Изобретение относится к металлообработке, в частности к обработке на токарных станках бывших в эксплуатации колес железнодорожных вагонов (и локомотивов).
Наиболее близким, по мнению заявителя, к заявляемому объекту является способ [А. с. 1458160, СССР] оптимизации процесса резания, включающий управление режимом резания в зависимости от величины контролируемого параметра (известно использование в качестве параметра силы резания, мощности резания, износа инструмента и т.д.).
Недостатком решения является ограниченная возможность его применения для таких обрабатываемых поверхностей, в пределах которых имеются локальные участки с измененными механическими свойствами, при срезании которых нет устойчивого изменения контролируемого параметра (следовательно, нет управляющего сигнала на изменение режима резания).
Техническим результатом заявляемого изобретения является расширение технологических возможностей оптимизации (что обеспечивает необходимую производительность обработки с требуемой точностью при должной работоспособности инструмента и станка) процесса резания.
Указанный технический результат обеспечивается за счет выбора того механического свойства материала обрабатываемого изделия, учет которого наиболее значим для цели оптимизации. С позиций сопротивляемости металла резанию и разрушения (скол, выкрашивание) инструмента таким свойством может быть принята твердость материала на локальных участках обрабатываемой поверхности. Изменение твердости имеет корреляционную связь с магнитными свойствами материала, это позволяет при отслеживании местоположения участка с повышенной твердостью снизить режим резания (подачу или скорость резания). Разница между твердостью основного материала и участков с повышенной твердостью в такой ситуации адекватна разнице магнитных свойств (например, остаточной намагниченности), результат измерения которых используется как управляющий сигнал для изменения режима резания.
Таким образом, заявляемый способ, как и прототип, включает управление режимом резания в зависимости от величины контролируемого параметра. Однако заявляемый способ оптимизации отличается тем, что в качестве контролируемого параметра выбирают остаточную намагниченность локальных участков обрабатываемого изделия, имеющую корреляционную связь с твердостью, управление режимом осуществляют путем изменения подачи и/или скорости резания. Для обеспечения контроля такого параметра перед резцом на траектории его реза устанавливают феррозондовый преобразователь и предшествующий ему намагничивающий наконечник. В том числе для повышения эффективности оптимизации процесса резания устанавливают на торец изделия (где нет локальных участков с повышенной твердостью) дополнительный преобразователь и наконечник, измеренные с основного и дополнительного преобразователей сигналы сравнивают и по их разнице формируют управляющий сигнал на изменение режима резания.
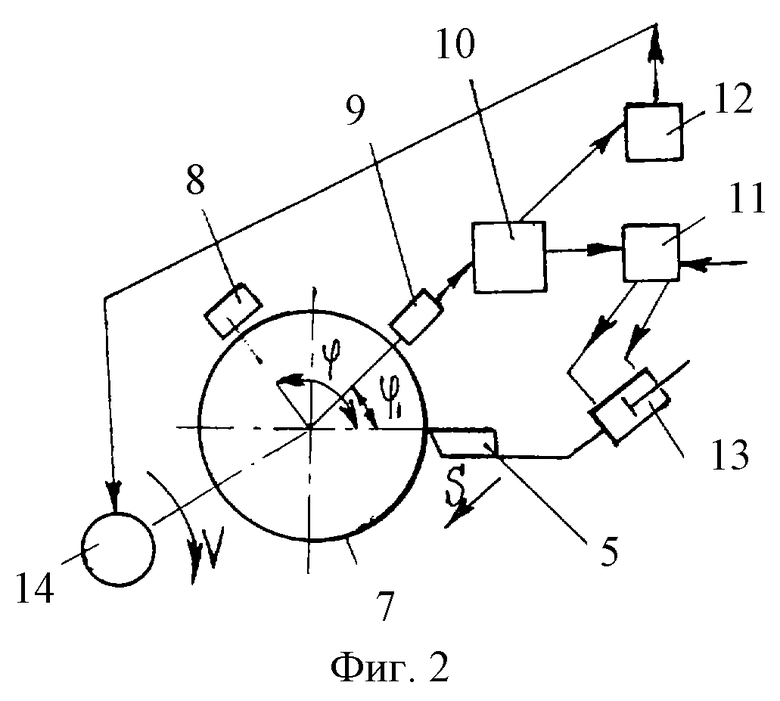
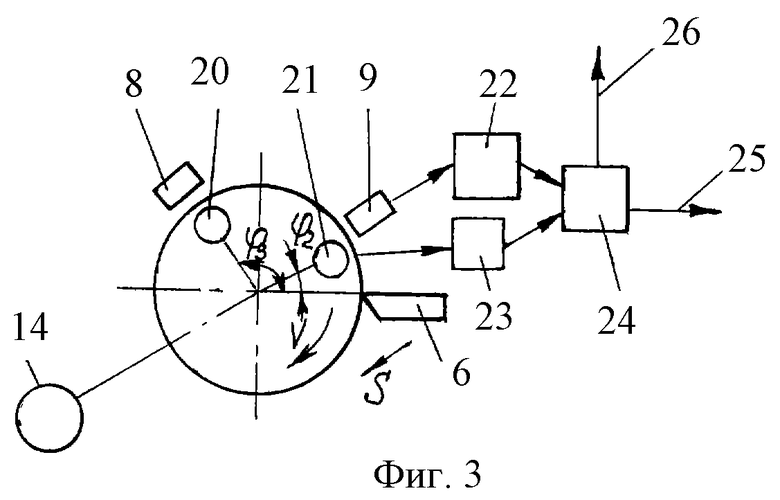
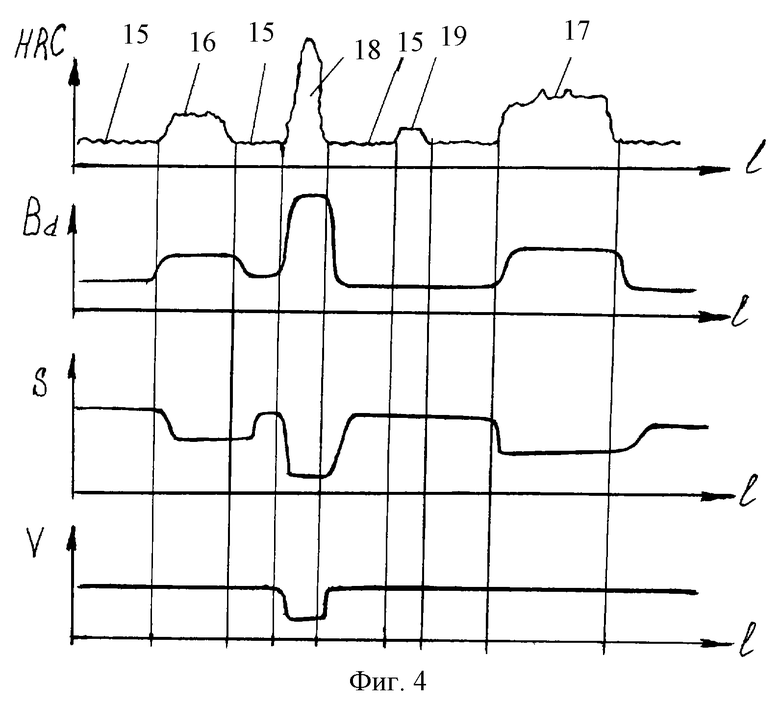
На фиг. 1 показана схема обрабатываемой поверхности бывшего в эксплуатации колеса железнодорожного вагона, на фиг.2 - блок-схема реализации способа, на фиг. 3 - то же с дополнительным преобразователем. На фиг.4 показан характер изменения отдельных параметров по длине l окружности обрабатываемой поверхности колеса.
Обоснование способа. В процессе эксплуатации колеса железнодорожных вагонов получают существенное изменение профиля 1. Его восстанавливают в процессе токарной обработки колеса на специальных (гидрокопировальных или с системой ЧПУ) станках. Обработка ведется при неизменной глубине резания. Наличие на обрабатываемой поверхности локальных участков (от нескольких квадратных миллиметров до двух-трех квадратных дециметров), имеющих существенное изменение структуры и механических свойств, вынуждает токаря вручную изменять подачу резца или (и) число оборотов колеса (скорость резания). Обнаружение таких участков токарем производится по характерному вибрационному уровню резания. Часто такое обнаружение запаздывает, что ведет к поломке инструмента и агрегатов станка. Боязнь токаря допустить такую ситуацию приводит к преднамеренному занижению им режима резания.
Состояние обрабатываемой поверхности колеса можно охарактеризовать следующим. Вся основная поверхность 2 колеса в процессе эксплуатации получает наклеп (твердость возросла на 20-30% на глубине нескольких десятых долей миллиметра). В результате юза и скольжения колеса при контакте с рельсом и тормозной колодкой локальные участки поверхности получают термомеханические повреждения (специалисты железной дороги квалифицируют их как ползуны 3, навары 4, вырывы 5 и т.д.). Твердость материала на таких участках достигает HRC 60-80, что соизмеримо с твердостью режущего инструмента. Обработка именно таких участков представляет сложность, здесь происходит поломка инструмента. Визуально эти участки заметны плохо, в процессе вращения колеса при точении они вообще не видны. Наличие именно этих участков ограничивает применение известных (по силе резания, вибрациям и т.д.) способов оптимизации процесса резания. Ограничение связано прежде всего с тем, что в них регистрируется достигнутая величина контролируемого параметра. Но эта величина достигается (при переходе резца из зоны 2 на участок 3) мгновенно, адаптивное управление не успевает отработать управляющую команду, а резец оказывается уже поломанным.
В силу этих обстоятельств необходимо контролировать параметр, во-первых, до наступления момента резания таких участков, во-вторых, необходимо учитывать размер таких участков, в-третьих, контролируемый параметр должен иметь четкую корреляционную связь с твердостью материала в основной зоне 2, на участках 3, 4, 5. Этим требованиям вполне удовлетворяет метод контроля остаточной намагниченности (смотри, например, паспорт и инструкцию к коэрцитиметру-испытателю механических свойств марки ИМС-9), которая имеет (смотри работы: 1. Горкунов Э.С., Коган Л.Х., Пашагин О.А. и др. Вихретоковый контроль глубины и твердости поверхностных упрочненных слоев изделий с использованием накладных преобразователей // Дефектоскопия, 5, 1996, с.54-58. 2. Матюк В. Ф. Влияние скорости перемещения листа на пространственное распределение нормальной составляющей напряженности поля остаточной намагниченности при локальном двухстороннем импульсном намагничивании // Дефектоскопия, 3, 1996, с.25-29) надежную корреляционную связь (чем больше твердость, тем выше остаточная намагниченность) с твердостью и может быть измерена через зазор на движущейся детали.
Реализуют способ следующим образом. На некотором расстоянии (угол ϕ) перед резцом 6 по направлению скорости резания V с зазором (для исключения механического взаимодействия) по отношения к обрабатываемой поверхности колеса 7 устанавливают намагничивающий наконечник 8 (с системой его питания и управления). Ближе (угол (ϕ1) к резцу также устанавливают феррозондовый преобразователь 9, подключенный к блоку 10 анализа величины остаточной намагниченности, выдающему управляющие сигналы на блоки 11 и 12 управления соответственно подачей S и скоростью резания V (глубина резания изменена быть не может, т. к. предопределена геометрией профиля колеса). Управление подачей может осуществляться регулированием скорости гидроцилиндра 13. Управление скоростью резания - регулированием числа оборотов электродвигателя 14. При обработке нормальной поверхности (зона 2), например в сечении А-А, наконечник 8 намагничивает материал колеса. Если этот материал в процессе эксплуатации колеса получил наклеп, то его твердость одна, ей соответствует намагниченность такой-то величины (время, необходимое на намагничивание, составляет доли секунды). За некоторое время вращения колеса (время пропорционально ϕ-ϕ1) преобразователь регистрирует на этом участке поверхности остаточную намагниченность величиной Bd. Эта величина в блоке 10 анализа сравнивается с эталонной (определяется по предварительным испытаниям). По результатам сравнения блок 10 через некоторый момент времени (пропорциональный величине ϕ1 и скорости V) дает (или не выдает) управляющий сигнал в блоки 11 и 12 (либо в тот, либо в другой, либо в оба) на изменение подачи и скорости. Чем больше результат сравнения в блоке 10, тем больше изменение подачи, либо скорости, либо подачи и скорости. Опыты показывают, что отсутствие участков с повышенной твердостью (условное сечение А-А) позволяет регистрировать примерно постоянную величину остаточной намагниченности Bd, в силу этого блок 10 не формирует (достигается его предварительной настройкой) управляющего сигнала, и обработка ведется с постоянной величиной подачи S и скорости V (они выбраны оптимальными).
Пусть в некоторый момент времени обработка ведется в сечении Б-Б, где имеются локальные участки с повышенной твердостью. Также происходит намагничивание поверхности наконечником 8, но при переходе контроля остаточной намагниченности преобразователем 9 с нормальной зоны 2 на локальный участок 3, 4 (и наоборот) регистрируются существенно разные величины. Соответственно блок 10 формирует управляющий сигнал на уменьшение подачи S, либо скорости V, либо подачи S и скорости V (в зависимости от уровня повышения зарегистрированной величины остаточной намагниченности установленной для зоны 2 эталонной величины). Такая оптимизация режима резания поддерживается все то время, пока локальный участок 3, 4 взаимодействует (зависит от протяженности участка) с преобразователем 9 (с учетом угла ϕ1). При переходе контроля с участка 3, 4 на зону 2 регистрируемая величина остаточной намагниченности вновь изменяется, блок 10 формирует команду на установление прежнего режима резания.
Показанный на фиг.4 пример изменения твердости HRC по длине 1 окружности обрабатываемой поверхности колеса соответствует наличию наклепа 15, ползунов 16, 17, вырыва 18 и навара 19. Соответствующий им характер изменения остаточной намагниченности Bd, подачи S и скорости V резания подтверждает достижение технического результата.
Технический результат может быть еще более значим (за счет более четкой адаптивной связи, т.к. из фиг.4 следует, что система не обеспечила оптимизацию при прохождении участка 19, а также имеется запаздывание управляющих сигналов) при оснащении системы дополнительным намагничивающим наконечником 20 и преобразователем 21, установленным с зазором (для исключения механического взаимодействия) по отношению к торцу колеса. Размещение их по торцу колеса связано с тем, что на торце материал в процессе эксплуатации не получает упрочнения, т. е. локальные участки с повышенной твердостью на торце отсутствуют. Это позволяет считать торцевую поверхность как эталонную по отношению к обрабатываемой поверхности. Сравнение остаточной намагниченности, измеренной элементами 9 и 21, производится в блоках 22 и 23. В случае их различия блоком 24 формируется управляющая команда по каналу 25 на изменение подачи S, либо по каналу 26 на изменение скорости V, либо по тому и другому каналам. Такая система позволяет оптимизировать обработку колеса более четко, в том числе позволяет повышать режим резания (если на обрабатываемой поверхности или ее участках нет наклепа).
При этом углы ϕ2 и ϕ3 установки дополнительных наконечника 20 и преобразователя 21 не обязательно должны быть равны углам ϕ и ϕ1 установки основных наконечника 8 и преобразователя 9.
Пример 1 реализации способа.
Брали новое колесо железнодорожного вагона (не было в эксплуатации, на нем отсутствуют дефекты и участки с повышенной твердостью). Брали оснастку (наконечники 8, 20, преобразователи 9, 21 и т.д.) от коэрцитиметра-испытателя механических свойств модели ИМС-9. Устанавливали и монтировали на гидрокопировальном станке модели UBB-112. Сопрягали систему управления подачей S станка и числом оборотов колеса (скоростью резания V) с блоками 11, 12 либо 24. Обрабатывали колесо на принятом режиме резания. По результатам контроля остаточной намагниченности делали уставки (в зависимости от зазоров и т.д.) в блоках 10 либо 22, 23 на нормированную (эталонную) величину подачи S и скорость V. В процессе обработки поднастройки блоков добивались S=const, V= const.
Пример 2 реализации способа.
Брали колесо, имевшее ползун на обрабатываемой поверхности. Накладным твердомером определяли твердость в основной зоне 2 и на ползуне 17. В блоках 10, 22, 23 делали уставки, регламентирующие необходимый уровень изменения режима резания (наклеп в зоне 2 показал повышение твердости по отношению к примеру 1 на 15%, соответственно введена уставка на снижение подачи на 5%, твердость на ползуне 17 возросла на 90%, соответственно введена уставка снижения подачи на 20%). Производили обработку колеса. Система управления станка производила оптимизацию процесса резания в момент обработки ползуна путем уменьшения подачи.
После срезания большей части ползуна систему управления станком по заявляемому способу оптимизации отключали, устанавливали новый инструмент. Начинали обработку колеса. Соответственно, изменения подачи не было. После первых же 4 оборотов колеса (после 4 резов ползуна 17 инструмент сломался, т. е. принятый режим резания не оптимизировался и создавал нагрузки на инструмент, превышающие допустимый уровень). Ставили прежний инструмент, включали систему оптимизации процесса резания, начинали обработку колеса. Система отрабатывала изменение подачи на каждом обороте колеса до тех пор, пока ползун не был полностью срезан. Поломки инструмента не было, величина его износа была меньше, чем износ по примеру 1, точность профиля колеса была достигнута при первом же проходе (в примере 1 для этого требовался еще дополнительный чистовой проход с малой глубиной резания).
Пример 3 реализации способа.
Брали колесо (колесную пару на оси) с несколькими ползунами и наварами. Их количество, протяженность и твердость были аналогичны на левом колесе и на правом. Правое колесо обрабатывали без реализации способа, т.е. изменение подачи и скорости токарь осуществлял вручную (руководствуясь опытом, полученным в течении 3 лет работы на станке). Колесо обработано им за t1 минут, пластину формы Об на инструменте из-за выкрашиваний поворачивали дважды, профиль колеса с первого прохода (глубина 5 мм) не достигнут. Потребовался чистовой проход (с глубиной 1 мм), что заняло еще t2 минут.
Левое колесо обрабатывали по заявляемому способу. Глубину сразу задали 6 мм. Прочности и износостойкости инструмента оказалось достаточно (поворотов пластины не потребовалось). Профиль колеса был достигнут. Время обработки составило t3 минут. Оно больше, чем при черновом проходе при проточке правого колеса (т.к. система уменьшала подачу и скорость в моменты срезания ползунов) на 12%, но меньше, чем t1+t2, на 40%. Это подтверждает достижение технического результата.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 2001 |
|
RU2211747C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ ДЕТАЛИ ПРИ ОБРАБОТКЕ НА МЕТАЛЛОРЕЖУЩЕМ СТАНКЕ | 2000 |
|
RU2163182C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТВЕРДОСПЛАВНЫХ ИЗДЕЛИЙ С ПЕРЕМЕННОЙ МИКРОТВЕРДОСТЬЮ ПОВЕРХНОСТНЫХ СЛОЕВ | 2000 |
|
RU2218448C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ИЗБЫТОЧНОЙ КОРРОЗИИ СТАЛИ | 2015 |
|
RU2570704C1 |
| СПОСОБ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ ВЫСОКОТВЕРДОГО ПОРОШКОВОГО МАТЕРИАЛА | 2012 |
|
RU2519173C1 |
| СПОСОБ МНОГОПРОХОДНОГО НАРЕЗАНИЯ ПРОФИЛЬНЫХ КАНАВОК (ВАРИАНТЫ) | 1998 |
|
RU2146577C1 |
| СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРОПРИВОДОМ И ЭЛЕКТРОПРИВОД | 2007 |
|
RU2361355C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ РЕЛАКСАЦИОННОЙ КОЭРЦИТИВНОЙ СИЛЫ И РЕЛАКСАЦИОННОЙ НАМАГНИЧЕННОСТИ ПРОТЯЖЕННЫХ ИЗДЕЛИЙ ИЗ ФЕРРОМАГНИТНЫХ МАТЕРИАЛОВ | 2016 |
|
RU2627122C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ КОЛЕСНОЙ ПАРЫ ВАГОНА | 2001 |
|
RU2216413C2 |
| СПОСОБ РАЗМАГНИЧИВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ИЗ МАГНИТОМЯГКИХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2335819C2 |
Изобретение относится к области металлообработки, обработке на токарных станках бывших в эксплуатации колес железнодорожных вагонов. Способ заключается в том, что для расширения технологических возможностей оптимизации процесса резания осуществляют управление режимом резания в зависимости от величины остаточной намагниченности материала обрабатываемой поверхности на ее локальных участках с повышенной твердостью материала колеса путем изменения подачи резца и/или скорости резания. При этом для обеспечения контроля величины остаточной намагниченности перед резцом на траектории его реза с зазором по отношению к обрабатываемой поверхности устанавливают намагничивающий наконечник и феррозондовый преобразователь. Дополнительно устанавливают намагничивающий наконечник и феррозондовый преобразователь с зазором по отношению к торцовой поверхности колеса и сравнивают между собой измеренные с основного и дополнительного преобразователей сигналы, по разности которых формируют управляющий сигнал на изменение режима резания. 4 ил.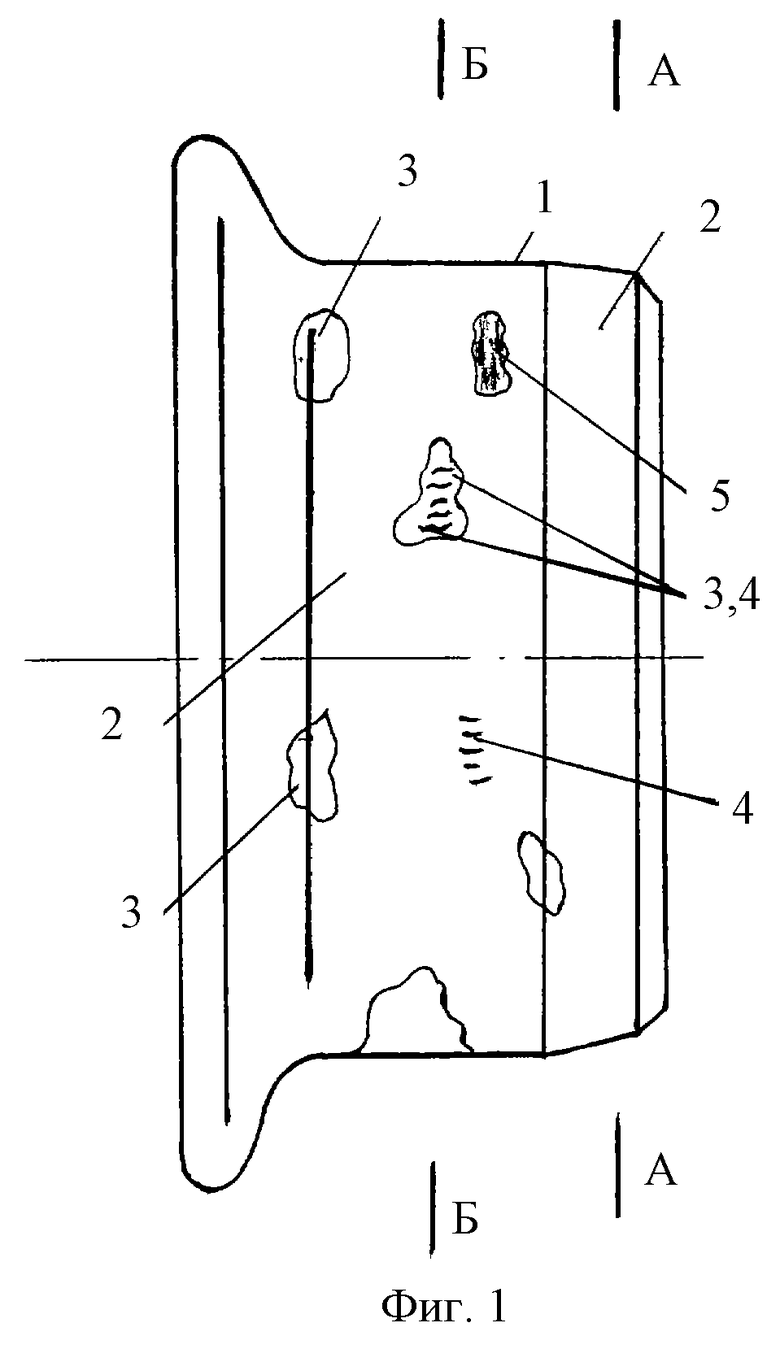
| Ближайший аналог не обнаружен | |||
| Способ оптимизации процесса резания | 1986 |
|
SU1458160A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ОБРАБОТКИ | 1995 |
|
RU2090337C1 |
| СТАНОК ДЛЯ ОБТОЧКИ КОЛЕСНЫХ ПАР БЕЗ ДЕМОНТАЖА ИХ С ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТНОГО СРЕДСТВА | 1997 |
|
RU2130361C1 |
| Сплав на основе алюминия | 1973 |
|
SU456845A1 |

