Предложенная группа изобретений относится к области металлургии, в частности к литейному производству, и может быть использована для производства плоских слитков методом непрерывного горизонтального литья.
Известен способ непрерывного горизонтального литья плоских слитков, согласно которому жидкий расплав из разливочного ковша подается в кристаллизатор, где формируется твердый слиток, периодически вытягиваемый тянущими валками (Патент Австрии N 369299, В 22 D 11/14, 1982) [1].
К недостаткам известного способа следует отнести его низкую производительность вследствие формирования одного слитка, а также использование в качестве емкости с жидким расплавом разливочного ковша, при опорожнении которого требуется его замена, что вызывает необходимость остановки литья.
Известен способ непрерывного горизонтального литья, согласно которому плоские слитки формируются в едином кристаллизаторе, и вытягиваются в противоположные стороны.
Установка для осуществления данного способа содержит металлоприемник, размещенный под ним кристаллизатор с противоположными выходными отверстиями и тянущее устройство (SU 899248 В 22 D 11/14, 23.01.1982) [2], (SU 916067 B 22 D 11/14, 30.03.1982) [3].
Поскольку в известных способе и установке осуществляется формирование одновременно двух слитков, то они имеют производительность выше, чем у предшествующего аналога, однако, ввиду вытягивания слитков в противоположные стороны эти установки имеют чрезмерно большие габариты и для их размещения требуются большие площади, что является их недостатком.
Известен способ многоручьевого непрерывного горизонтального литья плоских слитков, в котором расплав из металлоприемника подают в кристаллизаторы, формируют в них слитки, которые периодически вытягивают в одну сторону и защищают (Проспект фирмы "МЕТАТЕРМ" с выставки "Металлургия-91", состоявшейся 21-26 февраля 1991 г. в г.Москве [4]).
Установка для осуществления данного способа включает плавильную печь, металлоприемник, кристаллизаторы, расположенные рядом в одной горизонтальной плоскости, тянущее и зачистное устройства.
Основными недостатками известного способа и установки являются их недостаточная производительность, вызванная одновременным формированием только двух слитков.
Увеличение числа ручьев более двух практически неосуществимо, поскольку это потребует установку металлоприемника больших габаритов, что необходимо для подсоединения к нему всех кристаллизаторов.
Кроме того, установка занимает большую площадь и требует наличия самостоятельного комплекта обслуживающего оборудования на каждом ручье установки после выхода из кристаллизаторов.
Известен кристаллизатор для непрерывного литья в виде водоохлаждаемого графитового вкладыша, в котором осуществляется получение двух слитков, расположенных друг над другом, из одного металлоприемника (SU 430951, В 22 D 11/14) 06.06.1974) [5].
Недостаток этого кристаллизатора - неприспособленность для литья плоских слитков, поскольку отвод тепла осуществляется с периферии вкладыша, а охлаждение стенок между ручьями отсутствует.
Известен кристаллизатор установки непрерывного литья плоских слитков, содержащий два кристаллизатора, состоящих из графитовых вкладышей, заключенных в охлаждаемые рубашки, при этом кристаллизаторы расположены в одной рубашке, при этом кристаллизаторы расположены в одной горизонтальной плоскости [4].
Недостаток - громоздкость металлоприемника, т.к. при отливке широких полос (500 мм) требуется большое расстояние между осями кристаллизаторов. Кроме того, при этом необходимо изготовление удвоенного количества однотипных видов оборудования, что удорожает стоимость установки и занимает большую площадь.
Известны тянущие устройства, включающие зажимные элементы, удерживающие слиток, выходящий из кристаллизатора, в течение определенного заданного периода времени, и механизм перемещения слитка, представляющий собой пару приводных роликов, которые совершают возвратно-поступательное перемещение на заданную величину - шаг вытяжки - (DE 1583611, В 22 D 11/14, 1984) [6].
Недостатком известного устройства является невозможность его использования в многоручьевых установках непрерывного литья с размещением слитков друг над другом.
Известно тянущее устройство для многоручьевой установки, в которым зажимные элементы и механизмы перемещения слитка размещены в едином корпусе, снабженном приводом возвратно-поступательного перемещения и каналами для прохода двух слитков, при этом сами зажимные элементы выполнены в виде прижимных роликов, опирающихся на наклонную поверхность -(SU 825272, В 22 D 11/14, 1985) [7].
Из RU 2027541 Cl B 22 D 11/04, 27.01.1995 [8] известен способ непрерывного многоручьевого горизонтального литья плоских слитков, установка для непрерывного многоручьевого горизонтального литья плоских слитков, многоручьевой кристаллизатор для этой установки и тянущее устройство. Известное изобретение является наиболее близким аналогом к предложенному изобретению.
Недостатками изобретения являются недостаточная производительность, громоздкость установки, невозможность размещения слитков друг над другом.
Желаемым техническим результатом является устранение недостатков прототипа [8].
Указанный технический результат достигается в части способа тем, что в известном способе непрерывного горизонтального литья плоских слитков, включающем расплавление шихты, подачу расплава из металлоприемника в полость кристаллизатора, формирование слитков, их периодическое вытягивание и последующую зачистку поверхности слитков, формирование слитков осуществляют с расположением их друг над другом, а зачистку производят одновременно всех слитков в период остановки вытягивания их из кристаллизатора путем строгания с обеих сторон в направлении, перпендикулярном направлению вытягивания.
В части установки для осуществления указанного способа технический результат достигается тем, что в известной установке непрерывного многоручьевого горизонтального литья плоских слитков, содержащей плавильную печь, металлоприемник, кристаллизатор, тянущее и зачистное устройства, плавильная печь совмещена с металлоприемником и выполнена в виде емкости, разделенной перегородкой, и выполнена в виде емкости, разделенной перегородкой на две сообщающие камеры: плавильную и раздаточную, а ручьи установки расположены друг над другой.
Указанный технический результат достигается тем, что в кристаллизаторе, содержащем водоохлаждаемые графитовые вкладыши, вкладыши установлены друг над другом, заключены в единый водоохлаждающий кожух и выполнены из отдельных панелей, образующих в состыкованном положении ручьи прямоугольного сечения, а в панелях, формирующих широкие грани слитка, перпендикулярно оси слитка выполнены сквозные каналы, в которых плотно размещены тонкостенные трубки, соединенные с патрубками подвода и отвода охладителя, установленными с обеспечением встречного движения охладителя в соседних трубках. При этом панели могут иметь форму пластин, форму швеллеров или двутавров.
Указанный технический результат достигается тем, что в предложенном тянущем устройстве, содержащем снабженный приводом возвратно-поступательного перемещения корпус с каналами для прохода слитков и зажимные элементы, установленные над каждым из каналов, зажимные элементы выполнены в виде клиньев, а устройство снабжено промежуточными пластинами, свободно установленными под каждым из клиньев, и поперечными рычагами, соединяющими клинья с корпусом и приводом зажимных элементов.
На фиг. 1 изображен общий вид установки для непрерывного многоручьевого горизонтального литья плоских слитков;
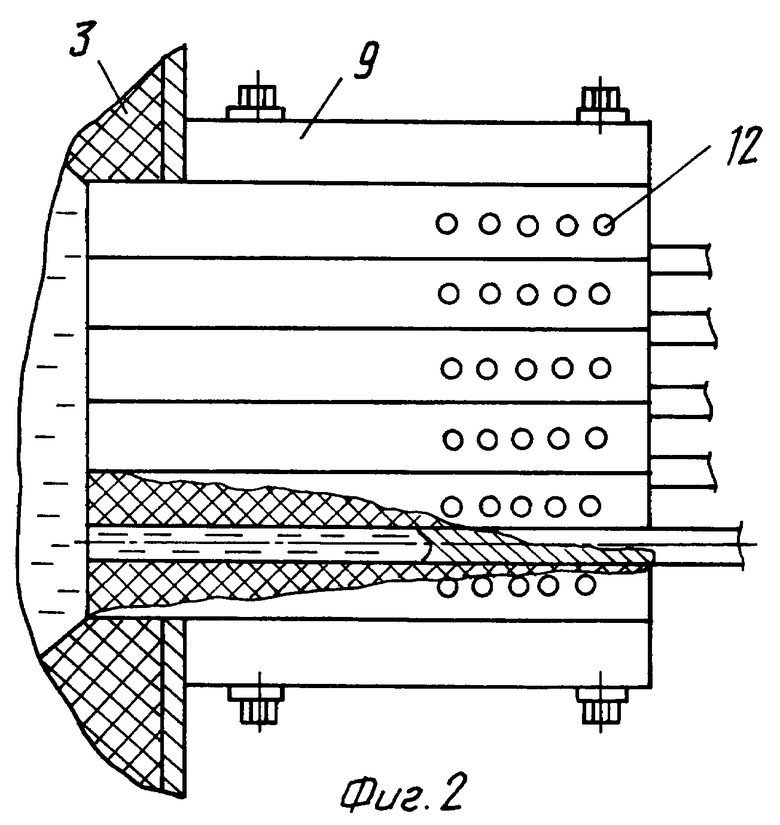
на фиг. 2 - общий вид могоручьевого кристаллизатора для непрерывного горизонтального литья плоских слитков;
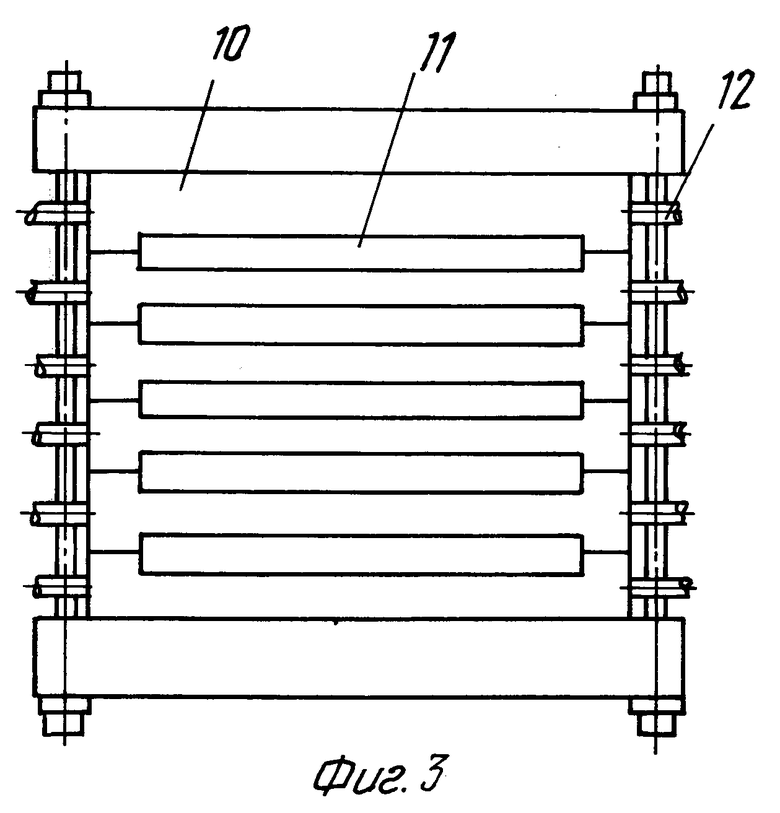
на фиг. 3 - то же, вид А;
на фиг. 4 - тянущее устройство для указанного кристаллизатора, общий вид;
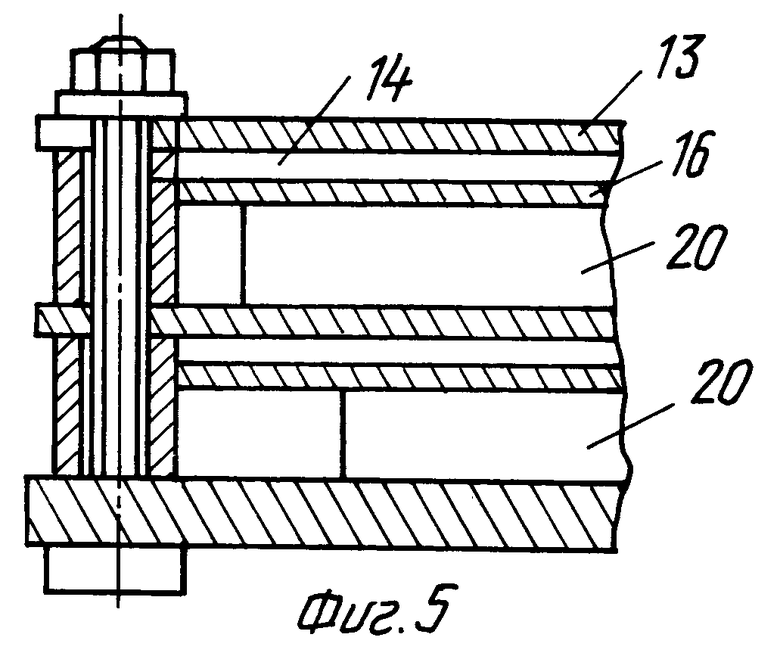
на фиг. 5 - то же, вид Б;
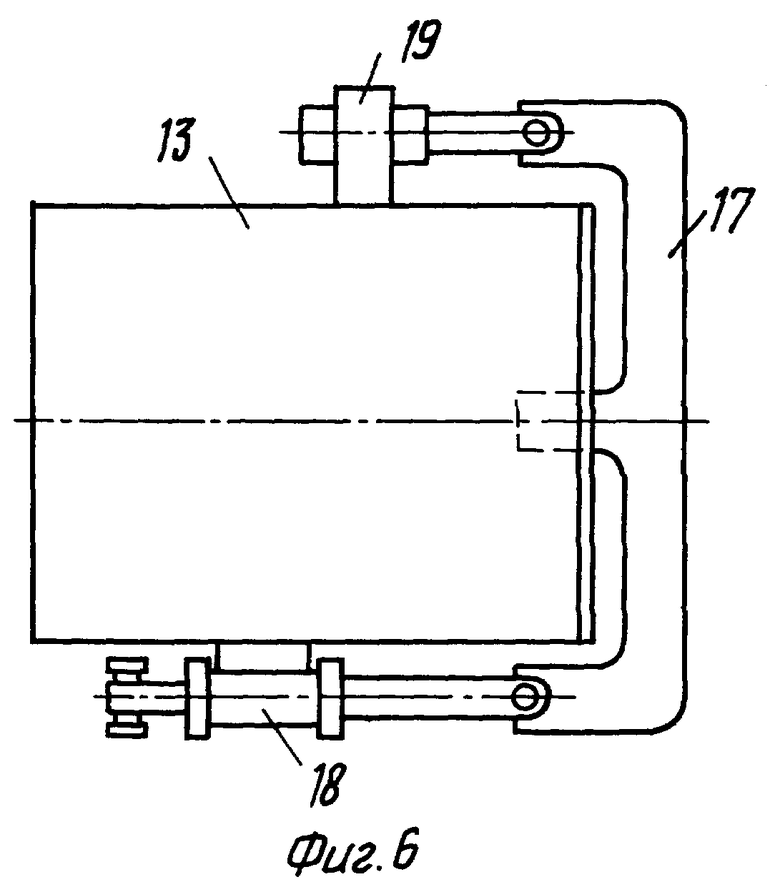
на фиг. 6 - то же, вид в плане;
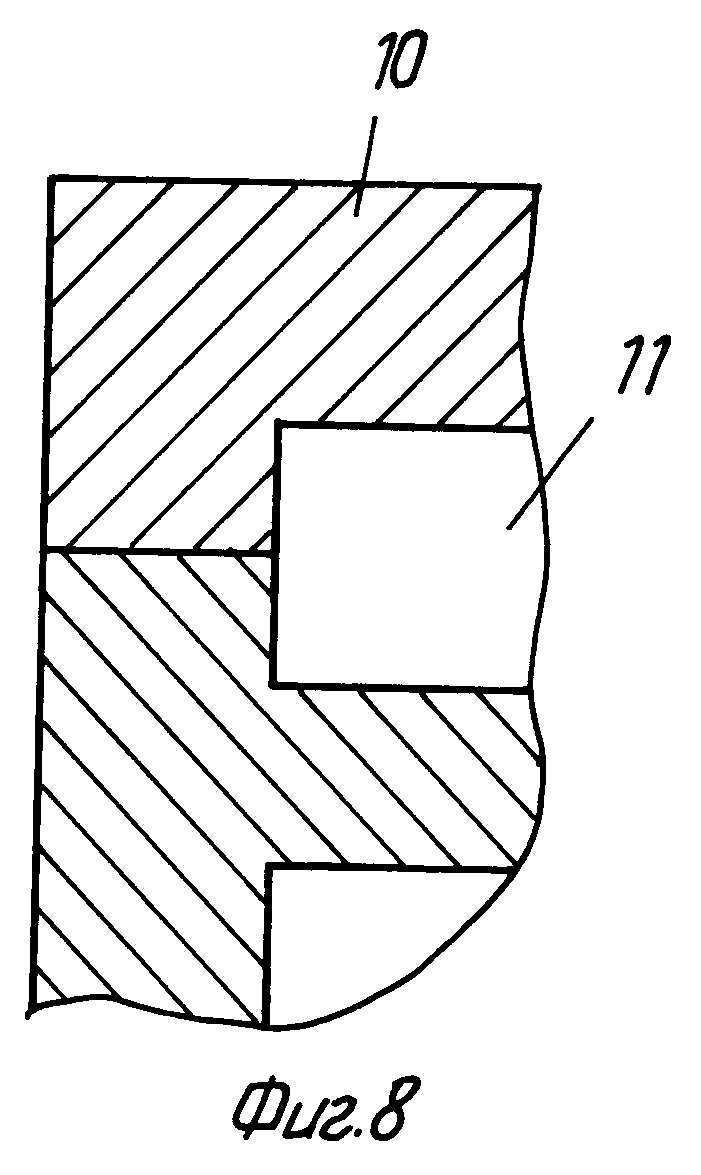
на фиг. 7 и 8 - варианты выполнения формообразующих каналов кристаллизатора.
Установка для непрерывного многоручьевого горизонтального литья плоских слитков содержит плавильную печь, металлоприемник с футерованным корпусом и ванной, разделенной вертикальной перегородкой 1 на две камеры: большую плавильную 2 и меньшую раздаточную 3, между собой камеры 2 и 3 сообщаются металлопроводом 4, выполненным в перегородке 1 в ее нижней части. Плавильная камера 2 снабжена генератором тепла, например индукционной канальной единицей 5.
Такое выполнение печи обеспечивает поддержание постоянным уровня расплава в раздаточной камере, что исключает оголение футеровки, смачивание ее расплавом и его окисление.
Сбоку к стенке раздаточной камеры 3 подсоединен многоручьевой кристаллизатор 6 для формирования в его рабочих каналах одновременно нескольких слитков, располагаемых один над другим.
На выходе из кристаллизатора 6 размещены тянущее устройство 7, устройство для зачистки слитков (условно не показано) и устройства для смотки 8 слитков в рулоны.
Способ непрерывного многоручьевого горизонтального литья плоских слитков осуществляется при работе описанной установки, что происходит следующим образом.
В плавильную камеру 2 печи-металлоприемника загружают шихту и проплавляют ее до получения в раздаточной камере 3 жидкой ванны с заданным уровнем, что обеспечивает заполнение формообразующих полостей (каналов) кристаллизатора 6 жидкий металлом. По мере формирования в кристаллизаторе 6 твердых слитков их вытягивают из кристаллизатора 6 на заданный шаг тянущим устройством 7. В момент паузы слитки фиксируются специальными средствами и производится зачистка поверхности слитков, для чего резцедержатели с резцами самостоятельным приводом вводятся в пространство между ручьями, начинают перемещение и осуществляют рабочий ход поперек оси слитков, при этом производится снятие поверхностного слоя металла полосой, ширина которой превышает величину шага вытяжки слитка.
По окончании обработки резцы совершают обратный ход и выводятся из межслиточного пространства, после чего производится вытягивание слитков на очередной шаг вытяжки, и цикл обработки повторяется.
Совмещение процессов литья слитков и обработки их поверхности позволяет повысить производительность процесса литья за счет рационального использования временной паузы между вытяжками слитков, являющейся неотъемлемой частью технологии литья. Указанный процесс совмещения происходит на всех отливаемых слитках.
Кристаллизатор для описанной установки состоит из металлического водоохлаждаемого кожуха 9, в котором заключены панели 10 из графита, состыкованные таким образом, что они образуют между собой ряд полостей 11, расположенных друг над другом и являющихся формообразующими каналами кристаллизатора.
В панелях 10, оформляющих широкие грани слитков, выполнены сквозные отверстия, в которые помещены тонкостенные трубки 12, соединенные на концах с патрубками, подключенными к источнику охладителя, при этом расположение подводящих и отводящих патрубков осуществлено в шахматном порядке, что обеспечивает течение охладителя в соседних трубках 12 навстречу друг другу.
Собранный пакет панели 10 жестко закреплен внутри кожуха 9, например, с помощью болтового соединения и вмонтирован в стенку раздаточной камеры 3 печи металлоприемника.
В поперечном сечении панели 10 могут быть выполнены в виде плоских пластин (фиг. 7), либо в виде швеллеров и двутавров (фиг. 8).
Работа кристаллизатора осуществляется следующим образом.
Расплавленный в печи металл поступает в полость раздаточной камеры 3 и оттуда в каждый из каналов, образованных панелями 10.
Благодаря интенсивному охлаждению водой, циркулирующей в трубках 12, происходит интенсивный теплосъем от жидкого металла, и последний кристаллизуется в формообразующих каналах и выходит из них в виде твердых слитков.
Наличие каналов в панелях 10, а также встречное движение охладителя в трубках 12 позволяет в наибольшей мере не только осуществить интенсивный отбор тепла, но и выравнивать тепловое поле кристаллизатора, а соответственно и слитка во ширине.
Использование кристаллизатора данной конструкции позволит повысить производительность литья за счет более компактного расположения слитков, увеличения числа ручьев без увеличения габаритов, а также за счет обеспечения быстрой переналадки формообразующих каналов на требуемые размеры путем замены отдельных панелей, а не всего графитового вкладыша, как в известных решениях. Это также позволяет уменьшить расходы на литье в связи с отсутствием необходимости иметь в наличии вкладыши всех типоразмеров - достаточно иметь минимум панелей, путем стыковки которых обеспечивается широкий диапазон размеров отливаемых слитков.
Тянущее устройство содержит корпус 13 с приводом (условно не показан). В корпусе выполнены каналы 14, через которые производится вытягивание отливаемых слитков. На выходе из каждого канала установлены зажимные элементы, представляющие собой клинья 15 и свободно установленные под ними промежуточные пластины 16. Посредством поперечных рычагов 17 клинья 15 соединены с приводами зажимных элементов - гидроцилиндрами 18, закрепленными на корпусе 13.
Для изменения положения установки клиньев 15 в зависимости от толщины отливаемых слитков предусмотрены регулируемые опоры 19.
Работа устройства осуществляется следующим образом.
По технологическим условиям горизонтального непрерывного литья вытягивание слитка из кристаллизатора производится периодически, для чего корпус 13 с зажимами совершает возвратно-поступательное перемещение.
При вытягивании слитка рабочая жидкость поступает в одну из полостей гидроцилиндра 18, клинья 15 прижимают слитки 20 через пластины 16 к поверхности каналов 14, после чего происходит вытягивание слитков 20 на один шаг.
Для освобождения зажима жидкость подается в другую полость гидроцилиндра 18 и клинья 15 освобождают слитки 20, а сам корпус 13 с зажимами возвращается в исходное положение. Последующий шаг вытягивания производится тем же образом.
При литье сплавов, склонных при вытягивании из кристаллизатора к трещинообразованию, в целях устранения трещин, слитки перед периодом вытягивания подаются на 1-3 мм обратно в кристаллизатор, для чего при обратном ходе зажим слитков клиньями производится за 1-3 мм до конца возвратного хода с последующим циклом вытягивания слитков.
Изобретение позволяет обеспечить достаточную надежность зажима слитков при расположении их друг над другом без деформирования их поверхности.
Возможность регулирования опоры позволяет одновременно и синхронно производить отливку нескольких слитков. Кроме того, обеспечивается возможность остановки одного или нескольких слитков при работе остальных путем отключения рычагов от опоры, а расположение клиньев по оси слитка позволяет одновременно отливать слитки разной ширины (фиг. 5) без дополнительной переустановки клиньев.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ | 1997 |
|
RU2162767C2 |
| СПОСОБ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ, УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА, МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР, ТЯНУЩЕЕ УСТРОЙСТВО И МОТАЛКА ДЛЯ СМАТЫВАНИЯ СЛИТКА В БУНТЫ ДЛЯ ЭТОЙ УСТАНОВКИ | 1993 |
|
RU2027541C1 |
| МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ ИЗ МЕДИ И ЕЕ СПЛАВОВ | 1999 |
|
RU2179494C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ | 1997 |
|
RU2162769C2 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ВЕРТИКАЛЬНОГО ЛИТЬЯ ТРУБНЫХ ЗАГОТОВОК | 2002 |
|
RU2211745C1 |
| ЛИНИЯ МНОГОРУЧЬЕВОГО НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ ЗАГОТОВОК | 1991 |
|
RU2048969C1 |
| МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР ДЛЯ ГОРИЗОНТАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ ПРУТКОВЫХ ЗАГОТОВОК | 1995 |
|
RU2082541C1 |
| СПОСОБ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ, УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА, КРИСТАЛЛИЗАТОР И УСТРОЙСТВО ДЛЯ ВЫТЯЖКИ СЛИТКА | 2005 |
|
RU2304484C2 |
| МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1991 |
|
RU2048242C1 |
| Тянущая клеть горизонтальной многоручьевой машины непрерывного литья | 1988 |
|
SU1675036A1 |


Группа изобретений относится к области металлургии, в частности к способам и устройствам для многоручьевого горизонтального непрерывного литья. Способ литья заключается в подаче расплавленной шихты в полость кристаллизатора, периодическом вытягивании формирующихся друг над другом слитков и последующей зачистке поверхности. Осуществляют зачистку всех слитков одновременно путем строгания с обеих сторон в направлении, перпендикулярном направлению разливки, в период остановки вытягивания. Установка характеризуется выполнением ручьев, располагаемых друг над другом. Кристаллизатор выполнен с формообразующими каналами, образованными панелями в состыкованном положении. В панелях, формирующих грани слитков, установлены трубки, соединенные с патрубками подвода и отвода охладителя. Патрубки установлены с обеспечением движения охладителя в соседних трубках встречно. Тянущее устройство имеет корпус с каналами для прохода слитков и зажимные элементы. Корпус снабжен приводом возвратно-поступательного перемещения. Зажимные элементы выполнены в виде клиньев с промежуточными пластинами. Промежуточные пластины связаны с приводом через поперечные рычаги. Изобретение позволяет повысить производительность процесса, а также уменьшить габариты устройства и числа вспомогательного оборудования. 4 с. и 2 з.п.ф-лы, 8 ил.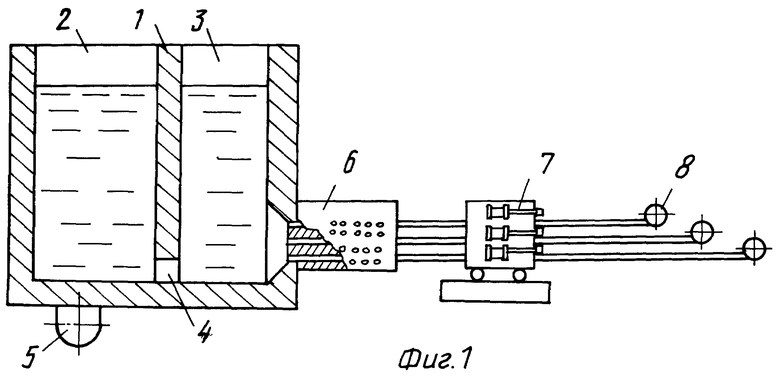
| СПОСОБ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ, УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА, МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР, ТЯНУЩЕЕ УСТРОЙСТВО И МОТАЛКА ДЛЯ СМАТЫВАНИЯ СЛИТКА В БУНТЫ ДЛЯ ЭТОЙ УСТАНОВКИ | 1993 |
|
RU2027541C1 |
| US 4633934 А, 06.01.1987 | |||
| 0 |
|
SU289869A1 | |
| EP 00809907 А1, 08.06.1983 | |||
| JP 63126644 А, 30.05.1988. | |||

