Изобретение относится к оборудованию для шинной промышленности, в частности к изготовлению заготовок секторов с плечиками к сборочным барабанам.
Известен способ производства сварных заготовок секторов барабанов, при котором изготавливают обечайку и ребра, режут обечайку на основания секторов, фиксируют ребра и приворачивают их к основаниям (SU, патент N 1817744, кл. В 23 К 31/00, 1993 г.).
Однако этим способом только ребра могут быть, точно ориентированы относительно оснований секторов, а между основаниями соседних секторов при сборке барабана получаются зазоры, равные толщине разрезной фрезы. Эти зазоры потом ликвидируют либо с помощью накладок, либо путем наплавки, что требует дополнительных трудозатрат и расхода электродов.
Известен способ производства заготовок секторов с плечиками, включающий изготовление ребер и обечаек оснований секторов и плечиков с припусками на наружный и внутренний диаметры, обработку обечаек по внутреннему профилю, а также обработку обечайки оснований по наружному профилю для получения на краях кольцевых поясков, расположенных симметрично относительно середины, резку обечаек, фиксацию ребер и приварку их к основаниям секторов, выполнение кинематических отверстий в секторах, установку плечиков (SU, авторское свидетельство N 971667, кл. B 29 D 30/24, 1982 г.).
Однако при сборке барабанов из таких заготовок между секторами образуются зазоры, равные толщине разрезной фрезы, для ликвидации которых используют компенсационные планки, что требует дополнительных трудозатрат. Плечики изготавливают, как правило, из трех обечаек, одна из которых идет на компенсацию зазоров, образующихся при резке. Плечики к каждому сектору изготавливают методом пригонки по месту. В результате кроме повышения трудозатрат увеличивается расход металла.
Изобретением решается задача получения заготовок секторов с плечиками, которые при сборке обеспечивают сплошную без зазоров поверхность барабана, с одной плоскостью реза по всей ширине. Технический результат - увеличение коэффициента использования металла, повышение точности изготовления, снижение трудозатрат.
Для достижения технического результата в способе изготовления заготовок секторов с плечиками, включающем изготовление ребер и обечаек оснований секторов и плечиков с припусками на наружный и внутренний диаметры, обработку обечаек по внутреннему профилю, обработку обечайки оснований по наружному профилю для получения на краях кольцевых поясков, расположенных симметрично относительно середины, резку обечаек, фиксацию ребер и приварку их к основаниям секторов, выполнение кинематических отверстий в ребрах секторов, установку плечиков согласно изобретению при изготовлении обечаек делают припуски на длину окружности, плечики устанавливают после получения на обечайке оснований кольцевых поясков путем размещения обечаек плечиков на кольцевых поясках обечайки оснований, полученный блок обечаек жестко фиксируют и выполняют в нем в зоне кольцевых поясков симметрично относительно середины базовые технологические отверстия, от которых производят отсчет линий резов, разрезают обечайки в блоке, затем каждое основание с плечиками на базовых технологических отверстиях жестко фиксируют в универсальном приспособлении, фиксацию ребер осуществляют относительно базовых технологических отверстий, после приварки ребер выполняют в ребрах сектора кинематические отверстия, делая отсчет от базовых технологических отверстий, затем поворачивают заготовку на заданный угол для горизонтального или вертикального положения поверхности обрабатываемого торца и обрабатывают заготовку по стыкам относительно кинематических отверстий, через которые выполняются шарнирные соединения смежных секторов. Кроме того, обработку сектора и плечиков по торцам можно производить раздельно. При этом сначала жестко фиксируют на базовых технологических отверстиях в универсальном приспособлении сектор, поворачивая его на заданный угол для горизонтального или вертикального положения поверхности обрабатываемого торца, и обрабатывают его относительно кинематических отверстий, образующих парные соединения смежных секторов. Затем на базовых технологических отверстиях в универсальном приспособлении жестко фиксируют плечики, поворачивая их на угол, равный заданному углу поворота сектора при обработке соответствующего торца, и обрабатывают торцы относительно базовых технологических отверстий.
Предлагаемый способ, обеспечивающий совместную резку в блоке обечайки оснований секторов и обечаек плечиков, задает единую технологическую базу, от которой производится расчет диаметров обечаек оснований секторов и плечиков, что гарантирует получение расчетного припуска на длину окружности для компенсации зазоров от резки и на обработку торцов по стыкам, позволяет получить одну плоскость реза по всей ширине барабана, использовать две обечайки для изготовления плечиков. Использование базовых технологических отверстий для жесткой фиксации оснований и плечиков при фиксации и приварке ребер для отсчета при выполнении в ребрах секторов кинематических отверстий также увеличивает точность изготовления заготовок, которые при сборке создают непрерывную (без зазоров) поверхность барабана.
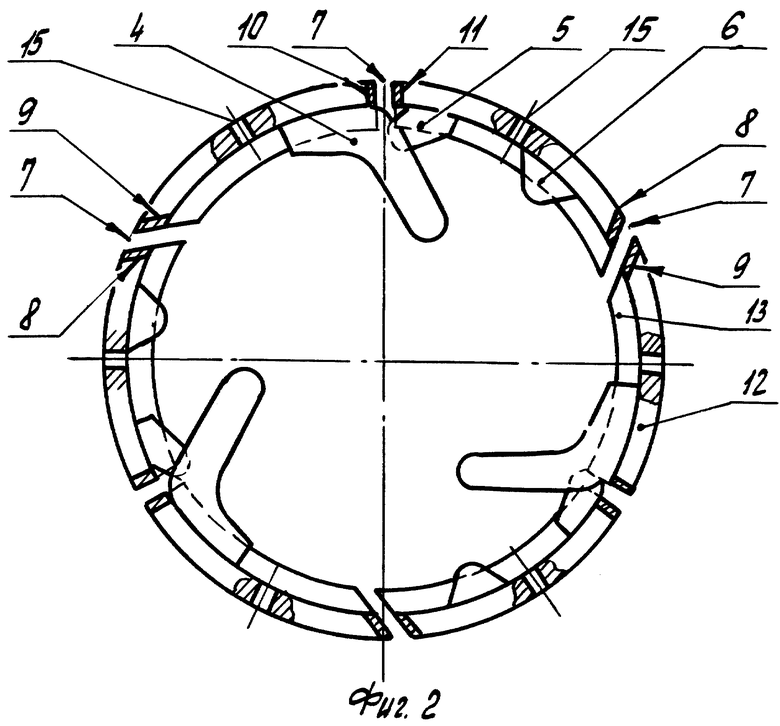
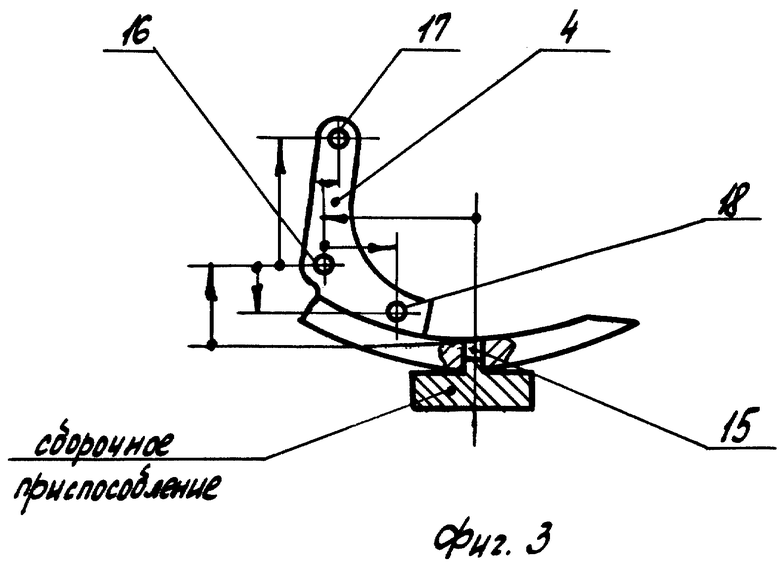
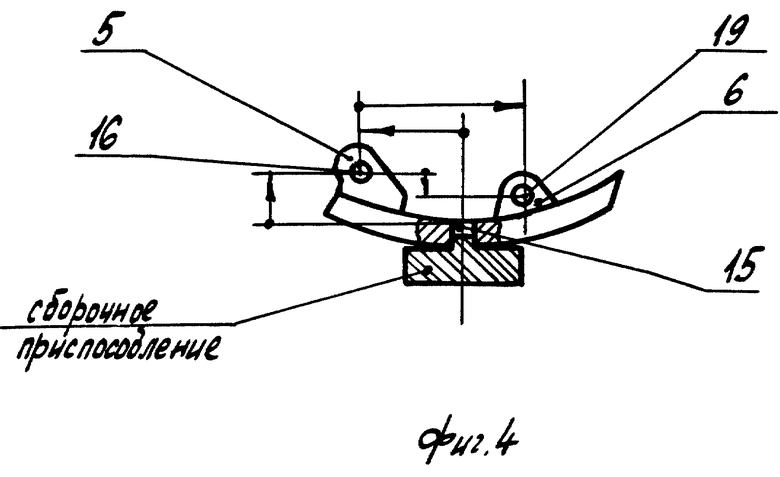
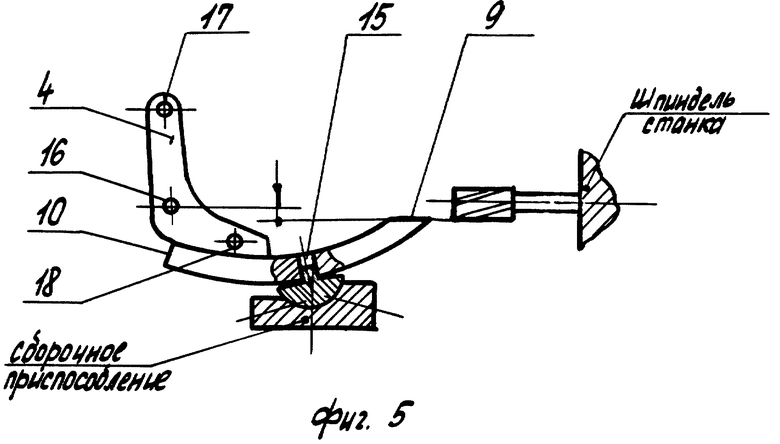
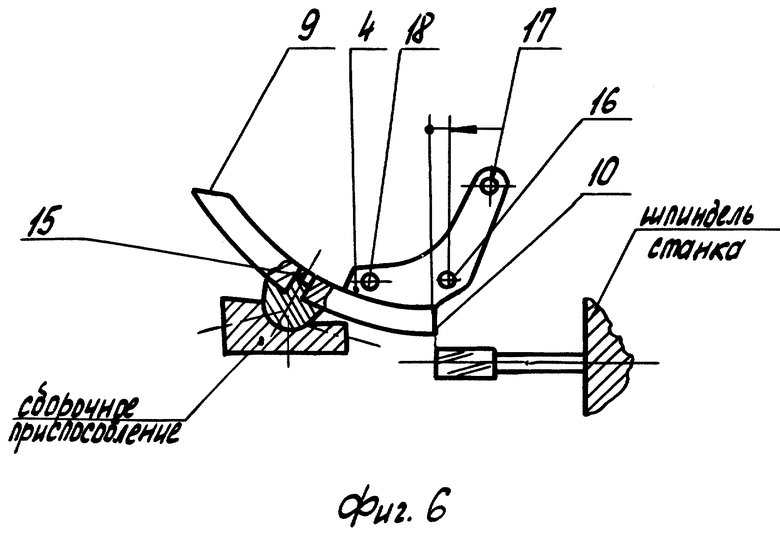
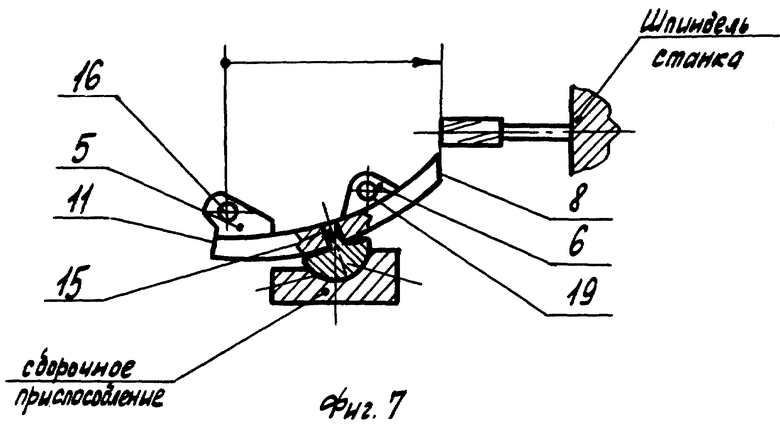
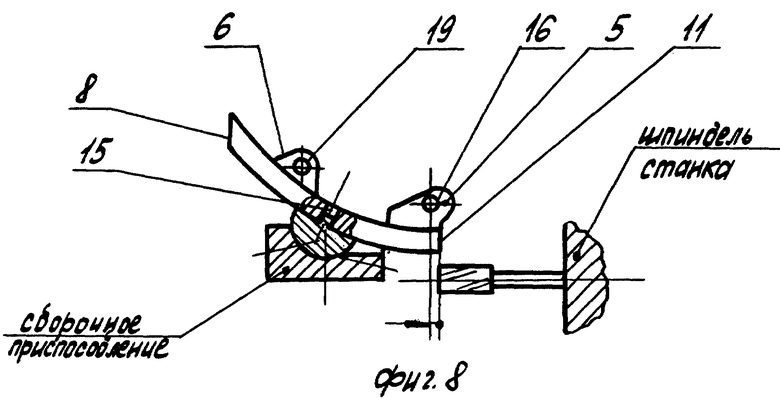
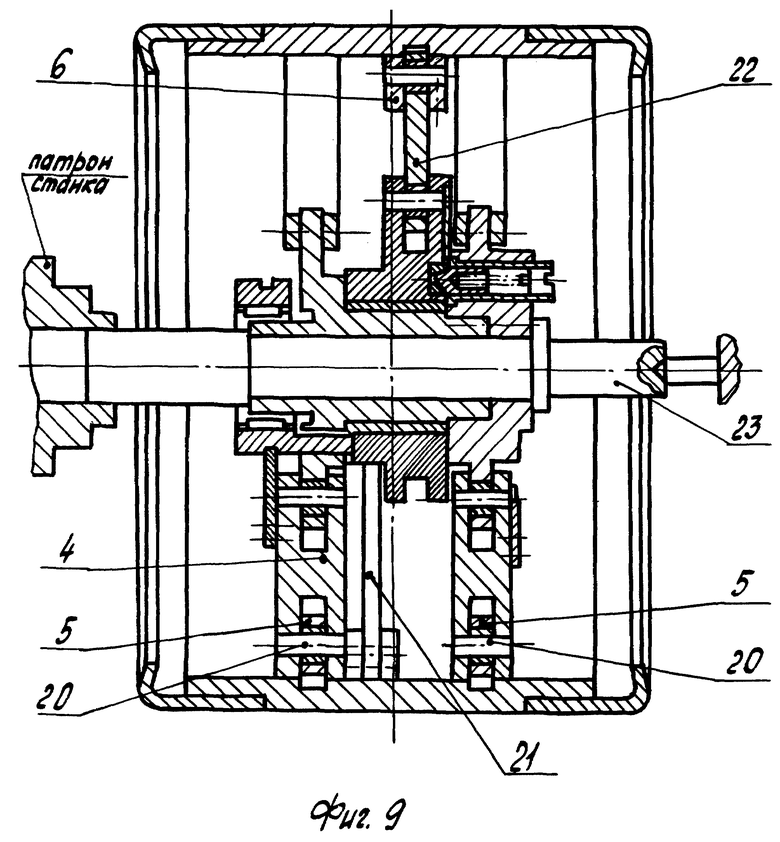
На фиг. 1 схематично изображен разрез блока обечаек оснований и плечиков по ширине с припусками по наружному профилю; на фиг. 2 схематично изображены расчетные припуски на длину окружности для компенсации зазоров по стыкам после резки и на обработку торцов заготовок по стыкам (плечики спереди условно не показаны); на фиг. 3 - последовательность выполнения кинематических отверстий в больших секторах; на фиг. 4 - последовательность выполнения кинематических отверстий в малых секторах; на фиг. 5,6 - последовательность обработки торцов больших секторов; на фиг. 7,8 - последовательность обработки торцов малых секторов; на фиг. 9 - продольный разрез барабана.
Способ изготовления заготовок секторов с плечиками к барабану для сборки покрышек пневматических шин осуществляется следующим образом.
Изготавливают обечайку 1 оснований секторов, обечайки 2 и 3 плечиков и ребра 4, 5 и 6. При изготовлении обечаек делают припуски на длину окружности, на наружный и внутренний диаметры. В длину разверток обечаек включаются линейные размеры зазоров 7 после резки, а также припуски 8, 9, 10, 11 на обработку стыков оснований 12 и плечиков 13.
Обрабатывают обечайки 1, 2 и 3 по внутреннему профилю до полной готовности, а обечайку 1 еще и по наружному профилю по краям симметрично относительно середины для получения кольцевых поясков 14. Затем обечайки 1, 2 и 3 собирают в блок, устанавливая по посадке обечайки 2 и 3 на кольцевые пояски 14. Жестко фиксируют блок обечаек 1, 2 и 3 и выполняют в них в зонах кольцевых поясков 14 симметрично относительно середины базовые технологические отверстия 15.
Центры отверстий 15 на внутреннем диаметре обечайки 1 являются базовыми точками отсчета размеров для основания 12, а центры тех же отверстий 15 на внутреннем диаметре обечаек 2 и 3 являются базовыми точками отсчета размеров для плечиков 13. Производят отсчет от базовых точек до линий резов и разрезают блок обечаек 1, 2 и 3 на отдельные основания 12 с плечиками 13.
Затем каждое основание с плечиками на базовых технологических отверстиях 15 жестко фиксируют в универсальном приспособлении. Устанавливают на основание 12 ребра 4, 5 и 6, фиксируют их относительно базовых технологических отверстий 15 и сваривают с основанием. Делают отсчет от центров базовых технологических отверстий 15 и выполняют кинематические отверстия 16, 17 и 18 в больших секторах (фиг.3) и кинематические отверстия 16 и 19 в малых секторах (фиг. 4). Поворачивают заготовку на заданный угол для горизонтального или вертикального положения обрабатываемого торца и обрабатывают до полной готовности торцы заготовок с большими секторами (фиг.5,6) и торцы заготовок с малыми секторами (фиг.7,8). При этом за базу отсчета принимаются кинематические отверстия 16, через которые выполняются шарнирные соединения смежных секторов.
Обработку торцов сектора и плечиков можно производить и раздельно. В этом случае сначала жестко фиксируют на базовых технологических отверстиях сектор в универсальном приспособлении, поворачивают его на заданный угол для вертикального или горизонтального положения обрабатываемого торца и обрабатывают торцы до полной готовности относительно кинематических отверстий, через которые выполняют шарнирные соединения смежных секторов. Затем жестко фиксируют в универсальном приспособлении на базовых технологических отверстиях плечики, поворачивают их на угол, равный заданному углу поворота сектора при обработке соответствующего торца, и обрабатывают торцы по стыкам плечиков относительно базовых технологических отверстий.
Готовые заготовки соединяют между собой: отверстия 16 с осями 20 образуют шарнир, общий для пары секторов. Затем посредством рычагов 21 и 22 заготовки устанавливают на ступицы. Образующаяся при этом поверхность барабана не имеет зазоров. Собранный барабан устанавливают на оправку 23, жестко фиксируют и обрабатывают барабан по наружному профилю.
Изобретение относится к оборудованию для шинной промышленности, в частности к изготовлению заготовок секторов с плечиками к сборочным барабанам. В способе изготовления заготовок секторов с плечиками к барабанам для сборки покрышек пневматических шин изготавливают ребра и обечайки оснований секторов, режут обечайки, фиксируют ребра относительно оснований секторов. Затем приваривают ребра к основаниям секторов. Способ предусматривает изготовление плечиков. Плечики и обечайки оснований секторов выполняют с припусками на наружный и внутренний диаметры, обрабатывают обечайки по внутреннему профилю и обрабатывают обечайки оснований секторов по наружному профилю на краях, симметрично относительно середины, для получения кольцевых поясков. Устанавливают на кольцевых поясках плечики, жестко фиксируют полученный блок и выполняют в зонах кольцевых поясков симметрично относительно середины базовые технологические отверстия. Линии резов обечаек отсчитывают от базовых отверстий. Затем выполняют кинематические отверстия в ребрах секторов и обрабатывают заготовки по торцам стыков. Изобретение предусматривает варианты выполнения способа. Способ обеспечивает совместную резку в блоке обечайки оснований секторов и обечаек плечиков, задает единую технологическую базу, от которой производится расчет диаметров обечаек оснований секторов и плечиков, что гарантирует получение расчетного припуска на длину окружности для компенсации зазоров от резки и на обработку торцов по стыкам, позволяет получить одну плоскость реза по всей ширине барабана, использовать две обечайки для изготовления плечиков. 3 с. и 6 з.п. ф-лы, 9 ил.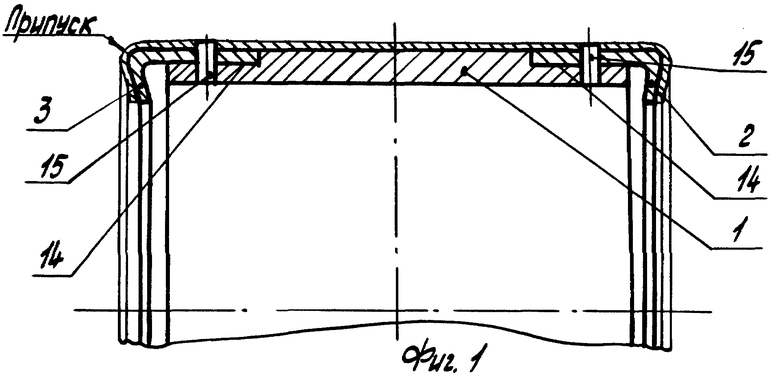
| Способ производства сварных заготовок секторов барабанов | 1990 |
|
SU1817744A3 |
| БАРАБАН К СТАНКУ ДЛЯ СБОРКИ ПОКРЫШЕК12 | 0 |
|
SU404645A1 |
| Барабан для сборки покрышек пневматических шин | 1981 |
|
SU994300A1 |
| US 3691614 A, 19.09.1972 | |||
| Барабаны для сборки покрышек обычной конструкции | |||
| - М.: ЦИНТИХИМНЕФТЕМАШ, 1973, с.4-9. | |||

