Настоящее изобретение относится к устройству для подачи печатных изделий, по меньшей мере, к двум предназначенным для обработки печатных изделий позициям обработки, согласно ограничительной части п. 1 формулы. Далее оно относится к устройству для подачи печатных изделий к выполненной для подборки позиции обработки согласно п. 12 формулы.
В данной связи под термином "позиция обработки" следует понимать, в первую очередь, соответственно машинный узел, который объединяет подаваемые по расположенному перед ним подающему участку печатные изделия в готовую продукцию, или вкладывает вкладыш в каждое печатное изделие, или штабелирует, пакетирует, шнурует, и/или обвязывает, или адресует печатные изделия, или нарезает на формат. Далее под позицией обработки следует также понимать позицию транспортировки, к которой следует подавать печатные изделия. Эта дальнейшая обработка может происходить либо транзитом, т.е. непрерывно, либо периодически. В соответствии с этим расположенные перед такими позициями обработки подающие участки должны быть выполнены с возможностью подачи печатных изделий к позиции обработки непрерывно или прерывисто. Часто производительность такой позиции обработки не соответствует производительности расположенного перед ней источника печатных изделий, будь то печатная машина, позиция размотки и т.п., или производительности следующего за ней транспортера и/или существует потребность подачи одних частей продукции на какую-то определенную дальнейшую обработку, а других частей этой же продукции - на другую. В обоих случаях поэтому следует распределять поступающую продукцию.
Пригодное для этой цели устройство раскрыто, например, в EP-A 0272398 и в соответствующем патенте США N 4866910. Приводимые в бесконечное перемещение по замкнутой траектории отдельные транспортеры в подвесном выполнении, снабженные расположенными на расстоянии друг от друга управляемыми захватами, каждый из которых захватывает одно печатное изделие за его передний в направлении транспортировки край, установлены с возможностью пересечения подающих участков, расположенных перед позициями обработки. Для того чтобы можно было, по возможности, непрерывно разделять поступающие также непрерывно потоки печатных изделий и оптимально приспосабливать их к потребностям позиций обработки, потоки подают в местах пересечений к накопителю, тогда как в том же месте пересечения печатные изделия одновременно с этим передают из накопителя через место передачи подающим участкам. Для этой цели в каждом месте пересечения установлено накопительное устройство с двумя приводимыми по отдельности и независимо друг от друга намоточными сердечниками, причем один из них ориентирован по соответствующему отдельному транспортеру, а другой - по месту передачи. Эти накопительные устройства сохраняют формацию поступающего потока и передают накопленный таким образом поток в той же формации к соответствующим подающим участкам. Это известное устройство содержит в зоне каждого места пересечения в определенной степени промежуточный склад, который постоянно пополняется и одновременно разгружается, причем разгрузка может происходить независимо от поступающего потока и, тем самым, может быть приспособлена к потребностям последующей позиции обработки.
Это известное устройство, помимо большой занимаемой площади и высоких затрат на оборудование, ограничено в гибкости. Его преимущество заключается в возможности промежуточного накопления большого числа непрерывно поступающих, следующих друг за другом печатных изделий. Для индивидуальной обработки отдельных поступающих печатных изделий или их небольшого числа оно непригодно или плохо пригодно.
Другое устройство для распределения поступающего потока печатных изделий по нескольким позициям обработки раскрыто в патенте Швейцарии N 382768 и в соответствующем патенте США N 3032341. Оно содержит независимые друг от друга захваты, движущиеся по рельсу. Для распределения печатных изделий рельс разделяют на две образующие подающие участки ветви, причем каждый второй зажим с одним печатным изделием подают к одной ветви, а остальные - к другой. Каждая из этих ветвей может быть, при необходимости, дополнительно разделена до тех пор, пока поступление печатных изделий на отдельных ветвях не будет соответствовать выполняемым работам. Это устройство обеспечивает одновременное выполнение медленных операций на нескольких позициях обработки. Ей присущ, однако, тот недостаток, что приходится останавливать всю установку в случае, если остановлена одна позиция и ведущая к ней ветвь занята зажимами.
Задачей изобретения является поэтому создание устройства вышеописанного типа с повышенной гибкостью.
Эта задача решается посредством устройства с признаками отличительной части п. 1 формулы изобретения.
Печатные изделия транспортируют с удержанием каждого печатного изделия одним зажимом. Поскольку зажимы независимы друг от друга, они могут быть направлены по отдельности посредством управляемых стрелок к каждому из нужных подающих участков. Печатные изделия транспортируют, тем самым, посредством зажимов до позиции обработки и отдают их там путем раскрытия зажимов. Передача печатных изделий от зажимов к иному транспортеру необязательна. Поскольку подающие участки выполнены в виде буферных участков, они устраняют изменения в поступлении и отдаче печатных изделий каждому подающему участку.
Особенно предпочтительная форма выполнения устройства согласно изобретению по п. 2 еще более повышает гибкость за счет того, что зажимы или печатные изделия могут быть направлены мимо подающих участков.
Поскольку зажимы независимы друг от друга и, тем самым, соседние зажимы могут располагаться на разном расстоянии друг от друга, можно задерживать их в любых местах и отдавать, управляя ими. Особая в этом отношении форма выполнения устройства приведена в п. 3. Она простым образом обеспечивает возможность перевода стрелок без опасности заклинивания или неправильной передачи зажимов.
Другая предпочтительная форма выполнения устройства согласно изобретению приведена в п. 4. Она обеспечивает ввод печатных изделий из другого производства или источника печатных изделий.
В особенно предпочтительной форме выполнения устройства согласно изобретению по п. 5 в зоне стрелок и подающих участков можно отказаться от электропривода зажимов, что обеспечивает особенно простую конструкцию.
Форма выполнения устройства согласно изобретению по п. 6 обеспечивает без проблем щадящие печатные изделия ввод, вывод и буферное накопление их, а также простую передачу к позициям обработки.
Особенно простая отдача печатных изделий зажимами на участки обработки позиций обработки достигается с помощью формы выполнения устройства согласно изобретению, приведенной в п. 7.
Другая предпочтительная форма выполнения устройства согласно изобретению по п. 8 обеспечивает непрерывную передачу печатных изделий к участкам обработки.
Особенно предпочтительная форма выполнения устройства согласно изобретению для подборки печатных изделий приведена в п. 9.
Форма выполнения устройства согласно изобретению по п. 10 обеспечивает тактовую отдачу печатных изделий позициям обработки и предоставляет время для надежной передачи.
В п. 11 приведена особенно предпочтительная форма выполнения устройства согласно изобретению для раскрытия и подборки печатных изделий.
В п. 12 приведено предпочтительное устройство для подборки печатных изделий.
Изобретение более подробно поясняется с помощью примеров его выполнения, изображенных на чертежах, где представлено:
фиг. 1 - форма выполнения устройства согласно изобретению с замкнутой основной конвейерной линией и стрелками для индивидуального подвода удерживаемых зажимами печатных изделий от основной конвейерной линии к нужной позиции обработки;
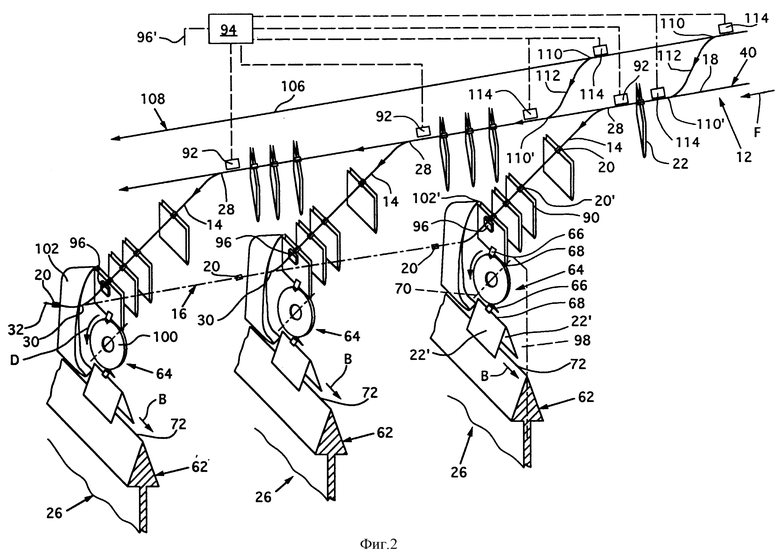
фиг. 2 - часть изображенного на фиг. 1 устройства в перспективе с дополнительной основной конвейерной линией;
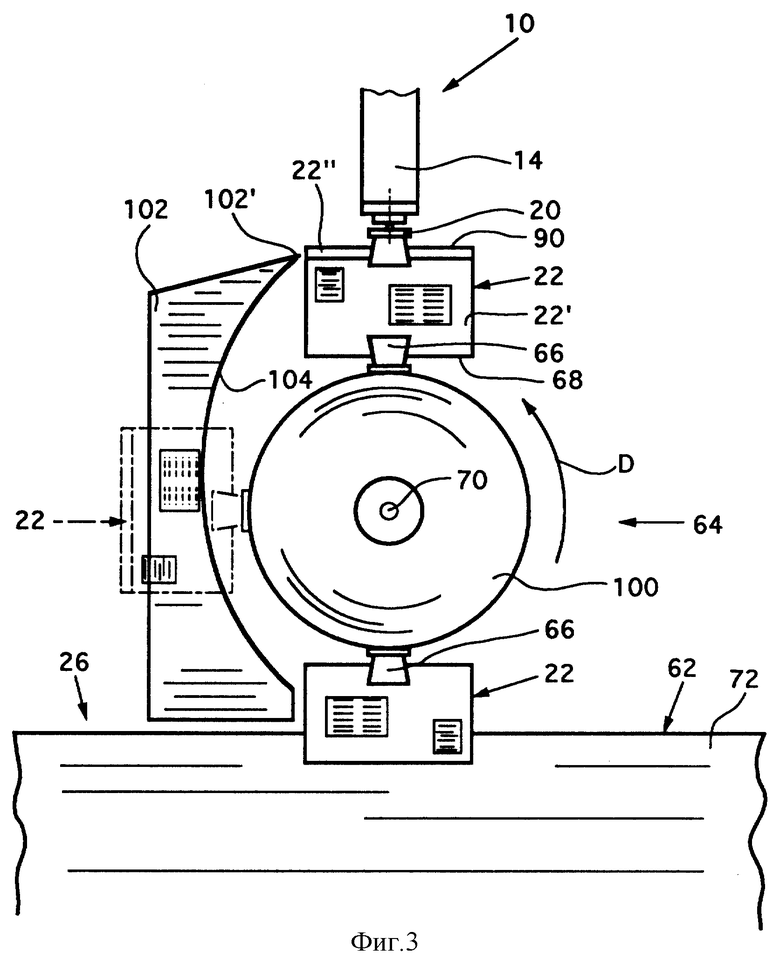
фиг. 3 - общий увеличенный вид части изображенного на фиг. 1 и 2 устройства в зоне передачи печатных изделий от зажимов к позиции обработки;
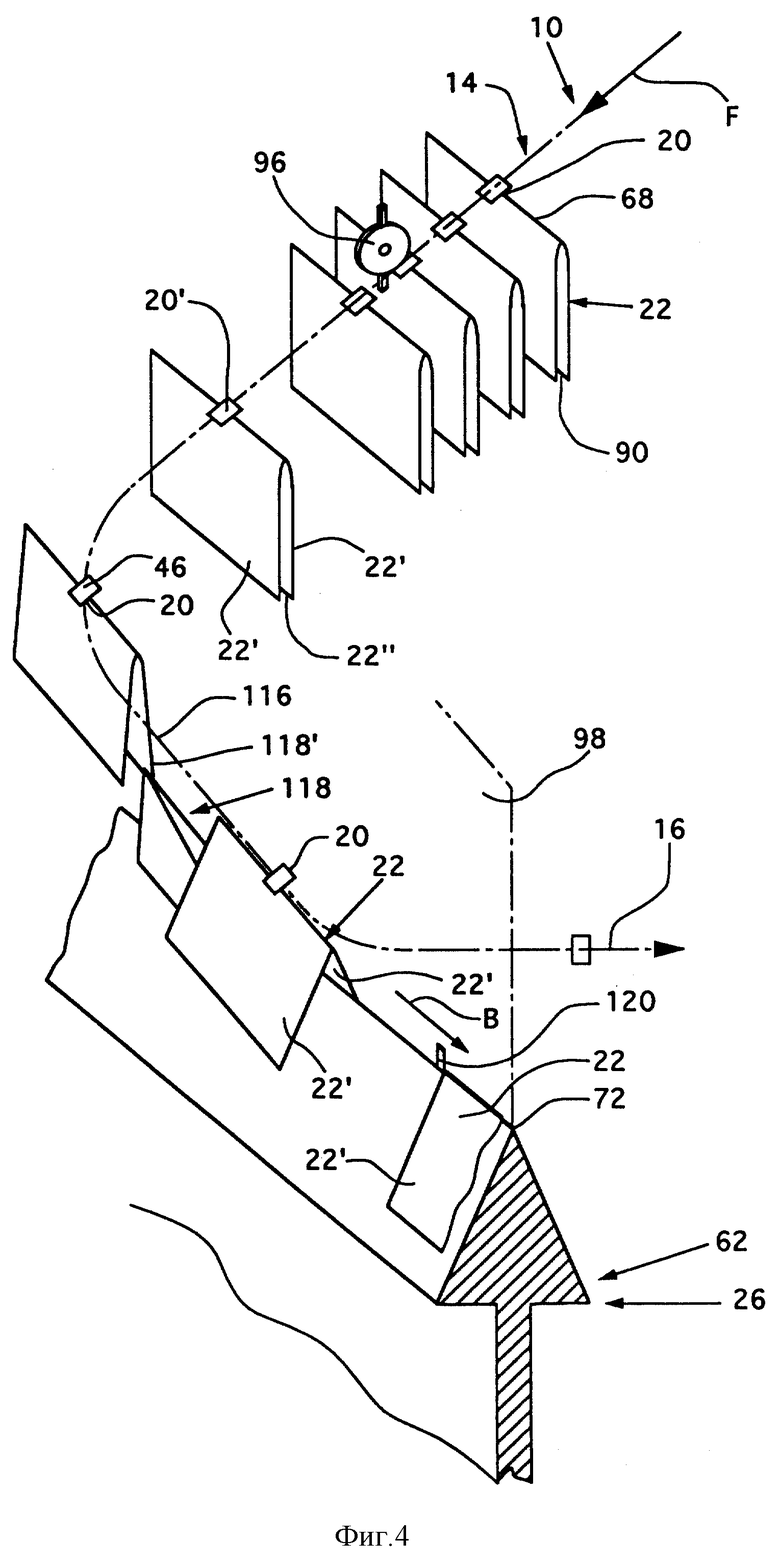
фиг. 4 - в перспективе другая форма выполнения устройства согласно изобретению в зоне передачи печатных изделий к позиции обработки.
Изображенное на фиг. 1 устройство содержит транспортное устройство 10 с замкнутой основной конвейерной линией 12, несколькими подающими участками 14, 14' и участками 16, 16' возврата. Эти участки 12, 14, 14', 16, 16' образованы рельсами 18, вдоль которых могут перемещаться индивидуальные зажимы 20 для транспортировки печатных изделий, например газет, журналов или их частей, в направлении F транспортировки от места 24 приема к относящимся к подающим участкам 14, 14' позициям 26, 26' обработки, а затем снова к месту 24 приема. Основная конвейерная линия 12 соединена с каждым из подающих участков 14, 14' стрелочным переводом 28, так что в направлении F транспортировки каждый из зажимов 20 может быть переведен с основной конвейерной линии 12 на нужный подающий участок 14, 14'. К подающим участкам 14, 14' непосредственно примыкают участки 16, 16' возврата, которые, как это показано с помощью примыкающих к подающим участкам 14 участков 16 возврата, объединены стрелочными переводами 30 в ветвь 32 возврата, соединенную на лежащем ниже по потоку конце посредством стрелочного перевода 30' с основной конвейерной линией 12. Точно так же примыкающие к подающим участкам 14' участки 16' возврата могут быть объединены в одну ветвь или индивидуально соединены соответствующим стрелочным переводом с основной конвейерной линией 12.
Основная конвейерная линия 12 содержит вертикальный участок 34, на нижнем конце которого расположено место 24 приема. К верхнему концу вертикального участка 34 примыкает первый наклонный участок 36, к которому за криволинейным участком 38 примыкает встречный первому наклонному участку 36 второй наклонный участок 40. Последний переходит в вертикальный участок 42, который через дугообразный участок 44 ведет к нижнему концу вертикального участка 34. Подающие участки 14, 14' и участки 16, 16' возврата находятся в той же плоскости, что и второй наклонный участок 40, так что зажимы 20 могут перемещаться от верхнего конца вертикального участка 34 за счет своей силы тяжести в направлении F транспортировки к дугообразному участку 44.
Каждый из зажимов 20 закреплен на каретке 46, выполненной с возможностью свободного перемещения вдоль рельсов 18. Каретки 46 содержат поводковые кулачки (не показаны), которые для перемещения зажимов 20 на дугообразном 44 и вертикальном 34 участках взаимодействуют соответственно с приводным колесом 48 и с приводной лентой 50, приводимой во вращение в направлении F транспортировки.
Вверх по потоку перед стрелочными переводами 28 с основной конвейерной линией 12 взаимодействует шлюзообразное тактовое колесо 52, которое предназначено для отпускания в определенные моменты времени каждый раз одного зажима 20. Первый наклонный участок 36, криволинейный участок 38 и лежащая вверх по потоку перед тактовым колесом 52 часть второго наклонного участка 40 образуют накопительный участок для зажимов 20. Как показано штрихпунктиром, между стрелочными переводами 28, относящимися к подающим участкам 14, 14', может быть предусмотрено дополнительное тактовое колесо 52'.
Первый наклонный участок 36 соединен через показанный штрихпунктиром обводной участок 54 с вертикальным участком 42. У стрелочного перевода 56, соединяющего первый наклонный участок 36 с обводным участком 54, расположен сенсорно-исполнительный блок 56', предназначенный для установки стрелочного перевода таким образом, чтобы занятые печатной продукцией 22 зажимы 20 оставались на основной конвейерной линии 12, а зажимы 20 без печатной продукции 22 подавались к обводному участку 54, как это показано на примере одного зажима 20. У впадения обводного участка 54 в вертикальный участок 42 расположен стрелочный перевод 58, исполнительный элемент 58' которого приводится в действие в зависимости от сенсорно- исполнительного блока 56', гарантируя ввод находящегося на обводном участке 54 зажима 20 в вертикальный участок 42. Вверх по потоку перед стрелочным переводом 58 со вторым наклонным участком 40 взаимодействует стопорный элемент 60, который задерживает прибывающие к концу второго наклонного участка 40 зажимы 20 в зависимости от положения стрелочного перевода 58 в случае, если он установлен для ввода зажимов 20 с обводного участка 54 в вертикальный участок 42, и отпускает, как только стрелочный перевод 58 снова будет переведен, или пропускает зажимы.
С каждым из подающих участков 14, 14' взаимодействует позиция 26, 26' обработки. Каждая из позиций 26 обработки имеет расположенный под соответствующим подающим участком 14, выполненный в виде накопительного участка стационарный участок 62 обработки, который предназначен для приема наподобие седла подаваемых к нему сложенных печатных изделий 22 и транспортировки их в положении "верхом" в продольном направлении участка 62 обработки, так что на уложенные печатные изделия посредством дополнительных транспортных устройств 10 могут быть уложены дополнительные печатные изделия. В этой связи термин "стационарный" означает, что участок обработки неподвижен в направлении поперек своего продольного направления.
Между каждым участком 62 обработки и соответствующим подающим участком 14 расположено раскрывающее устройство 64, которое описано более подробно с помощью фиг. 2 и 3. Прежде следует лишь упомянуть, что оно содержит вращающиеся захваты 66, предназначенные для захватывания подаваемого посредством зажима 20 в висячем положении сложенного печатного изделия 22 за находящийся внизу фальц 68, поворота вокруг горизонтальной оси 70 и отпускания печатного изделия 22, раскрытого во время этого поворота, так что каждая из двух соединенных между собой фальцем 68 частей 22' изделия приходится на одну сторону опоры 72 участка 62 обработки.
Рабочие позиции 26' выполнены для подборки и вкладывания печатных изделий. Они содержат каждая проходящий под соответствующим подающим участком 14' выполненный в виде подборочного или вкладывающего участка 74 стационарный участок 62 обработки с приемной частью 76. Печатные изделия 22, подаваемые посредством зажимов 20 и передаваемые путем раскрытия зажимов 20 к приемным частям 76, транспортируют в соответствующей приемной части 76 в продольном направлении подборочного или вкладывающего участка 74, так что с помощью дополнительного транспортного устройства 10 на уже уложенные печатные изделия могут быть уложены совпадающие с ними дополнительные печатные изделия или вложены в уже уложенные или раскрытые печатные изделия.
Каждый из подающих участков 14, 14' выполнен в виде буферного участка, т. е. имеет определенную длину для приема определенного числа зажимов 20 с печатными изделиями 22.
На фиг. 1 изображено также общеизвестное размоточное устройство с установленным на станине 80 сердечником 82. Он несет рулон 84 из большого числа печатных изделий 22, намотанных каскадом вместе с находящейся под натяжением намоточной лентой. Вращением по стрелке А печатные изделия 22 разматывают с рулона 84 каскадом S и подают к месту 24 приема. В каскаде S каждое печатное изделие 22, если смотреть в направлении A размотки, прилегает к каждому последующему печатному изделию, а противоположный фальцу 68 край 90, так называемая розетка, является относительно фальца 68 опережающим. Устройство 86, раскрытое, например, в заявке Швейцарии N 19961146/96, обеспечивает определенное расстояние в каскаде между подаваемыми к месту 24 приема печатными изделиями 22, которое больше глубины зажимов 20, и препятствует прилеганию друг к другу двух печатных изделий 22 так, чтобы они не совпадали между собой.
Приводное колесо 48 приводится во вращение синхронно с ленточным транспортером 88, который транспортирует печатные изделия 22 от устройства 86 к месту 24 приема. Благодаря этим мерам обеспечивается подача к каждому зажиму 20 одного печатного изделия 22.
На фиг. 2 изображена часть второго наклонного отрезка 40 со стрелочными переводами 28, примыкающие к нему подающие участки 14 и части взаимодействующих с этими подающими участками позиций 26 обработки. Соответствующие фиг. 1 части транспортного устройства 10 и позиций 26 обработки обозначены теми же ссылочными позициями и упомянуты еще раз лишь постольку, поскольку это необходимо для понимания фиг. 2.
Как показано штриховыми линиями, исполнительные блоки 92 стрелочных переводов 28 связаны с управляющим устройством 94, которое связано линией 96' с относящимся к каждому подающему участку 14, 14' подачи упорным устройством 96, а также с другими, изображенными на фиг. 1 сенсорно-исполнительными блоками 56', 58', стопорными элементами 60 и приводами для тактовых колес 52, 52'.
Упорные устройства 96 расположены таким образом, что зевы 20' прижатых к ним зажимов 20 лежат в одной вертикальной плоскости 98, которая определяется продольной протяженностью соответствующих участков 62 обработки. Подающие участки 14 проходят с наклоном к упорному устройству 96 в другой вертикальной плоскости, перпендикулярной вертикальной плоскости 98. Зажимы 20 удерживают своими направленными вниз зевами 20' печатные изделия 22 в висячем положении за лежащую вверху розетку 90.
Как видно из фиг. 2, благодаря независимости зажимов 20 и индивидуальному управлению каждого из стрелочных переводов 28 отдельные печатные изделия 22 или несколько следующих друг за другом печатных изделий могут быть направлены к любому подающему участку 14. Между стрелочными переводами 28 и упорными устройствами 96 подающие участки 14 образуют буферные участки. Подачей печатных изделий 22 к подающим участкам 14 управляют таким образом, что позиции 26 обработки могут работать оптимально и без перерыва.
Оба захвата 66 каждого раскрывающего устройства 64 расположены на держателе 100 в виде колеса диаметрально противоположно относительно оси 70 его вращения. Ось 70 вращения проходит под прямым углом к вертикальной плоскости 98. Держатели 100 приводятся каждый во вращение на 180o по стрелке D в такт с соответствующей позицией 26 обработки. Как видно, в частности, также из фиг. 3, каждое раскрывающее устройство 64 содержит неподвижный раскрывающий нож 102, также расположенный, по меньшей мере, приблизительно в вертикальной плоскости 98. Лежащее вверху вводное острие 102' раскрывающего ножа 102 находится при прижатом к упорному устройству 96 зажиме 20 на небольшом расстоянии от боковой кромки соответствующего печатного изделия 22 и от лежащей вверху розетки 90. Предпочтительным образом печатные изделия 22 сложены не посередине, так что одна часть 22' изделия имеет выступающий за другую часть 22' изделия край 22''. За счет этого можно простым образом обеспечить ввод раскрывающего ножа 102 между обеими частями 22' изделия и раскрытие печатных изделий 22 посередине. Обращенный к держателю 100 край 104 раскрывающего ножа 102 приближается от вводного острия 102' к держателю 100 и проходит затем приблизительно соосно с ним на расстоянии до опоры 72 вблизи нее. Если смотреть в продольном направлении опоры 72, то край 104 имеет форму остроугольного треугольника с лежащей у вводного острия 102' вершиной, как это видно, в частности, из фиг. 2. Соответствующий, прижатый к упорному устройству 96 зажим 20 отпускает печатное изделие 22, захваченное захватом 66 за фальц 68, а держатель 100 подхватывает его в направлении D вращения. При этом раскрывающий нож 102 входит вводным острием 102' между обеими частями 22' изделия, которые в процессе дальнейшего вращения все больше расходятся, так что, в конце концов, после поворота на 180o обе части 22' изделия, направляемые раскрывающим ножом 102, приходятся каждое на одну сторону опоры 72. За счет раскрытия захвата 66 раскрытое печатное изделие 22 падает верхом на опору 72, где оно транспортируется дальше по стрелке B, например, посредством кулачков.
После отпускания печатного изделия 22 прижатым к упорному устройству 96 зажимом 20 и поворота печатного изделия 22 захватом 66 примерно на 90o (печатное изделие, обозначенное на фиг. 3 штрихпунктиром) упорное устройство 96 отпускает зажим 20 и останавливает непосредственно следующий за ним зажим 20, в результате чего следующее печатное изделие 22 готово для приема захватом 66.
Возможно также расположение подающих участков 14 в вертикальных плоскостях, наклоненных к вертикальным плоскостям 98, образованным накопительными участками 62. В этом случае зевы 20' зажимов наклонены относительно направления рельсов, так что печатные изделия 22 при прижатых к упорному устройству 96 зажимах 20 снова расположены, в основном, в вертикальной плоскости 98. Возможно также расположение зажимов 20 на каретках с возможностью вращения, так что печатные изделия 22 при любой конфигурации рельсов могут быть ориентированы в зоне подающего участка 14 параллельно вертикальной плоскости 98.
На фиг. 2 изображен наклонный участок 106 второй основной конвейерной линии 108, содержащей два дополнительных стрелочных перевода 110, к которым примыкают соединительные участки 112, впадающие через дополнительные стрелочные переводы 110' во второй наклонный участок 40 вверх по потоку перед стрелочным переводом 28, если смотреть в направлении F транспортировки, а также между первым и вторым стрелочными переводами 28. Само собой разумеется, можно соединить вторую основную конвейерную линию 108 через дополнительные соединительные участки с первой основной конвейерной линией 12. Эти соединительные участки 112 с относящимися к ним дополнительными стрелочными переводами 110, 110' позволяют вводить печатные изделия 22 между печатными изделиями 22, транспортируемыми первой основной конвейерной линией 12. Для обеспечения ввода исполнительные элементы 114 дополнительных стрелочных переводов 110, 110' связаны с управляющим устройством 94, причем относящиеся к соединительному участку 112 стрелочные переводы 110, 110' установлены соответственно одновременно так, что они отводят в сторону печатные изделия или не отводят их.
Изображенный на фиг. 4 подающий участок 14 имеет прямолинейный раскрывающе-укладывающий участок 116, который, если смотреть в направлении F транспортировки, расположен с уклоном в вертикальной плоскости 98, образованной участком 62 обработки. Между этим раскрывающе-укладывающим участком 116 и проходящей под ним в горизонтальном направлении опорой 72 расположен неподвижный раскрывающий нож 118. Зажимы 20 выполнены с возможностью вращения относительно своих кареток 46. На участке подающего участка 14, проходящем в качестве буферного участка вверх по потоку перед упорным устройством 96, зажимы 20 ориентированы таким образом, что направленные вниз зевы 20' проходят, в основном, под прямым углом к направлению F транспортировки. За счет этого на буферном участке достигается высокая плотность накопления. Вниз по потоку за упорным устройством 96 рельс через кривую переходит в раскрывающе-укладывающий участок 116. В зоне этой кривой зажимы 20, управляемые, например, посредством кулис, поворачиваются относительно кареток 46 таким образом, что на раскрывающе-укладывающем участке 116 зевы 20' зажимов проходят в направлении F транспортировки и, тем самым, в плоскости 98. Зажимы 20 предназначены также для удержания печатных изделий 22 за их фальц 68 в висячем положении, так что розетка 90 находится внизу. За счет складывания печатных изделий 22 не посередине одна часть 22' изделия имеет выступающий за другую его часть край 22'', прилегающий к направленному навстречу направлению F транспортировки вводному острию 118' раскрывающего ножа 118, так что последний входит в печатное изделие 22 посередине между его частями 22' при его перемещении вдоль раскрывающе-укладывающего отрезка 116. Поскольку раскрывающий нож 118 при виде сверху расширяется в направлении F транспортировки, то обе части 22' изделия все дальше расходятся и раскрываются, так что каждая часть 22' изделия приходится на одну сторону опоры 72. Как только раскрытое печатное изделие 22 окажется вне зоны действия раскрывающего ножа 118, открывается соответствующий зажим 20, в результате чего печатное изделие 22 прилегает верхом к опоре 72. Движущийся по стрелке B поводковый кулачок 120 подхватывает уложенное печатное изделие 22 к следующему подающему участку, где на уже уложенное печатное изделие укладывается следующее.
Изображенные на фигурах устройства работают следующим образом. Разматываемые с рулона 84 каскадом S печатные изделия 22 захватываются в месте 24 приема по отдельности зажимом 20 за розетку 90 путем смыкания зева 20' зажима. Соответствующий зажим 20 поднимается за счет продолжающего вращаться приводного колеса 48, в результате чего печатное изделие 22 приподнимается от следующего печатного изделия 22. Благодаря этому его опережающая розетка 90 освобождается для захвата следующим зажимом 20. Зажим 20 попадает вследствие вращения приводного колеса 48 в зону действия приводной ленты 50 и поднимается ею вдоль вертикального участка 34 до первого наклонного участка 36. Здесь каждый зажим 20 еще раз проверяют, захватил ли он печатное изделие 22 или нет. Если нет, то зажим 20 отводится и подается по обводному участку 54 к вертикальному участку 42. Если да, то зажим 20 свободно движется за счет силы тяжести вдоль первого наклонного участка 36, возможно вдоль криволинейного участка 38 и второго наклонного участка 40, пока не окажется прижатым к предшествующему зажиму 20. Поскольку основная конвейерная линия 12 имеет от конца вертикального участка 34 до тактового колеса 52 большую вместимость, отпускание зажимов 20 тактовым колесом 52 может происходить независимо от приема печатных изделий 22 в месте 24 приема. Управляющее устройство 94 определяет, к какой позиции 26 или 26' обработки следует подавать соответствующее, отпущенное тактовым колесом 52 или 52' печатное изделие, и соответственно устанавливает стрелочные переводы 28. Это обеспечивает возможность подачи любого печатного изделия 22 к любой позиции обработки. Направляемые к подающему участку 14 печатные изделия 22 расположены на буферном участке в правильном порядке, и передача печатных изделий 22 к соответствующей позиции 26 или 26' обработки может происходить независимо от приема печатных изделий транспортным устройством 10.
После отдачи печатных изделий 22 зажимы 20 возвращаются вдоль участка 16, 16' возврата снова на основную конвейерную линию 12, где они, образуя запас на вертикальном участке 42, набегают друг на друга, а затем на конце вертикального участка 42 попадают в зону действия приводного колеса 48.
При выполнении подающих участков 14 по фиг. 4 печатные изделия 22 требуется лишь расположить каскадом S таким образом, чтобы фальц 68 был опережающим относительно розетки 90.
Если позиции обработки представляют собой устройства для подборки, сбора или вкладывания печатных изделий, то предпочтительным образом вдоль позиций обработки расположено несколько устройств, как это изображено на фигурах.
Если позиции обработки представляют собой пакетирующие устройства, то, при необходимости, достаточно одного транспортного устройства.
Полноты ради следует упомянуть, что вместо размоточного устройства 78 может быть предусмотрен любой другой источник печатных изделий, будь то самонаклад или печатная машина.
Само собой разумеется, можно также предусмотреть вместо наклонных участков приводы для перемещения вперед зажимов 20.
Изобретение относится к средствам транспортировки. Транспортное устройство (10) содержит замкнутую основную конвейерную линию (12), несколько подающих участков (14, 14'), выполненных в виде буферных участков, и участок (16, 16') возврата. С каждым подающим участком взаимодействует позиция (26, 26') обработки. Подающие участки (14, 14') соединены посредством управляемых стрелочных переводов (28) с основной конвейерной линией (12), так что каждый из зажимов (20), если смотреть в направлении (F) транспортировки, может подаваться к любой нужной позиции (26) обработки. Это обеспечивает высокую гибкость устройства, а также независимость позиций обработки от приема печатных изделий в месте (24) приема. 2 с. и 10 з.п. ф-лы, 4 ил.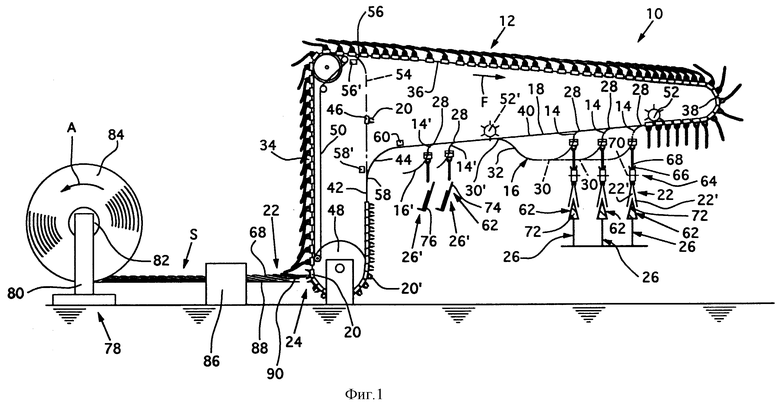
| US 5474285 A, 12.12.1995 | |||
| US 4489930 A, 25.12.1984 | |||
| EP 0518063 A1, 16.12.1992 | |||
| Делительное устройство | 1978 |
|
SU709326A1 |
| Нагружатель для испытания гребных установок на стапеле | 1978 |
|
SU679479A1 |
| Захват для удержания и транспортирования печатной продукции | 1973 |
|
SU652882A3 |

