Изобретение относится к металлургии, в частности к устройствам для непрерывного литья металлов и сплавов.
Известен многоручьевой кристаллизатор установки горизонтального непрерывного литья, выполненный в виде графитового моноблока, по окружности которого выполнены отверстия, образующие рабочие каналы кристаллизатора [1].
Неохлаждаемая часть кристаллизатора выполнена конусной и введена в стенку металлоприемника, а другой конец кристаллизатора помещен в медную водоохлаждаемую рубашку.
Основным недостатком известного кристаллизатора является высокая стоимость качественного графита, необходимого для осуществления процесса, поскольку при разгаре любого из рабочих каналов надо менять весь блок.
Кроме того, монолитность корпуса недостаточно отвечает теплотехническим условиям для формирования качественного слитка и высоких скоростей литья, согласно которым в зону кристаллизации со стороны металлоприемника должен поступать горячий расплав, а с противоположной - осуществляться интенсивный отвод тепла.
Наиболее близким к описываемому изобретению является многоручьевой кристаллизатор непрерывного горизонтального литья, содержащий корпус, состоящий из отдельных частей: охлаждаемой и неохлаждаемой, соединенных между собой посредством резьбовых графитовых втулок, внутренние полости которых являются формообразующими каналами кристаллизатора [2].
Винтовое соединение обеих частей кристаллизатора с помощью резьбовых втулок обеспечивает надежное и плотное соединение касающихся поверхностей кристаллизатора.
Однако и этому кристаллизатору присущи недостатки, среди которых главным является несовершенная теплотехническая работа кристаллизатора.
Это связано с тем, что части кристаллизатора выполняются из одного материала, тогда как условия формирования слитка требуют организацию по длине формообразующей полости разных тепловых зон: до зоны кристаллизации необходимо минимальное охлаждение расплава для придания ему хорошей жидкотекучести с целью питания кристаллизующегося слитка, в охлаждаемой же необходим интенсивный регулируемый отвод тепла для получения качественного слитка и максимальной производительности.
Иными словами, в известном решении не учитываются изложенные выше требования, а именно неохлаждаемый участок необходимо выполнять из нетеплопроводного материала, а охлаждаемый - из высокотеплопроводного.
Указанная задача решена за счет того, что в известном решении, содержащем корпус с охлаждаемой и неохлаждаемой частями, соединяемыми втулками, помещенными в отверстия корпуса и полости которых являются формообразующими каналами кристаллизатора, при этом втулки соединены с охлаждаемой частью корпуса резьбовыми соединениями, согласно изобретению кристаллизатор снабжен дополнительной зоной охлаждения, обе части корпуса отделены друг от друга слоем теплоизолирующего материала, неохлаждаемая часть корпуса выполнена из огнеупорного материала, а охлаждаемая - металлической со щелевой водоохлаждаемой рубашкой, втулки выполнены составными - графитовыми, расположенными в неохлаждаемой и охлаждаемой частях корпуса и медными, ввинченными в отверстия охлаждаемой части корпуса со стороны выходного торца кристаллизатора до соприкосновения с графитовыми втулками.
Кроме того, кристаллизатор может быть выполнен с частными формами исполнения:
- концы медных втулок расположены в дополнительной зоне охлаждения.
- в медных втулках выполнены радиальные каналы для подачи в формообразующий канал кристаллизатора смазки и\или защитного газа.
- дополнительная зона охлаждения выполнена в виде кольцевого спреера, общего для всех ручьев.
- дополнительная зона охлаждения выполнена в виде индивидуальных спрееров для каждого ручья.
- торцы графитовых втулок, располагаемые в неохлаждаемой части корпуса, выполнены коническими.
Снабжение кристаллизатора дополнительной зоной охлаждения позволяет интенсифицировать формирование слитка, повысить его качество и прозводительность процесса.
Наличие между охлаждаемой и неохлаждаемой частями корпуса слоя теплоизолирующего материала позволяет обеспечить тепловую изоляцию неохлаждаемой части от излишнего охлаждения и тем самым осуществить формирование качественного слитка за счет поступления в зону кристаллизации горячего металла.
При этом в качестве теплоизолирующего материала могут быть использованы асбоглинянные и асбоцементные смеси и другие материалы, используемые в обычной практике литья.
Выполнение неохлаждаемой части корпуса из огнеупорного материала позволит сохранить ее форму в расплавленном металле, исключить чрезмерные потери тепла от этой части кристаллизатора и тем самым сохранить тепло жидкого металла для подпитки им зоны кристаллизации.
В качестве огнеупорного материала могут использоваться любые из применяемых в практике литья огнеупоры или огнеупорные массы, в частности графит.
Выполнение охлаждаемой части корпуса металлической позволит более интенсивно отвести тепло из зоны кристаллизации циркулирующей в охлаждаемой рубашке водой.
В качестве материала для этой части корпуса можно применять любые из традиционно используемых металлов, в частности медь, сталь и др.
Выполнение втулок составными направлено на создание различных тепловых условий в формообразующем канале кристаллизатора, в графитовой части формируется слиток, а медная втулка повышает интенсивность теплоотвода. При этом зона кристаллизации смещается в зону расплавленного металла, что позволяет повысить скорость литья.
Резьбовое соединение медных втулок с охлаждаемой частью не только способствует продольной фиксации их в канале, но и, повышая площадь контакта с охлаждаемой частью кристаллизатора, увеличению отвода тепла от кристаллизующегося слитка.
Выполнение в медных втулках радиальных каналов направлено на снижение трения в зоне скольжения затвердевшего слитка, либо подачи инертного газа для защиты поверхности слитка от окисления.
В основном при кристаллизации слитков в дополнительной зоне охлаждения, называемой часто вторичной, осуществляется подача охладителя непосредственно на слиток, например при отливке металлов и сплавов с узким интервалом кристаллизации.
Однако при отливке металлов с широким интервалом кристаллизации (сложные латуни, бронзы и т.п.), целесообразно осуществлять охлаждение слитка через промежуточную разделительную стенку, которой и является удлиненная медная втулка при расположении ее в зоне дополнительного охлаждения.
Целесообразно выполнить эту зону в виде хорошо зарекомендовавших себя спрееров, создающих большую площадь контакта охлаждающего агента с поверхностью слитка. При необходимости очень высоких скоростей охлаждения, для управления процессом кристаллизации на отдельных ручьях, спрееры выполняются индивидуальными на каждом ручье.
Изобретение иллюстрируется чертежами, на которых изображено:
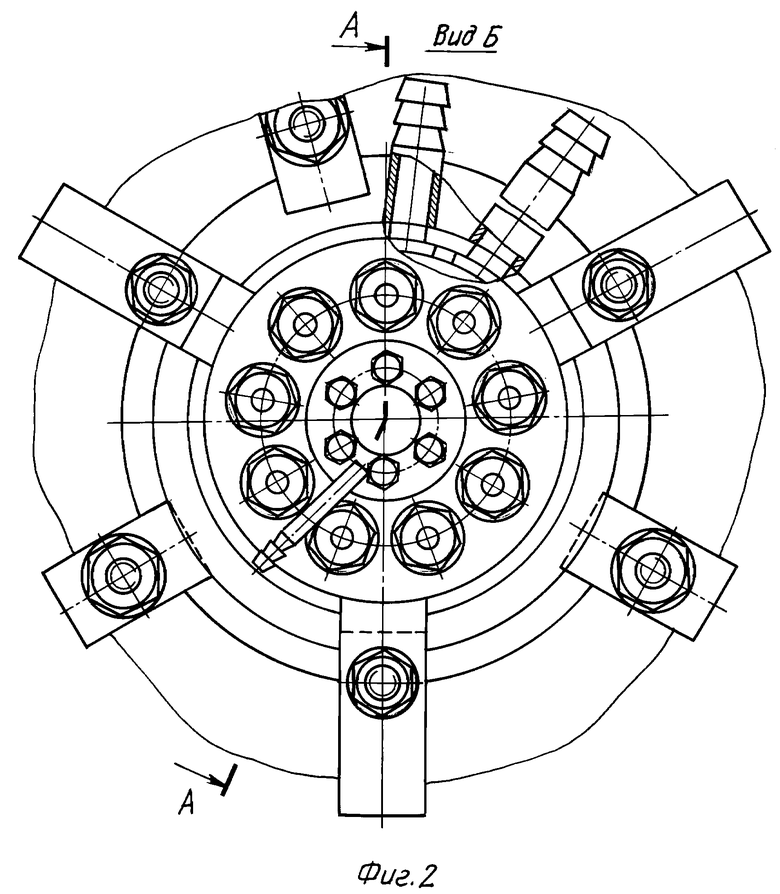
На фиг. 1 показан общий вид кристаллизатора, на фиг. 2 - вид "Б".
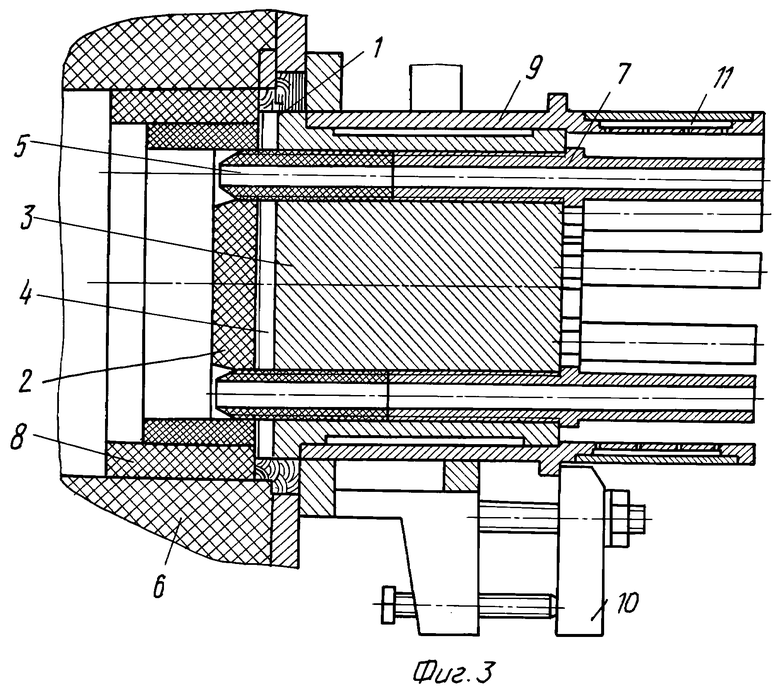
На фиг. 3 - то же с удлиненными медными втулками и общим кольцевым спреером дополнительной зоны охлаждения.
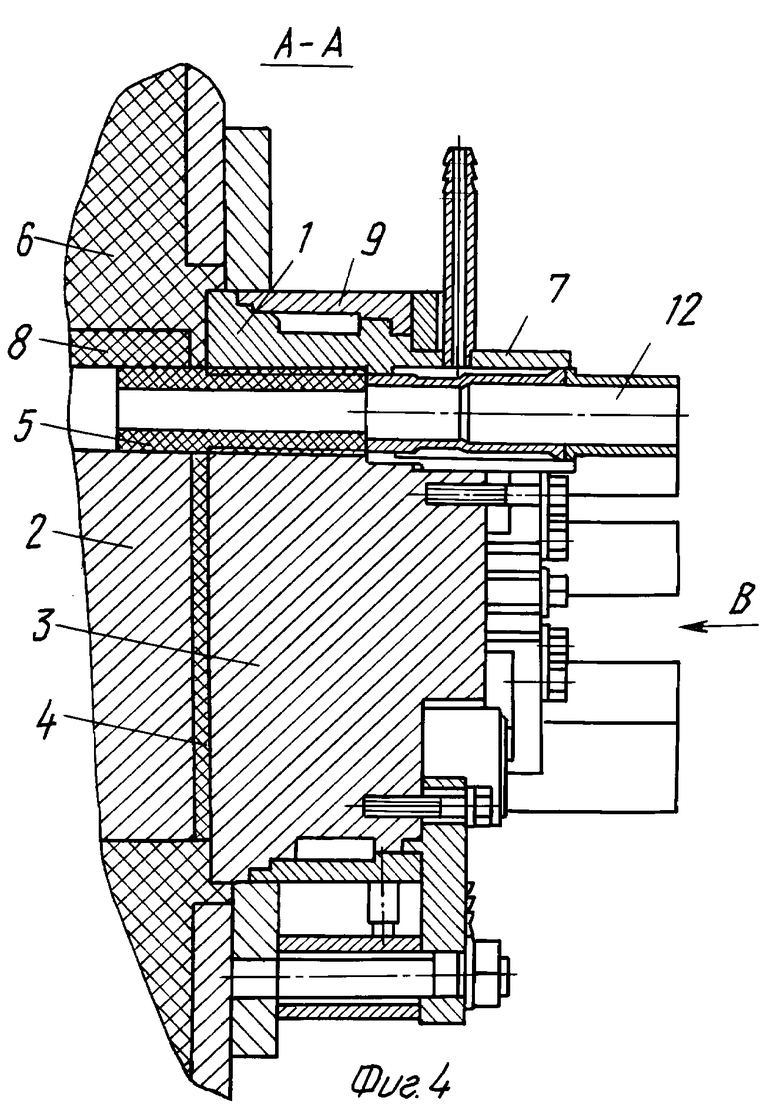
На фиг. 4 - то же с индивидуальными спреерами в дополнительной зоне охлаждения.
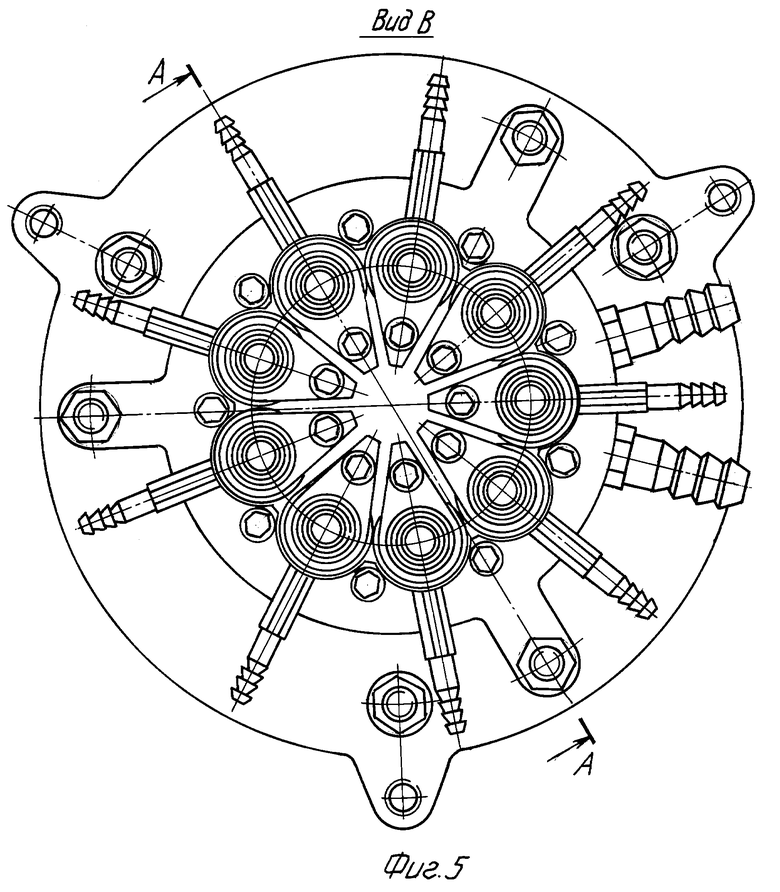
На фиг. 5 - вид кристаллизатора с торца.
Многоручьевой кристаллизатор состоит из корпуса 1, включающего неохлаждаемую часть 2, выполненную, например, из графита и охлаждаемую часть 3, выполненную из меди.
В корпусе 1 выполнены сквозные отверстия, причем в охлаждаемой части 3 отверстия снабжены резьбой. Между частями 2 и 3 корпуса 1 выполнен слой теплоизолирующего материала 4, например из асбестографитовой массы.
Графитовые втулки 5 ввинчены в отверстия охлаждаемой части 3 со стороны металлоприемника 6, и на их свободные концы насажена неохлаждаемая часть 2 корпуса 1.
Со стороны металлоприемника 6 концы графитовых втулок 5 могут быть выполнены коническими (фиг. 3).
Со стороны выхода из кристаллизатора в его охлаждаемую часть 3 ввинчены медные втулки 7 до соприкосновения с графитовыми втулками 5. В состыкованном состоянии втулки 5 и 7 служат формообразующими каналами кристаллизатора.
В металлоприемник 6 корпус 1 кристаллизатора посажен через промежуточную втулку 8, а на охлаждаемую часть 3 корпуса 1 надета стальная водоохлаждаемая рубашка 9.
В собранном состоянии кристаллизатор крепится к металлоприемнику 6 посредством, например, равномерно расположенных по окружности струбцин 10.
Корпус стальной водоохлаждаемой рубашки 9 может быть удлинен и в нем выполнен кольцевой спреер 11, образующий дополнительную зону охлаждения (фиг. 3).
Медные втулки 7 могут быть удлинены и расположены за пределами корпуса 1 кристаллизатора, при этом в некоторых случаях (при литье сплавов с широким диапазоном кристаллизации) длина их выступающей части располагается в дополнительной зоне охлаждения (фиг 3).
Дополнительная зона охлаждения может быть выполнена и в виде индивидуальных спрееров 12, охватывающих каждый из ручьев (фиг 4).
Сборка кристаллизатора осуществляется следующим образом:
Стальной корпус водоохлаждаемой рубашки 9 надевают на охлаждаемую медную часть 3 и в торцевой зазор между ними укладывают асбестовый шнур, покрытый краской. Накладывают прижимной фланец 13 и болтами 14 крепят фланец и стальной корпус водоохлаждаемой рубашки 9 к охлаждаемой части 3 корпуса 1.
В охлаждаемую часть 3 корпуса со стороны переднего его торца ввинчивают медные втулки 7, а с другой стороны графитовые втулки 5 до соприкосновения их торцов.
На другой торец охлаждаемой части 3 наносят слой теплоизолирующей массы 4 и на свободные концы графитовых втулок 5 надевают неохлаждаемую часть 2 корпуса 1 кристаллизатора и прижимают его.
Собранный кристаллизатор вставляют во втулку 8 металлоприемника и крепят к нему струбцинами 10. При этом слой теплоизоляционной массы уплотняется и часть ее заполняет зазоры по плоскости соприкосновения частей кристаллизатора.
Процесс литья в кристаллизаторе осуществляется обычным образом за счет периодического вытягивания слитка.
Литература
1. Горизонтальные установки непрерывной разливки металлов и сплавов в СССР и за рубежом. - Металлургическое оборудование (НИИИНФОРМТЯЖМАШ). 1970 г. N 16. с. 43.
2. Авторское свидетельство СССР N 289869, 1970. Кл. В 22 D 11/00.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ ИЗ МЕДИ И ЕЕ СПЛАВОВ | 1999 |
|
RU2179494C2 |
| СПОСОБ НЕПРЕРЫВНОГО МНОГОРУЧЬЕВОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ ПЛОСКИХ СЛИТКОВ, УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА, МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР И ТЯНУЩЕЕ УСТРОЙСТВО ДЛЯ ЭТОЙ УСТАНОВКИ | 1999 |
|
RU2161546C1 |
| СПОСОБ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ, УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА, МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР, ТЯНУЩЕЕ УСТРОЙСТВО И МОТАЛКА ДЛЯ СМАТЫВАНИЯ СЛИТКА В БУНТЫ ДЛЯ ЭТОЙ УСТАНОВКИ | 1993 |
|
RU2027541C1 |
| МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР ДЛЯ ГОРИЗОНТАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ ПРУТКОВЫХ ЗАГОТОВОК | 1995 |
|
RU2082541C1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ВЕРТИКАЛЬНОГО ЛИТЬЯ ТРУБНЫХ ЗАГОТОВОК | 2002 |
|
RU2211745C1 |
| Кристаллизатор с охлаждаемым дорном | 1979 |
|
SU869941A1 |
| СПОСОБ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ, УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА, КРИСТАЛЛИЗАТОР И УСТРОЙСТВО ДЛЯ ВЫТЯЖКИ СЛИТКА | 2005 |
|
RU2304484C2 |
| Горизонтальный кристаллизатор дляНЕпРЕРыВНОй РАзлиВКи | 1977 |
|
SU806237A1 |
| Кристаллизатор для непрерывного литья полых заготовок | 1981 |
|
SU971563A1 |
| МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1991 |
|
RU2048242C1 |
Изобретение относится к металлургии, в частности к устройствам для непрерывного горизонтального литья металлов и сплавов. Кристаллизатор состоит из корпуса, включающего неохлаждаемую часть, примыкающую к металлопроводу металлоприемника и выполненную из огнеупорного материала, например графита, и охлаждаемую часть, отделенную от неохлаждаемой части слоем теплоизолирующего материала и выполненную металлической, например из меди. В обеих частях корпуса выполнены сквозные каналы, в которые помещены составные втулки графитовые, соединяющие охлаждаемую и неохлаждаемую части, и медные, введенные в охлаждаемую часть корпуса со стороны выходного торца корпуса до соприкосновения их с графитовыми втулками. Отверстие в охлаждаемой части корпуса, а также контактирующие с ней поверхности втулок выполнены резьбовыми. На охлаждаемую часть корпуса надета щелевая водоохлаждаемая рубашка. Кристаллизатор снабжен дополнительной зоной охлаждения, представляющей собой спрееры, которые могут быть выполнены как индивидуальными на каждый ручей, так и общим для всех ручьев кристаллизатора. Концы медных втулок могут быть расположены в дополнительной зоне охлаждения. В медных втулках выполнены радиальные каналы для подачи смазки и/или защитного газа в формообразующий канал. Торцы графитовых втулок могут быть выполнены коническими. Технический результат - интенсифицирование формирования слитка, повышение его качества и производительности процесса. 5 з.п. ф-лы, 5 ил.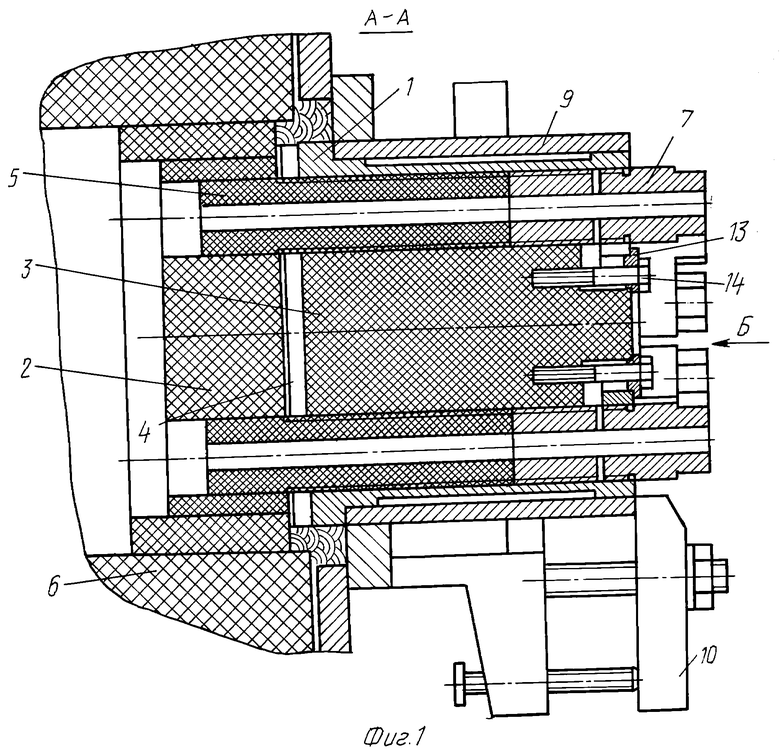
| 0 |
|
SU289869A1 | |
| СПОСОБ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ, УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА, МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР, ТЯНУЩЕЕ УСТРОЙСТВО И МОТАЛКА ДЛЯ СМАТЫВАНИЯ СЛИТКА В БУНТЫ ДЛЯ ЭТОЙ УСТАНОВКИ | 1993 |
|
RU2027541C1 |
| RU 95107677 A1, 27.01.1997 | |||
| RU 94003008 A1, 27.01.1996 | |||
| RU 2002558 C1, 15.11.1993 | |||
| УСТРОЙСТВО ДЛЯ ГОРИЗОНТАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 1991 |
|
RU2006337C1 |
| DE 2935170, 24.03.1983 | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| ЭЛЕКТРОХИМИЧЕСКОЕ УПРАВЛЯЕМОЕ СОПРОТИВЛЕНИЕ | 0 |
|
SU262503A1 |
| РАСПОРНОЕ УСТРОЙСТВО | 0 |
|
SU382805A1 |
| СПОСОБ ДИАГНОСТИКИ ИШЕМИЧЕСКОЙ БОЛЕЗНИ СЕРДЦА | 2013 |
|
RU2531453C1 |
| Горизонтальные установки непрерывной разливки металлов и сплавов в СССР и за рубежом, Металлургическое оборудование | |||
| - М.: НИИИНФОРМТЯЖМАШ, 1970, N 16, с | |||
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |

