделий, таких как контейнеры, разделители, разграничители, конверты, крышки, верхушки, консервные банки и другие упаковочные материалы. Высокотехнологичные способы переработки и упаковки в настоящее время позволяют хранить, упаковывать и транспортировать огромное число жидких и твердых товаров, защищая их от вредных элементов.
Контейнеры и другие упаковочные материалы защищают товары от экологических воздействий и ущерба в процессе распределения, в частности от химических и физических воздействий. Упаковка помогает защитить огромное число товаров от газов, влаги, света, микроорганизмов, паразитов, физических потрясений, разрушительных воздействий, вибрации, протечек или разлива. Некоторые упаковочные материалы также создают среду распространения информации среди потребителей, а именно сведений о происхождении товара, содержимом, рекламной информации, инструкций, идентификации торговой марки и цен.
Обычно большинство контейнеров и емкостей (включая одноразовые контейнеры) изготавливают из бумаги, картона, пластика, полистирола, стекла и металлических материалов. Каждый год свыше 100 миллиардов алюминиевых банок, миллиарды стеклянных бутылок и тысячи тонн бумаги и пластика используют для хранения и продажи безалкогольных напитков, соков, готовых продуктов питания, зерна, пива и т.п. Вне пищевой промышленности и производства напитков упаковочные контейнеры (и особенно одноразовые контейнеры), изготовленные из таких материалов, также используются крайне широко. Ежегодно в огромных количествах производится бумага для печатной продукции, письма, для фотокопирования, а также журналы, газеты, книги, упаковочная бумага. В одних только Соединенных Штатах приблизительно 5,5 миллиона тонн бумаги потребляется ежегодно для целей упаковки, что представляет только около 15% от суммарного годового внутреннего производства бумаги.
Б. Воздействие бумаги, пластика, стекла и металла на окружающую среду
В последнее время идут споры о том, какой из этих материалов (т.е. бумага, картон, пластик, полистирол, стекло или металл) наносит наибольший ущерб окружающей среде. Общественные организации убедили многих заменить один материал другим, чтобы обеспечить "экологически корректное поведение". Все подобные споры не учитывают того, что каждый из этих материалов имеет свои слабые стороны с точки зрения экологии. Один материал превосходит другой с точки зрения одних экологических проблем, и в то же время вызывает другие, часто более серьезные проблемы, фактически бумага, картон, пластик, полистирол, стекло и металлы каждый обладает своими слабыми сторонами с точки зрения экологии.
Продукты из полистирола в последнее время вызвали гнев экологических групп, особенно контейнеры и другие упаковочные материалы. Хотя сам по себе полистирол является относительно инертным материалом, его производство связано с использованием разнообразных вредных химических веществ и исходных материалов. Неполимеризованный стирол является высокоактивным веществом и поэтому представляет проблему для здоровья тех, кто вынужден иметь с ним дело. Поскольку стирол производят из бензола (известного мутагенного и, вероятно, канцерогенного вещества), остаточные количества бензола можно обнаружить и в стироле. И, наконец, поскольку полимеризованный стирол является относительно стабильным в обычных условиях, контейнеры, упаковочные и другие изделия, изготовленные из него, не разрушаются и поэтому сохраняются в течение длительных периодов времени, когда их выбрасывают в отходы.
Потенциально более опасным представлялось использование хлорфторуглеродов (ХФУ) при производстве "вспененных" или "вспученных" полистирольных продуктов. Это объясняется тем, что с ХФУ связывали разрушение озонового слоя. При производстве пен, включая вспененный полистирол, ХФУ (которые представляют собой высоко летучие жидкости) использовались для "вспучивания" или "вспенивания" полистирола и получения пены, которую затем формуют, придавая ей вид чашек, тарелок, подносов, коробок, контейнеров в виде "створок раковины", разделителей или других упаковочных материалов. Даже при замене на менее "экологически вредные" вспениватели (напр., HCFC, CO2 и пентаны) эти вещества все равно в значительной степени являются вредными и крайне желательно устранить их использование.
В результате общественное мнение оказывало давление на компании, требуя прекратить использование продуктов из полистирола и заменить их более безопасными для окружающей среды материалами. Некоторые экологи приветствовали временный возврат к использованию более "природных" продуктов, таких как бумага или другие продукты, изготовленные из древесной целлюлозы, которые считаются биоразложимыми. Тем не менее, другие группы экологов придерживаются противоположной точки зрения и стремятся сократить вырубку деревьев и уничтожение лесов.
Несмотря на то, что бумажные продукты, якобы, являются биоразложимыми и не связаны с разрушением озонового слоя, последние исследования показали, что производство бумаги оказывает более сильное воздействие на окружающую среду, чем производство полистирола. Фактически целлюлозо-бумажная промышленность является одним из пяти производств, являющихся крупнейшими загрязнителями в США. Например, продукты, изготовленные из бумаги, требуют в десять раз больше пара, в 14-20 раз больше электричества и в 2 раза больше воды для охлаждения по сравнению с эквивалентными продуктами из полистирола. Различные исследования показали, что сточные воды от производства бумаги содержат в 10-100 раз большее количество загрязнителей, чем сточные воды от производства полистирола.
Другим недостатком целлюлозо-бумажного производства является его относительно высокая энергоемкость, т.е. на производство бумаги требуется большое количество энергии. Сюда входит энергия, необходимая для переработки древесной целлюлозы до такой степени, чтобы волокна подверглись достаточной делигнификации и чтобы произошло самосплетение волокон до образования полотна. Кроме того, большое количество энергии требуется для того, чтобы удалить воду из обычной бумажной пульпы, которая содержит воду в количествах до около 99,5 об. %. Из-за того, что приходится удалять такие количества воды из пульпы, необходимо буквально откачивать воду из пульпы даже перед тем, как можно будет использовать нагретые валки для высушивания листа. Кроме того, большая часть воды, которую отсасывают из листов в процессе обезвоживания, обычно выбрасывается в окружающую среду.
Производственные процессы формования металлических листов до получения контейнеров (особенно консервных банок из алюминия и олова), дутье стеклянных бутылок и формование керамических контейнеров требуют больших количеств энергии, поскольку необходимо плавить, а затем по отдельности обрабатывать сырье и формовать его до получения промежуточного или готового продукта. Такие энергоемкие и трудоемкие процессы используют не только ценные энергоресурсы, но и приводят к значительному загрязнению воздуха, воды и выбросам тепла в окружающую среду. Хотя стекло можно перерабатывать и использовать повторно, та часть его, которая попадает на свалки, практически не подвергается биоразложению. Осколки битого стекла являются очень опасными и могут оставаться опасными в течение многих лет.
Даже бумага или картон, которые считаются биоразложимыми, могут не разлагаться годами и даже десятилетиями, если в условиях свалки к ним нет доступа воздуха, света и воды, которые необходимы для нормальной биодеградации. Имеются сообщения о телефонных книгах и газетах, поднятых со свалок, которые пролежали там десятилетия. Такой длительный период разложения бумаги еще более увеличивается из-за того, что часто бумагу обрабатывают, снабжают покрытием или пропитывают различными защитными материалами, которые замедляют или предотвращают деградацию.
Еще одна проблема с бумагой, картоном, полистиролом и пластиком состоит в том, что каждый из этих материалов требует относительно дорогих органических исходных материалов, некоторые из которых не являются возобновляемыми, например использование нефти для производства полистирола и пластика. Несмотря на то, что деревья, используемые для производства бумаги и картона, являются возобновляемыми в строгом смысле слова, потребности в больших площадях и быстрое сокращение лесов в некоторых районах мира заставляют изменить эту точку зрения. Таким образом, использование огромных количеств практически не возобновляемых исходных материалов при производстве листов и изделий из них нельзя поддерживать на настоящем уровне и в долгосрочной перспективе не является разумным. Далее процессы, используемые для изготовления упаковочного сырья (такого как пульпа, стирол или металлические листы) являются очень энергоемкими, вызывают загрязнение огромных количеств воды и воздуха и требуют значительных капиталовложений.
В свете вышесказанного следует направить дебаты не на обсуждение того, какие из этих материалов являются более вредными или менее вредными для окружающей среды, но на поиск ответа на вопрос - можно ли разработать альтернативный материал, который поможет решить большинство экологических проблем, связанных с каждым из этих материалов, или все эти проблемы.
В. Крахмалосодержащие связующие
В последнее время многие пытались использовать крахмалы и производные крахмалов в качестве связующего или единственного компонента прессованных изделий. Один из способов прессования крахмала формованием известен как "деструктуризация крахмала". При производстве деструктурированного крахмала природный крахмал или производные крахмала смешивают с пластификатором и сжижают при высокой температуре и давлении, чтобы создать "термоклей", который отверждают охлаждением термоклея до температуры ниже "температуры стеклования". Таким образом крахмал обрабатывают как термопласт. Хотя деструктурирование крахмала и получение термоклея легко выглядит в теории, на практике технологии такого производства являются достаточно дорогими, а готовые изделия обычно неудовлетворительного или низкого качества.
Еще один способ прессования смесей на основе крахмала и получение изделий включает прессование водной крахмальной смеси между нагретыми формами. Крахмальное связующее предпочтительно изначально находится в формуемой водной смеси в немодифицированном нежелатинированном виде. Иначе, чтобы сохранить те же характеристики в отношении формуемости, смесь должна была бы включать намного больше воды из-за желатинирования крахмала и очень сильного увеличения вязкости желатинированного крахмала в воде. Водные крахмальные смеси нагревают между формами до достаточно высокой температуры, чтобы желатинировать крахмал, а также чтобы удалить большую часть воды из формуемой смеси. Полученные формованные изделия можно извлечь из формы, но изначально они являются очень хрупкими, пока их не подвергнут "кондиционированию", поместив в камеру с высокой влажностью на длительный период времени, чтобы реабсорбировать влагу.
Оказалось, что просто вынимать изделия, обладающие остаточной влагой, из формы не удается, поскольку вспененная ячеистая крахмальная матрица имеет тенденцию разрушаться, если она недостаточно высушена и отверждена. Однако получение ячеистой крахмальной матрицы, обладающей достаточной прочностью для того, чтобы избежать сплющивания, обычно приводит к пересушиванию крахмала. Такая обработка требует последующего формования. Хотя такое формование иногда применяется, оно не позволяет обеспечить непрерывное производство непрерывных листов, таких, какие выпускаются в результате обычного процесса изготовления бумаги.
Производные крахмала также широко используются в целлюлозно-бумажной промышленности в качестве проклеивающего средства и в качестве покрытий и применяются для того, чтобы закрыть поры бумаги и сделать поверхность более гладкой и менее пористой. Однако обычные процессы изготовления бумаги полностью полагаются на принцип физики полотна, согласно которому происходит взаимопереплетение водородных связей между волокнами, благодаря которому формируется связующая матрица листа. Крахмальные связующие добавляют в бумажную суспензию или же используют только в качестве вторичных связующих агентов, поскольку большая часть крахмала пройдет через формующую сетку вместе с водой и будет отведена из процесса изготовления бумаги. Таким образом большая часть крахмала, добавленного в композицию бумаги, идет в отходы. Поэтому крайне нецелесообразно с экономической точки зрения использовать крахмал в качестве единственного или первичного связующего в обычной бумаге.
Известна композиция для изготовления связанных крахмалом тонкостенных изделий, к числу которых относятся, в частности, листы, включающая крахмал, воду, простой эфир целлюлозы (например, карбоксиметилцеллюлоза), неорганический минеральный наполнитель и волокнистый материал (см. патент США N 5376320, 27.12.94 г.).
Кроме того, одна из проблем с крахмальными связующими состоит в том, что после растворения или желатинирования в воде такие связующие становятся очень клейкими. Хотя именно это свойство делает их хорошими связующими, тем не менее оно усложняет процесс производства, поскольку листы или изделия, изготовленные с применением больших количеств растворенного или гелеобразного крахмального связующего, имеют тенденцию прилипать к форме или устройствам, формующим листы. С другой стороны, гранулы немодифицированного крахмала обычно нерастворимы в воде и просто действуют как пассивные частицы наполнителя во влажных системах, пока композиции, содержащие гранулы крахмала, не нагревают до температуры выше температуры желатинирования крахмала. Однако после желатинирования гранулы немодифицированного крахмала, конечно, становятся очень клейкими и имеют тенденцию приклеиваться к формовочному оборудованию, особенно к нагретому формовочному оборудованию.
Из вышеизложенного следует, что существует потребность в улучшенных композициях и способах экономичного и экологически безвредного производства листов, которые обладали бы свойствами, аналогичными свойствам листов из бумаги, картона, полистирола, пластика или металла.
Значительным усовершенствованием известных технических решений можно будет считать даже тот факт, если из таких листов можно будет формовать разнообразные контейнеры или другие изделия при использовании существующего производственного оборудования и способов, которые в настоящее время используют для формования изделий из листов бумаги, картона, полистирола, пластика или металла.
Можно считать усовершенствованием известных способов изготовления листов, если удастся создать экологически безвредные листы из формующихся композиций, которые содержат только некоторую часть воды и/или волокон, которые обычно содержатся в суспензиях, используемых для изготовления обычной бумаги, и при изготовлении листов не потребуется удалять большие количества воды.
Значительным усовершенствованием известных технических решений можно будет считать даже тот факт, если такие листы, а также контейнеры или другие изделия из них, будут обладать хорошей биологической разложимостью и/или будут разлагаться на вещества, которые обычно присутствуют в почве.
С практической точки зрения значительным усовершенствованием станет также создание композиций и способов, которые позволят производить листы, контейнеры и другие изделия из них при затратах, сопоставимых или даже ниже расходов, возникающих при использовании существующих способов изготовления бумаги, пластика или металлических изделий. Конкретно, желательно сократить энергоемкость и первоначальные капиталовложения, необходимые для изготовления продуктов, обладающих нужными характеристиками бумаги, пластика или металлов.
Далее усовершенствованием в сопоставлении с известными решениями будет создание композиций и способов, которые позволили бы включать относительно высокие количества крахмала в листы и при этом преодолеть проблемы, связанные с прилипанием крахмала, особенно крахмала, претерпевшего гелеобразование, к оборудованию, используемому для формования листов или изготовлению изделий из них.
Далее, важнейшим усовершенствованием в сопоставлении с известными решениями станет создание композиций и способов, которые позволят при желании включить значительные количества природных неорганических минеральных наполнителей в указанные листы. В частности, важнейшее усовершенствование в сопоставлении с известными решениями будет представлять собой тот факт, если такие листы с неорганическими наполнителями будут обладать большей гибкостью, прочностью на разрыв, ударной вязкостью, формуемостью и будут лучше пригодны для массового производства по сравнению с известными материалами, имеющими высокое содержание неорганических наполнителей.
Такие композиции и способы получения вышеуказанных листов раскрываются в настоящем изобретении и в прилагаемой формуле изобретения.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение раскрывает композицию и способы экологически безвредного получения листов, которые имеют относительно высокие концентрации крахмала и необязательно неорганических минеральных наполнителей. Поскольку крахмальный компонент содержит первичный связующий агент, листы по настоящему изобретению далее будут называться "связанные крахмалом листы". Такие листы обладают прочностью и другими эксплуатационными качествами, которые делают их сопоставимыми с обычной древесной бумагой или даже превосходят ее.
Формуемые композиции, используемые для получения связанных крахмалом листов, обычно включают гранулы нежелатинированного крахмала, простой эфир целлюлозы, однородно диспергированные волокна, воду, и необязательно неорганические минеральные наполнители и другие необязательные компоненты. Подходящие простые эфиры целлюлозы включают такие эфиры, которые претерпевают "термоосаждение", что представляет собой явление, в ходе которого эфир целлюлозы в водной системе высвобождает воду и превращается в твердое вещество при нагревании водной системы до температуры выше температуры термоосаждения конкретного эфира целлюлозы. Таким же образом эфир целлюлозы образует неприлипающую пленку на поверхности листа, которая заключает в оболочку содержащуюся внутри листа влагу и посредством этого не дает гранулам крахмала внутри формуемой композиции прилипать к валкам для формования листа в процессе желатинирования в ходе последующих стадий изготовления листа.
Формуемая композиция предпочтительно формуется в листы путем пропускания ее между валками, которые нагреты по меньшей мере до температуры термоосаждения простого эфира целлюлозы или выше этой температуры, но ниже температуры желатинирования крахмала. Формующие валки дают заготовку листа, имеющую неклейкую пленку термоосажденного эфира целлюлозы. В этот момент заготовка листа имеет относительно сухую поверхность, хотя внутри содержится значительное количество влаги. После этого лист пропускают между валками, нагретыми до температуры, достаточной для желатинирования гранул крахмала. Желатинированные гранулы крахмала сплавляются вместе внутри листа, образуя очень прочную связующую матрицу, но при этом лист не прилипает к валкам, поскольку желатинированный крахмал находится внутри нелипкой поверхностной пленки термоосажденного эфира целлюлозы. Затем лист нагревают, чтобы выпариванием удалить значительное количество воды и получить практически высушенный лист. Листы, формованные в соответствии с предпочитаемым способом, содержат связанную крахмалом матрицу, укрепленную практически однородно диспергированными волокнами. Листы могут необязательно включать неорганический минеральный наполнитель и другие примеси.
Предпочитаемая композиция для формования листов включает связующее из нежелатинированного крахмала в концентрации в диапазоне от около 5% до около 90 мас.% от суммарного содержания твердых частиц в композиции; простой эфир целлюлозы в концентрации в диапазоне от около 0,5% до около 10 мас.% от суммарного содержания твердых частиц в композиции; волокнистый материал в концентрации в диапазоне от около 3% до около 40 мас.% от суммарного содержания твердых частиц в композиции; необязательный неорганический наполнитель в концентрации в диапазоне от около 0% до около 90 мас.% от суммарного содержания твердых частиц в композиции; воду в количестве, достаточном для получения формуемой композиции. Простой эфир целлюлозы в композиции для формования действует как загуститель, который повышает предел текучести жидкой фракции и позволяет добиться однородной дисперсии волокон по композиции.
Листы, формованные с использованием композиции и способов по настоящему изобретению, могут иметь толщину от около 0,01 мм до 10 см или больше. Однако, чтобы листы имели свойства, аналогичные бумаге или картону, они обычно имеют толщину менее около 1 см, предпочтительно менее чем около 5 мм, еще лучше - менее чем около 3 мм, а лучше всего - менее чем около 1 мм. Кроме того, связанная крахмалом структурная матрица листа будет разлагаться после длительной обработки водой.
Прежде, чем авторы изобретения открыли возможность использовать относительно высокие количества крахмала в связи с термоосаждением простых эфиров целлюлозы, предпочитаемыми первичными связующими для формования листов с неорганическими наполнителями были фактически сами простые эфиры целлюлозы. Однако простые эфиры целлюлозы имеют недостаток - они намного дороже, чем другие компоненты, используемые для изготовления листов. Гранулы немодифицированного крахмала, наименее дорогие из всех крахмалов, до настоящего времени мало использовались в качестве связующего, поскольку после желатинирования такой крахмал обладает серьезным недостатком - становится слишком клейким. Попытки использовать крахмал в качестве основного связующего при формовании листов давали неудовлетворительные результаты из-за прилипания крахмала к оборудованию для экструзии или формования листов.
Настоящее изобретение предлагает заменить большие количества крахмала связующим из простого эфира целлюлозы, который и ранее применяли в композициях для изготовления листов. Сочетание использования небольшого количества относительно дорогого простого эфира целлюлозы вместе с намного более высокими количествами относительно недорогого немодифицированного крахмала в гранулах устраняет вышеперечисленные недостатки, связанные с использованием каждого из этих связующих по отдельности. Уменьшение количества эфира целлюлозы в формуемых композициях, применяемых для формования листов, позволяет значительно снизить расходы, связанные с изготовлением листов. Кроме того, крахмал не только намного дешевле, но и обладает лучшими свойствами в качестве связующего по сравнению с простыми эфирами целлюлозы и позволяет получать намного более качественные листы и гораздо дешевле, чем при использовании простых эфиров целлюлозы в качестве единственного связующего.
При смешивании компонентов формуемой композиции важно, чтобы крахмал не подвергался настолько высоким усилиям сдвига, что произойдет разрыв или разрушение гранул крахмала. Важно также поддерживать температуру смеси ниже температуры желатинирования крахмала, чтобы избежать преждевременного желатинирования крахмального связующего до начала процесса формования листов. Иначе крахмал на поверхности листа может прилипнуть к устройству для формования листа до того, как эфир целлюлозы осядет и образует неприлипающую пленку на поверхности листа.
Соответственно, предпочтительный способ формования формуемой композиции, применяемой для формования листов по настоящему изобретению, включает смешивание вместе воды, волокон и простого эфира целлюлозы при использовании перемешивания с высоким усилием сдвига до получения практически однородной дисперсии волокон и образования волокнистой смеси. После этого гранулы немодифицированного крахмала, неорганический минеральный наполнитель и другие необязательные добавки смешивают, получая смесь волокон до образования формуемой композиции. В это время может быть добавлено дополнительное количество воды. Формуемую композицию затем формуют в лист, пропуская формуемую композицию через по меньшей мере один комплект формующих валков, нагретых до температуры термоосаждения простого эфира целлюлозы. Формуемая композиция может непосредственно подаваться между формующими валками при помощи экструдера предпочтительно системы "туда-сюда". В альтернативном варианте экструдер может иметь головку для формования листа. Простой эфир целлюлозы предотвращает прилипание крахмального связующего в листе к валкам, как говорилось выше.
После этого заготовку листа пропускают между валками для желатинирования крахмала, которые нагревают до температуры гелеобразования крахмала или выше нее. Некоторые крахмалы, как картофельный крахмал, желатинируются при около 65oC, в то время как у других, таких как как кукурузный крахмал, желатинирование происходит при около 95oC. Желатинирование крахмала из восковидной кукурузы происходит при температуре около 70oC. Затем лист отверждают в значительной степени в ускоренном режиме, удаляя значительное количество воды выпариванием. Удаление воды можно производить, по меньшей мере частично, посредством валков для желатинирования, хотя может быть незначительное различие между валками, используемыми для желатинирования крахмала, и валками, использованными для удаления воды. Валки, достаточно горячие для удаления воды, также будут желатинировать гранулы крахмала. Волокна внутри высушенного листа диспергированы практически однородно, являясь армирующей структурой по всей крахмальной матрице.
Поверхность листа можно улучшить, пропустив лист между одной или несколькими парами отделочных валков, включающих жесткий и мягкий валок. Мягкий валок обладает достаточным трением для того, чтобы захватить лист таким образом, чтобы скорость по касательной листа практически равнялась скорости листа. "Жесткий валок" является очень гладким и вращается со скоростью по касательной существенно выше скорости листа, так что он полирует поверхность листа. Другие отделочные валки включают текстурированные валки или гофрирующие валки, которые придают листам текстурный рисунок или гофрировку соответственно.
Листы, изготовленные в соответствии с настоящим изобретением, обладают свойствами, аналогичными свойствам бумаги, пластика, луженых металлов, и могут применяться непосредственно для формования разнообразных изделий, таких как контейнеры или другие упаковочные материалы. В альтернативном варианте такие листы можно наматывать на большие бобины или нарезать на листы и штабелировать на поддоны почти так же, как бумагу или картон, и хранить до тех пор, пока они не потребуются. После этого штабелированные или намотанные на бобины листы можно нарезать и формовать до получения нужных изделий.
Листы по настоящему изобретению можно при желании повторно увлажнять для того, чтобы придать им большую гибкость и/или свойства самоклеящегося материала. Повышенная гибкость снижает вероятность того, что листы будут расслаиваться или растрескиваться при формовании до получения изделий. Кроме того, крахмал может вести себя как термопласт. Если листы по настоящему изобретению нагреть до вышеуказанной температуры стеклования крахмала, то их можно подвергнуть прессованию в пресс-формах до придания нужной формы. После охлаждения до температуры ниже температуры стеклования листы будут сохранять ту форму, которую им придали. Если расплавить крахмал внутри листа при помощи повышения температуры, то крахмал сам станет клейким, благодаря чему происходит склеивание и герметизация листов, из которых сделан контейнер, например контейнер в виде спирали. Сочетание повторного увлажнения и термоформования листов можно успешно применять для того, чтобы повысить разнообразие листов и расширить диапазон технологических процессов, которые можно применять в отношении этих листов.
Листы по настоящему изобретению имеют высокую прочность на разрыв, до 100 МПа в некоторых случаях, что зависит от содержания крахмала и волокна. На этих листах может быть напечатан текст, нанесено покрытие, их можно ламинировать, наслаивать, изгибать, крепировать, вытягивать, штамповать, сгибать, складывать, сворачивать, свертывать, сворачивать в спираль, прессовать, складывать, гофрировать и проклеивать во многом так же, как бумагу или картон, до получения разнообразных изделий. В некоторых случаях желательно в процессе обработки делать надрезы, наносить разметку, гофрировать или перфорировать лист, для облегчения получения изгиба или шарнира на заданном участке листа.
В результате реализации настоящего изобретения получают возможность осуществить массовое производство широкого круга разнообразных изделий, которые ранее изготавливали из бумаги, картона, пластика, полистирола или металла, при затратах, которые обычно не выше, а в большинстве случаев даже ниже затрат на изготовление этих изделий из ранее известных материалов. Снижение затрат достигается не только за счет снижения расходов на сырье, но также за счет удешевления процесса производства, который требует меньше энергии и меньших капиталовложений. В частности, композиции, используемые для производства листов по изобретению, требуют намного меньше обезвоживания, чем при производстве бумаги, а также намного меньших затрат на обеспечение сырья по сравнению с производством пластиков или металлов.
Кроме того, поскольку связанные крахмалом листы по настоящему изобретению содержат более экологически безвредные компоненты, производство таких листов оказывает намного менее сильное влияние на окружающую среду по сравнению с производством листов из ранее известных материалов. При изготовлении листов по изобретению не требуется применять высокие концентрации древесной пульпы, нефтехимических продуктов или других природных ресурсов, как это требуется при изготовлении листов или других изделий из бумаги, пластика, металлов.
Такие компоненты, как крахмал и простой эфир целлюлозы, легко растворяются в воде, что упрощает их переработку или биодеградацию. Использованные листы или другие изделия можно легко измельчать в воде и повторно использовать при изготовлении аналогичных изделий. Если эти листы выбрасывают в окружающую среду, то крахмал и эфир целлюлозы абсорбируют воду и быстро растворяются, после чего остается лишь небольшое количество индивидуальных волокон и различные количества природных минеральных наполнителей, которые имеют состав, аналогичный или идентичный почве. Растворенный крахмал и эфир целлюлозы и диспергированные волокна легко разлагаются микробами, присутствующими в почве.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Чтобы понять, каким образом добиться вышеперечисленных и других преимуществ настоящего изобретения, предлагается более детальное описание изобретения со ссылками на конкретные варианты его осуществления, которые проиллюстрированы приложенными чертежами. Принимая во внимание, что эти чертежи отображают только типичные варианты осуществления изобретения и поэтому не ограничивают его рамки, изобретение будет раскрыто более конкретно и детально при помощи чертежей, на которых:
Фиг. 1A - схематичное изображение предпочитаемой системы изготовления связанных крахмалом листов, в которой полученный экструзией лист пропускают между обжимными валками.
Фиг. 1B - схематичное изображение альтернативной предпочтительной системы изготовления связанных крахмалом листов, в которой аморфную смесь непосредственно пропускают между валками, формующими листы.
Фиг. 2A - увеличенная перспектива с изображенным в разрезе шнековым экструдером с вакуумной камерой и головкой, которые использованы в системе по фиг. 1A.
Фиг. 2B - система экструдера "взад-вперед" для подачи формуемой композиции между формовочными валками.
Фиг. 3 представляет собой вид сбоку поршневого экструдера.
Фиг. 4 представляет собой вид сбоку пары обжимных валков и лист, который обжимают по толщине этими валками.
Фиг. 5 представляет собой вид сбоку пары уплотняющих валков и лист, который уплотняют, пропуская между этими валками.
Фиг. 6 - перспектива пары отделочных валков, включая "твердый" валок и "мягкий" валок.
Фиг. 7 - вид сбоку пары гофрирующих валков, используемых для получения гофрированных листов.
Фиг. 8 - перспектива, на которой показан непрерывный лист, который нарезают и штабелируют в виде отдельных листов.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение направлено на композиции и способы изготовления связанных крахмалом листов, которые при желании включают значительные количества неорганических минеральных наполнителей. Связанные крахмалом листы можно изготовить таким образом, что они будут иметь свойства, аналогичные свойствам бумаги, картона или других листовых материалов. Такие листы обладают повышенной прочностью благодаря введению больших количеств крахмала в качестве связующего, что также позволяет снизить стоимость листов и делает их намного более безопасными с точки зрения экологии по сравнению с обычными изделиями из бумаги. Крахмал добавляют в листы во влажном состоянии как часть формуемой композиции, используемой для изготовления листов, а не в качестве проклеивающего агента, как это делалось ранее. Листы включают также практически однородно диспергированные волокна для упрочнения, дополнительной гибкости и ударной вязкости.
Листы, связанные крахмалом, по настоящему изобретению обычно можно описать как многокомпонентные, многоуровневые, упрочненные волокном микрокомпозиты. Тщательно включая различные материалы, способные придать дискретные и в то же время синергестически связанные свойства, можно создать уникальный класс или диапазон микрокомпозитов, обладающих замечательными свойствами в отношении прочности, ударной вязкости, экологической безопасности, возможности использовать их в массовом производстве и экономичности.
Термин "многокомпонентный" говорит о том, что композиции, используемые для получения листов, обычно включают три или более химически или физически отличных материала или фазы, такие как вода, водорастворимые простые эфиры целлюлозы, изначально нерастворимые гранулы крахмала, которые позже желатинируются в процессе формования листа, волокна, неорганические минеральные наполнители и другие примеси. Каждая из этих категорий материалов придает одно или несколько свойств готовым листам, а также композиции, используемой для получения листа. В рамках этих категорий можно использовать различные компоненты, такие как два или более типов неорганических наполнителей или волокон, что может придать различные дополнительные свойства листу. Это позволяет придавать конкретные свойства листам, нужные в процессе производства.
Многокомпонентная (и таким образом обеспечивающая разнообразные свойства) природа связанных крахмалом листов по настоящему изобретению существенно отличает эти листы от обычных материалов, таких как пластик, полистирол, бумага или металл, которые являются в основном однокомпонентными системами. Тонкие листы, изготовленные из однокомпонентных материалов, обычно ограничены теми свойствами, которыми обладают материалы, из которых они изготовлены. Например, листы, которые являются хрупкими, обычно нельзя сгибать или складывать так, чтобы эти листы не ломались, в то время, как гибкие листы часто не могут выдержать даже собственный вес. Наоборот, многокомпонентная природа материалов по настоящему изобретению позволяет придавать различные свойства изготовленным из них листам.
Термин "многоуровневая" говорит о том, что композиции и материалы по настоящему изобретению определяют на различных уровнях или в разных масштабах. В частности, в листах по настоящему изобретению обычно имеется макрокомпонентная композиция с частицами в диапазоне от около 10 нм до около 10 мм, микрокомпонентная композиция с частицами от около 1 мкм до около 100 мкм, и компонент, размеры частиц которого меньше микрона. Несмотря на то, что эти уровни не могут быть дробными, они обычно очень похожи друг на друга и внутри каждого уровня наблюдается однородность и однообразие.
Термин "укрепленные волокном" ясен сам по себе, хотя ключевым является термин "укрепленный", который ясно отличает листы по настоящему изобретению от обычной бумаги или бумажных продуктов. Обычная бумага полагается на "физику полотна" или переплетение волокон, создающее структурную матрицу и массу, а также являющееся связующим агентом в бумаге. Однако связующая матрица в листах по настоящему изобретению предполагает взаимодействие между такими компонентами, как крахмальное связующее, волокна и необязательный неорганический заполнитель (и до некоторой степени простой эфир целлюлозы). Волокна действуют в первую очередь как упрочняющий компонент, придающий прочность на растяжение и гибкость, однако волокна не соединяются вместе по законам физики полотна.
И, наконец, термин "микрокомпозит" говорит о том, что композиция листов представляет собой не просто соединение или смесь, но требуемую матрицу, состоящую на микроуровне из конкретных отдельных материалов, которые различаются по размерам, форме и химическому составу. Материалы достаточно хорошо связаны и интерактивны, так что уникальные свойства каждого полностью присутствуют в конечной композиции (напр., прочность на растяжение матрицы прямо связана с прочностью на растяжение волокон и крахмального связующего).
В свете вышеуказанных определений и принципов материалы, которые включают крахмальное связующее, волокна (как органические, так и неорганические) и необязательно неорганический наполнитель, можно комбинировать и формовать, получая разнообразные продукты, включая листы, обладающие свойствами, аналогичными свойствам обычной бумаги или картона. Связанные крахмалом листы по настоящему изобретению могут заменять собой листы, изготовленные из пластика, полистирола и даже металла. Листы можно нарезать и формовать (например, сгибая, складывая или сворачивая) из них самые разнообразные контейнеры и другие изделия. Композиции и способы по настоящему изобретению, включая листы, изготовленные из этих композиций, лучше всего подходят для массового производства одноразовых контейнеров и упаковки, которые применяются в закусочных (так называемых закусочных типа "фаст- фуд")
1. Общие положения
A. Продукты из обычной бумаги
"Бумага" представляет собой общий термин, объединяющий широкий круг плетеных или валяных сетеобразных материалов из растительного волокна (в основном древесины), которые были получены из водной суспензии при выливании их на сетку. Листовые продукты, которые большинство людей называют "бумагой", или "картоном", обычно представляют собой "древесную бумагу", поскольку они изготовлены из древесной пульпы, полученной из древесины. Хотя "древесная бумага" может включать неорганические наполнители, крахмалы или другие компоненты, содержащиеся в незначительных количествах, обычно она содержит относительно высокие количества древесного волокна, обычно от около 80 до 98% от объема бумажного листа. Это происходит потому, что волокна всегда должны присутствовать в достаточно высоких концентрациях, чтобы они могли связываться друг с другом посредством физики полотна.
Чтобы добиться хорошо известных свойств, типичных для бумаги, вместо древесных волокон добавляли другие волокна. В числе таких волокон различные растительные волокна (известные под названием "вторичные волокна"), такие как солома, лен, абака, конопля, и выжимки сахарной свеклы или тростника. Полученная бумага часто называется "растительной бумагой". Широкая категория бумаги на целлюлозной основе в основном растительная или древесная бумага, в данном тексте будет называться "обычная бумага".
При производстве обычной бумаги обычно используется либо процесс сульфатной варки, либо сульфитной для получения листов из пульпы. В процессе сульфатной варки целлюлозы волокна пульпы "варят" в NaOH, чтобы распались волокна. В сульфитном процессе в процессе разложения волокон используют кислоту. В обоих этих способах волокна сначала подвергают обработке, чтобы высвободить лигнины, заключенные в стенках волокон. Однако когда лигнины удаляют из волокна, теряется значительная часть его прочности. Из-за того, что сульфитный процесс является даже более жестким, прочность бумаги, полученной в результате сульфитного процесса, обычно составляет около 70% от прочности бумаги, изготовленной по способу сульфатной варки (крафт-бумаги).
После того, как из древесины получили древесную целлюлозу либо в результате сульфатной варки, либо в результате сульфитной, ее подвергают обработке в размольном станке, чтобы из волокон еще больше высвободились лигнины и гемицеллюлоза, а также чтобы растрепать волокна. Полученную суспензию, которая обычно содержит около 99,5% воды и только около 0,5% древесной целлюлозы подвергают сильному трепанию в размольном станке, чтобы высвободить достаточно гемицеллюлозы и растрепать волокна в такой степени, чтобы получилась волокнистая смесь, которая в значительной степени связывается сама по себе благодаря переплетению волокна, включая образование водородных связей. Однако цена такой грубой обработки заключается в том, что происходит расщепление волокна по всей его длине, что ведет к потере значительной части прочности на растяжение, на отрыв и прочности на продавливание. Поскольку производство бумаги обязательно основывается на физике полотна, только благодаря которой можно получить необходимое связывание и структурную целостность, необходимые для листа бумаги, то в лист бумаги необходимо ввести относительно высокий процент волокон (обычно по меньшей мере 80% или более).
Затем суспензию или композицию бумаги, содержащие высокие количества воды, подвергают обезвоживанию, для чего сначала помещают суспензию на пористый экран или проволочное сито, а затем "отжимают" воду при помощи прижимного валка. Первый этап обезвоживания приводит к образованию листа, имеющего содержание воды в около 50-60%. Ни на одной стадии изготовления обычной бумаги волокнистая суспензия или композиция не находится в "формующемся" состоянии, так что ее можно формовать как в настоящем изобретении. После начальной стадии обезвоживания частично высушенный лист бумаги далее высушивают путем нагревания листа, часто при помощи нагретых валков. Поскольку процесс изготовления бумаги, а также физика полотна накладывают определенные ограничения, то есть верхний предел для количества неорганического наполнителя, которое можно ввести в лист обычной бумаги при помощи импрегнирования.
Наоборот, настоящее изобретение не основано на физике полотна при связывании компонентов листа друг с другом. Связующая сила самого крахмального компонента, а также до некоторой степени простого эфира целлюлозы дают большую часть прочности на разрыв и прочности на изгиб, присущую листам. Крахмальное связующее взаимодействует само с собой, выступая в роли связующей матрицы, а также с волокнами и до некоторой степени с другими твердыми компонентами.
В результате листы могут содержать намного меньше волокна и при этом сохранять прочность на разрыв, отрыв и прочность на продавливание, а также на изгиб, которую придают волокна. Применение меньше волокна при сохранении хороших прочностных характеристик позволяет более экономично производить листы, контейнеры и другие изделия (по сравнению с бумагой), поскольку (1) волокна являются более дорогим материалом по сравнению с неорганическим наполнителем и даже крахмальным связующим, (2) капиталовложения в перерабатывающее оборудование будут значительно ниже, (3) минимизация содержания волокна снижает также количество загрязнений, поступающих в окружающую среду в связи с производством волокна.
Листы по настоящему изобретению обладают свойствами, аналогичными свойствам бумаги из древесной или растительной целлюлозы, такими как прочность на разрыв, изгиб и сила сцепления, даже несмотря на то, что в настоящем изобретении используется только около от 1/50 до 1/3 волокна, используемого в бумаге. Это частично объясняется тем, что волокна, использованные в настоящем изобретении, претерпевают намного менее интенсивную обработку по сравнению с волокнами, которые используют для изготовления бумаги. Это происходит также вследствие включения относительно больших количеств крахмала в качестве связующего и структурного компонента.
Помимо необязательного введения гораздо более высоких концентраций неорганических наполнителей настоящее изобретение отличается от производства обычной бумаги и в других отношениях. Во-первых, гораздо меньше воды используется в формующихся смесях (обычно меньшее, чем около 50 мас.%) по настоящему изобретению, в сравнении с суспензиями обычной бумаги, которые обычно содержат воду в количестве по меньшей мере 97 мас.%, и даже до 99,9 мас. %. Что еще важнее, листы по изобретению формуют из смеси, обладающей высокой силой сцепления, но в то же время формующейся, а не из водной суспензии, так что после приобретения определенной формы смесь будет в основном сохранять эту форму, если ее не подвергнут последующему формованию или воздействиям.
Б. Листы, контейнеры и другие изделия
Термин "лист" в настоящем описании и приложенной формуле изобретения включает любой практически плоский, гофрированный, искривленный, согнутый или текстурированный лист, изготовленный с использованием композиций и способов, описанных в данном тексте. Единственное существенное композиционное ограничение состоит в том, что связующая матрица должна содержать крахмал, полученный путем желатинирования гранул крахмала в ходе изготовления листа. Связанные крахмалом листы могут иметь органические покрытия, напечатанные рисунки, другие листы, образующие вместе ламинированный материал, и т.п.
Листы в рамках настоящего изобретения могут иметь очень различную толщину, в зависимости от того, для какого вида применения они предназначены. Листы могут иметь толщину от около 0,01 мм до 1 см и выше, когда наиболее важны прочность, долговечность или объем.
Термин "контейнер" в данном описании и формуле изобретения включает любые изделия, тару или сосуды, используемые для хранения, дозировки, упаковки, деления на порции или отгрузки различных типов продуктов или объектов (включая в числе прочего продукты питания и напитки). Конкретные примеры таких контейнеров детально описаны ниже и включают в числе прочих ящики, стаканы, "раковины", кувшины, бутылки, тарелки, миски, поддоны, коробки, сумки, упаковочные корзины, коробки для сухих завтраков, ящики для замороженных продуктов, коробки для молока, ящики для контейнеров с напитками, блюда, ящики для яиц, крышки, соломинки, конверты или другие типы держателей. Кроме полностью готовых контейнеров термин "контейнер" здесь включает изделия для удерживания тех или иных продуктов. Такие изделия включают, например, крышки, вкладыши, разделители, обертки, материалы, смягчающие удар, принадлежности и любые другие продукты, применяемые при упаковке, хранении, отгрузке, разделении на порции, сервировке или дозировке объектов, находящихся внутри контейнера.
Помимо листов и контейнеров любое изделие, которое можно получить формованием из связанных крахмалом листов по изобретению, входит в рамки настоящего изобретения. Такие изделия включают, например, модели аэропланов, обложки для книг, настольные игры, игрушки, жалюзи, трубы для пневмопочты, упаковки для рубашек, салфетки-подставки, временные шторы для автомобильных окон.
Фраза "пригодные для массового производства" или производимые на "коммерческой" или "промышленной" основе в данном описании в формуле обозначает, что листы по изобретению можно быстро производить с такой интенсивностью, что их выпуск будет экономически сопоставим с выпуском листов, изготовленных из других материалов, таких как бумага, картон, полистирол или металл. Настоящее изобретение направлено на создание новых композиций, которые позволяют решить проблемы, нерешенные при помощи известных композиций - включить высокий процент крахмала в листы, выпускаемые в условиях массового производства с использованием нагретых формующих валков.
Термин "твердые вещества" или "суммарное содержание твердых веществ" включает все примеси, которые перед смешиванием с водой пребывают в твердом виде. Сюда входят волокна, неорганические наполнители, крахмал или простые эфиры целлюлозы и т. п.
Преимущество связанных крахмалом листов по настоящему изобретению (а также контейнеров, печатных материалов или других изделий, изготовленных из них) состоит в том, что их удаление оказывает намного меньшее воздействие на окружающую среду, по сравнению с бумагой, картоном, пластиком, полистиролом, стеклом или металлом. Листы и изделия по настоящему изобретению легко поддаются переработке, и даже без переработки они легко разлагаются и распадаются, когда их подвергают воздействию влаги, давления или других экологических факторов, образуя компоненты, которые соответствуют компонентам почвы. Крахмал и эфир целлюлозы медленно растворяются в воде, а затем быстро разлагаются под действием микробиологических факторов. Волокна также быстро разлагаются и используются в гораздо меньших количествах по сравнению с бумагой. Неорганический наполнитель является инертным и в любом случае совместим с почвой. Наоборот, банка или кружка из полистирола, пластика или металла, выброшенные в озеро или реку, будут разлагаться годами, возможно даже столетиями. Даже бумага или изделия из картона могут продержаться месяцами, даже годами, если условия разложения не являются идеальными. Наоборот, листы или контейнеры или другие изделия из листов по настоящему изобретению будут разлагаться быстро, в течение нескольких часов или дней, в зависимости от количества имеющейся влаги.
В. Формующиеся композиции
Термины "формующаяся композиция", "формуемая композиция" или "смесь на основе крахмала" являются взаимозаменяемыми и относятся к смесям с крахмалом, которые можно формовать в листы, описанные в настоящей заявке. Такие смеси отличаются тем, что содержат значительное количество гранул нежелатинированного крахмала, меньшее количество эфира целлюлозы, различные количества волокон и минеральных наполнителей и воду до образования смеси, имеющей формуемую похожую на пластик консистенцию. В тексте настоящего описания и формулы термин "суммарное содержание твердых веществ" будет включать все твердые вещества, диспергированные или растворенные в водной фазе смеси. Формующаяся смесь может включать также другие примеси, такие как пластификаторы, смазывающие вещества, диспергаторы, гидравлически осаждаемые материалы и порообразователи.
Формующиеся смеси отличаются тем, что имеют относительно высокий предел текучести, что делает их очень хорошо обрабатываемыми и обладающими хорошим сцеплением, и в то же время эти смеси приобретают стабильную форму непосредственно после формования, или через короткое время после этого. Термины "формующиеся композиции", "пластичные композиции" или "смеси на основе крахмала" относятся к смеси, независимо от того, до какой степени они высушены. Такие смеси включают смеси, которые обладают хорошей технологичностью, частично высушенные смеси, а также полностью высушенные смеси (хотя определенное количество воды обычно остается в листах в виде связанной воды в крахмальном связующем).
После того, как из формуемой композиции изготовили лист, нагрели до температуры желатинирования гранул крахмала и по меньшей мере частично высушили, лист или изделие, полученное из него, будет иметь "связанную крахмалом структурную матрицу" или "связанную крахмалом матрицу с неорганическим наполнителем".
Г. Органические полимерные связующие
Формующиеся композиции, используемые для изготовления связанных крахмалом листов и других изделий по настоящему изобретению, приобретают прочность в процессе высушивания практически сольватированного диспергированного в воде органического полимерного связующего, главным образом крахмального связующего. Формующиеся композиции сначала приобретают свойства обрабатываемости и текучести после добавки определенного количества воды в смесь, достаточного для получения смеси, имеющей свойства, похожие на свойства пластика. После этого диспергированное в воде органическое связующее будет развивать свою максимальную прочность по мере удаления воды выпариванием. Органическое связующее влияет на реологические свойства формуемой смеси, особенно эфира целлюлозы, который растворяется или желатинируется в присутствии холодной воды.
Диспергируемые в воде органические полимерные связующие, охватываемые настоящим изобретением, можно отнести к следующим категориям: (1) крахмалы, обычно гранулы немодифицированного крахмала; (2) простые эфиры целлюлозы, которые можно осаждать термообработкой и которые могут образовывать пленку; (3) другие органические загустители и/или связующие, которые совместимы с крахмалами и эфирами целлюлозы, такие как полисахариды, белки и синтетические органические материалы.
1. Крахмал
Листы по настоящему изобретению развивают большую часть своей прочности посредством желатинирования связующего на основе крахмала в воде с последующим удалением воды выпариванием. Крахмал является природным углеводородом, включающим молекулы полимеризованной глюкозы, которые встречаются в природе в виде гранул. Гранулы крахмала включают два разных типа глюкозных цепочек: неразветвленную одноцепочечную амилозу и разветвленный многоцепочечный амилопектин.
В целом гранулы крахмала являются нерастворимыми в холодной воде; однако если наружная мембрана гранул разрушена, напр., при размалывании, то гранулы могут разбухать в холодной воде, образуя гель. Когда неповрежденные гранулы подвергают действию теплой воды, то гранулы разбухают и часть растворимого крахмала (амилоза) диффундирует через стенку гранулы до образования пасты. В горячей воде гранулы разбухают до такой степени, что они лопаются, а это приводит к желатинированию смеси. Точная температура, при которой связующее на основе крахмала разбухает и желатинируется, зависит от типа крахмала.
Желатинирование представляет собой результат того, что линейные полимеры амилозы, которые изначально сжаты внутри гранул, распрямляются и переплетаются друг с другом и с амилопектиновыми цепочками. После удаления воды полученная сеть из взаимосвязанных полимерных цепочек образует твердый материал, который имеет предел прочности на растяжение до около 40-50 МПа. Упроченные волокном связанные крахмалом листы могут иметь различную прочность на разрыв до около 100 МПа, в зависимости от типа и концентрации крахмала и волокон в листах.
Хотя крахмал получают различными способами, наиболее важными источниками крахмала являются зерновые, такие как кукуруза, восковидная кукуруза, пшеница, сорго, рис и восковидный рис, которые можно использовать как в виде муки, так и в дробленом виде. Другие источники крахмала включают клубни, такие как картофель, корни, такие как тапиока (напр., кассава и маниок), сладкий картофель и маранта, а также сердцевина саговой пальмы. Картофельный крахмал и крахмал из восковидной кукурузы являются предпочтительными крахмалами.
Различные природные крахмалы имеют очень различные температуры гелеобразования. Например, картофельный крахмал обычно имеет температуру гелеобразования около 65oC; кукурузный крахмал имеет температуру гелеобразования около 95oC; крахмал из восковидной кукурузы имеет температуру гелеобразования около 70oC. Любой немодифицированный крахмал может быть использован в рамках настоящего изобретения. В целом, однако, адгезия новоформованных листов будет намного снижена, если использованный в них тип крахмала имеет температуру гелеобразования выше, чем температура термоосаждения эфира целлюлозы, использованного в этой формующейся композиции. Это позволяет использовать формовочные валки, которые имеют температуру, равную или превышающую температуру термоосаждения эфира целлюлозы, но которая ниже температуры гелеобразования крахмала. Это в свою очередь позволяет создавать оболочку из эфира целлюлозы на поверхности новоформованного необработанного листа, которая получается вследствие термоосаждения эфира целлюлозы и частичного высыхания поверхности листа по мере того, как он проходит между формовочными валками.
Связующие на основе немодифицированного крахмала обычно являются предпочтительными по сравнению со связующими на основе модифицированного крахмала, поскольку немодифицированный крахмал значительно дешевле. Еще важнее, что немодифицированный крахмал не желатинируется до того момента в процессе изготовления листов, когда лист нагревают до температуры желатинирования крахмала. Модифицированные крахмалы или крахмалы, которые желатинируются до образования неприлипающей пленки путем высыхания эфира целлюлозы, могут привести к тому, что необработанный лист прилипнет к формовочным валкам.
Чисто крахмальная композиция может абсорбировать влагу из окружающего воздуха так, что при равновесном состоянии вода обычно присутствует в количестве около 10-12 мас.% композиции. Когда неорганические наполнители и волокна вводят в крахмальную композицию, как в настоящем изобретении, вода будет присутствовать в количестве около 3-6 мас.% от суммарной массы композиции в равновесном состоянии, поскольку крахмал составляет теперь меньшую, чем раньше часть композиции. Конечное содержание воды в полученном продукте составляет от около 10 до 15% от массы крахмала.
Концентрация связующего на основе крахмала в формующейся смеси по настоящему изобретению находится в пределах от около 5% до около 90% от суммарной массы твердых частиц, предпочтительно от около 15% до около 75 мас.%, еще лучше от около 30% до около 60 мас.%.
2. Простые эфиры целлюлозы
Эфиры целлюлозы по настоящему изобретению вводятся в формуемые смеси в намного меньших количествах, чем крахмальное связующее. Хотя эфир целлюлозы использовался сам по себе без крахмального связующего для формирования листов с неорганическими наполнителями, затраты при использовании одного эфира целлюлозы в качестве связующего намного выше, чем когда основным связующим является крахмал. Так, экономически целесообразнее использовать высокое содержание крахмала при относительно низком количестве эфира целлюлозы, чтобы предотвратить прилипание. В результате получают высококачественный лист, обладающий большей гибкостью и прочностью на растяжение. Может быть использован любой эфир целлюлозы, обладающий способностью к термоотверждению.
Подходящие эфиры целлюлозы включают, например, метилгидроксиэтилцеллюлозу, гидроксиметилэтилцеллюлозу, карбоксиметилцеллюлозу, метилцеллюлозу, этилцеллюлозу, гидроксиэтилцеллюлозу, гидроксиэтилпропилцеллюлозу и т.п., а также их смеси или производные. Весь диапазон возможных вариантов очень обширен и здесь перечислять их не стоит, но следует отметить, что и другие эфиры целлюлозы, обладающие свойством термоосаждения, могут быть использованы в настоящем изобретении.
Предпочтительным является эфир целлюлозы Methocel® (выпускаемый фирмой Dow Chemical), продукт метилцеллюлозы. Methocel имеет температуру термоосаждения около 70oC. Еще одним предпочитаемым эфиром целлюлозы является Tylose R FL 15002, который имеет температуру термоосаждения около 85oC. Также можно использовать смесь эфиров целлюлозы, обладающих различными свойствами и температурами термоосаждения. Любой специалист в данной области сможет выбрать эфир целлюлозы, который имеет температуру термоосаждения ниже, чем температура гелеобразования гранул крахмала, чтобы снизить адгезию между валками и необработанным листом в процессе формования листа.
Некоторые связующие на основе целлюлозы также можно подвергнуть поперечной полимеризации в растворе; примером этого является Cellosize®, продукт гидроксиэтилцеллюлозы, выпускаемый фирмой Union Carbide. Cellosize® можно повергнуть сшиванию в воде с диальдегидами, метилолмочевинами или меламин-формальдегидными смолами, посредством чего получают менее растворимое в воде связующее.
Эфиры целлюлозы, используемые в формующихся смесях по настоящему изобретению предпочтительно вводят в диапазоне от около 0,5% до около 10 мас.% от суммарной массы твердых частиц, предпочтительно от около 1% до около 5 мас.%, лучше всего от около 2% до около 4 мас.%.
3. Другие органические связующие
Несмотря на то, что крахмальные связующие и связующие из эфира целлюлозы являются предпочтительными в композициях по настоящему изобретению, другие органические связующие материалы также можно применять дополнительно. Например, другие связующие на полисахаридной основе, которые можно использовать в изобретении, включают альгиновую кислоту, фикоколлоиды, агар, гуммиарабик, хьюаровую смолу, смолу рожкового дерева, смолу карайи и трагакант, а также их смеси или производные. Подходящие связующие на белковой основе включают, например, Zein® (проламин, полученный из кукурузы), коллаген (экстрагированный из соединительной ткани животных и костей), а также его производные, такие как желатин и клей, казеин (основной белок в коровьем молоке) и их смеси и производные.
Можно использовать также синтетические органические связующие, которые диспергируются в воде, в их числе, например, поливинилпирролидон, полиэтиленгликоль, поливиниловый спирт, поливинилметиловый эфир, полиакриловые кислоты, соли полиакриловых кислот, поливинилакриловые кислоты, соли поливинилакриловых кислот, полиакрилимиды, этиленоксидные полимеры, полимеры молочной кислоты, латекс (широкий термин, включающий разнообразные полимеризуемые вещества, образованные в водной эмульсии, примером которых является сополимер стирола и бутадиена), их смеси или производные.
Суммарное содержание органического связующего в отвержденном листе предпочтительно будет находиться в пределах от около 6% до около 90 мас.% от суммарного содержания твердых частиц в отвержденном листе, более предпочтительно в диапазоне от около 20% до около 80 мас.%, лучше всего в диапазоне от около 30% до около 60 мас.%.
4. Характеристики органического связующего в процессе формирования листа
Хотя авторы настоящего изобретения признали, что эфиры целлюлозы (напр., Methocel) обеспечивают оптимальные эксплуатационные свойства при изготовлении листов с использованием экструзии и прокатки, эфиры целлюлозы обладают тем недостатком, что они очень дорогие по сравнению с другими компонентами, используемыми для изготовления листов. Крахмал является хорошим связующим и намного дешевле, чем эфиры целлюлозы, но он обладает тем недостатком, что он очень липкий и клейкий, если его использовать в качестве единственного органического связующего в процессе изготовления листов, из-за чего листы часто прилипают к валкам, что затрудняет производство листов.
Настоящее изобретение обеспечивает использование крахмала вместо большого количества эфира целлюлозы. Это сочетание небольшого количества эфира целлюлозы с крахмальным связующим позволяет существенно снизить стоимость изготовления листов и в то же время предотвращает прилипание крахмала к валкам в процессе формования листов. Кроме того, введение относительно больших количеств крахмала приводит к созданию листов, которые прочнее и менее хрупкие, чем листы, которые включают большие количества эфира целлюлозы в качестве связующего.
В предпочтительном способе формования листа по настоящему изобретению гранулы немодифицированного нежелатинированного крахмала добавляют в формуемую смесь перед нагреванием в процессе формования листа, о чем более подробно говорится ниже. Формующуюся смесь пропускают между комплектом
нагретых валков, которые нагревают для того, чтобы вызвать термоосаждение эфира целлюлозы (что составляет около 70oC для Methocel), что заставляет его выпадать в осадок, образуя неприлипающую оболочку на поверхности сформованного листа. Гранулы крахмала заключены в пленку из выпавшего в осадок на поверхности листа связующего из эфира целлюлозы, которая предотвращает прилипание крахмального связующего к валкам при желатинировании гранул крахмала. Эфир целлюлозы таким образом действует как пленка связующего на сформованном листе. По мере того, как крахмал внутри листа становится желатинированным, а затем высыхает при удалении воды выпариванием, он становится основным связующим, которое связывает вместе другие твердые компоненты внутри структурной матрицы листа.
При смешивании вместе компонентов формующейся смеси важно, чтобы связующее на основе крахмала не подвергалось сдвигающему усилию, которое может сломать или разрушить гранулы немодифицированного крахмала. Это может вызвать преждевременное желатинирование крахмала и прилипание смеси к валкам. По этой же причине важно также хранить смесь при температуре ниже температуры желатинирования связующего на основе крахмала. Предпочитаемые связующие на основе крахмала включают немодифицированные крахмалы, которые желатинируются при температуре, равной или выше температуры термоосаждения эфира целлюлозы, благодаря чему образуется оболочка из эфира целлюлозы на поверхности листа перед желатинированием гранул крахмала.
Д.Вода
Воду добавляют в формующуюся смесь для того, чтобы растворить, или по меньшей мере диспергировать органическое связующее в смеси. Вода также помогает диспергировать другие твердые компоненты, такие как волокна и неорганические наполнители по всей формующейся смеси. Функция воды состоит в том, что благодаря ей получают формующуюся смесь, обладающую требуемыми реологическими свойствами, включая вязкость и предел текучести.
Чтобы формующаяся смесь имела адекватную обрабатываемость, воду необходимо обычно вводить в количествах, достаточных для увлажнения частиц неорганического заполнителя, волокон или других твердых частиц, чтобы сольватировать или по меньшей мере диспергировать органическое связующее, а также чтобы по меньшей мере частично заполнить промежутки или пустоты между частицами. В некоторых случаях, например при добавке диспергатора или смазывающего вещества, адекватную обрабатываемость можно сохранить при использовании меньших начальных количеств воды.
Количество воды, которое добавляют в формующуюся смесь, следует тщательно сбалансировать, чтобы смесь обладала достаточной обрабатываемостью, хотя в то же время следует признать, что сокращение начального содержания воды уменьшает то количество воды, которое предстоит удалить, чтобы сформовать отвержденный лист. Соответствующие реологические свойства, которые могут удовлетворить этим требованиям, можно описать по пределу текучести. Предел текучести формуемой смеси предпочтительно должен находиться в диапазоне от около 2 кПа до около 5 МПа, более предпочтительно в диапазоне от около 100 кПа до около 1 МПа, а лучше всего - в диапазоне от около 200 до около 700 кПа. Требуемый уровень предела текучести можно регулировать и оптимизировать в соответствии с конкретным процессом, который используют для формования листа.
В некоторых случаях желательно сначала включить относительно высокое количество воды, поскольку избыток воды можно удалить выпариванием. Тем не менее, один из важных признаков настоящего изобретения в сравнении с производством обычной бумаги состоит в том, что количество воды, изначально присутствующей в формующейся смеси, будет намного меньше, чем количество воды, обычно присутствующей в волокнистых суспензиях, используемых для изготовления обычной бумаги. В результате получают смесь, которая имеет намного более высокий предел текучести и стабильность формы по сравнению с суспензиями, используемыми для изготовления бумаги. Суммарное количество воды, которое необходимо удалять из формующейся смеси для получения самоподдерживающегося и когерентного материала (т.е. чтобы сформировать стабильный материал), будет намного меньшим в случае смесей по настоящему изобретению, в сравнении с суспензиями, используемыми для производства обычной бумаги. Кроме того, промежуточный продукт - необработанные листы - по настоящему изобретению обладают гораздо более высоким внутренним сцеплением и связностью в сравнении с влажными волокнистыми суспензиями.
Количество воды, которое следует добавить в смесь, будет зависеть в значительной степени от количества крахмала или других абсорбирующих воду компонентов, волокон, неорганических наполнителей и от объемной плотности частиц наполнителя. Оно будет также зависеть от требуемых реологических параметров формующейся смеси. Количество воды, которое следует добавить для получения формующихся смесей по настоящему изобретению, будет находиться в диапазоне от около 5% до около 80% от массы формующейся смеси, предпочтительнее, чтобы оно находилось в диапазоне от около 10% до около 70 мас.%, а лучше всего от около 20% до около 50 мас.%. Специалист в данной области сможет подобрать тот уровень содержания воды, который нужен для получения адекватной обрабатываемости в любом конкретном производственном процессе.
В большинстве случаев предпочтительно также включать минимальное количество воды, которое необходимо для получения формующейся смеси, обладающей нужным уровнем обрабатываемости, посредством чего удается сократить то количество воды, которое необходимо будет удалять из листа. Снижение количества воды, которое необходимо будет удалять, в целом позволяет снизить производственные затраты, поскольку удаление воды выпариванием требует затрат энергии.
Е. Неорганические наполнители
Неорганические материалы, обычно используемые в целлюлозно-бумажной промышленности, а также мелко измельченные материалы заполнителей, используемые при изготовлении бетона, можно, необязательно, использовать в формуемых смесях по настоящему изобретению. Тем не менее, размеры частиц наполнителя или неорганического заполнителя часто будут во много раз больше, чем размеры частиц неорганического заполнителя, используемого в бумажной промышленности. Хотя средний диаметр частиц в неорганических наполнителях, используемых в целлюлозно-бумажной промышленности, обычно будет менее 2 мкм, средний диаметр частиц наполнителя, используемого в соответствии с настоящем изобретением, может в некоторых случаях достигать 100 мкм или более, в зависимости от толщины стенок полученного листа, и таким образом может быть менее дорогим в целом и иметь меньшую удельную площадь поверхности.
Неорганические наполнители, используемые в целлюлозно- бумажной промышленности, обычно имеют более однородное распределение частиц по размерам в сравнении с наполнителями, используемыми по настоящему изобретению. Часто предпочтительно использовать широкий диапазон размеров частиц наполнителя по изобретению, чтобы повысить природную объемную плотность частиц наполнителя в смеси. Используя более крупные частицы и частицы разных размеров, можно еще больше снизить расходы, связанные с неорганическим наполнителем, в сопоставлении с неорганическими наполнителями, используемыми в целлюлозно-бумажной промышленности. Гораздо дороже добиваться постоянно исключительно малых размеров частиц, что требуется в целлюлозно-бумажной промышленности, а также следить за тем, чтобы частицы имели в основном одинаковые размеры.
Сильное расширение диапазона размеров частиц позволяет использовать в настоящем изобретении более разнообразные неорганические наполнители по сравнению с изготовлением обычной бумаги. Таким образом, наполнители по настоящему изобретению можно выбирать таким образом, чтобы придать готовому листу самые разнообразные свойства. Кроме того, наполнители с высокой плотностью частиц позволяют получать смеси, которые лучше формуются, чем обычная суспензия, используемая для изготовления бумаги. По сравнению с обычной бумагой можно вводить в материалы по изобретению гораздо большее количество необязательного неорганического наполнителя, поскольку сцепление внутри листа осуществляется за счет органического связующего, а не переплетения волокон полотна.
Примеры наполнителей включают перлит, вермикулит, песок, гравий, камень, известняк, песчаник, стеклянную дробь, аэрогели, ксерогели, морские гели, слюду, глину, искусственную глину, глинозем, кремнезем, белую сажу, кварцевое стекло, пластинчатый глинозем, каолин, микрошарики, полые стеклянные шарики, пористые керамические шарики, гипс, двуводный гипс, карбонат кальция, алюминат кальция, пробкау, семена, легкие полимеры, ксонотлит (кристаллический гель из силиката кальция), легкую вспененную глину, гидрированные или негидрированные частицы гидравлического цемента, цементные отходы, пемзу, отслоившуюся горную породу и другие геологические материалы. Частично и полностью гидратированный цемент, а также саж, имеют большую площадь поверхности и дают прекрасные результаты благодаря высокому начальному сцеплению в новосформованном листе.
Различные неорганические наполнители будут придавать листу свои поверхностные характеристики и в соответствии с этим их нужно выбирать. Например, каолин дает более гладкую менее пористую поверхность, а слоистые материалы, такие как слюда и глины, дают блестящую поверхность. Обычно наполнители с более крупными частицами, например карбонат кальция, дают матовую поверхность, а наполнители с меньшими размерами частиц позволяют получать поверхности, похожие на стекло. Преимущество настоящего изобретения по сравнению с изготовлением обычной бумаги состоит в том, что любой из этих материалов наполнителей можно добавлять непосредственно в матрицу.
Предпочитаемым материалом наполнителя для настоящего изобретения является карбонат кальция. Смолотый в сухом виде карбонат является предпочтительным потому, что его можно получить за одну треть цены карбоната кальция, полученного в результате мокрого помола. Предпочтительным карбонатом кальция является R040, который имеет размеры частиц от около 10 до 150 мкм, причем средний размер частиц составляет около 42 мкм, и малую удельную площадь поверхности.
И глина, и гипс являются наиболее походящими наполнителями потому, что они легко доступны, стоят очень мало, обладают хорошей обрабатываемостью, легко формуются, а также благодаря тому, что они могут обеспечивать высокую степень связывания, сцепления и прочности, если их добавлять в достаточно высоких количествах. Полугидрат гипса можно гидратировать до получения дигидрата сульфата кальция в присутствии воды, а это - класс гидравлически осаждаемых связующих. После гидратирования гипс застывает, превращаясь в жесткую структуру, в зависимости от его концентрации, что придает конечному продукту дополнительную прочность.
Гидравлический цемент, такой как портландцемент, можно добавлять в качестве неорганического наполнителя в формующиеся смеси по настоящему изобретению. Гидравлические цементы являются относительно недорогими и имеются в достаточных количествах, если их вводить в достаточно высоких количествах, то они придают дополнительную степень связывания матрице, в которой связующим является крахмал. Кроме того, гидравлический цемент химически взаимодействует с водой, что дает эффект внутреннего высушивания внутри формующейся смеси, благодаря чему эффективно удаляется по меньшей мере часть воды из смеси, и при этом отпадает необходимость выпаривания. Это же справедливо для полугидрата гипса и кальцинированной глины. Предварительно гидратированные частицы цемента можно также добавлять в качестве наполнителя.
Природа формующихся смесей и изготовленных из них листов позволяет включать легкие наполнители, имеющие большие количества промежутков, чтобы придать изолирующие свойства формованным листам. Примеры наполнителей, которые могут уменьшить вес и придать изолирующие свойства листам, включают перлит, вермикулит, стеклянную дробь, полые стеклянные шарики, синтетические материалы (напр., пористые керамические шарики, пластинчатый глинозем и т.п. ), пробку и легкие вспученные глины, песок, гравий, камень, известняк, песчаник, пемзу и другие геологические материалы.
Помимо обычных наполнителей, используемых в целлюлозно- бумажной промышленности и в производстве цемента, в формующиеся смеси по настоящему изобретению можно добавлять самые различные другие наполнители, включая упрочнители, такие как металлы и металлические сплавы (напр., нержавеющая сталь, железо, медь), шарики или полые шарики из таких материалов, как стекло, полимеры и металлы, наполнители, гранулы и порошки (такие как микрокремнезем). Даже такие материалы, как семена, желатины и материалы типа агара, можно вводить в качестве наполнителей. Несмотря на то, что эти последние наполнители являются органическими и легко подвергаются биоразложению, они включены в настоящее описание потому, что выступают в первую очередь в качестве наполнителя, а не связующего.
Еще один класс наполнителей, которые можно добавлять в формующиеся композиции по изобретению, включает неорганические гели и микрогели, такие как силикагель, силикагель кальция, силикагель алюминия и т.п. Их можно добавлять в твердом виде или же они могут выпадать в осадок на месте. Поскольку гели и микрогели имеют тенденцию абсорбировать воду, их можно добавлять для снижения содержания воды в формующейся смеси, посредством чего повышают предел текучести смеси. Кроме того, высокогигроскопичная природа силикагелей и микрогелей позволяет использовать их как агенты, регулирующие влажность внутри готового отвержденного листа. Абсорбируя влагу из воздуха, гели и микрогели заставят лист сохранять установленное количество влаги в нормальных окружающих условиях. Конечно, интенсивность поглощения влаги из воздуха будет изменяться в зависимости от относительной влажности воздуха. Контроль за содержанием влаги в листах позволит осуществлять более тщательный контроль за удлинением, модулем упругости, сгибаемостью, складываемостью, гибкостью и пластичностью листов.
В соответствии с настоящим изобретением можно также вводить в формующиеся смеси полимеризуемые неорганические наполнители, такие как полимеризуемые силикаты. Их можно добавлять в смесь в виде обычного кремнезема или силикатов, которые затем подвергают обработке для вызова реакции полимеризации на месте, чтобы получить полимеризованный силикатный наполнитель. Полимеризованные неорганические наполнители часто являются предпочтительными при определенных видах применения благодаря тому, что они обладают повышенной гибкостью по сравнению с большинством других неорганических наполнителей.
В целом по настоящему изобретению желательно включать множество наполнителей, имеющих различные размеры частиц, способные более плотно заполнить пустоты между частицами и волокнами внутри формующейся смеси. Оптимизация плотности частиц позволяет снизить количество воды, необходимой для получения нужного уровня обрабатываемости смеси путем устранения зазоров, которые иначе были бы заполнены водой, которую часто называют "капиллярной водой".
Чтобы оптимизировать плотность расположения частиц, можно использовать наполнители с частицами разных размеров от около 0,05 мкм до около 2 мм. В зависимости от предназначения и толщины конечного продукта подбирают наполнители с нужными размерами частиц. Любой специалист в данной области умеет определять, какой крупности наполнитель нужно использовать для того, чтобы необработанные формующиеся смеси приобрели нужные реологические свойства, а также чтобы готовый отвержденный лист или изделие приобрели нужную прочность и вес.
В некоторых наиболее предпочитаемых вариантах осуществления настоящего изобретения желательно доводить до максимума количество наполнителя в формующейся смеси, чтобы довести до максимума свойства и характеристики, присущие наполнителю (такие как прочность, низкая плотность или высокая изолирующая способность). Можно использовать также методы уплотнения частиц, чтобы довести до максимума количество таких наполнителей.
Подробное описание уплотнения частиц находится в статье, написанной одним из авторов изобретения в соавторстве: Johansen, V.& Andersen, P.J., "Particle Packing and Concrete Properties", Materials Science of Concrete II на стр. 111-147, The American Ceramic Society (1991). Более подробная информация приведена в работе "докторская диссертация Андерсона П.Дж. "Control and Monitoring of Concrete Production-A study of Particle Packing and Rheology", The Danish Academy of Technical Sciences. Вышеуказанные статья и докторская диссертация упоминаются в настоящем описании для сведения.
В тех вариантах осуществления изобретения, когда желательно получить лист (или изделие из него), имеющий высокую изоляционную способность, предпочтительно ввести в связанную крахмалом матрицу легкий наполнитель, который имеет низкую теплопроводность или "к-фактор" (выраженный в В/м.К). Обычно наполнители с очень низким к-фактором также содержат большие количества промежуточных пустот, воздуха, газовых смесей или частичного вакуума, что имеет тенденцию сильно снижать прочность таких наполнителей. Поэтому при определении конкретного строения матрицы следует тщательно уравновешивать изолирующие свойства и прочность.
В свете вышесказанного количество наполнителя, добавляемого в формующуюся смесь по изобретению, будет зависеть от множества факторов, включая количество и тип других добавляемых компонентов, а также плотность частиц наполнителя. Соответственно концентрация наполнителя в листах по настоящему изобретению предпочтительно будет находиться в диапазоне от 0% до около 90% от суммарной массы твердых частиц, лучше в диапазоне от около 20% до около 80 мас.%, а лучше всего - от около 30% до около 70 мас.%.
Ж. Волокна
Самые разнообразные волокна дают хорошие результаты в рамках настоящего изобретения. В тексте настоящего описания и формулы изобретения термины "волокна" и "волокнистый материал" включают как неорганические волокна, так и органические. Волокна можно добавлять в формующуюся смесь для повышения гибкости, пластичности, сгибаемости, сцепляемости, способности к удлинению, способности к прогибу, жесткости и работы разрушения, а также прочности на изгиб и прочности на растяжение готовых листов и изделий. Волокна снижают вероятность того, что связанные крахмалом листы или изделия из них будут раскалываться, когда к ним прикладывают поперечно направленные усилия.
Волокна, которые могут быть введены в связанную крахмалом матрицу листов или изделий, включают природные органические волокна, такие как целлюлозные волокна, полученные из конопли, хлопка, листьев, древесины или стеблей. Любое растительное волокно, получаемое в сельскохозяйственной практике, можно использовать в настоящем изобретении. Использование таких волокнистых материалов обладает тем дополнительным преимуществом, что позволяет сохранять лес. Кроме того, в настоящем изобретении могут быть использованы неорганические волокна, изготовленные из стекла, графита, кремнезема, керамики или металла.
Предпочтительными являются такие волокна, как хлопок, древесное волокно (как из лиственных пород, так и мягких пород древесины, примеры которых включают соответственно южные лиственные породы и сосну), лен, абаку, коноплю и багассу, поскольку они легко разлагаются в нормальных условиях. Однако другие волокна, такие как стекловолокно, также могут быть предпочтительными при определенном предназначении изделий из листа. Даже волокна от переработанной макулатуры тоже можно использовать, а такой материал очень дешев и имеется в избытке.
Волокна, используемые для изготовления листов и других изделий по настоящему изобретению, предпочтительно имеют большую длину по отношению к ширине ("отношение длины к ширине"), поскольку более длинные и тонкие волокна придают больше прочности связанной крахмалом матрице и при этом не приводят к значительному увеличению массы матрицы. Волокна должны иметь указанное соотношение минимум около 10:1, предпочтительно по меньшей мере около 100:1.
Количество волокон, добавляемых в формующиеся смеси по настоящему изобретению, будет различным в зависимости от того, какими свойствами должен обладать конечный продукт, причем прочность на растяжение, жесткость, гибкость и затраты являются основными критериями при определении количества волокна, добавляемого в любую смесь по изобретению. Соответственно концентрация волокон в листах по изобретению будет в пределах от около 3% до около 40 мас. % от суммарного содержания твердых частиц, предпочтительно в пределах от около 5% до около 30 мас.%, лучше всего от около 7% до около 20 мас.%.
Как следует ожидать, прочность волокна является очень важным фактором при определении того, какое количество волокна следует использовать. Чем выше прочность на разрыв волокна, тем меньше волокна потребуется для того, чтобы получить определенную прочность на разрыв готового продукта. Хотя некоторые волокна имеют высокую прочность на разрыв, другие типы волокон с несколько более низкой прочностью на разрыв, могут быть более эластичными. Введение относительно высоких концентраций волокон нужно в тех случаях, когда лист был надрезан и предполагается сгибать его под большим углом.
Волокна с меньшим отношением ширины к длине легче ввести в лист и получить при этом более однородный лист с меньшим количеством дефектов, а большее отношение ширины к длине повышает упрочняющий эффект волокон. Некоторые волокна, такие как волокна из сосны и абаки, обладают высокой прочностью на отрыв и прочностью на продавливание, в то время как другие волокна, такие как хлопок, имеют меньшую прочность, но более высокую гибкость. В случае, если желательно добиться лучшего распределения, более высокой гибкости и прочности на отрыв и продавливание, то в смесь следует добавить сочетание волокон, имеющих различные отношения ширины к длине и прочностные характеристики. Например, смесь лиственных пород древесины и сосны позволяет обеспечить лучшую дисперсию волокон по всей массе формующейся смеси, и получить лист, обладающий хорошей дисперсией волокон и прекрасной прочностью при складывании. В любом случае волокна, используемые в настоящем изобретении, предпочтительно не должны подвергаться интенсивной обработке, которой подвергаются волокна при изготовлении обычной бумаги, и, таким образом, они должны сохранять большую часть своей природной прочности. Такие волокна требуют также менее интенсивной химической переработки.
Улучшенную водонепроницаемость можно получить путем обработки волокон канифолью и квасцами (Al2(SO4)3) или NaAl(SO4)2), которые осаждают канифоль на поверхности волокон, делая эту поверхность очень гидрофобной. Хлопья алюминия образуются, когда квасцы создают место анионной адсорбции на поверхности волокна для положительно заряженного органического связующего, такого как катионный крахмал.
3. Диспергаторы
Термин "диспергаторы" используется здесь для обозначения класса материалов, которые можно добавлять в формующуюся смесь для того, чтобы снизить вязкость и предел текучести этой смеси. Диспергаторы действуют так, что снижают вязкость смеси, диспергируя индивидуальные частицы неорганических наполнителей или волокон. Это позволяет использовать меньше воды и при этом сохранять адекватные уровни обрабатываемости. Диспергаторы оказывают действие, обратное действию органических связующих, которые связывают твердые компоненты вместе, даже в увлажненном состоянии.
Диспергаторы обычно абсорбируются на поверхности частиц наполнителя и/или в почти коллоидном двойном слое частиц. Это создает отрицательный заряд на поверхности частиц или вокруг нее, заставляя их отталкиваться друг от друга, что предотвращает их слипание. Отталкивание частиц способствует "смазке", снижая трение или силу притягивания, которые в противном случае заставляют частицы сильнее взаимодействовать друг с другом. Это повышает плотность материала и позволяет добавлять меньше воды, сохраняя при этом обрабатываемость формующейся смеси. Диспергаторы следует добавлять перед добавкой эфира целлюлозы.
Более подробно использование диспергаторов описано в работе на соискание степени магистра Andersen, P.J., "Effects of Organic Superplasticizing Admixtures and their Components on Zeta Potential and Related Properties of Cement Materials". Материалы научно-исследовательской лаборатории Государственного университета Пеннсильвании, 1987. В настоящем описании эта работа упоминается для сведения.
Предпочтительным диспергатором является сульфированный нафталин-формальдегидный конденсат, например препарат WRDA19, выпускаемый фирмой W.R. Grace, Inc. Другие диспергаторы, которые также можно использовать, включают сульфонированные меламин-формальдегидные конденсаты, лигносульфонат и полимер акриловой кислоты.
Количество добавляемого диспергатора будет обычно в диапазоне до около 5 мас.% воды в формующейся смеси, предпочтительно от около 0,5 до около 4 мас. %, лучше всего от около 1 до около 2 мас.%.
И. Другие примеси
В формующиеся смеси по изобретению можно добавлять самые разнообразные другие компоненты для придания готовым листам и изделиям нужных свойств. Гибкость можно повысить добавкой пластификаторов. Пластификаторы включают материалы, которые могут абсорбироваться связующим на основе крахмала для смягчения структурной матрицы получаемого листа или изделия. Такие пластификаторы, которые действуют так же как смазывающие вещества, имеют достаточно высокую точку парообразования и не выпариваются из матрицы в ходе формования листа, а предпочтительно они должны оставаться стабильными после того, как лист или изделие сформованы.
Подходящими пластификаторами, применимыми для задач изобретения, являются полиэтиленгликоль (с молекулярным весом ниже 600), глицерин и сорбит, которые имеют тенденцию занимать место воды и действовать как пластификаторы при влажности до 5%. Предпочитаемые пластификаторы не испаряются в процессе формования и остаются в формованных листах и изделиях, смягчая связанную крахмалом матрицу.
Глицерин, который удаляется с водой в ходе удаления воды, можно наносить на листы и в ходе последующей обработки сформованного листа он позволит повысить гибкость листов и будет действовать как увлажнитель. Обработка глицерином также стабилизирует листы таким образом, что они становятся более устойчивыми к короблению, если их подвергают воздействию небольших количеств воды, например при нанесении водорастворимого покрытия на листы.
Смеси, вызывающие сшивание полимеров, такие как диальдегиды, метилмочевины и меламинформальдегидные смолы, можно добавлять в смесь, чтобы получить менее водорастворимую связанную крахмалом матрицу. Примеси, вызывающие сшивание полимеров, связываются с гидроксильным ионом связующего на основе крахмала, а это замедляет повторную абсорбцию воды связующим на основе крахмала. В результате готовые изделия быстрее приобретают стабильность формы, являются более прочными и способны удерживать жидкости в течение более длительного времени до того, как они разрушатся (напр., стакан может дольше удерживать холодную воду, перед тем, как начнет протекать).
К. Промежуточные пустоты
В тех случаях, когда изоляция важнее прочности (т.е. когда нужно изолировать горячие или холодные материалы), бывает нужно ввести в структурную матрицу крошечные промежуточные пустоты, помимо легких наполнителей, чтобы повысить изолирующие свойства листа или изделия из него. Введение пустот тщательно вычисляют, чтобы придать нужные изолирующие свойства и легкость, и при этом не привести к неприемлемому ухудшению прочности листа. В тех случаях, когда изолирующие свойства необязательны, желательно свести пустоты к минимуму, чтобы максимально увеличить прочность и снизить объем.
Воздушные пустоты можно ввести путем перемешивания формующейся смеси с приложением большого усилия сдвига и высокой скорости со вспенивателем или стабилизатором, которые добавляют в смесь, чтобы ввести воздух в смесь и удержать его там. Подходящими вспенивателями и агентами, способствующими удержанию воздуха, являются широко используемые поверхностно-активные вещества. Одним из таких агентов является винзол.
В процессе формования формуемой смеси при изготовлении листа желательно нагревать формуемую смесь, чтобы удалить воду. При этом могут образовываться поры, если лист не утрамбовывают, а такие поры снижают плотность листа. Еще одним вспенивателем, который можно использовать в настоящем изобретении, является смесь лимонной кислоты и бикарбоната, или бикарбонат, который прошел переработку и присутствует в виде маленьких гранул или частиц и покрыт воском, крахмалом или водорастворимыми покрытиями. Такие агенты можно использовать для получения пустот двумя путями: (1) взаимодействовать с водой до получения газообразного CO2, чтобы создать ячеистую вспененную структуру внутри связанной крахмалом матрицы, или (2) ввести частицы в качестве части матрицы и после отверждения матрицы удалить частицы вспенивателя нагреванием продукта до температуры выше 180oC, что вызывает эндотермическое разложение частиц, в результате которого остается хорошо упорядоченная ячеистая легкая структура.
И, наконец, воздушные пустоты можно ввести в формуемую смесь в ходе процесса формования путем добавки в смесь вспенивателей, в результате чего, когда смесь начнут нагревать, она начнет вспениваться. Обычно вспениватели состоят из низкокипящей жидкости и тонкомолотого карбоната кальция. Их равномерно смешивают с формующейся смесью и при нагревании держат под давлением. Вспениватель проникает в поры отдельных частиц карбоната кальция, откуда вспениватель затем может испаряться при термическом расширении вспенивателя, которое начинается как только давление падает.
II. Изготовление листов из формующихся смесей
Связанные крахмалом листы по настоящему изобретению производят путем формования формующейся смеси, содержащей крахмал, при температурах, которые поэтапно увеличиваются, что позволяет сначала вызвать образование оболочки из простого эфира целлюлозы, затем желатинировать гранулы крахмала, а после этого удалить воду выпариванием.
Подробное описание предпочтительного способа формования листов находится в находящейся на совместном рассмотрении заявке на Патент США N 08/152,354 под названием "Листы, имеющие органическую полимерную матрицу с высоким содержанием неорганического наполнителя", поданную 19 ноября 1993 г. на имя Пер Джаст Андерсен, д-р наук, и Саймона К.Годсона. В тексте настоящего описания эта заявка упоминается для сведения.
Полная последовательность операций, использованная для производства связанных крахмалом листов по настоящему изобретению, которым можно придать форму контейнеров или других изделий, показана на фиг. 1A, включая устройство для осуществления следующих производственных этапов: (1) приготавливают и смешивают формующуюся композицию; (2) производят экструзию смеси до придания формы листа или другой формы при помощи соответствующей головки; пропускают экструдированную смесь через по меньшей мере одну пару формующих валков до получения бруска нужной толщины; (4) пропускают лист между еще одним комплектом валков так, чтобы произошло желатинирование крахмала и чтобы удалить по меньшей мере часть воды из смеси, затем продолжают высушивать лист прокаткой на одном или нескольких нагретых сушильных валках большего диаметра; (5) необязательно уплотняют лист в слегка влажном состоянии, чтобы устранить нежелательные пустоты и повысить прочность листа; (6) необязательно производят высушивание листа после уплотнения; (7) необязательно производят чистовую отделку листа, пропуская его между одной или несколькими парами отделочных валков; и (8) необязательно наматывают практически высушенный лист на бобину до получения рулона, который можно хранить и использовать по мере необходимости. Каждый из этих производственных этапов более подробно описан ниже.
Как показано на фиг. 1Б, в альтернативном варианте формующаяся смесь может подаваться непосредственно между валками, формующими лист. На фиг. 1B изображен экструдер типа" вперед-назад", который быстро подает материал взад-вперед вдоль длины валков, формующих листы.
Второй способ, пригодный для получения смеси, включает следующие этапы: (1) смешивают формующуюся смесь в месильной машине, а затем удаляют воздух под вакуумом; (2) экструдируют, а затем нарезают смесь на отдельные фрагменты нужной формы (например, на цилиндры); (3) подают экструдированные фрагменты в бункер; (4) пропускают экструдированные части между парой самоподающих экструзионных валков до образования листа; (5) при желании высушивают или иначе производят чистовую обработку листа. Этап экструдирования помогает удалить воздух из формующейся смеси и отдельных экструдированных фрагментов, что позволяет подавать более однородную формующуюся смесь на экструзионные валки.
A. Приготовление формующейся смеси
Первый этап изготовления листов включает получение подходящей формующейся смеси, обладающей требуемыми свойствами в отношении обрабатываемости и прочности в сыром виде, а также прочности, гибкости, жесткости и разлагаемости конечного отвержденного листа. Некоторые из свойств, которые считаются всегда нужными для формующихся смесей, включают адекватную обрабатываемость, пластичность и прочность в сыром виде, соответствующие данным процессам экструзии, прокатки и/или формования. Как сказано выше, уровни воды, органического связующего и (необязательно) диспергатора, будут определять уровень обрабатываемости смеси и возможность экструдировать ее, что относится также к другим компонентам в смеси, таким как наполнители, волокна, пластификаторы, вспениватели и т.п. Однако ни один компонент не будет полностью определять реологию и другие свойства формующейся смеси. Правильнее сказать, что каждый из компонентов взаимодействует с другими, определяя комплексные свойства смеси.
1.Влияние компонентов на реологические свойства смеси
Количество воды, которую необходимо добавить, чтобы получить смесь, имеющую адекватную обрабатываемость и подвижность, будет зависеть от концентрации и плотности частиц неорганического наполнителя, количества волокна, типа и количества органического связующего и типа и количества других примесей (таких как диспергаторы, пластификаторы или смазывающие вещества). В целом, однако, добавка большего количества воды снизит вязкость и предел текучести смеси, благодаря чему повысится подвижность смеси и снизится стабильность формы объекта, сформованного из нее.
Органическое связующее может оказать сильное влияние на реологические свойства смеси, в зависимости от типа, концентрации и степени желатинирования или растворения органического связующего во влажной смеси. Эфир целлюлозы будет обычно растворяться в воде или по меньшей мере тщательно диспергируется в воде. Желательно, чтобы гранулы крахмала до формования оставались во влажной смеси нежелатинированными.
Эфиры целлюлозы обладают различной растворимостью в воде или диспергируемостью, а также различной вязкостью и пределом текучести. Например, 2% раствор Tylose®FL 15002 (метилгидроксиэтилцеллюлоза) при 20oC имеет вязкость около 15000 сП, в то время как аналогичный раствор Tylose® 4000 имеет вязкость около 4000 сП. Первый раствор сильно повышает предел текучести и пластичность формующейся смеси, в то время как последний может действовать скорее как смазывающее вещество или пластификатор.
Крахмальный компонент будет переходить в желатинированное состояние позже в процессе формования листа. Несмотря на то, что многие органические полимерные связующие, такие как крахмал, не подвергаются ни полимеризации, ни деполимеризации после добавки их в формующиеся композиции, но скорее желатинируют, а затем высушивают до получение связующей матрицы, в рамках настоящего изобретения можно добавлять водорастворимые или диспергируемые в воде полимеризуемые фрагменты в формующуюся смесь, которую после этого можно подвергать полимеризации на месте. Скорость реакции полимеризации можно регулировать путем изменения температуры смеси и/или добавкой катализатора или ингибитора. Примеры полимеризуемых фрагментов, которые можно добавлять в формующиеся смеси, включают "Cellosize" и мономеры, образующие латекс.
Что касается гелеобразования, то большинство эфиров целлюлозы быстро образуют гели в воде при комнатной температуре. Другие, такие как многие крахмалы, будут образовывать гели в воде только при повышенных температурах. Отдельные модифицированные крахмалы тем не менее могут желатинироваться при комнатной температуре. Эфиры целлюлозы обычно оказывают максимальное реологическое действие почти сразу, в то время как полимеризуемые связующие будут сгущаться с течением времени, а связующие на основе крахмала обычно сгущаются тогда, когда температура смеси повышается.
Другие добавки, которые могут быть введены в смесь для того, чтобы оказать влияние на реологические свойства, включают диспергаторы, пластификаторы и смазывающие вещества. Диспергаторы, такие как материалы на основе сульфонил, сильно снижают вязкость и повышают обрабатываемость формующейся смеси, при сохранении постоянного количества воды. Использование диспергаторов позволяет включать меньше воды, при сохранении того же уровня обрабатываемости.
Количество, тип и плотность частиц неорганического наполнителя могут сильно влиять на реологические свойства и обрабатываемость формующихся смесей. Неорганические наполнители, которые являются пористыми или имеют большую удельную площадь поверхности, будут абсорбировать больше воды, чем непористые наполнители, что позволяет снизить количество воды, необходимой для смазывания частиц. В результате получают более густую вязкую смесь. Плотность частиц также может оказывать очень сильное влияние на реологические свойства смеси, определяя объем промежутков, которые необходимо заполнить водой, смазывающими веществами, органическими полимерами или другими жидкостями, чтобы смесь была подвижной.
К примеру, система наполнителя, имеющая природную плотность частиц в 0,65 обычно потребует около 35 об. % жидкостей (включая воду), чтобы почти полностью заполнить промежутки между частицами. С другой стороны, система наполнителя, имеющая природную плотность частиц в 0,95, обычно потребует только около 5 об. % жидкостей, чтобы почти полностью заполнить промежутки между частицами. Таким образом, плотность частиц прямо регулирует реологические свойства, включая уровень обрабатываемости смеси. Размеры и морфология частиц наполнителя также до некоторой степени могут влиять на реологические свойства и подвижность формующейся смеси.
Гидравлически осаждаемые неорганические наполнители, такие как гидравлический цемент, полугидрат гипса и оксид кальция можно использовать в качестве механизма поглощения воды. Они вступают в химическое взаимодействие с водой, посредством чего снижается уровень воды в формующейся смеси, и при этом не применяется нагрев или сушка. Такие материалы могут оказать сильное влияние на реологические свойства формуемых смесей, которые зависят от степени гидратации, которая зависит от времени. Кроме того, было обнаружено, что гидравлический цемент повышает силу сцепления сырой формующейся смеси и сырого листа, изготовленного из нее. Сцепление удерживает сформованный материал так, что лист можно протащить через валки и при этом сохранить форму листа до тех пор, пока он не высохнет достаточно для того, чтобы получить достаточную прочность на растяжение.
И, наконец, другие твердые компоненты в смеси, такие как волокна, будут оказывать влияние на реологические свойства смеси так же как и неорганические наполнители. Определенные волокна могут абсорбировать воду, в зависимости от их пористости и способности набухать. Кроме того, определенные волокна можно обрабатывать так, что они приобретают ионный заряд, что позволит им химически взаимодействовать с органическими пластификаторами, имеющими ионный заряд. Таким образом волокна могут до некоторой степени оказывать влияние на реологические свойства смеси.
2. Влияние компонентов на конечные свойства продукта
Что касается конечного высушенного и отвержденного продукта, некоторые свойства, которые, как считают, желательно придать структурной матрице листа, включают высокую прочность на разрыв (в целом или вдоль определенных векторов), гибкость, а также способность удлиняться, отклоняться или изгибаться. В некоторых случаях желательно получить листы, которые в значительной степени обладают свойствами обычной бумаги или картона. Однако в других случаях бывает желательно получить структурную матрицу, имеющую свойства, которые нельзя получить при использовании обычной древесной целлюлозы или другого сырья, используемого для изготовления бумаги. Такие свойства включают повышенную ударную вязкость, более высокий модуль упругости, водостойкость или низкую насыпную плотность.
В отличие от обычной бумаги или картона, в которых свойства листов очень сильно зависят от свойств использованной пульпы, свойства листов, связанных крахмалом, по настоящему изобретению в значительной степени не зависят от свойств волокон, использованных для изготовления листов. Точнее, используя более длинные и гибкие волокна, обычно удается получить более гибкие листы, чем при использовании более коротких и жестких волокон. Однако те свойства, которые в обычной бумаге очень сильно зависят от пульпы, при изготовлении связанных крахмалом листов по изобретению можно отрегулировать путем изменения концентраций неволокнистых компонентов формующейся смеси, а также способов обработки. Такие свойства, как жесткость, твердость, обработка поверхности, пористость и т.п., в целом не зависят от типа волокон, используемых в связанных крахмалом листах.
Гибкость, прочность на разрыв или модуль упругости можно изменять, получая нужные эксплуатационные качества листов, контейнеров или других изделий из листов, посредством замены компонентов и изменения относительных концентраций этих компонентов в формующейся смеси. В некоторых случаях более важной может быть прочность на разрыв. В других она менее важна. Некоторые листы предпочтительно должны быть более гибкими, в то время как другие должны быть более жесткими. Некоторые будут относительно плотными, а другие толще, легче и обладать лучшими изоляционными свойствами. Важно получать материал, обладающий такими свойствами, которые подходят для конкретного применения, и при этом учитывать затраты и другие параметры, важные для практического производства. В то время, как "слишком много" или "слишком мало" в отношении того или иного свойства может быть вполне приемлемо с точки зрения эксплуатационных свойств, с точки зрения цены это может быть разорительно или неэффективно.
Аналогичным образом повышение концентрации волокон в смеси обычно повышает прочность на разрыв, гибкость, прочность на отрыв и прогиб готового листа. Различные волокна имеют очень разные степени прочности на отрыв и на прогиб, гибкость, прочность на растяжение, способность к удлинению без разрыва и жесткость. Чтобы получить желательные свойства различных типов волокон, в некоторых случаях желательно сочетать два или более типа волокон в формующейся смеси.
Следует также отдавать себе отчет в том, что определенные процессы формования листов, такие как экструзия и прокатка, будут иметь тенденцию к ориентации волокон в направлении удлинения смеси или листа. Это желательно для того, чтобы повысить прочность на разрыв листа в определенном направлении. Например, когда лист потребуется сгибать вдоль линии, предпочтительно, чтобы волокна были ориентированы так, чтобы образовывать мостик между двумя сторонами линии, для чего они должны быть ориентированы перпендикулярно линии сгиба, чтобы укрепить место сгиба в листе. Кроме того, может потребоваться сконцентрировать большее количество волокон в области сгиба или там, где потребуется повышенная жесткость и прочность листа.
Тип наполнителя также может оказать влияние на свойства готового отвержденного листа. Наполнители, включающие в целом твердые негибкие маленькие частицы, такие как глина, каолин или мел, обычно будут давать более гладкие листы с повышенной хрупкостью. Легкие наполнители, такие как перлит или полые стеклянные шарики, дадут лист, имеющий более низкую плотность, более низкую хрупкость и более высокую изоляционную способность. Такие наполнители, как измельченный песок, кремнезем, гипс или глина, очень дешевы и могут намного снизить расходы на производство из них листов. Любой материал с большой удельной площадью поверхности повышает усадку при сушке и дефекты, связанные с усадкой. Материалы с более низкой удельной площадью поверхности являются предпочтительными, поскольку они менее липкие, а это позволяет производить обработку листов валками с более низкими температурами так, что при этом листы не прилипают к валкам.
Гидравлически осаждаемые наполнители, такие как гидравлический цемент, полугидрат гипса и оксид кальция, могут обеспечить любую степень связывания - от незначительной до сильной - внутри отвержденного листа, в зависимости от количества добавляемого наполнителя. Эти наполнители могут придать готовому листу жесткость и прочность на сжатие и до некоторой степени прочность на разрыв. Гидравлический цемент может также снизить растворимость листа в воде, посредством чего повышается стойкость листа против разложения под действием воды.
И, наконец, другие примеси в формуемых смесях могут придать водоотталкивающие свойства готовому продукту, к таким примесям относятся канифоль и квасцы. Эти добавки взаимодействуют, образуя в связанной крахмалом матрице компонент, обладающий сильной водоотталкивающей способностью. В отсутствие значительных количеств таких агентов, придающих водоотталкивающие свойства, воду можно использовать для вторичного увлажнения листа и временного повышения гибкости, сгибаемости и удлинения перед прокалыванием листа, в частности, когда из листа необходимо изготовить другое изделие, такое, как контейнер. Конечно, вода может также усилить разложение листа после того, как он будет отправлен на свалку.
Общее правило состоит в том, что связанные крахмалом листы, которые имеют более низкие концентрации связующего в виде органического полимера и волокна, могут быть более жесткими, обладать более высокой изолирующей способностью, иметь более низкую сцепляемость, устойчивость к разрушению под действием тепла, обладать более низкой прочностью на разрыв и противостоять разложению под действием воды (особенно, если они содержат гидравлический цемент, включение которого может также повысить прочность на сжатие готового продукта).
Листы, которые имеют более низкие концентрации органического связующего, но более высокое содержание волокна, обычно имеют более высокую прочность на разрыв, более высокую ударную вязкость, более низкую прочность на сжатие и прочность при изгибе, более низкую жесткость и высокую гибкость и обладают явной устойчивостью против разложения под действием воды.
Листы, которые имеют более высокие концентрации органического полимерного связующего и более низкие концентрации волокна, будут обладать более высокой водорастворимостью и подвержены разложению водой, их легче формовать (благодаря чему можно производить более тонкие листы), они обладают умеренно высокой прочностью на сжатие и на разрыв, высокой ударной вязкостью, умеренной гибкостью и пониженной жесткостью.
И, наконец, листы, которые имеют повышенные концентрации органического полимерного связующего и волокна, будут обладать свойствами, в основном аналогичными свойствам обычной бумаги, они будут иметь более высокую прочность на разрыв, ударную вязкость и способность сгибаться, они обладают умеренно высокой прочностью на сжатие, имеют низкую устойчивость к разложению водой, они будут иметь более низкую теплостойкость (особенно когда температура приближается к температуре воспламенения волокна или температуре разложения связующего), и обладают повышенной гибкостью и пониженной жесткостью.
Связанные крахмалом листы, полученные при использовании описанных здесь композиций, предпочтительно должны иметь прочность на разрыв в диапазоне от около 0,05 до около 100 МПа, более предпочтительно - в диапазоне от около 5 до около 80 МПа. Кроме того, листы предпочтительно должны иметь насыпную плотность менее, чем около 2 г/см3, еще лучше - в диапазоне от около 0,4 до около 1,5 г/см3. В зависимости от того, какие эксплуатационные свойства нужны в том или ином конкретном случае, листу придают наиболее низкую, среднюю или высокую плотность в пределах указанного диапазона. В свете вышесказанного ясно, что связанные крахмалом листы по настоящему изобретению предпочтительно должны иметь отношение ударной вязкости к насыпной плотности в пределах от около 2 до около 500 МПа • см3/г, а более предпочтительно в пределах от 5 до около 150 МПа • см3/г.
Свойство иметь различную прочность в различных направлениях, которым обладают связанные крахмалом листы по настоящему изобретению, должно контрастировать со свойствами бумаги, которая, как известно, обладает сильным и слабым направлениями в отношении прочности на разрыв. "Сильным" направлением в обычной бумаге является "машинное" направление, в то время как "слабое" направление - направление, поперечное машинному. В то время, как отношение прочности в "сильном" и "слабом" направлениях составляет около 3:1 в обычной бумаге, в листах по настоящему изобретению можно добиться равномерной прочности (т.е. отношение прочности в различных направлениях будет около 1:1), в зависимости от того, какой способ формования использовать.
Термин "удлинять" в тексте настоящей заявки в отношении связанных крахмалом листов по настоящему изобретению означает, что структурная матрица листа способна вытягиваться без разрыва и будет по-прежнему иметь отделанную поверхность. Другими словами, связанная крахмалом матрица листа способна двигаться или изменять форму без разрыва, при приложении усилия, такого как растягивающее усилие. Способность структурной матрицы листа удлиняться перед разрывом измеряется посредством испытания на прочность на разрыв по Инстону и испытания "нагрузка-деформация".
Оптимизируя смесь, можно производить лист, который будет иметь структурную матрицу, способную удлиняться до около 30% во влажном виде прежде, чем произойдет ее разрыв, и от около 0,5% до 12%, когда лист сухой. То есть лист способен удлиняться в этих пределах без разрыва надвое. Кроме того, удлинение сухого листа можно повысить путем обработки паром или увлажнения листа так, чтобы влага составляла до около 20 мас.% сухого веса листа. Однако этот этап повторного увлажнения только временно снижает прочность листа до тех пор, пока он не высохнет снова.
Термин "искривляться" в тексте настоящей заявки в отношении связанных крахмалом листов по настоящему изобретению означает, что лист имеет структурную матрицу, способную сгибаться, складываться или сворачиваться без разрывов или изменений на поверхности. Способность листа искривляться измеряется путем измерения модуля упругости и разрушающего усилия, которые определяются известными способами. Как и у любого другого материала, способность искривляться у листа, изготовленного в соответствии с настоящим изобретением, в значительной степени зависит от толщины листа.
Чтобы получить лист, имеющий нужные свойства в отношении прочности, сгибаемости, изолирующей способности, ударной вязкости, массы или других эксплуатационных характеристик, можно изменять толщину листа путем регулировки зазора между валками, как подробнее описано ниже. В зависимости от толщины и требуемых эксплуатационных свойств можно менять компоненты и их относительные концентрации так, чтобы они соответствовали этой толщине. Листы по настоящему изобретению могут иметь различные толщины; однако большинство продуктов, для которых требуются тонкостенные материалы, обычно имеют толщину менее чем около 1 см, предпочтительно менее чем около 5 мм, еще лучше - менее чем около 3 мм, а лучше всего - менее чем около 1 мм. Тем не менее, когда нужна изолирующая способность или повышенная прочность или жесткость, то толщина листа может находиться в диапазоне до около 1 см. Конечно, из композиции можно формовать листы толщиной 10 см или больше.
В Британской системе единиц листы, используемые для изготовления гофрированных коробок, предпочтительно должны иметь толщину около 0,010'', молочные пакеты - около 0,020'', коробки с соком около 0,010''.
В тех случаях, когда листы по изобретению предполагается использовать для того, чтобы печатать журналы или другие печатные материалы, то они будут иметь толщину, сопоставимую с толщиной обычной бумаги, которая обычно имеет толщину около 0,05 мм. Листы для печатной продукции должны быть более гибкими и менее жесткими (такими, как обычные листы журналов или брошюр) и обычно они будут иметь толщину около 0,025-0,075 мм. Листы, которые должны быть более прочными, жесткими и менее гибкими (такие как обложки журналов или брошюр), будут иметь толщину около 0,1-2 мм. Толщина и гибкость любого конкретного листа будет зависеть от требуемых эксплуатационных характеристик печатной продукции.
Как более подробно будет сказано ниже, формующуюся смесь обычно пропускают через серию нагретых валков, которые выводят значительное количество воды и помогают формовать лист, который в неотвержденном виде будет обладать достаточно высокой прочностью. Тем не менее, специалист может отрегулировать содержание воды таким образом, что формующаяся смесь будет иметь соответствующие реологические свойства, так что ее легко можно будет экструдировать через определенную головку экструдера, и в то же время она будет обладать достаточной стабильностью формы, чтобы целостность листа сохранялась по мере того, как его пропускают через серию валков в ходе других видов обработки.
Предпочитаемый вариант осуществления изобретения в части получения соответствующей формующейся смеси в промышленных масштабах включает оборудование, при помощи которого материалы, вводимые в формующуюся смесь, непрерывно и автоматически отмеряют, смешивают (или замешивают), деаэрируют и экструдируют при помощи экструдера. Можно предварительно смешать некоторые компоненты в сосуде, если это необходимо, и подавать предварительно смешанные компоненты при помощи насоса в устройство для замешивания.
Предпочитаемым смесителем является двухчервячный S-образный со шнеком для экструзии. Смеситель можно отрегулировать таким образом, чтобы он имел различное число оборотов в минуту и соответственно давал различное усилие сдвига для различных компонентов. Обычно формующиеся смеси будут смешивать в течение не более 10 мин, а после этого смеситель опорожняют экструзией в течение максимум около 3 мин.
В некоторых условиях желательно смешивать некоторые компоненты вместе в смесителе с высоким усилием сдвига, чтобы получилась лучше диспергированная однородная смесь. Например, определенные волокна могут потребовать такого смешивания для того, чтобы полностью произошел распад агломератов или чтобы частицы оторвались друг от друга. Смешивание с высоким усилием сдвига приводит к получению более однородно смешанных смесей, благодаря чему улучшается консистенция неотвержденной формующейся смеси, а также повышается прочность готового отвержденного листа. Это происходит потому, что смешивание с высоким усилием сдвига позволяет более однородно диспергировать волокно, частицы наполнителя и связующее по смеси, посредством чего создается более однородная матрица в отвержденном листе.
Различные смесители способны придавать различные усилия сдвига формующейся смеси. Например, замесочная камера прилагает более сильное усилие сдвига по сравнению с обычным смесителем для цемента, но более низкое по сравнению с "Eirich Intensive Mixer" или пищевым двухшнековым экструдером.
Однако следует учитывать, что при более высоком усилии сдвига высокоскоростную мешалку не следует использовать для материалов, которые имеют тенденцию ломаться или распадаться в таких условиях. Гранулы крахмала могут преждевременно желатинироваться в таких условиях. Отдельные легкие наполнители, такие как перлит или полые стеклянные шарики, будут иметь тенденцию разбиваться или ломаться в условиях высокого усилия сдвига. Кроме того, перемешивание пропеллерной мешалкой обычно эффективно только в тех случаях, когда смесь имеет относительно низкую вязкость. В тех случаях, когда желательно получить более похожую на пластмассу смесь с высоким уровнем сцепления, желательно смешивать некоторые ингредиенты, включая воду, в мешалке с высоким усилием сдвига и после этого повысить концентрацию твердых частиц, таких как волокна или наполнители, при помощи замесочной машины с более низким усилием сдвига. Мешалка с высоким усилием сдвига особенно хорошо годится для тех случаев, когда нужно получить небольшие пары воздуха путем добавки в формующуюся смесь агента, вызывающего проникновение воздуха.
Смесители с высоким усилием сдвига для создания более однородных смесей раскрыты в Патенте США N 4,225,247 под названием "Устройство для смешивания и перемешивания"; в Патенте США N 4,552,463 под названием "Способ и устройство для получения коллоидной смеси"; в Патенте США N 4,889,428 под названием "Мельница поворотного действия"; в Патенте США N 4,944,565 под названием "Устройство для получения цементных строительных материалов"; а также в Патенте США N 5,061,319 под названием "Способ получения цементных строительных материалов". В настоящей заявке вышеуказанные патенты упомянуты для сведения. Смесители с высоким усилием сдвига, описанные в указанных патентах, выпускаются фирмой "E.Khashoggi Industries" из г. Санта-Барбара, Калифорния.
Б. Формование листов из формующейся смеси
После того, как формующаяся смесь была правильно смешана, ее транспортируют в машину для формования листа, которая обычно содержит экструдер и серию валков. В некоторых случаях машина может осуществлять и смешивание и экструдирование формующейся смеси, что позволяет упростить операцию и свести к минимуму координацию различных компонентов внутри системы. Обратимся теперь к фиг. 1A, которая иллюстрирует предпочитаемую систему изготовления листов из формующейся смеси. Система включает смешивающее устройство 10, шнековый экструдер 20, пару валков 40, формующих листы, первый комплект сушильных валков 50, пару уплотняющих валков 60 (необязательно), второй комплект сушильных валков 70 (необязательно), серию отделочных валков 80 (необязательно) и наматыватель рулона 90 (необязательно).
На первом этапе предпочтительного варианта осуществления настоящего изобретения из формующейся смеси формуют лист путем экструдирования материала через соответствующую головку экструдера и затем пропускают экструдированный материал через по меньшей мере одну пару обжимных или формующих валков (фиг. 1A). В альтернативном варианте формующуюся смесь можно непосредственно подавать между валками для формования листа, как изображено на фиг. 1B. На фиг. 2B изображена система экструдера типа "туда-обратно", которая представляет собой еще один предпочитаемый вариант осуществления изобретения в части подачи формующейся композиции между валками для формования листа.
Фиг. 2A представляет собой увеличенный вид шнекового экструдера 20, который включает питатель 22, подающий формующуюся смесь в первую внутреннюю камеру 24 в экструдере 20. Во внутренней камере 24 находится первый шнек 26, который создает направленное вперед давление и толкает формующуюся смесь через внутреннюю камеру 24 к отводной камере 28. Обычно для того, чтобы убрать нежелательные воздушные пустоты, которые образуются в формующейся смеси, в отводной камере 28 создают отрицательное давление или вакуум.
После этого формующуюся смесь подают во вторую внутреннюю камеру 30. Второй шнек 32 толкает смесь к головке экструдера 34, имеющей поперечную щель 36 с шириной 38 головки и толщиной 39 головки. Форму щели 36 в разрезе можно изменять так, чтобы создавать лист нужной ширины и толщины, которая обычно соответствует ширине 38 головки и толщине 39 головки.
В альтернативном варианте, как показано на фиг. 3, экструдер может содержать поршневой экструдер 20' вместо шнекового. Поршневой экструдер 20' использует поршень 22' вместо шнека, чтобы прикладывать направленное вперед давление на формующуюся смесь и проталкивать ее вперед через внутреннюю камеру 24'. Преимущество при использовании поршневого экструдера состоит в том, что он способен подвергать формующуюся смесь намного большему давлению. Тем не менее благодаря тому, что в настоящем изобретении обычно используются высокопластичные смеси, не всегда нужно, а иногда и нежелательно прикладывать давление выше, чем давление, возникающее в шнековом экструдере.
Несмотря на то, что предпочтительная ширина и толщина головки экструдера будет зависеть от ширины и толщины конкретного производимого листа, толщина экструдированного листа обычно будет по меньшей мере дважды, а иногда и во много раз превышать толщину готового листа. Величина обжатия (и соответственно множитель толщины) будет зависеть от свойств этого листа. Поскольку процесс обжатия помогает контролировать ориентацию волокна, величина обжатия будет соответствовать степени требуемой ориентации. Кроме того, чем больше толщина обжатия, тем больше удлинение листа.
Когда разница между зазором между валками и толщиной листа перед тем, как лист пройдет между обжимными валками, маленькая, то поток материала, где происходит ориентация волокон, будет иметь тенденцию локализовываться на поверхности листа или возле нее, а внутри листа ориентация волокон происходить не будет. Благодаря этому получают листы, в которых значительная ориентация волокон в одном или двух направлениях осуществляется на поверхности листа или возле нее, а внутри листа ориентация волокон носит случайный характер. Однако, уменьшая зазор относительно начальной толщины листа, можно повысить ориентацию волокон внутри листа, увеличив поток материала с ориентированными волокнами внутри листа.
Помимо узких щелей головки экструдера для получения плоских листов, можно использовать головки других форм для получения других объектов и форм, единственный критерий состоит в том, что нужно иметь возможность придавать экструдированному продукту форму листа. Например, в некоторых случаях не нужно экструдировать очень широкий лист. Соответственно можно экструдировать трубку и подвергнуть ее непрерывному разрезанию и разворачиванию, используя нож, расположенный сразу за головкой экструдера.
Сила давления, прикладываемого для того, чтобы экструдировать формующуюся смесь, будет зависеть главным образом от давления, необходимого для проталкивания смеси через головку экструдера, а также для создания нужной скорости экструзии. Следует понимать, что скорость экструзии необходимо тщательно контролировать для того, чтобы скорость формования листа соответствовала скорости, при которой лист затем будет проходить через валки на этапе прокатки. Если скорость экструзии слишком высока, то избыток материала будет накапливаться за валками, что вызовет закупоривание системы. Наоборот, если скорость экструзии слишком низка, то валки будут иметь тенденцию растягивать экструдированный лист, а это приведет к разрушению структурной матрицы или к неровностям в ней, или хуже того, к разрыву или разлому листа. А это может привести также к полной остановке процесса непрерывного изготовления листа.
Поскольку иногда невозможно контролировать все переменные, которые могут повлиять на скорость экструзии, предпочтительно иметь интегрированную систему датчиков, которые замеряют скорость экструзии или которые могут обнаруживать любые скопления избытка материала за валками. Затем эту информацию можно подавать в компьютерный процессор, который отошлет сигналы экструдеру, чтобы отрегулировать давление и скорость экструзии и настроить всю систему. Как указано ниже, в должным образом интегрированной системе должна также быть возможность контролировать и регулировать скорость валков.
Следует также понимать, что давление, оказываемое на формующуюся смесь в ходе процесса экструзии, не должно быть настолько большим, что разрушаются или раскалываются легкие наполнители, обладающие меньшей прочностью, если таковые используются. Измельчение или другое разрушение структурной целостности легких наполнителей, содержащих большое количество пустот, снизит изолирующее действие таких наполнителей, уничтожив эти пустоты. Тем не менее, поскольку перлит, отслоившийся камень или другие подобные материалы являются относительно недорогими, измельчение или крошение частиц наполнителя в некоторой степени являются приемлемыми. Избыточное давление и усилие сдвига может также вызвать преждевременное желатинирование гранул крахмала.
Свойства, которые волокна придают отвержденным листам, можно усилить путем ориентации волокон внутри листа в одном или двух направлениях. В зависимости от формы головки экструдера экструзия формующейся смеси через головку экструдера будет иметь тенденцию ориентировать отдельные волокна в формующейся смеси вдоль оси "Y" или в "машинном" направлении экструдированного листа. Процесс прокатки, который подробно обсуждается ниже, позволит и далее ориентировать волокна в направлении "Y" по мере того, как лист далее удлиняется в процессе обжатия. Кроме того, применяя валки, имеющие изменяемый зазор в направлении "Z" (такие как конические валки), некоторые волокна можно ориентировать также в направлении "X", т.е. вдоль ширины или поперек "машинного" направления листа. Таким образом, методом экструзии в
сочетании с прокаткой можно создавать лист, волокна в котором ориентированы в двух направлениях.
Кроме традиционных способов экструзии, таких как вышеуказанные, в некоторых случаях предпочтительно либо экструдировать отдельные массы смеси, которые на конвейере подают в загрузочную воронку, расположенную сразу над двумя горизонтально ориентированными экструзионными валками, или просто подавать формующуюся смесь в загрузочную воронку. Это позволяет избежать необходимости сначала экструдировать формующуюся смесь в лист перед прокаткой. Один из способов подачи представляет собой подачу шнековым конвейером, что позволяет изменять давление, под которым формующаяся смесь подается через валки.
Специалисту в данной области ясно, что на этапе экструзии не обязательно применяется устройство, формально называемое "экструдером". Задача этапа экструзии состоит в том, чтобы обеспечить непрерывную хорошо отрегулированную подачу формуемой композиции на валки. Этого можно достичь при помощи других механизмов, которые известны специалистам и которые осуществляют "экструзию" или подачу потока материала через соответствующее отверстие. Усилие, необходимое для того, чтобы заставить формующуюся смесь вытекать, например, может соответствовать силе тяжести.
Далее следует сделать ссылку на фиг.1B, которая иллюстрирует альтернативный предпочтительный вариант осуществления изобретения, в котором формующуюся смесь подают непосредственно из смесителя 10 на пару экструзионных обжимных валков 40, которые преобразуют аморфную формуемую смесь непосредственно в лист без использования головки экструдера. Как и в системе, изображенной на фиг. 1A, лист, сформованный формующими валками 40, подают через первый комплект сушильных валков 50, пару уплотняющих валков 60 (необязательно), второй комплект сушильных валков 70 (необязательно), серию отделочных валков 80 (необязательно), а затем наматывают на бобину 90 (необязательно), формующие валки 40 будут нагреваться до температур, достаточных для того, чтобы вызвать образование начальной пленки из эфира целлюлозы, после чего происходит желатинирование гранул крахмала. При помощи этих же валков можно удалить часть воды выпариванием. Значительные количества воды не удаляют из жидкости в предпочтительных способах формования листов по изобретению.
Еще раз обращаясь к фиг. 1A, на которой показан один вариант процесса формования листа по изобретению, серию нагретых валков, формующих лист, применяют в процессе формования листа. Увеличенный вид сбоку обжимных валков 40 дан на фиг. 4. Обжимные валки 40 включают два отдельных валка 42, расположенных рядом с предварительно заданным зазором (или просветом) 44 между ними. Дистанция зазора 44 между отдельными валками 42 соответствует искомой толщине 44' обжатого листа 46, проходящего между валками 42.
По мере того, как толщина листа уменьшается при прохождении через пару валков, лист увеличивается в направлении вперед (или в направлении "Y"), которое иначе называют "машинное направление". Одно из следствий удлинения листа состоит в том, что волокна будут по меньшей мере частично ориентированы или выровнены в "машинном" направлении. Таким образом процесс обжатия в сочетании с первоначальной экструзией может создать лист, имеющий волокна, ориентированные практически в одном направлении - в машинном направлении. Повышение скорости обжимных валков, однако, создает лучшее разупорядочение волокон по листу.
Еще один способ поддержать разупорядоченную ориентацию волокон в листе состоит в том, чтобы снизить дифференциальную скорость формования, осуществляемого валками. То есть, когда формуемую смесь подают между экструзионными валками под низким давлением, то неожиданное повышение скорости в "машинном" направлении и сопровождающее его усилие сдвига, когда смесь проходит между валками, будут приводить к ориентации волокон в "машинном" направлении.
Однако путем увеличения давления смеси, когда ее подают между валками, можно снизить уровень сдвига в "машинном" направлении, что приводит к получению листа с более разупорядоченной ориентацией волокон.
Еще одно последствие удлинения листа состоит в том, что лист будет "ускоряться" по мере того, как он проходит между парой обжимных валков. Здесь снова обратимся к фиг. 4, на которой показано, что скорость вращения v1 валков будет соответствовать скорости v1 обжатого удлиненного листа, когда он выходит из валков, а не скорости v0 листа, с которой он входит в зазор между валками. Например, если толщину листа обжимают на 50% и если предположить, что во время обжатия не происходит расширения листа, то лист будет удлиняться в два раза относительно своей начальной длины. Это соответствует двойной скорости листа по сравнению с той скоростью, с какой он поступает в валки. Таким образом, если толщину листа обжимают на 50%, тогда v1 = 2 x v0.
Лист "разгоняется", когда проходит между парой валков, которые сдавливают или прессуют лист, в результате чего толщина листа уменьшается. Этот процесс сжатия или прессования листа, а также разница скоростей между входящим листом и валками, могут создать различные усилия сдвига, действующие на лист. Приложение слишком большого усилия сдвига может нарушить целостность структурной матрицы листа и создать трещины в листе, из-за чего прочность листа снижается. Тем не менее было обнаружено, что при использовании смесей, которые обладают низкой адгезией к валкам и которые являются высокопластичными, можно сжать экструдированный лист до конечной толщины уже за один проход при помощи пары валков относительно большого диаметра.
Диаметр каждого из валков нужно подобрать таким образом, чтобы учесть свойства формующейся смеси и величину, на которую предстоит уменьшить толщину связанных крахмалом листов. При подборе диаметра валков следует учитывать два противоположных аспекта. Первый состоит в том, что валки меньших диаметров имеют тенденцию прикладывать большее усилие сдвига к листу по мере того, как он проходит между валками. Это происходит потому, что в этом случае угол направленного вниз усилия сжатия в среднем больше, чем в случае использования валков большего диаметра.
Однако использование валков большего диаметра имеет тот недостаток, что формующаяся композиция входит в контакт с валком в течение более длительного периода времени, из-за чего лист в большей степени высыхает в процессе формования листа, особенно если валок имеет повышенную температуру. Хотя высушивание до некоторой степени является благоприятным фактором, слишком быстрое высыхание листа в ходе прокатки может привести к появлению разломов и других трещин в структурной матрице.
Оптимизация диаметров валков для снижения максимального уменьшения толщины листа и при этом предотвращения пересушивания формованного листа является предпочтительной, поскольку позволяет снизить количество этапов прокатки в процессе изготовления. Помимо уменьшения количества станков, сокращение количества этапов обжатия также позволяет обойтись без нескольких комплектов валков, скорость которых необходимо синхронизировать, чтобы лист не скапливался за валками (в том случае, когда валки вращаются слишком медленно), или не обрывался (в том случае, когда валки вращаются слишком быстро).
Желательно обрабатывать поверхности валков, чтобы предотвратить прилипание или адгезию связанного крахмалом листа к валкам. Один способ предполагает просто нагревать валки, что заставляет часть воды, содержащейся в формующейся смеси, выпариваться, посредством чего создается барьер из пара между листом и валками. Выпаривание некоторой части воды также снижает количество воды в формующейся смеси, благодаря чему повышается прочность незатвердевшего листа. Однако температура валков не должна быть такой высокой, чтобы высушивать или отверждать поверхность листа до такой степени, когда создаются остаточные напряжения, разрывы, начинается шелушение или появятся другие дефекты в листе.
В целом валки, которые осуществляют начальное формование листа, предпочтительно должны иметь температуру, которая совпадает с температурой осаждения эфира целлюлозы. В процессе с Methocel предпочтительно используют валки, формующие лист, температурой около 70oC; в процессе с Tylose FL 15002 используют валки, формующие лист, температурой около 85oC. Температура валков, формующих листы, может быть выше температуры осаждения эфира целлюлозы, но обычно она ниже температуры желатинирования гранул крахмала в композиции, что позволяет снизить адгезию неотвержденного листа к валкам. После того, как оболочка из эфира целлюлозы сформировалась на поверхности неотвержденного листа, лист предпочтительно пропускают между одним или несколькими валками, нагретыми до температуры желатинирования крахмала, или выше этой температуры. В зависимости от температуры желатинирования крахмала и температуры соответствующих валков большая или меньшая часть крахмала будет желатинироваться в любой момент процесса формования листа. Это очень удобно в том случае, когда используются два или более различных видов крахмала, которые имеют разные температуры желатинирования. Специалист сможет регулировать температуры валков для оптимизации процесса формования листа в зависимости от типа (типов) эфира целлюлозы и крахмала, которые используются в формующейся композиции.
Обычно липкость формуемой смеси увеличивается по мере увеличения количества воды в смеси. Поэтому валки необходимо нагревать до более высокой температуры, чем в тех случаях, когда смесь содержит больше воды, чтобы предотвратить прилипание. Это желательно потому, что из листов, имеющих высокое содержание воды, обычно приходится удалять больше воды, чтобы получить достаточную прочность неотвержденного листа. Кроме того, повышение скорости валка обычно позволяет осуществить соответствующее повышение температуры валков, чтобы предотвратить прилипание листа к валкам.
Еще один способ уменьшить адгезию между валками и связанным крахмалом листом состоит в том, что обрабатывают поверхности валков для выполнения их менее подверженными прилипанию. Обычно валки изготовлены из полированной нержавеющей стали и покрыты нелипким материалом, таким как полированный хром, никель или тефлон.
И, наконец, следует понимать, что из-за того, что формующаяся смесь имеет природу пластика и относительно высокий уровень обрабатываемости, процесс прокатки обычно не позволяет намного сжать лист. Другими словами, плотность листа будет оставаться в значительной степени постоянной в ходе всего процесса прокатки, несмотря на некоторое сжатие, особенно когда лист значительно высушивается при прохождении через обжимные валки. В тех случаях, когда нужно повысить плотность, лист можно пропустить между парой обжимных валков 60 (фиг. 1A) с последующим этапом сушки, как более подробно описано ниже.
Таким образом, было обнаружено, что важными параметрами в процессе прокатки являются диаметр, скорость и температура валков, а также "высота зазора" (или просвета). Увеличение диаметра валков, а также высоты зазора приводит к уменьшению усилия сдвига, прилагаемого валками к формующейся смеси и листу в процессе формования листа, в то время как повышение скорости валков вызывает увеличение усилия сдвига.
В. Процесс высушивания
Несмотря на то, что валки, формующие лист, могут частично или даже практически полностью высушивать листы, предпочтительно подвергнуть лист дополнительной сушке, чтобы получить лист с нужными свойствами в отношении ударной вязкости и прочности на разрыв. Несмотря на то, что со временем лист высохнет сам по себе, иногда не желательно ждать этого. Принудительную сушку можно осуществить несколькими способами, каждый из которых предполагает нагревание листа для удаления избытка воды.
В отличие от обжимных валков, которые обычно задействованы парами, сушильные валки располагают по отдельности, чтобы лист охватывал максимально большую площадь каждого валка. (См. сушильные валки 50 на фиг. 1A и 1Б). Таким образом две стороны листа высушиваются одна за другой поэтапно. В то время, как лист проходит между обжимными валками на этапе прокатки практически по линейному маршруту, когда этот лист сворачивают и пропускают через сушильные валки на этапе сушки, он двигается практически по синусоиде.
Температура сушильных валков будет зависеть от ряда факторов, включая содержание влаги в листе, по мере того, как он проходит вокруг конкретного валка. В любом случае температура сушильных валков должна быть меньше, чем около 300oC. Хотя формующуюся смесь нельзя нагревать до температуры выше 250oC, чтобы предотвратить разрушение органических компонентов (таких как органические связующие или целлюлозные волокна), валки можно нагревать до более высокой температуры, пока в смеси имеется достаточное количество влаги, чтобы охлаждать материал по мере выпаривания воды. Тем не менее, по мере того, как количество воды снижается в течение процесса высушивания, температуру валков необходимо снижать, чтобы предотвратить перегрев материала листа.
В некоторых случаях предпочтительно использовать сушильные туннели, печи или камеры в сочетании с сушильными валками. Чтобы получить полный эффект от конвекционной сушки, часто желательно, чтобы циркулировал нагретый воздух, что позволяет ускорить процесс сушки. Температура в сушильном туннеле, а также время нахождения листа в туннеле будут зависеть от степени и скорости выпаривания воды из материала листа. Температура в сушильном туннеле обычно не должна превышать 250oC, чтобы предотвратить разрушение целлюлозных волокон и органического связующего. Сушильный туннель предпочтительно будут нагревать до температуры в диапазоне от около 100 до около 250oC.
В некоторых случаях процесс сушки, описанный выше, будет заключительным этапом перед тем, как лист либо будут использовать для формования контейнера, либо другого объекта, либо в альтернативном варианте намотают на бобину (фиг. 1A и 1Б) или уложат листы в штабели до тех пор, пока они не потребуются (фиг. 8). В других случаях, особенно когда лист имеет более гладкую, более похожую на бумагу отделку, то после этапа сушки может последовать один или несколько дополнительных этапов, более подробно описанных ниже, включая этап уплотнения и/или отделки.
Д. Необязательные этапы отделки
Во многих случаях желательно уплотнить связанный крахмалом лист, чтобы добиться конечной толщины, стойкости и отделки поверхности. Кроме того, процесс уплотнения можно использовать для удаления нежелательных пустот внутри структурной матрицы. На фиг. 5 показано, что лист можно пропускать между парой уплотняющих валков 60 после того, как его почти высушили в ходе процесса сушки первыми сушильными валками 50 (фиг. 1A и 1Б). В результате уплотнения обычно получают лист с более высокой плотностью и прочностью, меньшим количество дефектов поверхности и меньшей толщины, а также уплотнение помогает зафиксировать и выровнять уплотненные частицы на поверхности листа. Величина усилия, с которым уплотнительные валки действуют на лист, должна соответствовать свойствам конкретного листа.
Этап уплотнения повышает прочность готового отвержденного листа, создавая более плотную и однородную структурную матрицу, и в то же время позволяет получить лист с более гладкой поверхностью. Этап уплотнения обычно является предпочтительным для более тонких листов, когда прочность на единицу толщины нужно довести до максимума и когда изоляционная способность менее важна. Уплотнение обычно необходимо для более толстых листов, которые должны иметь более высокую изолирующую способность и/или низкую плотность. Иногда нежелательно уплотнять листы, имеющие менее прочные наполнители, такие как полые стеклянные шарики, которые, если их разрушить, теряют свои изолирующие свойства.
Процесс уплотнения предпочтительно осуществлять, не вызывая значительного удлинения листа и без нарушения или ослабления структурной матрицы. Чтобы достичь уплотнения без удлинения листа и без ослабления структурной матрицы, важно контролировать процесс сушки таким образом, чтобы лист содержал соответствующее количество воды, чтобы поддерживать слабо формуемую реологию листа. Контролируя содержание воды и зазор между валками, можно обеспечить, чтобы уплотняющие валки сначала уплотняли и повышали плотность листа, не вызывая значительного удлинения. Если лист содержит слишком много воды, то уплотняющие валки будут удлинять лист так же, как формующие или обжимные валки. Фактически уплотняющие валки практически такие же, как формующие или обжимные валки, единственная разница состоит в том, что уплотнение, а не удлинение происходит в том случае, когда лист достаточно сухой, а обжатие листа по толщине меньше, чем суммарная пористость, оставшаяся после выпаривания воды (т.е. если выпаривание воды создает дополнительную пористость в 25%, тогда зазор между уплотняющими валками должен составлять по меньшей мере 75% толщины предварительно уплотненного листа).
Поскольку процесс уплотнения (включая один или несколько этапов уплотнения) обычно предполагает, что лист является слабо увлажненным, то часто следует дополнительно подсушить лист после этапа уплотнения аналогично тому, как их сушат в вышеописанном процессе сушки при использовании необязательных сушильных валков 70. Этот необязательный этап сушки можно осуществить при использовании сушильных валков, сушильного туннеля, или сочетания этих способов. Тем не менее, в некоторых случаях листы можно подвергнуть дальнейшей обработке без второго этапа сушки, например, если лист непосредственно идет на изготовление контейнера или другого изделия, или когда по другим причинам желательно иметь слегка увлажненный лист.
В некоторых случаях желательно подвергнуть поверхность связанного крахмалом листа дальнейшим изменениям, пропустив лист между одной или несколькими парами отделочных валков 80 (каландрирующих валков), как показано на фиг. 6. Например, чтобы создать лист с очень гладкой поверхностью с одной или двух сторон, лист можно пропустить между по меньшей мере двумя парами "твердых" и "мягких" валков 82, 84.
Термин "твердый валок" употребляется в отношении валка 82, имеющего хорошо отполированную поверхность, который делает поверхность листа, соприкасающуюся с валком, очень гладкой. Термин "мягкий валок" относится к валку 84, который имеет поверхность, способную создавать достаточное трение между мягким валком и листом, так чтобы протягивать лист между парой валков, состоящей из жесткого и мягкого валков. Это необходимо потому, что жесткий валок 82 обычно слишком скользкий для того, чтобы протаскивать сухой лист через пару твердых валков. Сильное скольжение валка 82 является предпочтительным для того, чтобы выровнять частицы на поверхности листа. Использование быстро вращающегося хорошо отполированного твердого валка для "сверхкаландрования" бумаги приводит к получению листа, имеющего очень гладкую поверхность. Процесс отделки можно при желании усовершенствовать путем распыления воды на поверхность листа и/или нанесения на поверхность покрытия из глины, карбоната кальция или других материалов, известных специалистам.
В других вариантах осуществления изобретения отделочные валки могут наносить нужный узор, благодаря чему получают сетчатую, клетчатую или вафельную поверхность. В альтернативном варианте или в ходе другого способа отделки листы можно гофрировать при помощи гофрировочных валков, как показано на фиг. 7. При желании валки можно использовать для того, чтобы печатать на поверхности листа логотип или другой рисунок. Специальные валки, способные наносить водяные знаки, можно использовать отдельно или в сочетании с другими валками. Экструдирующие валки, обжимные валки или уплотняющие валки могут включать средство для получения водяного знака путем изготовления либо возвышающегося, либо понижающегося участка на листе, пропущенном через эти валки.
III. НЕОБЯЗАТЕЛЬНЫЕ ВИДЫ ОБРАБОТКИ СУХИХ СВЯЗАННЫХ КРАХМАЛОМ ЛИСТОВ
Связанные крахмалом листы, полученные способами, описанными выше, можно подвергнуть дополнительным этапам обработки, в зависимости от того, какими свойствами должны обладать готовые листы, что в свою очередь зависит от предполагаемых видов использования листов. Эти необязательные способы включают ламинирование, гофрирование, нанесение покрытий, печать знаков, нанесение отметок, перфорацию, крепирование, пергаментирование или их сочетания.
A. Способы ламинирования.
Различные свойства можно придать связанным крахмалом листам путем ламинирования. Для задач настоящего описания и формулы изобретения термины "ламинированный лист" или "ламинат" означают лист, имеющий по меньшей мере два слоя, причем по меньшей мере один из слоев является связанным крахмалом листом.
Термины "ламинирующий материал" или "пластинка" относится к любому слою ламинированного листа, включая как связанный крахмалом лист, так и другой материал. Ламинаты, обладающие любой комбинацией слоев, входят в рамки настоящего изобретения, если хоть один слой ламината представляет собой связанный крахмалом лист. Ламинат можно получить путем связывания вместе или иного соединения по меньшей мере двух слоев. Толщина ламината может варьироваться в зависимости от характера требуемых свойств ламината.
Ламинированный материал, в котором со связанным крахмалом листом связан, склеен или иным способом соединен другой связанный крахмалом лист, или материал, придающий нужные свойства связанному крахмалом листу, или материал, который описан ниже и который выступает в роли покрытия или клея, или любое их сочетание. Примеры материалов, которые улучшают или изменяют свойства связанных крахмалом листов, включают органические полимерные листы, листы металлической фольги, листы иономерных материалов, листы эластомеров, листы пластиков, листы волокнистых материалов или ткани, листы бумаги, целлофана, найлона, листы воска, гидравлически отверждаемые листы, листы с высоким содержанием неорганического наполнителя и листы металлизированной пленки.
Ламинаты по настоящему изобретению могут быть получены путем связывания связанных крахмалом листов и другого слоя или слоев клеем или без него. Связь между связанным крахмалом листом и другим слоем (или между другими слоями ламината) может быть слабой, а может превышать прочность листов или материалов, которые соединяют с листами.
Связанные крахмалом листы могут быть связаны без использования клея с другим слоем, пока лист является еще достаточно мягким для осуществления эффективной связи между отдельными слоями. Слегка увлажненный крахмал может выступать в роли клея. Слои ламината, содержащие водорастворимые материалы, можно приклеить к слегка влажному или повторно увлажненному связанному крахмалом листу.
Связи с клеем можно добиваться разными способами, включая влажное ламинирование, сухое ламинирование, термоламинирование и ламинирование давлением. Пригодные клеящие вещества включают водорастворимые клеи (природные и синтетические), клеи, расплавляемые при повышенной температуре, и клеи на растворителях.
Ламинирование с образованием влажной связи связанного крахмалом листа с другим слоем включает использование любого жидкого клея для связывания вместе двух слоев. Пригодные природные водорастворимые клеи для такого ламинирования включают клеи на основе растительного крахмала, клеи на основе белков, животные клеи, казеин и натуральный каучук. Пригодные синтетические клеи обычно включают эмульсии полимеров, такие как стабильные суспензии поливинилацетатных частиц в воде. Водорастворимые клеи имеют слабый запах, вкус, почти бесцветны, имеют низкую токсичность, обладают разной степенью клейкости и быстро стареют.
Термопласты применяются в качестве клеев, которые расплавляют высокой температурой, так, чтобы их можно было нанести в расплавленном состоянии, а затем при охлаждении они твердеют. Клеи, расплавляемые высокой температурой, обычно твердеют быстрее, чем другие клеящие вещества. Подходящие клеи на основе растворителей включают полиуретановые клеи, этилен-винилацетатные системы на основе растворителей и другие смолы, чувствительные к давлению. Крахмал в связанных крахмалом листах также может выступать в роли термопласта. Нагрев крахмала до температуры выше температуры стеклования крахмала позволяет расплавлять и переформовывать листы. Охлаждение вызывает отверждение листа или изделия в новом виде. Расплавленный и охлажденный крахмал может также действовать как клей, обеспечивая адгезию и запечатывание листов, если они сформованы в изделие нужной формы, такое как, например, скручивание в спираль для получения тюбика или банки.
Настоящее изобретение охватывает также создание ламината путем прессования с фольгой. Этот способ предполагает использование нагрева и давления для того, чтобы переместить тонкое металлическое или пигментированное покрытие с пленки-носителя на связанный крахмалом лист или поверхность контейнера для получения декоративного рисунка. Этот способ можно применять в сочетании с тиснением для получения ламината с рельефной блестящей поверхностью.
Б. Процессы гофрирования
Иногда желательно гофрировать высушенный связанный крахмалом лист аналогично тому, как гофрируют картон. Это можно осуществить, пропуская лист, предпочтительно в полувлажном состоянии между парой гофрирующих валков 86, как показано на фиг. 7. Содержание влаги в листе необходимо отрегулировать таким образом, чтобы процесс гофрирования не повредил связанную крахмалом матрицу. Если лист слишком сухой, то процесс гофрирования может повредить матрицу, а в некоторых случаях даже наблюдаются разрывы или расслоение листа. Наоборот, если лист слишком влажный, то гофрированный лист может не обладать начальной прочностью, необходимой для сохранения гофрированной формы. Предпочтительно, чтобы количество воды в связанном крахмалом листе, подлежащем гофрированию, составляло от около 1% до около 30 мас.%, лучше от около 5% до около 20 мас.%, а лучше всего от около 7% до около 15 мас.%.
Гофрированный лист можно использовать в качестве единичного листа или в сочетании с другими листами до получения ламинатов, которые описаны выше. Гофрированный лист может быть ламинированным с одним плоским связанным крахмалом листом или листом, который получен из другого материала, что дает гофрированный лист с "одной лицевой поверхностью". Расположив гофрированный лист между двумя плоскими листами, можно получить лист с "двумя лицевыми поверхностями". Чередуя плоские и гофрированные слои, можно получить многослойные листы. Листы с одной лицевой поверхностью, с двумя лицевыми поверхностями или многослойные гофрированные листы отличаются относительно низкой плотностью и относительно высокой жесткостью и прочностью на сжатие. Их можно использовать в тех случаях, когда эти свойства требуются для готовых изделий, таких как контейнеры и упаковка.
Прочность и гибкость единичного гофрированного листа можно изменять путем изменения числа волн на погонный фут. Число волн на погонный фут можно увеличить, чтобы создать более гибкий лист, или же число волн можно сократить, чтобы получить более прочный лист с более высокой способностью смягчать удар. Многослойные гофрированные листы можно также получить при использовании двух или более гофрированных листов, имеющих различные количества волн на погонный фут. Как и в отношении меток, надрезов и перфорации (которые более подробно описаны ниже), отдельные волны гофрированных листов создают участки, где лист легче согнуть или сложить. Однако в реальности лист должен быть жестче и более прочным в направлении, перпендикулярном волне. Поэтому изделие, такое как контейнер или другой упаковочный материал, должно быть сконструировано таким образом, что гофрированный лист позволит максимальную гибкость там, где необходимо, и максимальную жесткость, там, где необходимо, например, где изделие будет штабелировано.
В ходе процесса гофрировки можно наносить покрытия. Определенные материалы покрытий, особенно воски или полиэтилен, можно наносить при помощи установки с горячими валками для нанесения покрытий на гофрирующую установку. Покрытия можно наносить также методом полива гофрированной заготовки перед изготовлением из нее изделия. Другие способы нанесения покрытий на гофрированные листы включают погружение готового изделия в материал для покрытия, такой как воск, или просыпание материала покрытия через или вокруг волны гофрированного изделия.
В.Покрытия и способы их нанесения
В рамки настоящего изобретения входит нанесение покрытий или материалов покрытий на связанные крахмалом листы или изделия из таких листов. Покрытия можно использовать для того, чтобы изменить характеристики поверхности связанного крахмалом листа в нескольких аспектах, включая герметизацию и защиту листа или изделия из него. Покрытия могут обеспечивать защиту от влаги, оснований, кислот, смазки и органических растворителей. Они могут делать поверхность более гладкой, гибкой, блестящей или устойчивой к царапинам и помогают предотвратить "отщепление" волокон. Покрытия могут также обеспечивать отражающую способность, электропроводимость или изоляционные свойства. Они могут также укреплять связанный крахмалом лист, особенно по линии изгиба или складывания.
Некоторые покрытия могут смягчать связанную крахмалом матрицу, что приводит к получению более гибкого листа. Например, покрытия на основе таких материалов, как соевое масло или Methocel® (выпускаемый фирмой Dow Chemical) либо по отдельности, либо в сочетании с полиэтиленгликолем, можно наносить на поверхность листа для того, чтобы обеспечить постоянное смягчение листа или место сгиба. Другие материалы покрытий можно использовать для того, чтобы сделать лист более жестким. Кроме того, покрытия из эластомеров, пластиков или бумаги помогают сохранять целостность сгиба независимо от того, цела ли отвержденная структурная матрица под этим покрытием по линии сгиба. Некоторые покрытия можно использовать для того, чтобы укреплять места, где связанные крахмалом листы сильно сгибаются, например, там, где наносится разметка. В таких случаях предпочтительны складываемые эластомерные покрытия. Эластомерные или деформируемые покрытия предпочтительны для изготовления изделий, которые получают складыванием или свиванием. Некоторые покрытия можно использовать как ламинирующие материалы или клеи.
Задача процесса нанесения покрытия обычно состоит в том, чтобы получить однородную пленку с минимумом дефектов на поверхности листа. Покрытия могут быть нанесены в процессе формования листа, изделий или после того, как изделие изготовлено. Выбор того или иного процесса нанесения покрытия зависит от свойств листа и от композиции покрытия. В число свойств подложки (т.е. листа) входят прочность, смачиваемость, пористость, плотность, гладкость и однородность листа. Переменные величины в композиции покрытия включают суммарное содержание твердых частиц, характеристики растворителя (включая водорастворимоть и летучесть), поверхностное натяжение и реологические свойства.
Покрытия можно наносить на листы при использовании любого известного средства для нанесения покрытий, которые применяются при изготовлении бумаги, картона, пластмассы, полистирола, листов металла или других упаковочных материалов, включая ножи, воздушный шабер, печать, метод Далгрена, гравировку, и нанесение порошковых покрытий. Покрытия из любого из перечисленных ниже материалов можно наносить на лист, изделие или другой объект распылением или погружая лист, изделие или другой объект в сосуд, содержащий соответствующий материал покрытия. И, наконец, покрытия можно получать методом совместной экструзии с листом, чтобы совместить процесс нанесения покрытия с процессом экструзии.
Подходящие материалы органических покрытий включают съедобные масла, меламин, поливинилхлорид, поливиниловый спирт, поливинилацетат, полиакрилаты, полиамиды, гидроксипропилметилцеллюлозу, полиэтиленгликоль, акрилаты, полиуретан, полиэтилен, полимер молочной кислоты, Biopol® (сополимер полигидроксибутирата и гидроксивалериата), латекс, крахмалы, соевый белок, соевое масло, простые эфиры целлюлозы (напр., Methocel), полиэтилен, синтетические полимеры, включая биоразложимые полимеры, воски (такие как пчелиный воск, парафины или искусственный воск), эластомеры и их смеси. Biopol® производит фирма Imperial Chemical Industries (ICI) в Великобритании. Подходящие неорганические материалы для покрытий включают силикат натрия, карбонат кальция, окись алюминия, окись кремния, каолин, глину, керамику и их смеси. Неорганические покрытия можно также смешивать с одним или несколькими органическими материалами покрытий, перечисленными выше. Помимо этих покрытий любой соответствующий материал покрытий можно использовать в зависимости от способа применения.
Водонепроницаемые покрытия желательно наносить на изделия, предназначенные контактировать с водой. Если листы используют для изготовления контейнеров или других изделий, предназначенных контактировать с продуктами питания, то материал покрытия предпочтительно должен содержать покрытие, одобренное Управлением по контролю за качеством пищевых и фармацевтических продуктов. Наиболее подходящим является покрытие из силиката натрия, которое является устойчивым к кислотам. Устойчивость к кислотам важна, например, в тех случаях, когда изделие представляет собой контейнер для продуктов питания или напитков с высоким содержанием кислот, таких как безалкогольные напитки или соки. Обычно нет необходимости защищать изделия от щелочных веществ, но повышенную устойчивость к щелочам можно обеспечить при помощи соответствующего полимерного или воскового покрытия, какие применяются для бумажных контейнеров.
Полимерные покрытия, такие как полиэтилен, применяются для получения в целом тонких слоев, имеющих низкую плотность. Полиэтилен низкой плотности лучше всего подходит для изготовления контейнеров, которые непроницаемы для жидкости и даже выдерживают некоторое давление. Полимерные покрытия можно использовать также в качестве клеев при тепловой герметизации.
Окись алюминия и окись кремния применяются в качестве покрытий особенно в тех случаях, когда нужно создать непроницаемость для кислорода и влаги. Эти покрытия можно наносить на связанные крахмалом листы любым известным способом, включая применение таких способов, как электронно-лучевое испарение, химическое осаждение плазмы и распыление. Еще один способ получения покрытия из окиси алюминия или кремния включает обработку связанного крахмалом листа водным раствором, имеющим соответствующий уровень pH, обеспечивающий образование окиси алюминия или кремния на листе вследствие разложения листа.
Воски и восковые смеси, особенно парафины и синтетические воски препятствуют влаге, кислороду и некоторым жидкостям органического происхождения, таким как жир или масло. Они также позволяют герметизировать контейнер при помощи тепловой обработки. Углеводородные воски лучше всего подходят для упаковки продуктов питания и напитков и включают парафины и микрокристаллические воски.
Г. Нанесение отметок и перфорация
В некоторых случаях желательно нанести отметки или перфорировать лист, чтобы прочертить линию, по которой лист можно складывать или сгибать. Отметки, нарезки или перфорацию можно нанести на лист при помощи известных средств. Нарезки можно также нанести при помощи специальных валков. В альтернативном варианте отметки (но не перфорацию) можно нанести путем прессования при помощи скругленного штампа или линейки. Штамп или линейку можно использовать отдельно или вместе со счетчиком. Линейка заставляет лист деформироваться, образуя канавки. Перфорацию можно нанести при помощи перфоратора.
Задача нанесения отметок, нарезок и перфорации состоит в том, чтобы создать участки на связанном крахмалом листе, где лист можно легко согнуть или сложить. Благодаря этому создается "соединение" в структуре листа, которое обладает лучшей складываемостью и эластичностью, чем может обладать неперфорированный лист.
В некоторых случаях желательно применять множественные разрезы или перфорацию.
Нарезка отметочных линий или нанесение перфорации на лист улучшает складываемость листа по ряду причин. Во-первых, создается место, где для листа более естественно складываться или сгибаться. Во- вторых, нарезка отметочных линий делает лист вдоль этой линии тоньше, чем остальной лист, а это уменьшает удлинение поверхности при сгибании листа. Снижение удлинения поверхности приводит к уменьшению разломов связанной крахмалом матрицы при складывании. И, в-третьих, нарезание отметочной линии или перфорация позволяют получить контролируемые трещины в связанной крахмалом матрице в том случае, когда происходит разрушение матрицы.
Иногда предпочтительно концентрировать больше волокон в том месте, где собираются прочерчивать линию или делать перфорацию. Этого можно добиться при помощи совместной экструзии второго слоя формующегося материала, содержащего большее количество волокна при заданных интервалах времени, соответствующих местам перфорации или нанесения линий. Кроме того, волокна можно поместить наверх или впрыскивать в лист в процессе экструзии или прокатки, чтобы получить повышенную концентрацию волокон в нужном месте.
Связанный крахмалом лист будет, вероятно, находиться в практически сухом полуотвержденном состоянии в процессе нанесения линий или перфорации. Это желательно для того, чтобы предотвратить затягивание линий или перфорации в результате перемещения материала. Поскольку нанесение линий обычно (а перфорация всегда) предполагает разрезание части связанной крахмалом матрицы, то лист может быть даже полностью сухим, и при этом нарезание линий и перфорирование не принесут листу вреда. Однако, если нанесение линий производится скорее прессованием, а не нарезкой, то лист должен быть достаточно увлажненным для того, чтобы предотвратить разрушение листа вследствие смещения связанной крахмалом матрицы.
Глубина нарезаемой линии будет зависеть, главным образом, от типа разметки, толщины связанного крахмалом листа и нужного угла сгибания вдоль линии. Механизм нанесения линии необходимо отрегулировать таким образом, чтобы получать линию нужной глубины. Конечно, резак не должен быть таким большим, что он будет прорезать лист насквозь или прорезать его так глубоко, что лист не сможет противостоять ожидаемым нагрузкам (за исключением тех случаев, когда нужно сделать линию отрыва). Желательно, чтобы линия была достаточно глубокой, чтобы должным образом служить поставленной цели. Сочетание разметочных линий на противоположных сторонах листа может быть предпочтительным в некоторых случаях, когда нужно расширить диапазон сгибания.
Д. Крепирование и пергаментирование
Связанные крахмалом листы можно при желании подвергнуть крепированию, как обычную бумагу, чтобы получить хорошо растяжимый лист, который может поглощать энергию при неожиданных нагрузках. Крепированные листы особенно хорошо подходят для производства мешков. Обычное крепирование осуществляют либо в машине для влажного прессования бумаги (влажное крепирование), либо в американской сушилке (сухое крепирование). Несмотря на то, что точные параметры либо влажного либо сухого крепирования для связанных крахмалом листов по изобретению и для обычной бумаги будут отличаться, специалист сам догадается, как отрегулировать процесс крепирования так, чтобы получить крепированные связанные крахмалом листы. Крепирование можно использовать для того, чтобы изготавливать лучше сгибаемые листы и получать перегиб.
Было обнаружено, что связанные крахмалом листы можно обрабатывать сильными кислотами, чтобы пергаментировать волокнистую поверхность матрицы листа. Обработка листа, например концентрированной серной кислотой, заставляет целлюлозные волокна сильно набухать и частично растворяться. В этом состоянии пластифицированные волокна закрывают свои поры, заполняют окружающие пустоты и достигают более тесного контакта с другими волокнами, образуя более разветвленные водородные связи. Смачивание водой вызовет повторное осаждение и консолидацию сети, в результате чего получают волокна, которые прочнее во влажном виде, чем в сухом, не образуют пуха, не имеют запаха, вкуса и устойчивы к жирам и маслам. Сочетая присущую пергаменту ударную вязкость и растяжимость, придаваемую влажным крепированием, можно получить листы с высокой ударной прочностью.
В рамках настоящего изобретения процесс пергаментирования должен давать лучшие результаты по мере увеличения содержания волокна. Повышенное содержание волокна усиливает закрытие пор и укрепляет водородные связи между волокнами. Следует понимать, однако, что определенные чувствительные к кислотами наполнители, такие как карбонат кальция, не следует использовать в тех случаях, когда намереваются пергаментировать лист.
Е. Печатанье и связанные с ним процессы
Иногда желательно нанести печатный рисунок или другие знаки, такие как товарный знак, информацию о продукте, спецификацию контейнера или логотипы на поверхность связанных крахмалом листов. Это можно осуществить при помощи любого обычного средства для печатанья или известного способа печатанья на бумаге или картоне, включая плоскую печать, высокую печать, металлографию, бесконтактную печать. Кроме того, листы или изделия могут иметь тиснение или водяные знаки. Помимо этого этикетки или другие знаки могут быть прикреплены или приклеены к связанному крахмалом листу при помощи известных способов. Печатные знаки можно наносить на непрерывный лист, отдельные листы, ламинированные листы, заготовки или готовые изделия, в зависимости от процесса печатанья и формы изделия.
IV. ИЗДЕЛИЯ, ИЗГОТОВЛЕННЫЕ ИЗ СВЯЗАННЫХ КРАХМАЛОМ ЛИСТОВ
Используя вышеописанные способы, можно производить широкий круг листов, обладающих самыми различными свойствами. Эти листы могут быть толщиной всего лишь около 0,1 мм или менее, в тех случаях, когда нужны очень тонкие и легкие листы. Листы могут также достигать толщины около 1 см в тех случаях, когда нужны относительно толстые прочные и жесткие листы. Кроме того, листы могут варьироваться по плотности от около 0,6 до около 2 г/см3. Обычно листы с более высокой плотностью являются более прочными, а листы с более низкой плотностью обладают лучшими изоляционными свойствами. Точная толщина или плотность конкретного листа можно задать заранее, чтобы получить листы с точно заданными свойствами по ценам, которые позволяют обеспечить экономическую целесообразность производства.
Режущие механизмы, применяемые для бумаги и картона, также можно использовать для нарезки непрерывного связанного крахмалом листа на отдельные листы. Как показано на фиг. 8, лист можно нарезать на отдельные листы при помощи ножевого режущего устройства, которое монтируют на пресс. Нарезку можно осуществлять также при помощи валков с вырубным штампом путем вдавливания вырубного штампа в лист, или другими известными средствами.
Листы по настоящему изобретению можно использовать для любых целей, для которых применяются обычная бумага или картон. Кроме того, благодаря уникальным свойствам связанных крахмалом материалов по настоящему изобретению возможно изготавливать множество объектов, для которых в настоящее время требуются пластики, полистирол или даже металл.
В частности, листы по настоящему изобретению можно использовать для изготовления следующих изделий, в число которых входят: контейнеры, включая одноразовые и многоразовые контейнеры для продуктов питания и напитков, такие как коробки для сухих завтраков, для бутербродов, контейнеры типа "ракушек" (включая в числе прочего открывающиеся контейнеры, используемые для бутербродов, таких как гамбургеры, в системе общественного питания "фаст-фуд"), коробки для мороженых продуктов, коробки для молока, соков, упаковки для йогуртов, напитков (включая в числе прочего упаковки, похожие на корзины, и "шестигранные" упаковки), коробки для мороженого, стаканы (включая, в числе прочего одноразовые стаканы, стаканы из двух частей, складные стаканы и стаканы в виде конуса), французские контейнеры, используемые в системе питания "фаст-фуд", и коробки для продуктов на вынос, используемые в системе "фаст-фуд"; упаковочные материалы, такие как оберточная бумага, разделительные материалы, гибкая упаковка, такая как мешки для закусок, мешочки с открытым концом, такие как мешочки для бакалейных товаров, мешочки, помещаемые внутри коробок, такие как мешочки для сухих завтраков, многослойные мешочки, мешки, упаковочные ящики, поддоны для продуктов с оболочкой (особенно пластиковые оболочки, в которые заключены такие продукты, как мясо, косметика, канцтовары, принадлежности, игрушки), поддоны для продуктов (таких как печенье и конфеты), банки, лента и обертки (включая обертки для продуктов в морозильных камерах, обертки для мясных продуктов, мяса, оболочки для сосисок); разнообразные коробки и ящики, такие как гофрированные коробки, коробки для сигар, коробки для кондитерских товаров, и коробки для косметики; свернутые или спиральные контейнеры для различных продуктов (таких как замороженные концентраты соков, овсянка, картофельные чипсы, мороженое, соль, моющие средства, машинное масло), почтовые трубки, сердечники для различных рулонных материалов (таких как оберточная бумага, салфетки, бумажные полотенца и туалетная бумага) и конверты; печатные материалы и канцелярские товары, такие как книги, журналы, брошюры, конверты, клейкая лента, открытки, обложки для книг, папки, карандаши; разнообразные столовые приборы и контейнеры для хранения, такие как тарелки, крышки, соломинки, бутылки, кувшины, ящички, корзинки, поддоны, поддоны для запекания, сосуды, поддоны для обедов, разогреваемых в микроволновой печи, поддоны для "Телевизионных" обедов, коробки для яиц, упаковки для мяса, одноразовые тарелки, тарелки для продажи с помощью автоматов, тарелки под пироги, тарелки для завтрака; разнообразные другие изделия, такие как мешочки для тех, кому становится плохо в самолетах, практически сферические объекты, игрушки, медицинские сосуды, ампулы, клетки для животных, негорючие упаковки для петард, корпуса для моделей ракет модели ракет, и бесконечное множество других объектов.
V. ПРИМЕРЫ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Приведенные ниже примеры предназначены более конкретно описать композиции и способы получения связанных крахмалом листов по настоящему изобретению. Примеры включают различные структуры матрицы, а также способы изготовления листов, контейнеров, и других изделий, обладающих различными свойствами и имеющих различные размеры.
Пример 1
Листы с высоким содержанием крахмала получали из формующихся смесей, которые включали следующие компоненты в указанных количествах (см. табл. 1).
Волокно, которое использовали в данном примере, представляло собой волокно южной сосны, а немодифицированный крахмал представлял собой кукурузный крахмал, который добавляли в смесь в нежелатинированном виде. Воду, Methocel и волокно сначала перемешивали в течение 10 мин с высоким усилием сдвига в смесителе Хобарта. После этого в смесь добавляли крахмал, который перемешивали еще в течение 4 мин при пониженном усилии сдвига.
Смесь экструдировали при использовании вакуумного шнекового экструдера через головку размерами 30 см x 0,6 см до получения непрерывных листов, имеющих соответствующие размеры по ширине и толщине. Экструдированный лист затем пропускали между парой обжимных валков, просвет между которыми соответствовал толщине получаемого листа, и нагревали до температуры около 70oC. После этого сырой лист пропускали между валками, температура которых была выше, чем около 100oC, чтобы вызвать желатинирование кукурузного крахмала и удалить воду из листа выпариванием. Methocel образовывал оболочку на поверхностях листа, которая не давала крахмалу прилипать к валкам во время формования листа. Полученные связанные крахмалом листы имели различную толщину от 0,1 до 1 мм.
Пример 2
Листы с неорганическими наполнителями, имеющие высокое содержание крахмала, получали из формующейся композиции (см.табл. 2).
Воду, Methocel и волокно южной сосны сначала перемешивали в течение 10 мин с высоким усилием сдвига в смесителе Хобарта. После этого в смесь добавили карбонат кальция и кукурузный крахмал и смесь перемешивали еще в течение 4 мин при пониженном усилии сдвига.
Смесь экструдировали при использовании вакуумного шнекового экструдера через головку размерами 30 x 0,6 см до получения непрерывных листов, имеющих соответствующие размеры по ширине и толщине. Экструдированный лист затем пропускали между парой формующих/обжимных валков, просвет между которыми соответствовал толщине формуемого листа.
Поскольку карбонат кальция имел низкую удельную площадь поверхности, смесь мало прилипала к валкам. Кроме того, Methocel предотвращал прилипание крахмала к валкам в процессе формования листа. Температура валков соответствовала температуре валков в примере 1. Листы по этим примерам имели толщину 0,23, 0,3, 0,38 и 0,5 мм.
Пример 3
Листы с неорганическими наполнителями, имеющие высокое содержание крахмала, получали из формующейся композиции (см.табл. 3).
Композицию и листы получали так же, как в примере 2. Полученные в данном примере листы имели толщину 0,23, 0,3, 0,38 и 0,5 мм.
Пример 4
Листы с неорганическими наполнителями, имеющие высокое содержание крахмала, получали из формующейся композиции (см.табл.4).
Композицию и листы получали так же, как в примере 2. Полученные в данном примере листы имели толщину 0,23, 0,3, 0,38 и 0,5 мм.
Пример 5
Листы с неорганическими наполнителями, имеющие высокое содержание крахмала, получали из формующейся композиции (см.табл. 5).
Композицию и листы получали так же, как в примере 2. Полученные в данном примере листы имели толщину 0,23, 0,3, 0,38 и 0,5 мм.
Пример 6
Листы с неорганическими наполнителями, имеющие высокое содержание крахмала, получали из формующейся композиции (см.табл.6).
Композицию и листы получали так же, как в примере 2. Полученные в данном примере листы имели толщину 0,23, 0,3, 0,38 и 0,5 мм.
Пример 7
Листы с неорганическими наполнителями, имеющие высокое содержание крахмала, получали из формующейся композиции (см.табл. 7).
Композицию и листы получали так же, как в примере 2. Полученные в данном примере листы имели толщину 0,23, 0,3, 0,38 и 0,5 мм.
Пример 8
Листы с неорганическими наполнителями, имеющие высокое содержание крахмала, получали из формующейся композиции (см.табл. 8).
Композицию и листы получали также, как в примере 2. Полученные в данном примере листы имели толщину 0,23, 0,3, 0,38 и 0,5 мм.
Пример 9
Листы с неорганическими наполнителями, имеющие высокое содержание крахмала, получали из формующейся композиции (см.табл. 9).
Композицию и листы получали также, как в примере 2. Полученные в данном примере листы имели толщину 0,23, 0,3, 0,38 и 0,5 мм.
Пример 10
Листы с неорганическими наполнителями, имеющие высокое содержание крахмала, получали из формующейся композиции (см.табл. 10).
Композицию и листы получали также, как в примере 2. Полученные в данном примере листы имели толщину 0,23, 0,3, 0,38 и 0,5 мм.
Пример 11
Листы с неорганическими наполнителями, имеющие высокое содержание крахмала, получали из формующейся композиции (см.табл. 11).
Композицию и листы получали так же, как в примере 2. Полученные в данном примере листы имели толщину 0,23, 0,3, 0,38 и 0,5 мм.
Пример 12
Листы с неорганическими наполнителями, имеющие высокое содержание крахмала, получали из формующейся композиции (см.табл.12).
Воду, Methocel и волокно сначала перемешивали в течение 10 мин с высоким усилием сдвига в смесителе Хобарта. После этого в смесь добавили крахмал и смесь перемешивали еще в течение 4 мин при пониженном усилии сдвига. Листы изготавливали так же, как в примере 2. Листы, полученные в этом примере, имели толщину 0,23, 0,3, 0,38 и 0,5 мм.
Пример 13
Листы, содержащие значительное количество крахмала, изготавливали из формующейся композиции, которая включала 8000 г воды и следующие компоненты (см.табл. 13).
Листы изготавливали так, как описано выше. Листы имели толщину от 0,010'' до 0,050'' ( от 0,254 до 1,27 мм) и плотность 1,11 г/см3.
Из листов толщиной 0,10'' (0,254 мм) изготавливали стаканы, напоминающие стаканы из обычной древесной бумаги. Обычные бумажные стаканы стоили 1,101 цента за стакан без покрытия и 1,410 цента за стакан с покрытием из воска в бумажной массе. Композиции, использованные для производства листов по изобретению, обходились в 1,270 цента за стакан без покрытия и 1,455 цента за стакан с покрытием из воска. Стоимость стаканов без покрытия по настоящему изобретению составляла 115% от стоимости бумажных стаканов, в то время как стоимость стаканов с покрытием по изобретению составляла только 103% стоимости бумажных стаканов благодаря тому, что на стаканы по изобретению шло намного меньше материала для покрытия.
В табл. 14 сравнивается стоимость различных компонентов, использованных для изготовления листов, из которых были сформованы стаканы. В таблице перечислены расходы-брутто, расходы на стакан и процент затрат на каждый ингредиент в сухой смеси (стоимость воды не засчитывается).
Приведенные данные таблиц свидетельствуют, что хотя формующаяся композиция, использованная для изготовления листов по изобретению, включала только 5,9% Methocel 240 от массы сухой формующейся композиции, этот материал требовал 39% всех материальных затрат на производство листа. С другой стороны, в то время, как кукурузный крахмал составлял до 43,3% сухого веса формующейся композиции, на него шло только 9% суммарных материальных расходов. Methocel 240 стоит 2,75 доллара за унцию, а кукурузный крахмал стоит только 0,09 доллара за унцию, что ясно говорит о том, что замена Methocel крахмалом позволит намного сократить затраты на производство листов по изобретению.
Пример 14
Для сравнения листы производили из композиции, которая не содержала крахмала, но содержала повышенные количества метилцеллюлозы. Кроме того, композиция включала большое количество неорганического наполнителя, который обычно является самым дешевым из всех компонентов. Воду добавили в количестве 11 кг (см.табл. 15).
Несмотря на введение большого количества неорганического наполнителя использование 800 г Methocel 240, который давал 70% всех материальных расходов, повышало стоимость единицы каждого стакана без покрытия до 1,509 цента, а каждого стакана с покрытием до 1,694 цента. Неорганический наполнитель повысил плотность листов до 1,70 г/см3.
Пример 15
Формующаяся композиция, используемая в данном примере, была идентичной во всех отношениях композиции по примеру 13, за исключением того, что в данном примере использовали смесь 50/50 волокон лиственных и хвойных пород деревьев. Полученные листы были аналогичны листам по примеру 14. Стоимость материалов для изготовления стаканов из листов по этому примеру была фактически идентичной стоимости изготовления стаканов из листов по примеру 13.
Пример 16
Формующаяся композиция, используемая в данном примере, была идентичной во всех отношениях композиции по примеру 13, за исключением того, что в данном примере использовали волокна абаки. Стоимость материалов для изготовления стаканов из листов по этому примеру была фактически идентичной стоимости изготовления стаканов из листов по примеру 13.
Пример 17
Формующаяся композиция, используемая в данном примере, была идентичной во всех отношениях композиции по примеру 13, за исключением того, что в данном примере использовали только 1200 г волокон хвойных пород деревьев. Стоимость материалов для изготовления стаканов из листов по этому примеру была немного выше, чем стоимость стаканов из листов по примеру 13.
Пример 18
Листы изготавливали способом по примеру 13, за исключением того, что использовали композицию, содержащую 7000 г воды (см.табл. 16).
Полученные листы имели плотность 1,37 г/см3. Стоимость одного стакана без покрытия, изготовленного из листов по данному примеру, составляла 0,970 центов, а стакана с покрытием - 1,155 центов, что составляет 88 и 82% от стоимости бумажного стакана с покрытием и без него соответственно.
Пример 19
Листы изготавливали при использовании композиции, которая была аналогичной композиции по примеру 18, за исключением того, что количество CaCO3 увеличивали до 3000 г, а другие компоненты остались неизменными. Полученные листы имели плотность 1,49 г/см3. Стоимость одного стакана без покрытия, изготовленного из листов по данному примеру, составляла 0,846 центов, а стакана с покрытием - 1,031 цента, что составляет 77 и 73% от стоимости бумажного стакана с покрытием и без него соответственно.
Пример 20
Листы изготавливали способом по примеру 13, за исключением того, что использовали нижеследующую композицию, содержащую 8000 г воды (см.табл.17).
Полученные листы имели плотность 1,53 г/см3. Стоимость одного стакана без покрытия, изготовленного из листов по данному примеру, составляла 0,760 центов, а стакана с покрытием - 0,945 цента, что составляет 69 и 67% от стоимости бумажного стакана с покрытием и без него соответственно.
Пример 21
Листы изготавливали при использовании композиции, которая была аналогичной композиции по примеру 20, за исключением того, что дополнительно ввели 300 г глицерина. Полученные листы имели плотность 1,49 г/см3. Стоимость одного стакана без покрытия, изготовленного из листов по данному примеру, составляла 0,846 центов, а стакана с покрытием - 1,031 цента, что составляет 77 и 73% от стоимости бумажного стакана с покрытием и без него соответственно.
Пример 22
Листы изготавливали при использовании композиции, которая была аналогичной композиции по примеру 20, за исключением того, что концентрацию кукурузного крахмала увеличили до 2500 г, а количество воды увеличили до 9500 г. Полученные листы имели плотность 1,51 г/см3. Стоимость одного стакана без покрытия, изготовленного из листов по данному примеру, составляла 0,729 центов, а стакана с покрытием - 0,914 цента, что составляет 66 и 65% от стоимости бумажного стакана с покрытием и без него соответственно. Повышение количества крахмала еще больше снижало стоимость единицы продукции.
Пример 23
Листы изготавливали при использовании композиции, которая была аналогичной композиции по примеру 22, за исключением того, что концентрацию Methocel 240 снизили до 100 г, а количество воды снизили до 9000 г. Полученные листы имели плотность 1,52 г/см3. Стоимость одного стакана без покрытия, изготовленного из листов по данному примеру, составляла 0,620 центов, а стакана с покрытием - 0,850 цента, что составляет 56 и 57% от стоимости бумажного стакана с покрытием и без него соответственно. Снижение количества Methocel 240 позволило значительно снизить стоимость единицы продукции.
Пример 24
Листы изготавливали способом по примеру 13, за исключением того, что использовали композицию, содержащую 9000 г воды (см.табл. 18).
Полученные листы имели плотность 1,44 г/см3. Стоимость одного стакана без покрытия, изготовленного из листов по данному примеру, составляла 0,636 центов, а стакана с покрытием - 0,821 цента, что составляет 58 и 58% от стоимости бумажного стакана с покрытием и без него соответственно.
Пример 25
Листы изготавливали при использовании композиции, которая была аналогичной композиции по примеру 24, за исключением того, что использовали композицию, содержащую 100 г глицерина. Полученные листы имели плотность 1,43 г/см3. Стоимость одного стакана без покрытия, изготовленного из листов по данному примеру, составляла 0,667 центов, а стакана с покрытием - 0,852 цента, что составляет 61 и 60% от стоимости бумажного стакана с покрытием и без него соответственно.
Пример 26
Листы изготавливали при использовании композиции, которая была аналогичной композиции по примеру 25, за исключением того, что использовали композицию, содержащую 200 г глицерина. Полученные листы имели плотность 1,42 г/см3. Стоимость одного стакана без покрытия, изготовленного из листов по данному примеру, составляла 0,696 центов, а покрытого 0,881 цента, что составляет 63% и 63% от стоимости бумажного стакана с покрытием и без него соответственно.
Пример 27
Листы изготавливали при использовании композиции, которая была аналогичной композиции по примеру 26, за исключением того, что использовали композицию, содержащую 300 г глицерина. Полученные листы имели плотность 1,41 г/см3. Стоимость одного стакана без покрытия, изготовленного из листов по данному примеру, составляла 0,725 центов, а стакана с покрытием - 0,910 цента, что составляет 65 и 65% от стоимости бумажного стакана с покрытием и без него соответственно.
Пример 28
Листы изготавливали способом по примеру 13, за исключением того, что использовали композицию, содержащую 9000 г воды (см.табл. 19).
Полученные листы имели плотность 1,55 г/см3. Стоимость одного стакана без покрытия, изготовленного из листов по данному примеру, составляла 0,695 центов, а стакана с покрытием - 0,880 цента, что составляет 63 и 62% от стоимости бумажного стакана с покрытием и без него соответственно.
Пример 29
Листы изготавливали при использовании композиции, которая была аналогичной композиции по примеру 28, за исключением того, что использовали композицию, содержащую 400 г глицерина. Полученные листы имели плотность 1,54 г/см3. Стоимость одного стакана без покрытия, изготовленного из листов по данному примеру, составляла 0,723 центов, а стакана с покрытием - 0,908 цента, что составляет 66 и 64% от стоимости бумажного стакана с покрытием и без него соответственно.
Пример 30
Листы изготавливали при использовании композиции, которая была аналогичной композиции по примеру 28, за исключением того, что исключили глицерин. Полученные листы имели плотность 1,59 г/см3. Стоимость одного стакана без покрытия, изготовленного из листов по данному примеру, составляла 0,605 центов, а стакана с покрытием - 0,790 цента, что составляет 55 и 56% от стоимости бумажного стакана с покрытием и без него соответственно.
Пример 31
Листы изготавливали при использовании композиции, которая была аналогичной композиции по примеру 30, за исключением того, что использовали нижеследующую композицию, содержащую Methocel 240 в количестве, увеличенном до 200 г, а количество воды увеличили до 10 кг. Полученные листы имели плотность 1,58 г/см3. Стоимость одного стакана без покрытия, изготовленного из листов по данному примеру, составляла 0,714 центов, а стакана с покрытием - 0,899 цента, что составляет 65% и 64% от стоимости бумажного стакана с покрытием и без него, соответственно.
Пример 32
Листы изготавливали при использовании композиции, которая была аналогичной композиции по примеру 31, за исключением того, что количество воды уменьшали до 9000 г. Полученные листы имели плотность 1,58 г/см3. Стоимость одного стакана без покрытия, изготовленного из листов по данному примеру, составляла 0,714 центов, а стакана с покрытием - 0,899 цента, что составляет 65% и 64% от стоимости бумажного стакана с покрытием и без него соответственно. Содержание воды было оптимальным для новополученного листа.
Пример 33
Листы изготавливали при использовании композиции, которая была аналогичной композиции по примеру 32, за исключением того, что использовали композицию, которая содержала 300 г глицерина. Полученные листы имели плотность 1,54 г/см3. Стоимость одного стакана без покрытия, изготовленного из листов по данному примеру, составляла 0,797 центов, а с покрытием - 0,982 цента, что составляет 72 и 70% от стоимости бумажного стакана с покрытием и без него соответственно.
Пример 34
Листы изготавливали при использовании композиции, которая была аналогичной композиции по примеру 32, за исключением того, что использовали композицию, которая содержала 400 г глицерина. Полученные листы имели плотность 1,53 г/см3. Стоимость одного стакана без покрытия, изготовленного из листов по данному примеру, составляла 0,822 центов, а стакана с покрытием - 1,007 цента, что составляет 75 и 71% от стоимости бумажного стакана с покрытием и без него соответственно.
Пример 35
Листы изготавливали при использовании композиции, которая была аналогичной композиции по примеру 32, за исключением того, что использовали композицию, которая содержала 500 г глицерина. Полученные листы имели плотность 1,52 г/см3. Стоимость одного стакана без покрытия, изготовленного из листов по данному примеру, составляла 0,847 центов, а стакана с покрытием - 1,032 цента, что составляет 77 и 73% от стоимости бумажного стакана с покрытием и без него соответственно.
Пример 36
Листы изготавливали способом по примеру 13, за исключением того, что использовали композицию, но она содержала 9000 г воды (см.табл. 20).
Полученные листы имели плотность 1,14 г/см3. Стоимость одного стакана без покрытия, изготовленного из листов по данному примеру, составляла 0,762 центов, а стакана с покрытием - 0,947 цента, что составляет 69 и 67% от стоимости бумажного стакана с покрытием и без него соответственно.
Пример 37
Листы изготавливали способом по примеру 13, за исключением того, что использовали нижеследующую композицию, содержащую 8000 г воды (см.табл. 21).
Полученные листы имели плотность 1,65 г/см3. Стоимость одного стакана без покрытия, изготовленного из листов по данному примеру, составляла 0,644 центов, а стакана с покрытием - 0,829 цента, что составляет 59 и 59% от стоимости бумажного стакана с покрытием и без него соответственно.
Пример 38
Листы изготавливали способом по примеру 13, за исключением того, что использовали композицию, содержащую 8000 г воды (см.табл. 22).
Полученные листы имели плотность 1,12 г/см3. Стоимость одного стакана без покрытия, изготовленного из листов по данному примеру, составляла 0,827 центов, а стакана с покрытием - 1,012 цента, что составляет 75 и 72% от стоимости бумажного стакана с покрытием и без него соответственно.
Пример 39
Листы изготавливали при использовании композиции, которая была аналогичной композиции по примеру 38, за исключением того, что использовали нижеследующую композицию, где количество глицерина было увеличено до 400 г. Полученные листы имели плотность 1,11 г/см3. Стоимость одного стакана без покрытия, изготовленного из листов по данному примеру, составляла 0,886 центов, а стакана с покрытием - 1,071 цента, что составляет 80 и 76% от стоимости бумажного стакана с покрытием и без него соответственно.
Пример 40
Листы изготавливали способом по примеру 38, за исключением того, что использовали композицию, где количество воды было 8500 г (см.табл. 23).
Полученные листы имели плотность 1,22 г/см3. Стоимость одного стакана без покрытия, изготовленного из листов по данному примеру, составляла 0,711 центов, а стакана с покрытием - 0,896 цента, что составляет 65 и 64% от стоимости бумажного стакана с покрытием и без него соответственно.
Пример 41
Листы изготавливали при использовании композиции, которая была аналогичной композиции по примеру 40, за исключением того, что количество CaCO3 было увеличено до 1500 г, а количество воды увеличено до 8750 г. Полученные листы имели плотность 1,26 г/см3. Стоимость одного стакана без покрытия, изготовленного из листов по данному примеру, составляла 0,688 центов, а стакана с покрытием - 0,873 цента, что составляет 62 и 62% от стоимости бумажного стакана с покрытием и без него соответственно.
Пример 42
Листы изготавливали при использовании композиции, которая была аналогичной композиции по примеру 40, за исключением того, что количество CaCO3 было увеличено до 2000 г. Полученные листы имели плотность 1,29 г/см3. Стоимость одного стакана без покрытия, изготовленного из листов по данному примеру, составляла 0,667 центов, а покрытого - 0,852 цента, что составляет 61 и 60% от стоимости бумажного стакана с покрытием и без него соответственно.
Пример 43
Листы изготавливали при использовании композиции, которая была аналогичной композиции по примеру 40, за исключением того, что количество CaCO3 было увеличено до 3000 г, Methocel 240 до 150 г, а количество воды до 9500 г. Полученные листы имели плотность 1,36 г/см3. Стоимость одного стакана без покрытия, изготовленного из листов по данному примеру, составляла 0,680 центов, а стакана с покрытием - 0,866 цента, что составляет 62 и 61% от стоимости бумажного стакана с покрытием и без него соответственно.
Пример 44
Листы изготавливали при использовании композиции, которая была аналогичной композиции по примеру 43, за исключением того, что количество воды было увеличено до 10 кг, и это количество оказалось оптимальным для процесса формования листа.
Пример 45
Листы изготавливали при использовании композиции, которая была аналогичной композиции по примеру 40, за исключением того, что количество CaCO3 было увеличено до 3000 г, Methocel 240 до 200 г, а количество воды до 10,5 кг. Полученные листы имели плотность 1,35 г/см3. Стоимость одного стакана без покрытия, изготовленного из листов по данному примеру, составляла 0,732 центов, а стакана с покрытием - 0,917 цента, что составляет 66 и 65% от стоимости бумажного стакана с покрытием и без него соответственно.
Пример 46
Листы изготавливали при использовании композиции, которая была аналогичной композиции по примеру 43, за исключением того, что количество глицерина составляло 200 г, а количество воды было увеличено до 10 кг. Полученные листы имели плотность 1,34 г/см3. Стоимость одного стакана без покрытия, изготовленного из листов по данному примеру, составляла 0,735 центов, а стакана с покрытием - 0,920 цента, что составляет 67 и 65% от стоимости бумажного стакана с покрытием и без него соответственно.
Пример 47
Листы изготавливали при использовании композиции, которая была аналогичной композиции по примеру 43, за исключением того, что количество глицерина составляло 400 г, а количество воды было увеличено до 10 кг. Полученные листы имели плотность 1,32 г/см3. Стоимость одного стакана без покрытия, изготовленного из листов по данному примеру, составляла 0,787 центов, а стакана с покрытием - 0,927 цента, что составляет 71 и 69% от стоимости бумажного стакана с покрытием и без него соответственно.
Пример 48
Листы изготавливали при использовании композиции, которая была аналогичной композиции по примеру 43, за исключением того, что количество глицерина составляло 600 г, а количество воды было увеличено до 10 кг. Полученные листы имели плотность 1,30 г/см3. Стоимость одного стакана без покрытия, изготовленного из листов по данному примеру, составляла 0,835 центов, а стакана с покрытием - 1,020 цента, что составляет 76 и 72% от стоимости бумажного стакана с покрытием и без него соответственно.
Пример 49
Листы изготавливали способом по примеру 13, за исключением того, что использовали композицию, где количество воды было 11 кг (см.табл. 24).
Полученные листы имели плотность 1,35 г/см3. Стоимость одного стакана без покрытия, изготовленного из листов по данному примеру, составляла 0,832 центов, а стакана с покрытием - 1,017 цента, что составляет 76 и 72% от стоимости бумажного стакана с покрытием и без него соответственно.
Пример 50
Листы изготавливали при использовании композиции, которая была аналогичной композиции по примеру 49, за исключением того, что количество Methocel 240 уменьшили до 250 г, а количество воды снизили до 10 кг. Полученные листы имели плотность 1,35 г/см3. Стоимость одного стакана без покрытия, изготовленного из листов по данному примеру, составляла 0,782 центов, а стакана с покрытием - 0,967 цента, что составляет 71 и 69% от стоимости бумажного стакана с покрытием и без него соответственно.
Пример 51
Листы изготавливали при использовании композиции, которая была аналогичной композиции по примеру 36, за исключением того, что концентрацию Methocel 240 увеличили до 150 г, а количество воды снизили до 8500 г. Полученные листы имели плотность 1,14 г/см3. Стоимость одного стакана без покрытия, изготовленного из листов по данному примеру, составляла 0,825 центов, а покрытого 1,010 цента, что составляет 75 и 72% от стоимости бумажного стакана с покрытием и без него соответственно.
Пример 52
Листы изготавливали при использовании композиции, которая была аналогичной композиции по примеру 36, за исключением того, что концентрацию Methocel 240 увеличили до 200 г. Полученные листы имели плотность 1,14 г/см3. Стоимость одного стакана без покрытия, изготовленного из листов по данному примеру, составляла 0,888 центов, а стакана с покрытием - 1,073 цента, что составляет 81 и 76% от стоимости бумажного стакана с покрытием и без него соответственно.
В приведенных ниже примерах получали очень тонкие листы, которые имели многие характеристики и свойства, позволяющие использовать их так же, как бумагу, картон, пластик, полистирол, или металлические листы аналогичной толщины и массы. Листы с требуемыми свойствами получали путем изменения микроструктуры. Это позволяло получать листы, обладающие самыми различными свойствами, включая свойства, которые невозможно получить при массовом производстве листовых изделий, которые в настоящее время изготавливают из обычных материалов.
Примеры 53-58
Листы, из которых можно формовать различные изделия (включая контейнеры для продуктов питания и напитков), изготавливали с использованием способов, описанных в примерах 1-52. Отвержденные листы отделывали, при желании покрывали покрытиями, а затем формовали из них ряд различных контейнеров для продуктов питания и напитков.
Например, чтобы изготовить "холодные стаканы" (такие, в которых подают холодные безалкогольные напитки в ресторанах "фаст-фуд"), нарезают соответствующие заготовки из листа, сворачивают заготовку, придавая форму стакана, и склеивают концы свернутой заготовки при помощи обычного клея на водной основе. На дно каждого стакана помещают диск и донную часть стенки стакана сгибают, чтобы дно стакана удерживалось на месте. Бортик стакана закругляют, чтобы укрепить бортик и создать более гладкую поверхность. Для изготовления стаканов используют листы толщиной 0,3 мм.
Чтобы изготовить контейнер "ракушка" (такой, как в настоящее время используют в ресторанах "фаст-фуд" для упаковки гамбургеров), нарезают из листа заготовки, наносят разметку на заготовку, получая линии сгибов, сгибают заготовку, придавая ей форму контейнера-ракушки, приклеивают или взаимозащелкивают концы сложенной заготовки, чтобы сохранить целостность контейнера. Для изготовления контейнера-ракушки используют листы толщиной 0,4 мм.
Для изготовления контейнера для жареного картофеля (такой же, как используются в ресторанах "фаст-фуд" для упаковки жареного картофеля) нарезают из листа заготовки, наносят разметку на заготовку, получая линии сгибов, сгибают заготовку, придавая ей форму контейнера для жареного картофеля и склеивают концы сложенной заготовки, чтобы сохранить целостность контейнера. Для изготовления контейнера для жареного картофеля используют листы толщиной 0,4 мм.
Для изготовления коробки для замороженных продуктов (такой, какие используют в супермаркетах для упаковки замороженных продуктов) нарезают из листа заготовки, наносят разметку на заготовку, получая линии сгибов, сгибают заготовку, придавая ей форму коробки для замороженных продуктов и склеивают концы сложенной заготовки, чтобы сохранить целостность контейнера. Для изготовления коробки для замороженных продуктов используют листы толщиной 0,5 мм.
Чтобы изготовить коробки для холодных сухих завтраков, заготовки нарезают из листа толщиной 0,3 мм, наносят разметку на заготовки, получая линии сгибов, сгибают заготовки, придавая им форму коробок для холодных сухих завтраков и склеивают концы сложенных заготовок, чтобы сохранить целостность контейнера.
Чтобы изготовить соломку для питья, сворачивали кусочек листа 0,25 мм в форму соломки и склеивали концы. При изготовлении соломки, как и при изготовлении каждого из вышеописанных контейнеров, желательно контролировать содержание влаги в листе, чтобы сохранить самый высокий уровень гибкости листа. Чем выше уровень гибкости листа, тем меньше вероятность расслоения и разрыва листа.
Такими способами были изготовлены следующие контейнеры, которые получали из листов соответствующей толщины (см.табл. 25).
Пример 59
"Холодные стаканы" по примеру 53 пропускали через машину для покрывания воском, посредством чего на поверхность наносили однородный слой воска. Слой воска полностью герметизирует поверхности стакана, предотвращая попадание влаги, и делает стакан водонепроницаемым.
Пример 60
"Холодные стаканы" по примеру 53 покрывали акриловым покрытием при помощи тонко распыляющей форсунки. Так же, как воск в примере 59, слой акрилового покрытия полностью герметизирует поверхности стакана, предотвращая попадание влаги, и делает стакан водонепроницаемым. Акриловое покрытие имеет дополнительное преимущество, состоящее в том, что в отличие от воскового покрытия оно является невидимым. Поскольку можно использовать более тонкие акриловые покрытия, стакан выглядит почти так же, как стакан без покрытия. Глянцевитость стакана можно контролировать, используя различные типы акриловых покрытий.
Примеры 61-62
Контейнеры-ракушки по примеру 54 можно покрыть покрытиями так же как "холодные стаканы" по примерам 59-60. Результаты практически идентичны результатам по стаканам с покрытиями:
Пример - Материал покрытия
61 - Воск
62 - Акрил
Пример 63
Листы различной толщины от 0,25 мм до 0,5 мм формовали способами по примерам 1-52. Сухие листы каждой из толщин нарезали на кружки и формовали из них одноразовые тарелки при помощи пресса, оснащенного штампом, который используется для изготовления таких тарелок из бумаги. Сформованные тарелки имеют практически такую же форму, прочность и внешний вид, как и тарелки из обычной бумаги. Однако тарелки из связанных крахмалом листов более жесткие, чем бумажные, и поэтому обладают лучшей структурной целостностью, когда на них помещают пищу.
Пример 64
Связанные крахмалом листы с матрицей любого типа из числа описанных выше используются для производства печатных материалов, таких как журналы или брошюры. Такие журналы и брошюры содержат как более тонкие, более гибкие листы, так и более толстые, менее гибкие листы. Более тонкие более гибкие листы имеют толщину около 0,025 - 0,05 мм, в то время как более толстые менее гибкие листы имеют толщину около 0,1-0,2 мм.
Пример 65
Используя любую из вышеописанных композиций, получают гофрированные листы, содержащие волнообразные внутренние структуры, помещенные между двумя плоскими листами. Плоские наружные листы образуют путем накатывания материала на плоский лист соответствующей толщины. Гофрированный или волнообразный внутренний лист (который аналогичен волнообразной или гофрированной внутренней прокладке обычной картонной коробки) получают, пропуская либо отвержденный, либо повторно увлажненный плоский связанный крахмалом лист соответствующей толщины через пару валков с гофрированными поверхностями или зубьями.
На поверхности гофрированного листа наносят клей, затем лист закладывают между двумя плоскими листами и оставляют застывать. Гофрированный лист с плоскими наружными поверхностями обладает улучшенными свойствами в отношении прочности, ударной вязкости и жесткости в сопоставлении с обычными картонными листами.
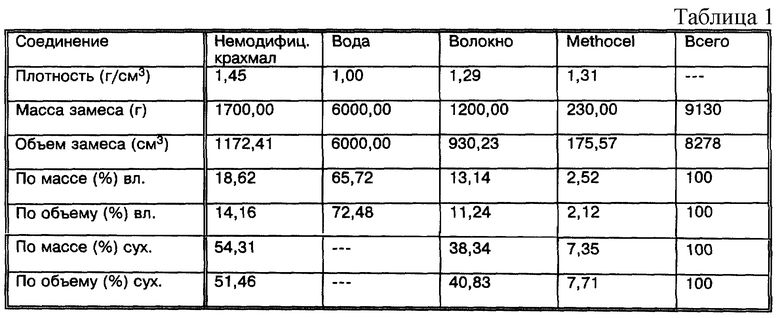
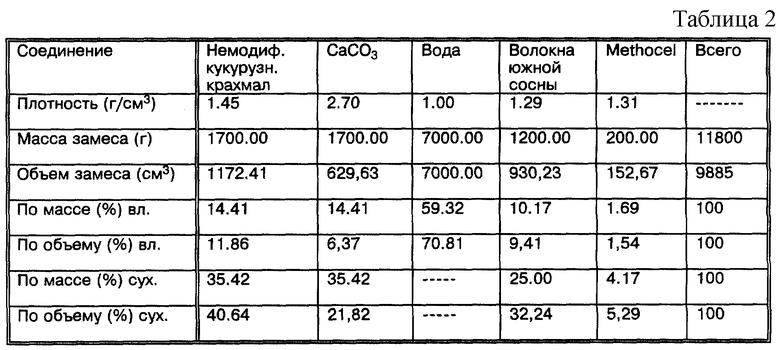
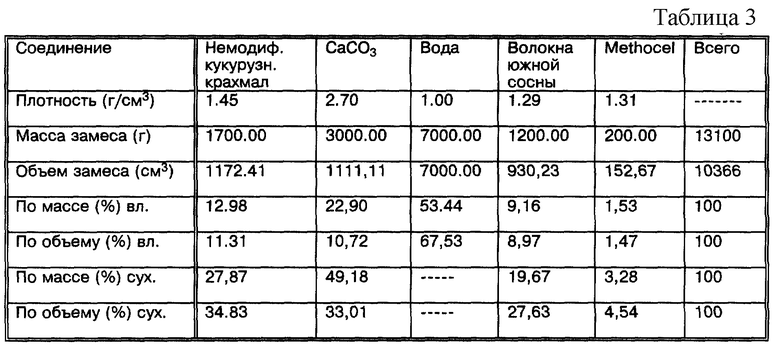
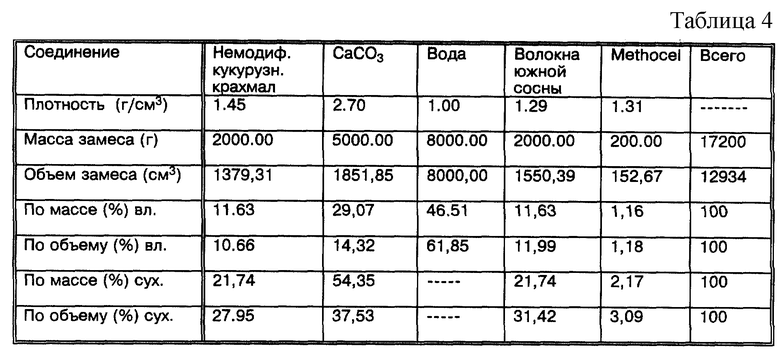
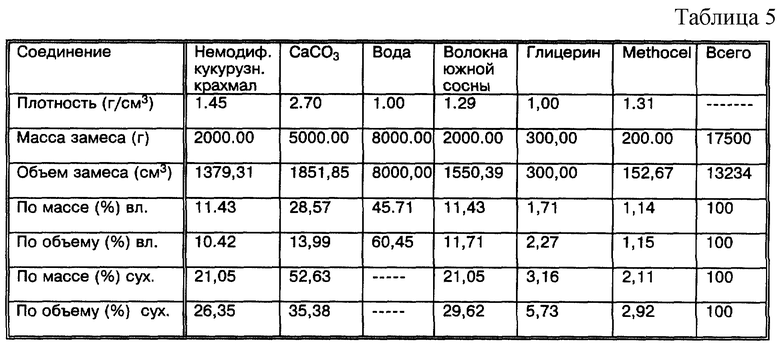
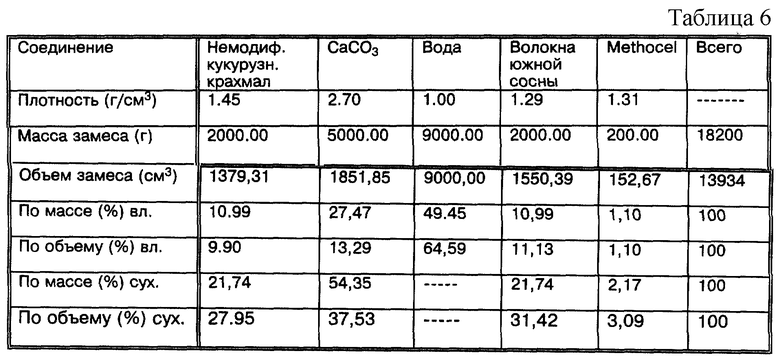
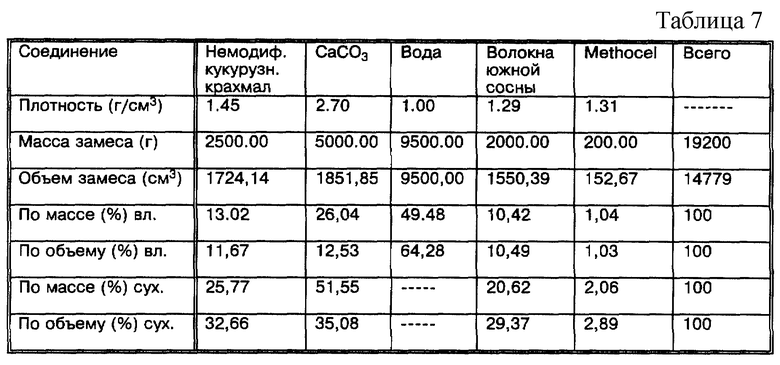

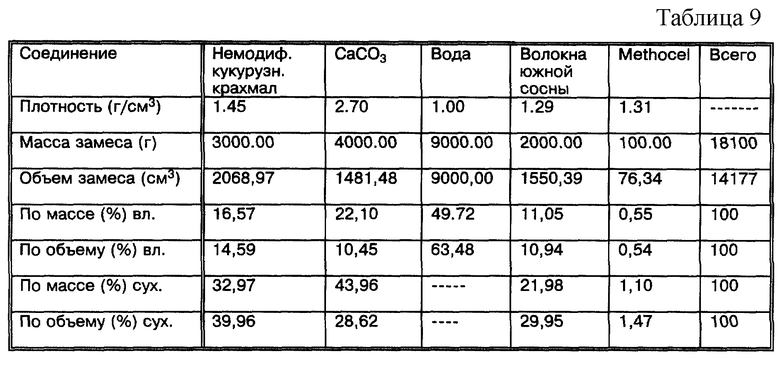
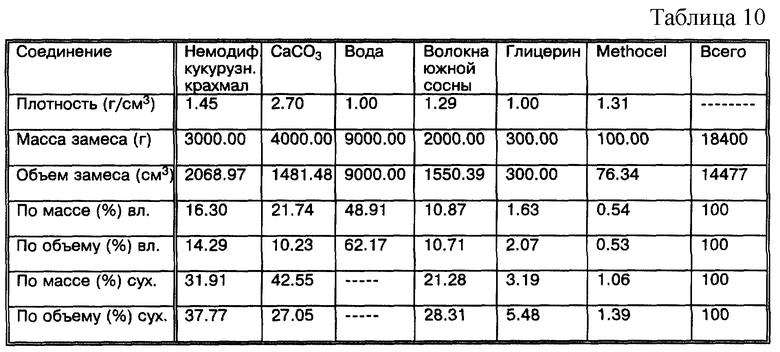
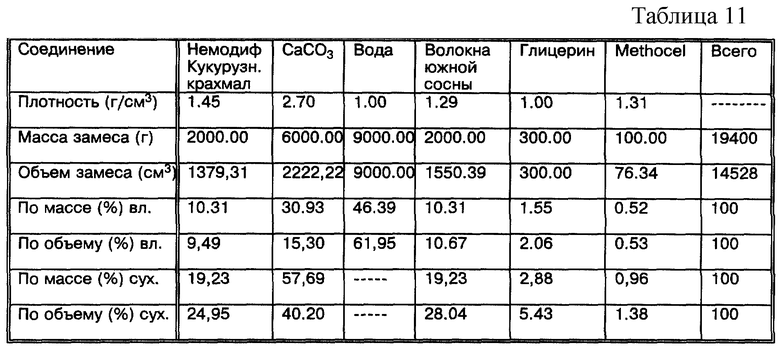
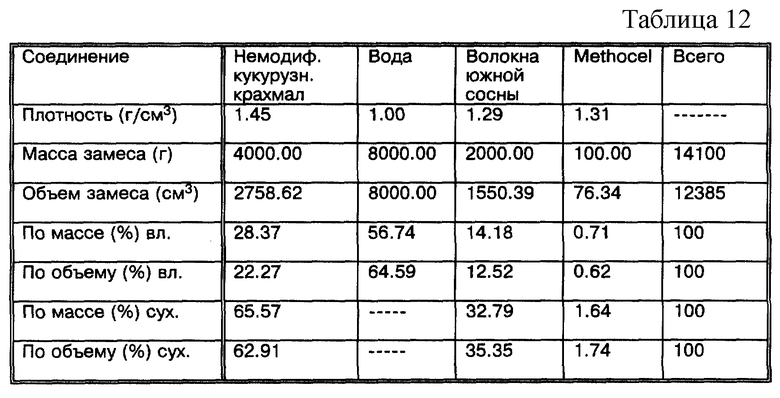
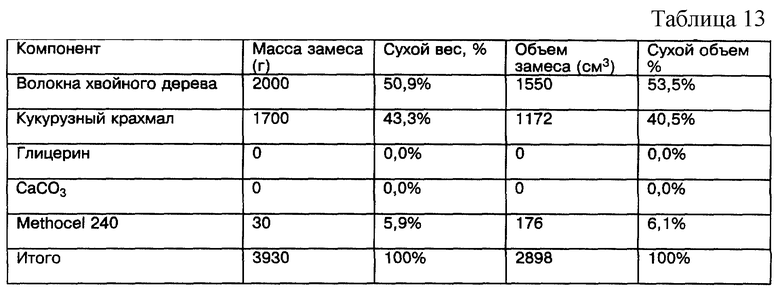
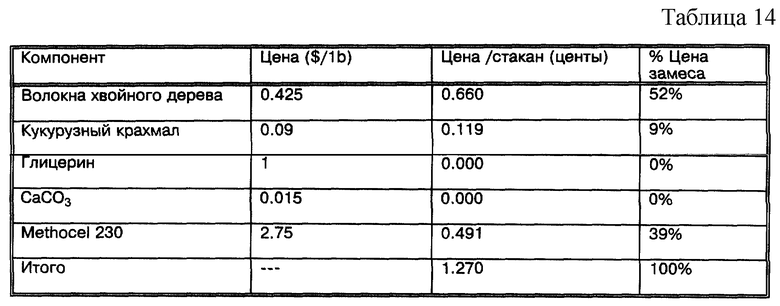
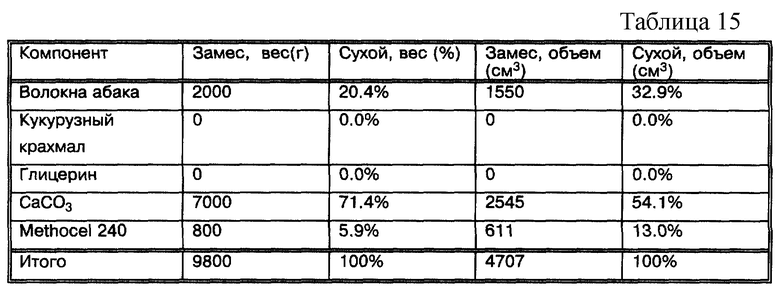
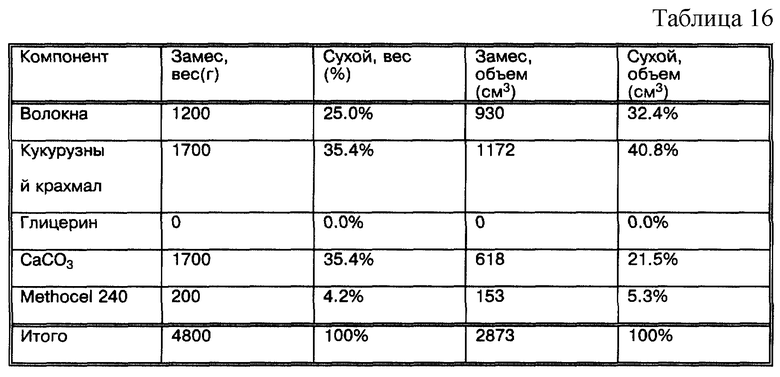
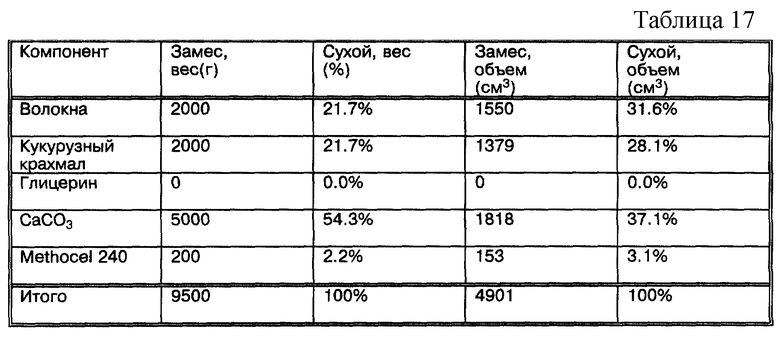
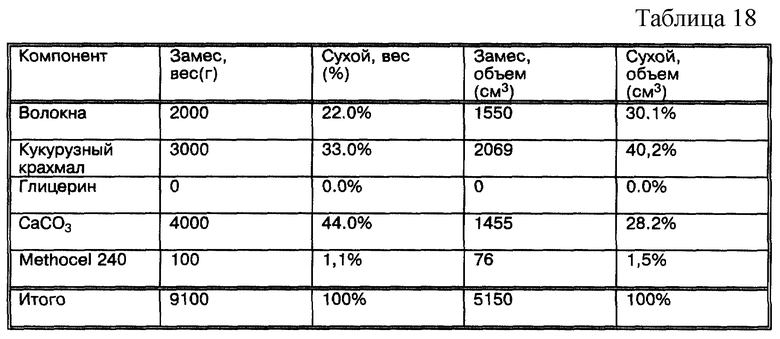
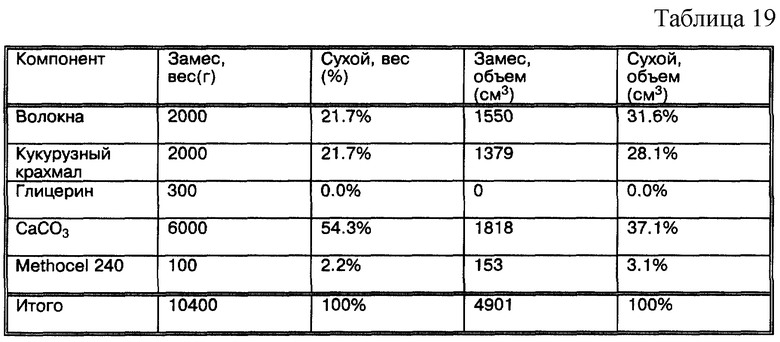
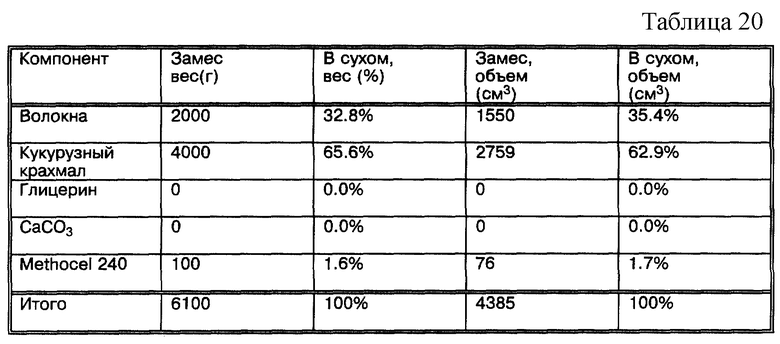
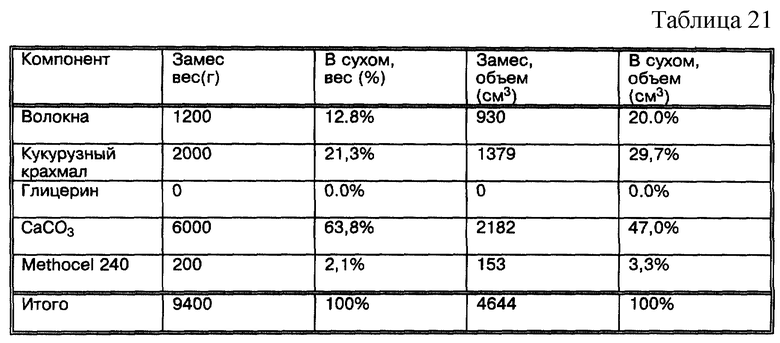
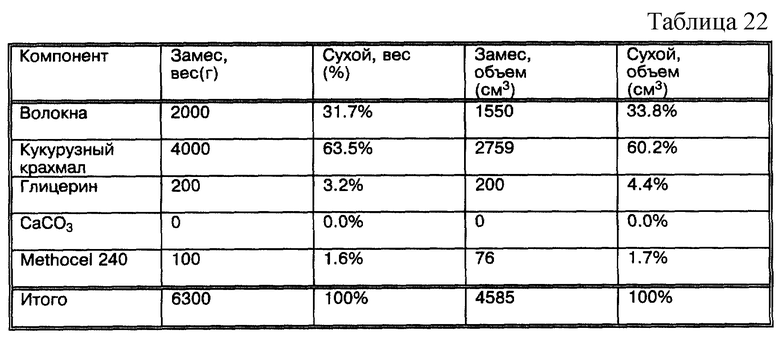
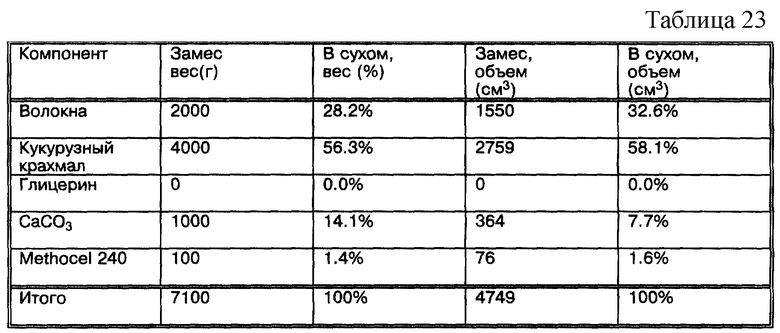
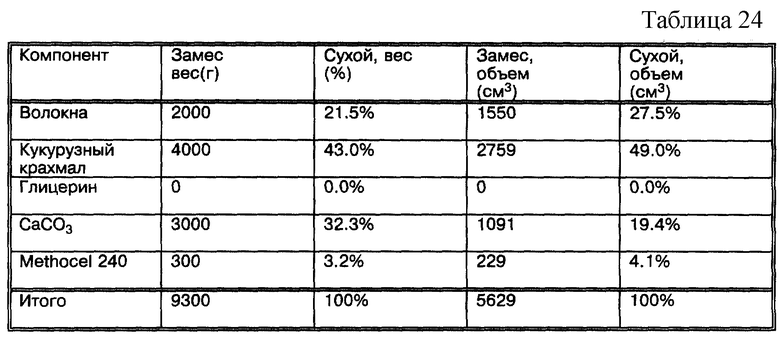
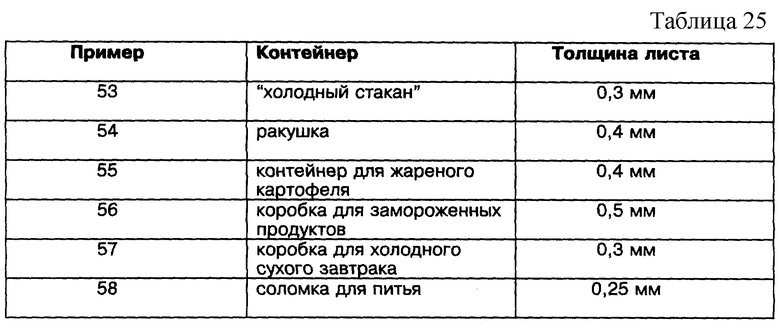
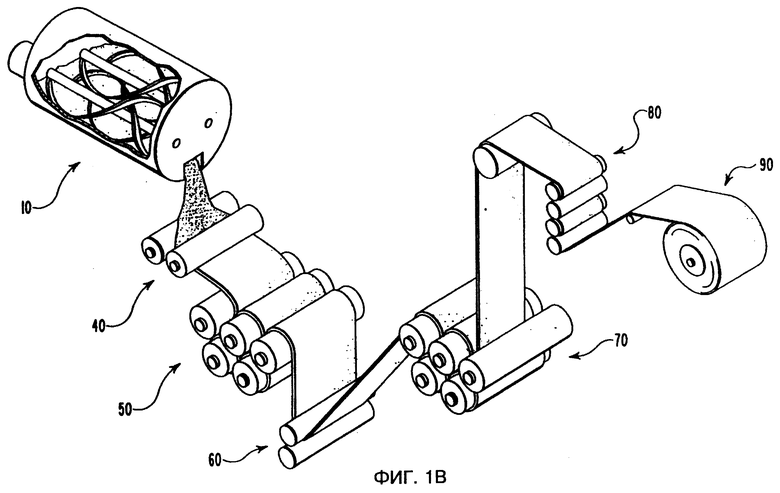
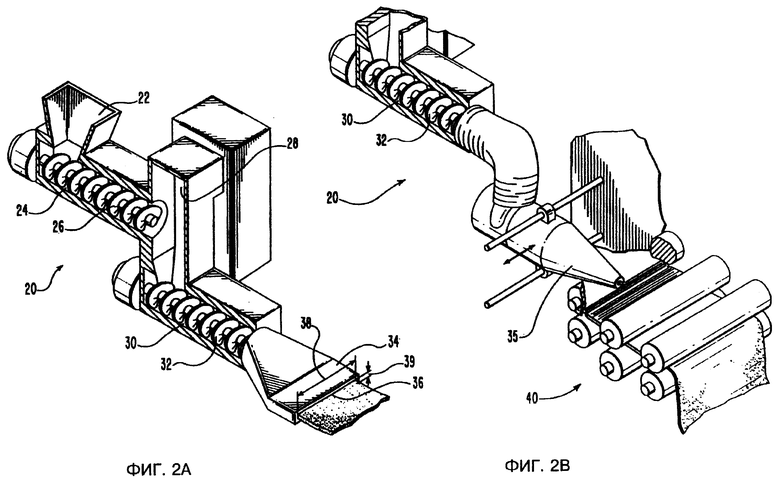
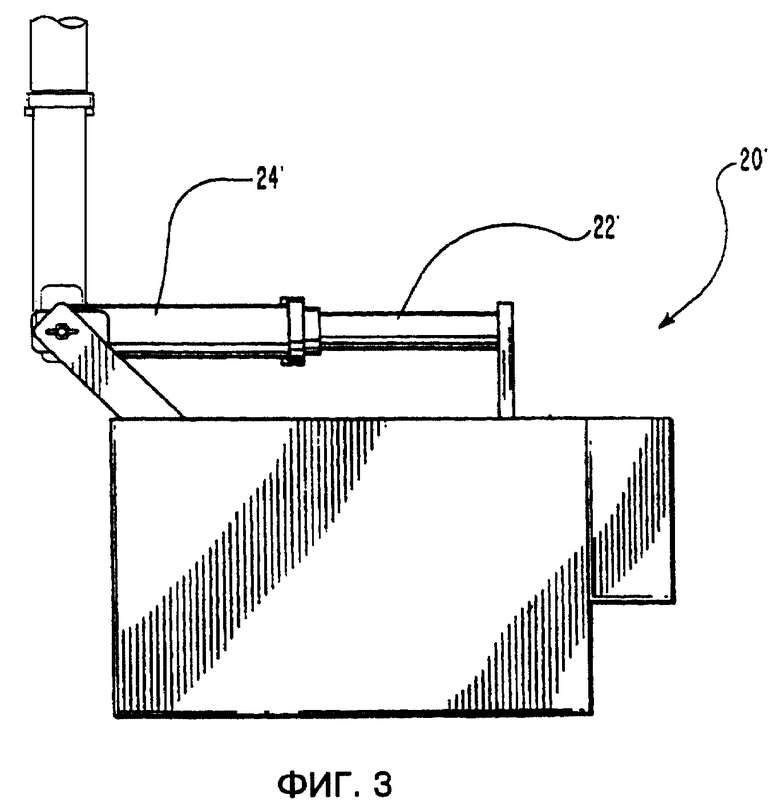
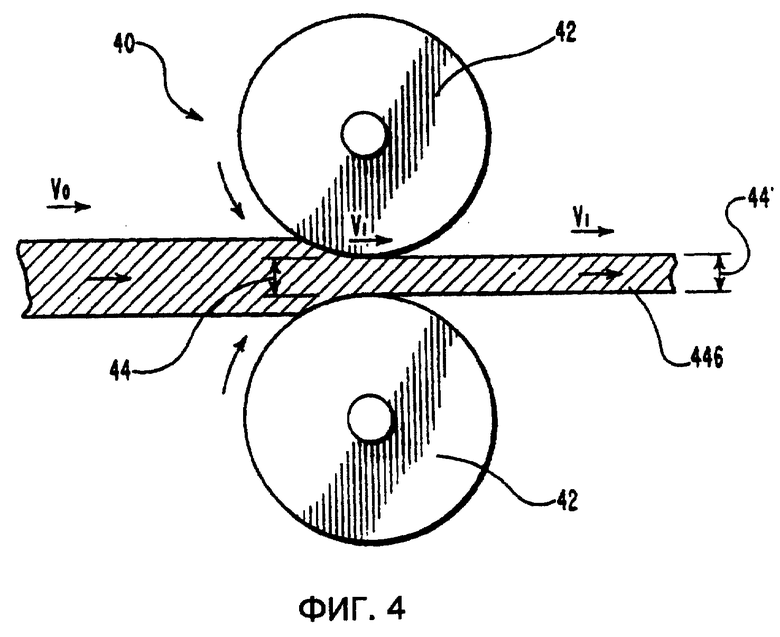
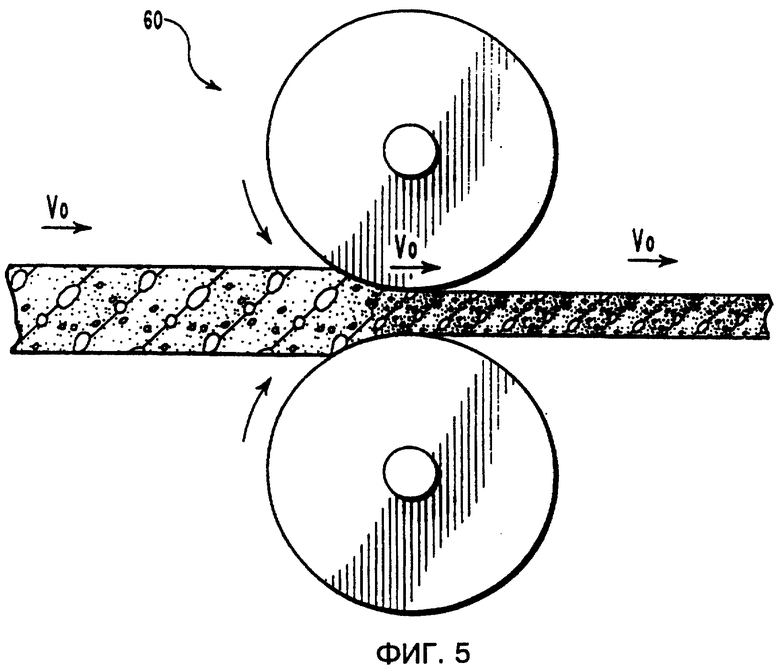
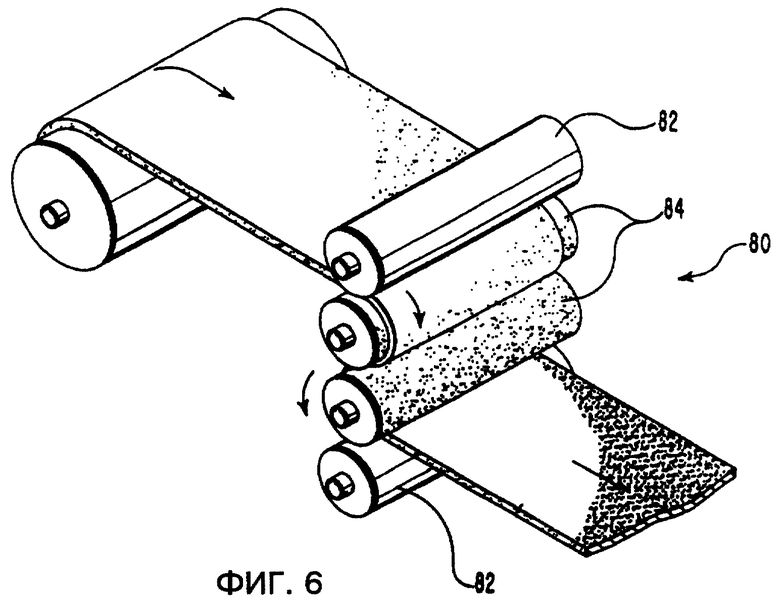
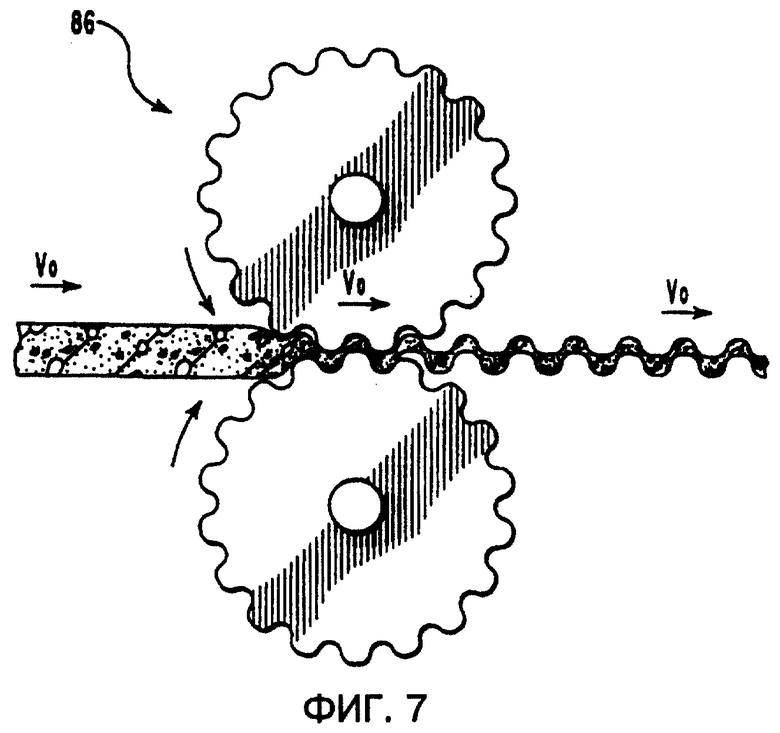
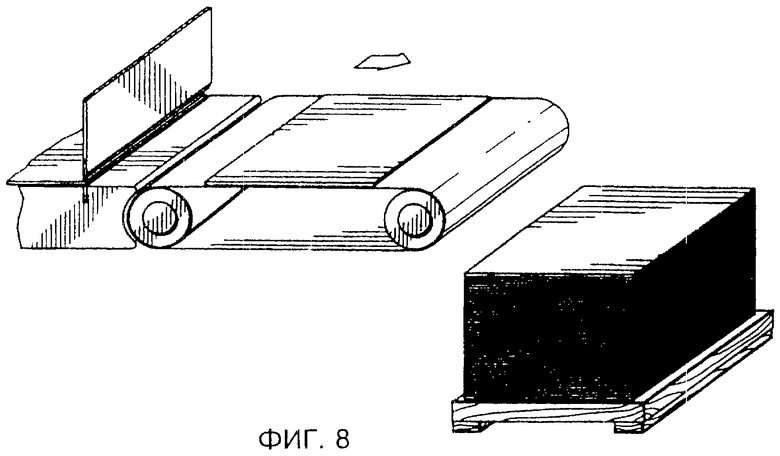
Изобретение относится к технологии изготовления формованных листов, имеющих связанную крахмалом матрицу, армированную волокном, и может быть использовано для изготовления обыкновенной бумаги и картона. Композицию для изготовления листов получают смешиванием воды, гранул немодифицированного и нежелатинированного крахмала, простого эфира целлюлозы, волокнистого материала и практически однородно диспергированного в композиции необязательного неорганического минерального наполнителя. Композиция имеет предел текучести от примерно 2 кПа до примерно 5 МПа. Волокнистый материал может иметь отношение длины к толщине волокна, превышающее примерно 10:1, и практически однородно распределяется в композиции. Композиции формуют в листы, пропуская их между одним или несколькими комплектами нагретых валков до получения сырых листов. Эфир целлюлозы при нагреве образует оболочку на наружной поверхности листа, при этом гранулы крахмала не прилипают к валкам при дальнейшем желатинировании крахмала. Крахмал и эфир целлюлозы образуют связующую матрицу листа, в которой диспергированы волокна и необязательно неорганический наполнитель. Из листов можно получать различные изделия, в частности контейнеры для продуктов питания и напитков. Полученные листы обладают свойствами, не уступающими листам из картона, пластика или металла. Производство таких листов является экономичным и экологически безвредным. 3 с. и 73 з.п. ф-лы, 25 табл., 8 ил.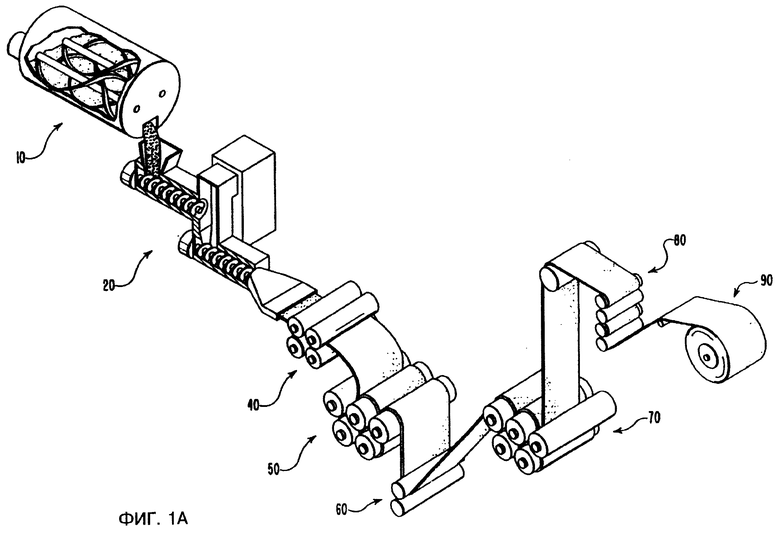
| US 5376320 A, 27.12.1994 | |||
| Композиция для получения формованных изделий | 1973 |
|
SU627759A3 |

