Изобретение относится преимущественно к области литейного производства, а именно к центробежному литью, и может быть использовано для изготовления отливок со свободной поверхностью в виде изолированной полости эллипсоидной конфигурации.
Известен способ центробежного литья, включающий осуществление вращения литейной формы, а именно изложницы, одновременно вокруг двух ортогональных осей, последующие заливку расплава в изложницу, затвердевание расплава и извлечение отливки после остановки изложницы. При этом изложницу устанавливают вне области пересечения ее ортогональных осей [1].
Основными недостатками описанного способа центробежного литья являются отсутствие возможности получения изолированной полости внутри изделия, так как область формирования изделия располагают вне зоны пересечения ортогональных осей вращения изложницы, а также отсутствие полноты и наглядности информации о конфигурации свободной поверхности получаемого изделия.
Также известен другой способ изготовления изделий с замкнутой полостью, включающий предварительную заливку расплава, т.е. текучей массы, в изложницу, выполненную в виде контейнера, осуществление вращения изложницы с расплавом до отвердения одновременно вокруг трех ортогональных осей, для формирования внутри изделия замкнутой полости эллипсоидной формы, с угловыми скоростями, определяемыми по следующим формулам
где a - большая полуось эллипсоида;
b - средняя полуось эллипсоида;
c - малая полуось эллипсоида;
x, y, z - оси вращения, совпадающие с полуосями а, b, с соответственно; ωx > 0, ωy > 0, ωz ≥ 0 - угловые скорости вращения изложницы вокруг соответствующих осей x, y, z.
Затем производят кристаллизацию расплава в изложнице и извлекают готовое изделие [2].
Основным недостатком вышеописанного способа изготовления изделий с замкнутой полостью является ограничение возможности получения изделия с замкнутой полостью в виде эллипсоида вращения условием равенства угловых скоростей вращения изложницы вокруг двух ортогональных осей и условием протекания процесса в невесомости, т.к. не учитывается специфика затвердевания текучей массы в изложнице при ее вращении, что, во-первых, вносит погрешность в обеспечение формирования внутри изделия замкнутой полости в виде эллипсоида вращения при вращении изложницы вокруг двух взаимно перпендикулярных осей; во-вторых, усложняет определение зависимостей угловых скоростей вращения изложницы вокруг ортогональных осей от соотношения полуосей эллипсоида; в-третьих, не позволило верно задать условия достаточности угловых скоростей вращения изложницы вокруг ортогональных осей (ωx > 0, ωy > 0, ωz ≥ 0) потому, что получение замкнутой полости заданной конфигурации в виде эллипсоида вращения при процессе центробежного литья ограничено критическими угловыми скоростями вращения изложницы для предотвращения обрушения вращающегося расплава.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату (прототипом) является способ изготовления изделий с изолированной полостью, включающий предварительную заливку расплава в изложницу, вращение изложницы с расплавом одновременно вокруг вертикальной и горизонтальной пересекающихся осей с угловыми скоростями, определяемыми в зависимости от геометрических параметров полости [3].
Основным недостатком описанного способа изготовления изделий с изолированной полостью является отсутствие полноты информации о конфигурации изолированной полости получаемого изделия и о взаимозависимости геометрических параметров изолированной полости от величины угловых скоростей вращения изложницы вокруг горизонтальной и вертикальной осей.
Известно устройство для изготовления изделий с замкнутой полостью, содержащее изложницу, выполненную в виде контейнера, связанную с механизмом одновременного вращения изложницы вокруг трех ортогональных осей, снабженным тремя ортогональными вращающимися валами. Два ортогональных вала из трех имеют независимые приводы. Изложница размещена в области пересечения трех ортогональных вращающихся валов, а также связана с двумя поворотными рамами, установленными на ортогональных вращающихся валах и предназначенными для обеспечения возможности получения внутренней поверхности изделия в виде замкнутой полости. Кроме этого, устройство для изготовления изделий с замкнутой полостью снабжено передаточным механизмом, содержащим пружины, дебалансы, зубчатые и фрикционные передачи [2].
Основным недостатком вышеописанного устройства является большая трудоемкость его изготовления вследствие наличия сложных механизма одновременного вращения изложницы вокруг трех ортогональных осей и передаточного механизма.
Наиболее близким по технической сущности к предлагаемому изобретению (прототипом) является устройство для центробежного литья, содержащее изложницу, связанную с механизмом одновременного вращения изложницы вокруг вертикальной и горизонтальной осей, снабженным вертикальным валом с приводом от электродвигателя, и горизонтальным валом с размещенной на нем изложницей. Горизонтальный вал установлен с возможностью осевого вращения от вертикального вала и связан с вертикальным валом механизмом передачи вращения от вертикального вала к горизонтальному, состоящим из вращающегося и неподвижного элементов. При этом изложница размещена в области, не совпадающей с зоной пересечения ортогональных осей вертикального и горизонтального валов [1].
Основным недостатком устройства для центробежного литья является отсутствие возможности получения изделия с изолированной полостью в виде эллипсоида вращения вследствие периферийного расположения изложницы вне области пересечения осей вращения вертикального и горизонтального валов механизма одновременного вращения изложницы вокруг двух вертикальной и горизонтальной осей.
Сущность изобретения заключается в том, что в способе изготовления изделий с изолированной полостью, включающем предварительную заливку расплава в изложницу, осуществление вращения изложницы с расплавом одновременно вокруг вертикальной и горизонтальной пересекающихся осей с угловыми скоростями, определяемыми в зависимости от геометрических параметров изолированной полости, угловые скорости вращения изложницы определяют по формуле:
где d - малая полуось эллипсоида вращения;
q - большая полуось эллипсоида вращения;
ω1 - угловая скорость вращения изложницы вокруг вертикальной оси;
ω2 - угловая скорость вращения изложницы вокруг горизонтальной оси.
Сущность изобретения заключается также в том, что в устройстве для изготовления изделий с изолированной полостью, содержащем изложницу, установленную на горизонтальном валу, механизм одновременного вращения изложницы вокруг вертикальной и горизонтальной осей, включающий приводной вертикальный вал, горизонтальный вал, и механизм передачи вращения от вертикального вала к горизонтальному, состоящий из вращающегося и неподвижного элементов, горизонтальный вал выполнен из двух соосных частей, а механизм одновременного вращения снабжен расположенными симметрично на горизонтальном валу вращающимися узлами и элементами фиксирования изложницы в области пересечения осей вертикального и горизонтального валов, уравновешивающим вращающимся элементом, установленным симметрично вращающемуся элементу передаточного механизма с возможностью взаимодействия с его неподвижным элементом, и полурамкой, соединенной с вертикальным валом и вращающимися узлами.
Техническим результатом является обеспечение получения изделия с изолированной полостью в виде эллипсоида вращения.
Получение изделия с изолированной полостью в виде эллипсоида вращения обеспечивается путем одновременного вращения изложницы с расплавом вокруг двух вертикальной и горизонтальной осей с угловыми скоростями, определяемыми в зависимости от геометрических параметров изолированной полости в виде эллипсоида вращения по формуле (2) при размещении изложницы между вращающимися узлами и элементами фиксирования изложницы в области пересечения осей вертикального и горизонтального валов внутри поворотной полурамки, связанной с вертикальным валом и вращающимися узлами.
Заявляемое изобретение поясняется чертежами, где на фиг. 1 изображено устройство для изготовления изделий с изолированной полостью, реализующее предлагаемый способ изготовления этих изделий, на фиг.2 - принципиальная схема осуществления предлагаемого способа изготовления изделий с изолированной полостью, на фиг. 3 - продольный разрез изделия, изготовленного согласно предлагаемому способу, с изолированной полостью в виде эллипсоида вращения, на фиг. 4 - продольный разрез изделия, изготовленного согласно предлагаемому способу с изолированной полостью в виде сферы (частный случай эллипсоида вращения).
Устройство для изготовления изделий с изолированной полостью содержит изложницу 1, связанную с механизмом одновременного вращения изложницы 1 вокруг вертикальной 2 и горизонтальной 3 осей, включающий вертикальный вал 4 с приводом от электродвигателя 5, и горизонтальный вал 6 с размещенной на нем изложницей 1. Горизонтальный вал 6 выполнен из двух соосных частей и снабжен вращающимся элементом 7 передаточного механизма, например, фрикционным или зубчатым колесом, и уравновешивающим вращающимся элементом 8 механической передачи, например, фрикционным или зубчатым колесом, взаимодействующими с неподвижным элементом 9 передаточного механизма, т.е. находящимися в зацеплении с неподвижным элементом 9. Вращающийся элемент 7 жестко закреплен на горизонтальном валу 6, а уравновешивающий вращающийся элемент 8 установлен на горизонтальном валу 6 свободно, но с ограничением от осевого перемещения. При этом вращающийся элемент 7 и уравновешивающий вращающийся элемент 8 размещены на горизонтальном валу 6 симметрично друг другу.
Механизм одновременного вращения изложницы 1 вокруг вертикальной 2 и горизонтальной 3 осей снабжен вращающимися узлами 10, расположенными симметрично на горизонтальном валу 6 и связанными с поворотной полурамкой 11, в свою очередь соединенной с вертикальным валом 4.
На соосных частях горизонтального вала 2 закреплены элементы 12, фиксирующие изложницу 1 в области пересечения вертикальной 2 и горизонтальной 3 осей вращения вертикального 4 и горизонтального 6 валов внутри поворотной полурамки 11.
Изложница 1, зафиксированная внутри механизма одновременного вращения изложницы 1 вокруг вертикальной 2 и горизонтальной 3 осей, и части вышеназванного механизма одновременного вращения в собранном состоянии представляет собой единое целое.
Внутри изложницы 1 при ее вращении осуществляется формирование изделия 13 с внутренней поверхностью в виде изолированной полости 14, представляющей собой эллипсоид вращения.
Кроме этого, на фиг. 1 и фиг. 2 обозначено:
ω1 - скорость вращения изложницы 1 вокруг вертикальной оси 2;
ω2 - скорость вращения изложницы 1 вокруг горизонтальной оси 3;
d - малая полуось эллипсоида вращения;
q - большая полуось эллипсоида вращения.
Работа предлагаемого устройства для изготовления изделий с изолированной полостью осуществляется следующим образом.
После установки изложницы 1 внутри поворотной полурамки 11 и ее фиксирования элементами 12 в области пересечения вертикальной 2 и горизонтальной 3 осей устройство для изготовления изделий с изолированной полостью приводится во вращение одновременно вокруг вертикальной 2 и горизонтальной 3 осей. Вращение вокруг вертикальной оси 2 осуществляется от привода электродвигателя 5, связанного с поворотной полурамкой 11, обеспечивающей движение вращающихся узлов 10, расположенных на одном горизонтальном валу 6 с вращающимся 7 и уравновешивающим вращающимся 8 элементами передаточного механизма. Вращение вокруг горизонтальной оси 3 осуществляется за счет механической передачи при обегании вращающегося элемента 7 по неподвижному элементу 9, например, при механической передаче фрикционного или зубчатого зацепления. При этом уравновешивающий вращающийся элемент 8 передаточного механизма выполняет функцию уравновешивания вращающихся масс.
Угловая скорость вращения изложницы 1 вокруг вертикальной оси 2 - ω1 - регулируется скоростью электродвигателя 5, а угловая скорость вращения изложницы 1 вокруг горизонтальной оси - ω2 - зависит от скорости электродвигателя 5 и величины передаточного отношения механического зацепления i, т.е i = ω1/ω2 (3) или i = n1/n2 (4), где n1 - число оборотов в минуту изложницы 1 вокруг вертикальной оси 2; n2 - число оборотов в минуту изложницы 1 вокруг горизонтальной оси 3.
При этом ω1 = 2πn1 (5), ω2 = 2πn2 (6).
После остановки одновременного вращения изложницы 1 вокруг вертикальной 2 и горизонтальной 3 осей сформированное внутри изложницы 1 изделие 13 с центральной внутренней изолированной полостью 14 извлекается наружу.
Способ изготовления изделий с изолированной полостью осуществляется следующим образом.
Предварительно материал изделия дозируют, расплавляют, доводят до необходимой температуры и заливают в неподвижную изложницу 1 при условии, что объем заливаемого расплава всегда меньше объема изложницы 1. Затем изложницу 1 с расплавом приводят во вращение одновременно вокруг вертикальной 2 и горизонтальной 3 осей с угловыми скоростями ω1 и ω2 соответственно. В этот период на расплав в изложнице 1 действует сложное центробежное поле, предопределяющее конфигурацию внутренней поверхности формирующегося изделия, представляющую собой изолированную полость как поверхность трехосного эллипсоида с полуосями q, а, с. Соотношение этих геометрических параметров соответствует соотношению угловых скоростей ω1 и ω2 вращения изложницы 1, т.е.:

Но затвердевание расплава при снижении его температуры в условиях сложного вращения корректирует эту конфигурацию к виду двухосного эллипсоида с полуосями q и d (см. фиг. 2). Причем соотношение между полуосями а и с гипотетического эллипсоида и полуосью d реального эллипсоида может быть представлено геометрическим усреднением,  В результате такого уточнения конфигурации изолированной полости внутренняя поверхность формирующегося изделия 13 представляет собой эллипсоид вращения, геометрические параметры которого (полуоси d и q) определяются в зависимости от величины угловых скоростей вращения ω1 и ω2 изложницы 1.
В результате такого уточнения конфигурации изолированной полости внутренняя поверхность формирующегося изделия 13 представляет собой эллипсоид вращения, геометрические параметры которого (полуоси d и q) определяются в зависимости от величины угловых скоростей вращения ω1 и ω2 изложницы 1.
Таким образом, вращение изложницы 1 с расплавом осуществляют вокруг двух вертикальной 2 и горизонтальной 3 осей с угловыми скоростями, определяемыми по формуле (2).
При этом минимально возможная величина скорости вращения изложницы должна принимать значение на уровне критической скорости, которая предотвращает обрушение вращающегося расплава и определяется, например, по формуле [4]:
где n - минимально возможное критическое число оборотов изложницы, об/мин;
g - ускорение силы тяжести; g=9,8 м/с2;
d1 - величина малой оси эллипсоида, м;
D - габаритный размер изделия, м, в направлении малой оси эллипсоида с учетом толщины стенки изделия t, D=d1+2t (11).
Кроме вышеописанного минимально возможная величина скорости вращения изложницы 1, вычисленная по формуле (10), задается для той оси вращения изложницы 1, вокруг которой образуется малая ось эллипсоида, т.е. вокруг горизонтальной оси 3.
Продолжительность вращения изложницы определяют по времени затвердевания материала изделия.
Затем после кристаллизации расплава в изложнице 1 осуществляют извлечение изделия 13 с изолированной полостью 14 в виде эллипсоида вращения.
Пример 1 конкретного выполнения способа изготовления изделия с изолированной центральной полостью в виде эллипсоида вращения.
Требуется получить изделие с полостью в виде эллипсоида вращения с полуосями q = 60 мм, d = 40 мм. При этом объем полости определяется по формуле
В случае, если масса изделия заранее не задана, то необходимое количество материала будущего изделия определяется в соответствии со следующим выражением: mиздел= (Vизлож-Vэллипс) ρиздел, (13), где Vизлож - объем изложницы; Vэллипс - объем изолированной полости в виде эллипсоида вращения; ρиздел - плотность материала изделия.
Необходимое количество материала изделия в расплавленном состоянии заливают в неподвижную изложницу 1. Изложницу 1 закрывают и приводят во вращение. Минимально возможная величина скорости вращения изложницы 1 должна принимать значение на уровне критической скорости, которая предотвращает обрушение вращающегося расплава и может быть определена по формулам (10) и (11), а формироваться должна вокруг той оси вращения изложницы 1, вокруг которой образуется малая ось эллипсоида, т.е. вокруг оси 3.

где g = 9,8 (м/с2);
d1 = 0,04·2 = 0,08(м);
D = 0,08 + 2 · 0,006 = 0,092 (м).
Таким образом, n = n2 = 265,6 об/мин, т.е. это минимально возможное число оборотов в минуту изложницы 1 вокруг горизонтальной оси 3.
С небольшим запасом устойчивости вращающегося расплава величину скорости вращения изложницы вокруг горизонтальной оси 3 принимаем равной n2=300 об/мин или по формуле 6 ω2 = 2πn2 = 1884(с-1).
Скорость вращения изложницы вокруг вертикальной оси 2 определяется из формулы (2), преобразованной к виду
Откуда ω1 = 1360 (c-1) или из формулы (5) n1 = ω1/2π = 216(об/мин).
Необходимое соотношение числа оборотов n1 и n2 обеспечивается соответствующей механической (фрикционной или зубчатой) передачей с передаточным отношением i=n1/n2=0,72. Продолжительность вращения изложницы 1 определяется временем затвердевания материала изделия. После затвердевания полученное изделие 13 извлекается из изложницы 1.
Разрез полученного из модельного материала изделия 13 в направлении горизонтальной оси 3 представлен на фиг. 3.
Пример 2 конкретного выполнения способа изготовления изделия с изолированной центральной полостью в виде сферы (частный случай эллипсоида вращения).
Формирование сферической поверхности предполагает равенство полуосей q= d. Выполнение этого условия в формуле (2) определяет необходимое соотношение угловых скоростей вращения изложницы 1:
или с учетом выражения i = ω1/ω2, (16)
подставив его в формулу (15), получим следующее:
откуда i= 1,272.
При сохранении такого передаточного отношения в механической передаче устройства (см. фиг. 1) внутри вращающейся изложницы формируется изделие с полостью сферической конфигурации, диаметр которой полностью зависит от объема изложницы и объема изделия:
Разрез полученного изделия в направлении горизонтальной оси 3 представлен на фиг. 4.
Таким образом, предлагаемый способ изготовления изделий с изолированной полостью и его конструктивное выполнение позволяют получить изделия с изолированной полостью в виде эллипсоида вращения путем одновременного вращения изложницы с расплавом вокруг вертикальной и горизонтальной осей при расположении изложницы внутри поворотной полурамки в области пересечения вертикальной и горизонтальной осей.
Источники информации
1. Заявка 60-234758, Япония, кл. B 22 D 13/02, B 22 D 13/06 (аналог и прототип).
2. Авторское свидетельство СССР N 1235641, кл. B 22 D 13/04 (аналог).
3. Патент 3929182, США, кл. B 22 D 13/00 (прототип).
4. С.Б. Юдин, М.М. Левин, С.Е. Розенфельд. Центробежное литье, 2-е изд. - М.: Машиностроение, 1972. - С. 27.
Изобретение относится к литейному производству, а именно к центробежному литью, в частности для изготовления изделий с изолированной полостью эллипсоидной конфигурации. Предварительно расплав заливают в изложницу, затем изложницу с расплавом приводят во вращение одновременно вокруг вертикальной и горизонтальной пересекающихся осей. Угловые скорости вращения изложницы определяют в зависимости от геометрических параметров изолированной полости в виде эллипсоида вращения по формуле d4/q4= ω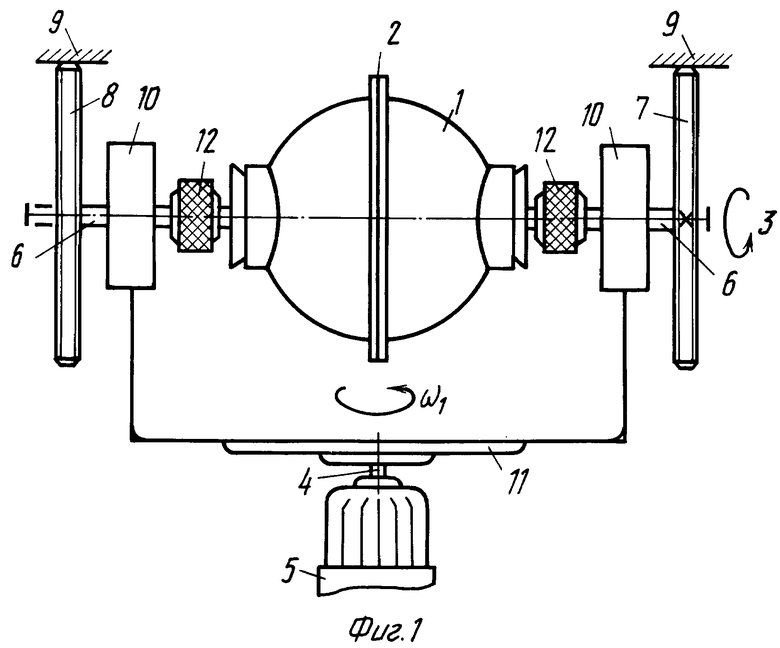
d4/q4= ω
где d - малая полуось эллипсоида вращения;
q - большая полуось эллипсоида вращения;
ω1 - угловая скорость вращения изложницы вокруг вертикальной оси;
ω2 - угловая скорость вращения изложницы вокруг горизонтальной оси.
| US 3929182, 30.12.1975 | |||
| Способ изготовления изделий с замкнутой полостью | 1984 |
|
SU1235641A1 |
| Patent abstracts of Japan | |||
| Т | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Способ изготовления полых отливок | 1978 |
|
SU789225A1 |
