Изобретение относится к металлообработке на токарных станках и предназначено для определения состояния процесса резания, а также для контроля и управления акустическим режимом и точностью механической обработки.
Известен способ управления точностью обработки на металлорежущих станках путем изменения скорости подачи в функции отжимающей составляющей силы резания, при котором измеряют сигнал виброакустической эмиссии, возникающей при обработке, выделяют частотную составляющую, на которой наблюдается минимальное отношение акустического сопротивления между задней гранью инструмента и местом установки измерительного преобразователя виброакустической эмиссии к акустическим сопротивлениям между другими гранями и этой же точкой, нормируют эту составляющую по среднему уровню за период наблюдения, выделяют ее огибающую амплитудной модуляции, раскладывают в спектр, определяют частоту максимального уровня и по девиации этой частоты управляют законом изменения скорости подачи, как функции отжимающей составляющей силы резания 1 .
Однако поддерживать минимальные допустимые значения отжимающей составляющей силы резания не всегда эффективно в связи с тем, что уменьшение подачи приводит к уменьшению производительности и ухудшению качества обрабатываемой поверхности.
Цель изобретения - повышение стойкости режущего инструмента за счет уменьшения действия циклических составляющих сил трения и резания по задней грани, а также улучшение эксплуатационных характеристик обрабатываемых деталей.
Цель достигается тем, что согласно способу управления процессом механической обработки одновременно с регистрацией спектра виброакустической эмиссии возбуждают в зоне резания вынужденные ультразвуковые (УЗ) колебания, затем из огибающей амплитудной модуляции избранной гармонической составляющей выделяют частотную составляющую, меняющуюся синхронно с частотой возбуждения вынужденных ультразвуковых колебаний, осуществляют поиск минимального амплитудного значения последней в частотном диапазоне анализа при постоянной средней мощности возбуждения колебательных смещений и формируют сигнал управления мощностью ультразвуковых колебаний, а при выходе мощности возбуждения за установленные пределы производят поиск новой частоты возбуждения, минимизирующей циклические составляющие силы резания по задней грани инструмента, и поддерживают его
путем изменения частоты возбуждения мощности.
Сущность изобретения базируется на особенностях динамики процесса резания
при наложении вынужденных ультразвуковых колебаний на режущий инструмент или деталь.
В процессе ультразвуковой обработки инструмент движется по сложной пространственной траектории, причем эта траектория существенно изменяется в процессе обработки в зависимости от изменения параметров упругой системы, станка, являющихся функцией изменения текущих координат зоны обработки. В зависимости от изменения этой траектории существенно меняются условия обработки, силовая нагруженность инструмента, а следовательно и условия его изнашивания. Неблагоприятные вибрационные режимы обусловлены такими траекториями движения инструмента, при которых изменяются составляющие движения инструмента в сторону детали. При этом увеличиваются циклические составляющие сил, действующие на заднюю грань инструмента. Последние образуют дополнительные циклические напряжения в режущем клине. Это вызывает усталостное разрушение инструмента и приводит к снижению его срока службы в целом. Траектории движения, не приводящие к образованию циклических сил на задней грани, вызывают лишь незначительные циклические силы на передней грани.
Циклические составляющие сил, действующие на заднюю грань инструмента, одновременно деформируют поверхностный
5 слой обрабатываемой детали и определяют глубину его распространения, вызывают значительные остаточные напряжения на обработанной поверхности, что снижает качественные показатели обрабатываемой детали и ее эксплуатационные характеристики.
0 Таким образом можно считать, что возникновение относительно больщих циклических сил, действующих на заднюю грань инструмента, может быть положено в основу критерия рациональности выбранного акусj тического режима. При этом важно выделить такую суперпозицию сил, которая вызвана исключительно процессами, протекающими на задней грани инструмента. Для этого можно воспользоваться следующими особенностями процесса резания и системы СПИД. Зона, прилегающая к верщине режущего инструмента, является интенсивным источником виброакустических волн, распространяющихся по поверхности детали в зоне трения по задней грани инструмента. Изменение акустического контакта
5 по задней грани инструмента с деталью связано с вариацией площади контакта и определяется величиной сближения задней поверхности инструмента с деталью. Поэтому
последняя и характеризует силы, действующие на заднюю грань инструмента.
Следовательно, амплитудная модуляция той частотной составляющей движения элемента СПИД, которая вызвана сигналом виброакустической эмиссии, прошедшим через заднюю грань инструмента, и является носителем информации о циклических составляющих сил, приложенных к задней грани инструмента со стороны детали.
В высокочастотной области система СПИД является сложной волноводной системой, для которой имеются частоты, на которых акустические сопротивление минимально между силой, приложенной к задней грани инструмента, и точкой измерения колебательной скорости (мостом установки вибропреобразователя). Одновременно для этой точки изменение акустического сопротивления на порядок больше по отношению к силам, приложенным к остальным граням инструмента. Поэтому, на этих частотах и осуществляется разделение информации о силовых воздействиях на заднюю грань инструмента по отношению к силовым воздействиям, действующим на остальные его грани.
Таким образом, амплитудная модуляция сигнала выбранной частотной суперпозиции определяет циклические составляющие сил, действующих на заднюю грань инструмента.
На чертеже приведена блок-схема устройства, реализукзщего предлагаемый способ.
Способ осуществляют следующим образом.
Ультразвуковые колебательные смещения в зоне резания возбуждают, например, через режущий инструмент с помощью задающего генератора 1, усилителя мощности 2 и электромеханического преобразователя 3. При этом дополнительно частоту возбуждения оптимальных колебательных смещений автоматически перестраивают генератором пилообразного напряжения 4 при заданной постоянной средней мощности возбуждения и одновременно осуществляют контроль выбора оптимальной частоты и амплитуды колебательных смещений с последующим автоматическим выбором и поддержанием оптимальных акустических режимов, для чего одновременно с возбуждением ультразвуковых колебательных смещений преобразователем 3 дополнительно регистрируют спектр виброакустической эмиссии преобразователем 5.
Высокочастотную гармоническую составляющую, для которой акустическое сопротивление минимально от задней грани режущего инструмента до места установки преобразователя 5 регистрации виброакустической эмиссии, выделяют из спектра с помощью фильтра 6. Затем с помощью детектора 7 со встроенным интегратором выделяют из нее огибающую амплитудной модуляции, отображающую изменение условий контакта режущего инструмента по задней грани с обрабатываемой деталью. Из огибающей амплитудной модуляции высокочастотной составляющей выделяют гармоническую составляющую, изменяющуюся синхронно с частотой возбуждения ультразвуковых колебаний, с помощью перестраиQ ваемого узкополосного фильтра 8 и детектора 9 со встроенным интегратором.
Частоту настройки узкополоснрго фильтра 8 производят с помощью пилообразного напряжения, снимаемого с генератора 4, фиксируя амплитудное значение частоты на
5 выходе детектора 9, равное частоте возбуждення ультразвуковых колебаний. При этом осуществляют поиск ее минимального амплитудного значения в заданном частотном диапазоне при постоянной средней мощносQ ти возбуждения и поддерживают это значение постоянным путем управления в заданных пределах мощностью усилителя 2 возбуждения ультразвуковых колебательных смещений на режущем инструменте сигналом поиска и управления.
5 Сигнал поиска и управления формируют следующим образом.
Генератором 10 прямоугольных импульсов посредством триггера 11 управляют аналоговыми ключами 12 и 13 синхронно с работой генератора 4 пилообразного напря0жения, через которые выходной сигнал с фильтра поочередно подается на аналоговое запоминающее усфройство минимума 14, схему сравнения 15 и дифференциальный усилитель 17. Причем сигнал через аналоговый ключ 12 подается на аналоговое запоминающее устройство 14 минимума в процессе первой перестройки задающего генератора 1, а затем в процессе настройки и поддержания минимума через ключ 13 на второй вход схемы сравнения 15 и дифференциальный усилитель 17. При этом аналоговым ключом 16 управляют выходным сигналом схемы совпадения 18, подающимся при наличии на его входах разрешающего импульса с триггера 11 и выходс ного напряжения блока сравнения 15.
С помощью блока сравнения 15 и дифференциального усилителя 17 сравнивают текущее значение амплитуды выходного сигнала детектора 9 с минимальным ее значением, запомненным аналоговым запоминающим устройством (A3) 14 за время первой перестройки частоты задающего генератора 1, и управляют мощностью, поддерживая минимум постоянным. В дальнейшем при выходе мощности возбуждения генератора за установленные пределы производят новый поиск.
Повторную перестройку останавливают с помощью блока сравнения 15 через элемент
совпадения 18 в момент совпадения величин сигналов с АЗУ 14 и текущего значения на выходе детектора 9 со встроенным интегратором.
Затем управляют мощностью возбуждения в заданных пределах на основе выходного сигнала дифференциального усилителя 17, поддерживая сигнал на выходе блока постоянным, а следовательно, и величину циклических сил по задней грани инструмента на заданном уровне.
Применение предлагаемого способа для управления параметрами колебаний при ультразвуковой механической обработке эффективно как при чистовых, так и при черновых операциях. При этом для чистовых операций наиболее важным является
повыщение качественных показателей обработки: щероховатости и глубины деформированного слоя, определяющих эксплуатационные характеристики деталей при заданной стойкости инструмента, что достигается за счет выбора и поддержания оптимальных акустических режимов возбуждения в тангенциальном направлении. В свою очередь, для черновых операций важно повышение стойкости инструмента за счет уменьшения циклических составляющих сил на задней грани режущего инструмента.
Экономическая эффективность от использования предлагаемого способа определяется повышением времени стойкости режущего инструмента на 30% и качественных показателей обрабатываемых деталей, определяющих их эксплуатационные характеристики.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления точностьюОбРАбОТКи HA МЕТАллОРЕжущиХСТАНКАХ | 1979 |
|
SU806366A1 |
| Устройство для определения информации о параметрах процесса резания | 1983 |
|
SU1119825A1 |
| Самонастраивающаяся система управления процессом механической обработки | 1980 |
|
SU921782A1 |
| Способ автоматического выбора и поддержания оптимальных режимов обработки | 1981 |
|
SU1024161A1 |
| СПОСОБ ОПТИМИЗАЦИИ ПРОЦЕССА МЕХАНИЧЕСКОЙ ОБРАБОТКИ С ПОСЛЕДУЮЩИМ АВТОМАТИЧЕСКИМ ОБЕСПЕЧЕНИЕМ ЗАДАННОЙ ИЗНОСОСТОЙКОСТИ РЕЖУЩЕГО ИНСТРУМЕНТА И КАЧЕСТВА ФОРМИРОВАНИЯ ПОВЕРХНОСТНОГО СЛОЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2104143C1 |
| Устройство управления точностью на металлорежущем станке | 1980 |
|
SU918022A1 |
| Устройство управления процессом резания | 1986 |
|
SU1393531A1 |
| Устройство для измерения износа ре-жущЕгО иНСТРуМЕНТА | 1978 |
|
SU829352A2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ АНАЛИЗА КОЛЕБАНИЙ, А ТАКЖЕ БАЗА ДАННЫХ ОБРАЗОВ ДЛЯ НИХ И ПРИМЕНЕНИЕ БАЗЫ ДАННЫХ ОБРАЗОВ | 2009 |
|
RU2545501C2 |
| Способ автоматического контроля состояния и условий протекания процесса резания и устройство для его осуществления | 1986 |
|
SU1380910A1 |
СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ МЕХАНИЧЕСКОЙ ОБРАБОТКИ, включающий регистрацию спектра виброакустической эмиссии, излучаемой зоной резания, выделение из спектра высокочастотной гармонической составляющей, для которой акустическое сопротивление минимально от задней грани режущего инструмента до мест к регистрации акустической эмиссии в направлении действия отжимающей составляющей силы резания, и анализ ее огибающей амплитудной модуляции. отличающийся тем, что, с целью повыщениястойкости режущего инструмента за счет уменьшения действия циклических составляющих сил трения и резания по задней грани, в зоне резаниия возбуждают ультразвуковые колебания, из огибающей амплитудной модуляции избранной гармонической составляющей выделяют частотную составляющую, меняющуюся синхронно с частотой возбуждения вынужденных ультразвуковых колебаний, осуществляют поиск минимального амплитудного значения последней в частотном диапазоне анализа при постоянной средней мощности возбуждения колебательных смещений и формируют сигнал управления мощностью ультразвуковых колебаний, а при выходе мощности возбуждения за установленные пределы произвоS дят поиск новой частоты возбуждения, ми(Л нимизирующей циклические составляющие силы резания по задней грани .инструмента, и поддерживают его путем изменения частоты возбуждения мощности. Is5 Ю 00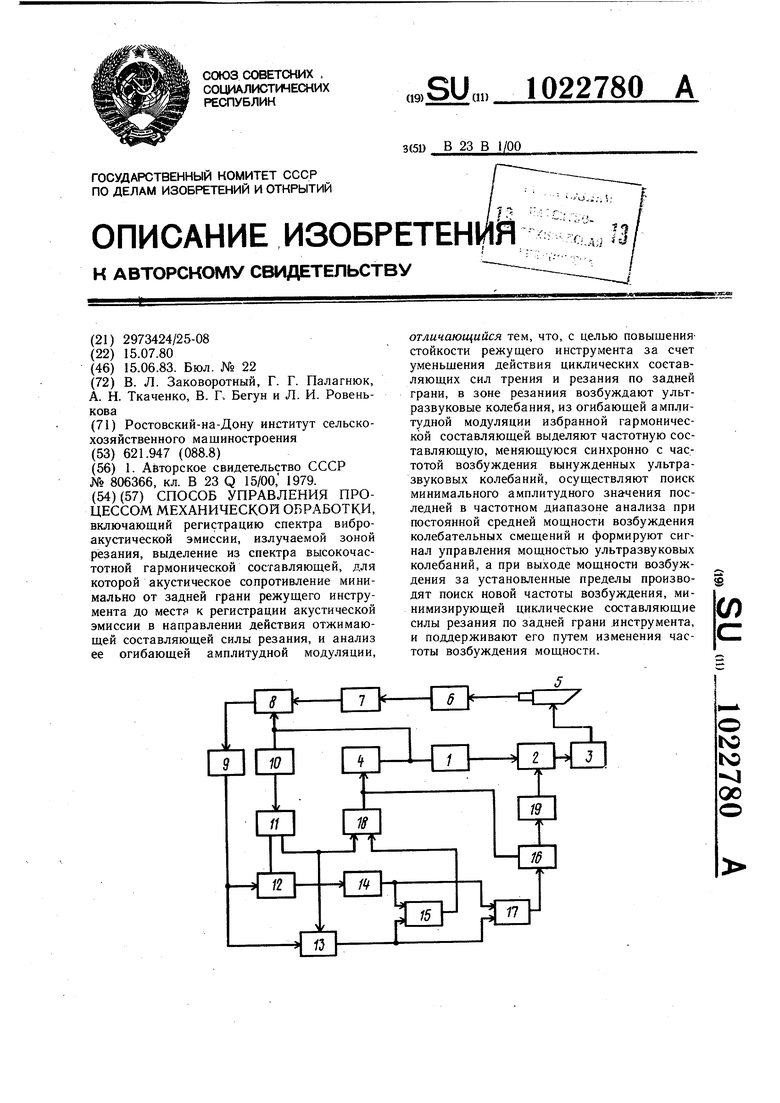
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ управления точностьюОбРАбОТКи HA МЕТАллОРЕжущиХСТАНКАХ | 1979 |
|
SU806366A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
