Изобретение относится к металлургии, в частности к установкам для непрерывного вертикального литья полых заготовок из меди и ее сплавов.
Известна установка для непрерывного вертикального литья полых заготовок, содержащая металлоприемник, кристаллизатор, дорн с дорнодержателем и затравку (SU авт. св. 1444064, В 22 D 11/04, 1988). Известная установка предназначена для получения заготовок с внутренней полостью некруглого сечения.
Недостатками указанной установки является сложность в конструктивном исполнении дорнодержателя и настройки дорна для получения заданного сечения формируемой заготовки.
Известно устройство для горизонтального непрерывного литья полых заготовок из цветных металлов и сплавов, содержащее водоохлаждаемую гильзу, графитовый кристаллизатор и графитовый дорн, состоящий их формообразующего участка и посадочного бурта с каналами для подачи жидкого металла в рабочую полость кристаллизатора (RU патент 2006337, В 22 D 11/04, 1994). В известном устройстве для повышения стабильности горизонтального непрерывного литья полых заготовок, возможности многоручьевой разливки тонкостенных труб с толщиной стенки до 5 мм и с диаметром до 30 мм, а также расширения марочного и размерного сортамента отливаемых труб каналы для подачи расплава металла по крайней мере в нижней половине бурта дорна выполнены с высотой, составляющей 1,01-10,0 расстояния между формообразующей поверхностью дорна и рабочей поверхностью кристаллизатора на входе, при этом каналы могут быть выполнены в виде пазов, а в посадочном бурте дорна со стороны выхода выполнена кольцевая проточка.
Недостатком известного устройства для горизонтального непрерывного литья полых заготовок из цветных металлов является то, что литье осуществляют в горизонтальном направлении, что снижает качество литой заготовки из-за возможности возникновения разнотолщинности стенок по длине заготовки вследствие влияния сил тяжести. Кроме того, горизонтальное литье полых заготовок не обеспечивает однородность структуры литого металла из-за наклона фронта кристаллизации, при этом требуется высокая точность изготовления и установки конструкции.
Наиболее близким техническим решением настоящего изобретения является установка для непрерывного литья трубных заготовок, реализуемая в способе непрерывного литья полых заготовок (SU авт. св. 1703244, В 22 D 11/00, 1992). Установка для непрерывного вертикального литья трубных заготовок содержит металлоприемник, кристаллизатор и дорн, установленный во втулке. При этом втулка и дорн снабжены винтовыми элементами с рычагом поворота для обеспечения перемещения дорна относительно втулки, что позволяет расширить сортамент отливаемых заготовок при использовании одного кристаллизатора.
Недостатком известной установки для непрерывного литья полых заготовок является сложность в переналадке оборудования для обеспечения подбора заданного диаметра формируемой заготовки, а также снижение свойств литой заготовки при горизонтальном литье.
Технической задачей изобретения является упрощение процесса получения заготовки заданного сечения, повышение качества и защита поверхности от окисления.
Техническим результатом изобретения является обеспечение получения плотной заготовки с однородной литой структурой, ровной поверхностью и уменьшение окисленности поверхности.
Указанный технический результат достигается тем, что установка для непрерывного вертикального литья трубных заготовок, содержащая металлоприемник, кристаллизатор и дорн с втулкой, снабжена устройством для вторичного охлаждения, выполненным в виде полой камеры цилиндрической формы с впускными и выпускными патрубками и кольцевыми выступами, расположенными внутри камеры на ее боковой поверхности на равном расстоянии друг от друга параллельно ее горизонтальной оси, и емкости для водяного охлаждения, размещенной под камерой, с впускным отверстием для подачи воды, с выпускным отверстием для отвода воды и с отверстием для выхода заготовки, выполненным в основании емкости, при этом полая камера смонтирована под кристаллизатором, нижняя часть которой расположена в емкости для охлаждения ниже уровня охлаждающей среды, а дорн в верхней части имеет кольцевой бурт со сквозными каналами, расположенными по диаметру на равном расстоянии друг от друга, причем кристаллизатор установлен на расстоянии от металлоприемника, определяемом в зависимости от внутреннего диаметра втулки.
Кроме того, согласно изобретению отношение внутреннего диаметра втулки к расстоянию между кристаллизатором и металлоприемником соответствует соотношению 0,4-0,7.
Кроме того, согласно изобретению кристаллизатор выполнен из меди.
Кроме того, согласно изобретению металлоприемник и кристаллизатор установлены с возможностью совершения колебательный движений в вертикальном направлении.
Изобретение поясняется чертежами, где:
на фиг.1 изображена установка для вертикального литья трубных заготовок в разрезе;
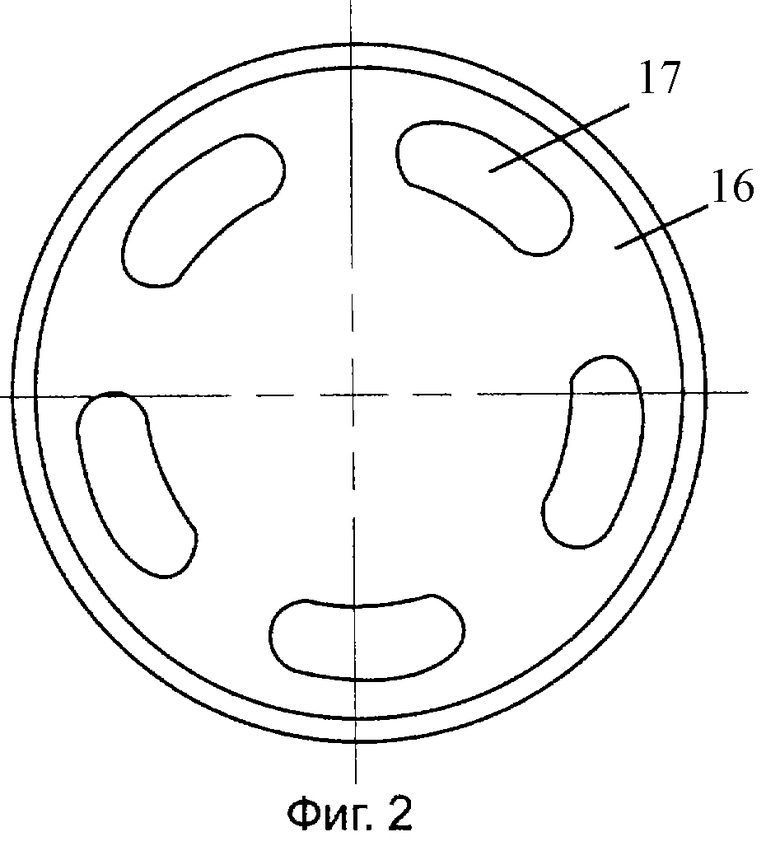
на фиг.2 изображен дорн, вид сверху.
Установка для вертикального литья трубных заготовок (см. фиг.1) содержит металлоприемник 1, в донной части 2 которого установлено средство для формирования трубной заготовки, состоящее из дорна 3 конической формы и втулки 4 для размещения в ней дорна. При этом средство для формирования заготовки 13 установлено таким образом, чтобы совместить верхнюю поверхность дорна с внутренней поверхностью донной части металлоприемника. Дорн 3 (см. фиг.2) в верхней части имеет кольцевой бурт 16 со сквозными каналами 17 для обеспечения прохождения расплавленного металла в рабочее пространство между дорном и втулкой. Сквозные каналы 17 выполнены в кольцевом бурте 16 на равном расстоянии друг от друга по диаметру дорна 3 для обеспечения равномерности процесса кристаллизации и получения однородной литой структуры формирующейся заготовки. Дорн 3 и втулка 4 выполнены из графита и установлены в металлоприемнике 1 с возможностью их замены. Размеры диаметров дорна 3 и втулки 4 могут быть различными, что позволяет получать трубные заготовки с разной толщиной стенок. Под металлоприемником 1 на заданном расстоянии от него, определяемом в зависимости от внутреннего диаметра втулки 4, расположен кристаллизатор 5, при этом отношение внутреннего диаметра втулки 4 к расстоянию между кристаллизатором и металлоприемником соответствует соотношению 0,4-0,7. Указанное соотношение определено экспериментальным путем исходя их условий кристаллизации расплава на начальном этапе формирования полой заготовки. Кристаллизатор 5 выполнен из меди, имеет водяное охлаждение и снабжен впускным патрубком 6 для подвода в него охлаждающей воды и выпускным патрубком 7 для отвода нагретой воды. Под кристаллизатором 5 размещено устройство для вторичного охлаждения, выполненное в виде полой камеры 8 цилиндрической формы, имеющей на боковой поверхности с внешней ее стороны ряд впускных патрубков 9, расположенных по ее высоте, для подачи в камеру 8 защитной среды - генераторного газа, препятствующего появлению окислов на поверхности формирующейся заготовки 13, и емкости для водяного охлаждения 12. Камера 8 также снабжена выпускными патрубками 10 для выпуска из камеры водяного пара и избыточного генераторного газа, расположенными диаметрально патрубкам 9. Количество патрубков 10 должно быть не менее двух. При необходимости их число может быть увеличено. Внутри камеры 8 на равном расстоянии друг от друга параллельно горизонтальной оси установки выполнены кольцевые выступы 11 для создания равномерного давления защитной среды на поверхности формирующейся литой заготовки 13. Количество кольцевых выступов 11 и впускных патрубков 9 для подачи генераторного газа зависит от материала расплава, из которого отливают заготовку, и от ее длины. Расстояния между кольцевыми выступами 11 делают равным для обеспечения равномерного давления защитной среды в камере 8. Емкость для водяного охлаждения 12 литой заготовки расположена под камерой 8 так, чтобы нижняя часть камеры 8 находилась внутри емкости 12 в ее верхней части ниже уровня охлаждающей среды - воды. Форма емкости 12 может быть различна, например емкость может иметь цилиндрическую форму с открытым верхом (предпочтительный вариант). Емкость 12 содержит впускное отверстие для подвода воды, выпускное отверстие для отвода нагретой воды, выполненные на боковой стороне емкости (на чертеже не показаны), и отверстие 15 с уплотнительным кольцом в основании емкости для ввода затравки, выполненной из меди (на чертеже не показана), и выхода из емкости 12 литой заготовки 13. Процесс подвода и отвода воды в емкости для охлаждения 12 протекает одновременно и непрерывно с постоянной скоростью для обеспечения при вторичном охлаждении заготовки однородной литой структуры. Установка также содержит тянущую клеть с двумя парами роликов 14 для обеспечения вытягивания литой заготовки 13 и гидроножницы (на чертеже не показаны) для отрезания литой заготовки при достижении мерной длины. При этом кристаллизатор 5 и металлоприемник 1 смонтированы в установке с возможностью совершать одновременные колебательные движения в вертикальном направлении.
Установку для вертикального литья трубных заготовок применяют следующим образом.
Перед началом процесса литья осуществляют сборку установки. Для этого сначала осуществляют выбор средства для формирования заготовки с заданными размерами диметров втулки и дорна. Затем дорн 3 размещают внутри втулки 4 так, чтобы кольцевой бурт 16 с каналами 17 находился снаружи втулки, после чего верхнюю часть втулки с дорном устанавливают в донную часть 2 металлоприемника 1, совмещая поверхность дорна 3 с внутренней поверхностью донной части 2 металлоприемника 1. Затем кристаллизатор 5 устанавливают на втулку 4 на расстоянии от металлоприемника, которое определяют в зависимости от внутреннего диаметра втулки 4. Под кристаллизатором 5 располагают полую камеру 8, а под ней устанавливают емкость 12 так, чтобы нижняя часть камеры 8 находилась в верхней части емкости 12. В отверстия для подачи и отвода воды вставляют средства для подачи и отвода воды. Через отверстие 15 в емкость 12 вводят затравку, размещая ее внутри камеры 8, кристаллизатора 5 и дорна 3 до соприкосновения с нижней поверхностью кольцевого бурта, центрируя при этом с ее помощью металлоприемник 1, кристаллизатор 5 относительно роликов тянущей клети. А затем подают в камеру 8 через патрубки 9 генераторный газ и заполняют емкость 12 водой, обеспечивая в ней проточный режим.
Подготовив установку к работе, начинают процесс получения расплава металла. Расплав металла из металлоприемника, в качестве которого можно использовать, например, плавильную тигельную печь, через каналы 17 поступает на формообразующую поверхность дорна 3, принимая требуемую форму трубы, кристаллизуется. При этом в процессе плавки и кристаллизации металлоприемник 1 и кристаллизатор 2 осуществляют одновременно колебательные движения в вертикальном направлении (возвратно-поступательные). Для создания равномерной структуры при кристаллизации заготовки расход воды, подаваемой в рубашку охлаждения кристаллизатора, составляет 2-7 л/мин, а температура воды должна поддерживаться в интервале 30-50oС. Перемещение затравки с формирующейся заготовкой 13 из кристаллизатора 5 вниз осуществляют равномерно роликами 14 тянущей клети. Вторичное охлаждение заготовки включает сначала процесс охлаждения под воздействием генераторного газа, который постоянно подают через впускные патрубки 9 в камеру 8, при этом одновременно осуществляя через выпускные патрубки 10 отвод излишков газа и образующегося пара. Затем осуществляют процесс охлаждения в емкости 12, пропуская заготовку 13 через водную среду, которой обеспечивается проточный режим, и через отверстие 15 роликами 14 тянущей клети вытягивают ее наружу. При достижении заданной длины литую заготовку 13 гидроножницами отрезают и удаляют. По мере убывания в металлоприемнике 1 жидкого металла, расходуемого на отливку трубной заготовки 13, в металлоприемник 1 переливают новую порцию металла (при непрерывном литье). Весь процесс протекает непрерывно. При этом следует отметить, что при литье трубных заготовок из меди и ее сплавов перевод металла в жидкую фазу и кристаллизацию ведут в среде защитного газа, в качестве которой используют генераторный газ, который подают в рабочее пространство металлоприемника 1 и кристаллизатора 5.
Пример.
Для получения трубной заготовки диаметром, равным 42, при толщине 6 мм из меди марки M1-0 используют в качестве металлоприемника индукционную печь и водоохлаждаемый кристаллизатор, выполненный из меди. Кристаллизатор размещают на втулке под печью на расстоянии 65 мм для получения заготовки с указанными размерами диаметра и стенки.
Медь в количестве 100 кг расплавляют при температуре 1300oС в индукционной тигельной печи. Полученный расплав меди из печи через каналы в бурте дорна попадает в формообразующее пространство между втулкой и дорном и кристаллизуется. В процессе расплавления и кристаллизации печь и кристаллизатор совершают колебательные движения в вертикальном направлении с частотой 200 колебаний в мин и амплитудой 5 мм. При этом, чтобы уменьшить процент окисления поверхности формируемой заготовки, процессы расплавления, кристаллизации и вторичного охлаждения ведут в среде генераторного газа, подаваемого под давлением 0,05 атм. Расход воды для охлаждения кристаллизатора равен 2-3 л/мин. Формирующуюся заготовку роликами тянущей клети вытягивают из кристаллизатора со скоростью 12 м/ч, протягивая ее с постоянной скоростью через устройство для вторичного охлаждения, и по достижении мерной длины ее отрезают гидроножницами. Затем осуществляют контроль качества полученной заготовки, включающий оценку степени окисленности поверхности заготовки. Допустимый процент окисления поверхности составляет не более 15%.
Промышленная применимость.
Установка для вертикального литья трубных заготовок позволяет улучшить качество трубной заготовки за счет получения плотного слитка с однородной литой структурой, хорошей поверхностью, имеющей минимальные отклонения по толщине стенок, что при последующей механической обработке ведет к увеличению выхода годного проката.
Кроме того, установка согласно изобретению позволяет получать заготовки, пригодные для последующей деформации их на станах холодной прокатки для конечного производства готовых труб с наружным диаметром от 6 до 19 мм, толщиной стенок от 0,35 до 1,0 мм, исключив при этом как процесс отливки крупных заготовок для деформации на прессе, так и само прессование, повысив эффективность производства.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ ИЗ МЕДИ И ЕЕ СПЛАВОВ | 2003 |
|
RU2230625C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ ИЗ МЕДИ И ЕЕ СПЛАВОВ | 2003 |
|
RU2230623C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ ИЗ МЕДИ И ЕЕ СПЛАВОВ | 2003 |
|
RU2230624C1 |
| Способ непрерывного горизонтального литья полых слитков | 1982 |
|
SU1080918A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ СЛИТКОВ | 1993 |
|
RU2089337C1 |
| Способ непрерывного литья полых заготовок | 1989 |
|
SU1703244A1 |
| Установка непрерывного горизонтального литья полых заготовок | 1983 |
|
SU1138234A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОГО ЛИТЬЯ ТРУБНЫХ ЗАГОТОВОК | 2009 |
|
RU2410195C1 |
| Кристаллизатор с охлаждаемым дорном | 1979 |
|
SU869941A1 |
| СПОСОБ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2090301C1 |
Изобретение относится к металлургии, в частности к установкам для непрерывного литья трубных заготовок из меди и ее сплавов. Установка для непрерывного вертикального литья трубных заготовок содержит металлоприемник, кристаллизатор, дорн с втулкой, устройство для вторичного охлаждения, выполненное в виде полой камеры цилиндрической формы с впускными и выпускными патрубками для подачи и отвода защитной среды, а также кольцевыми выступами, расположенными на ее внутренней боковой поверхности, и емкости для водяного охлаждения, размещенной под камерой. Полая камера установлена под кристаллизатором, ее нижняя часть размещена в емкости для охлаждения ниже уровня воды. Дорн имеет кольцевой бурт, в котором на равном расстоянии друг от друга выполнены сквозные каналы. Кристаллизатор выполнен из меди и установлен на заданном расстоянии от металлоприемника. Металлоприемник и кристаллизатор могут быть выполнены с возможностью совершения колебательных движений в вертикальном направлении. Технический результат - упрощение процесса получения заготовки заданного сечения, повышение качества, обеспечение получения плотной заготовки с однородной литой структурой, ровной поверхностью и уменьшение окисленности поверхности заготовки. 3 з.п. ф-лы, 2 ил.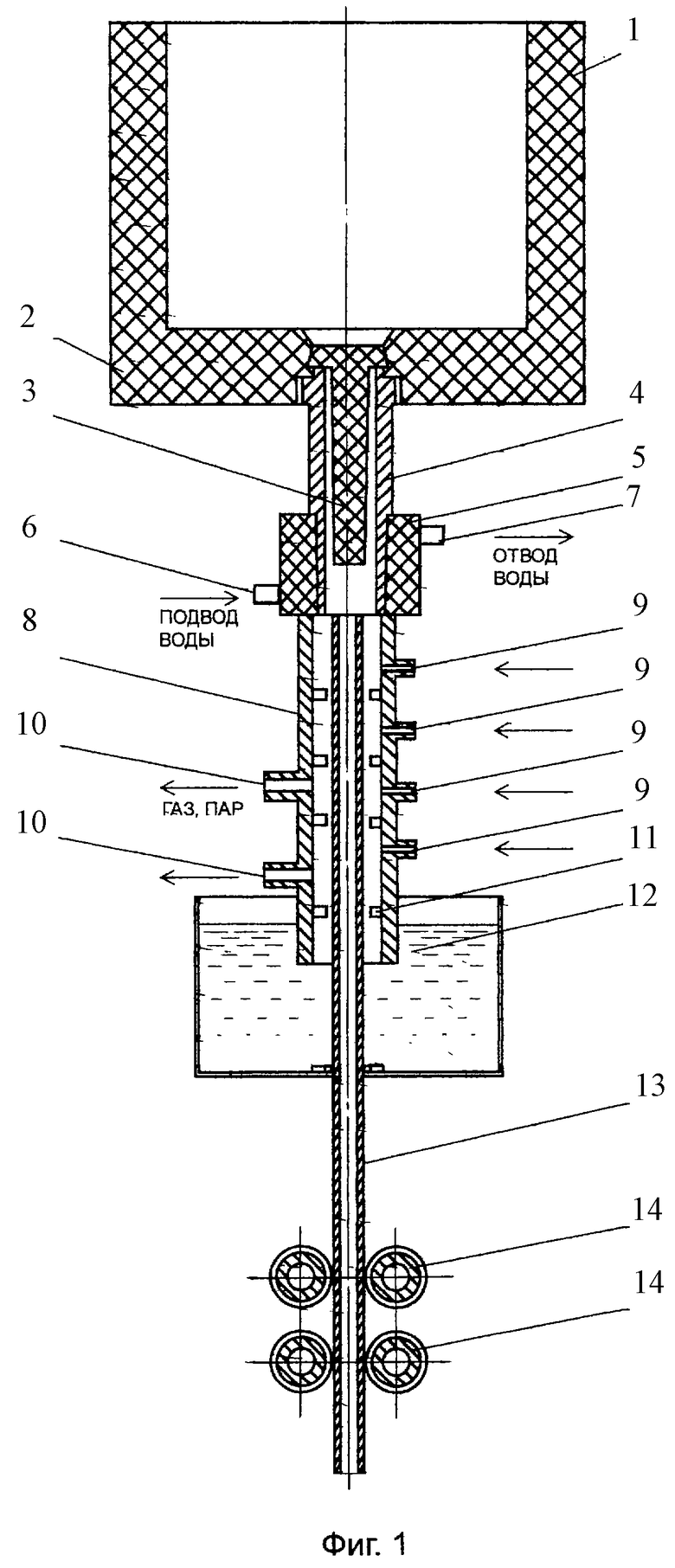
| Способ непрерывного литья полых заготовок | 1989 |
|
SU1703244A1 |
| УСТРОЙСТВО ДЛЯ ГОРИЗОНТАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 1991 |
|
RU2006337C1 |
| Способ отливки полых заготовок | 1968 |
|
SU260105A1 |
| Способ вторичного охлаждения непрерывного восьмигранного неравностороннего сортового слитка | 1975 |
|
SU559765A1 |
| Жидкий пищевой концентрат на основе слоевищ лишайника цетрарии исландской и способ его получения | 2015 |
|
RU2612819C1 |
| EP 0542030 A1, 19.05.1993 | |||
| US 4800949, 30.01.1989. | |||

