Изобретение относится к получению композиционных смесей, приготавливаемых из измельченного растительного сырья, преимущественно из древесных отходов, минеральных вяжущих и может быть использовано для изготовления тепло- и звукоизолирующих древесно-композиционных материалов путем прессования сырьевых смесей, например в деревообрабатывающей, гидролизной, строительной промышленности.
Известен состав для получения теплоизоляционных плит повышенной жесткости, содержащий минеральный наполнитель, в качестве которого используют минеральную вату и синтетическое связующее с гидрофобизирующей добавкой [ГОСТ 9573-92 "Плиты теплоизоляционные из минеральной ваты на синтетическом связующем"] . В качестве органического связующего используют фенолоспирты, в качестве гидрофобизирующей добавки используют битумные эмульсии, при этом общее количество органического связующего составляет не более 10% от массы готового изделия. Состав теплозвукоизоляционных изделий по ТУ 21-РСФСР-126-88 и ГОСТ 22950-95 "Плиты минераловатные повышенной жесткости на комплексном связующем" включает мас. ч: минеральное волокно - 100, карбамидоформальдегидная смола КФ-МС - 9,96, гидрофобизатор - 0,66, вода - 258,11.
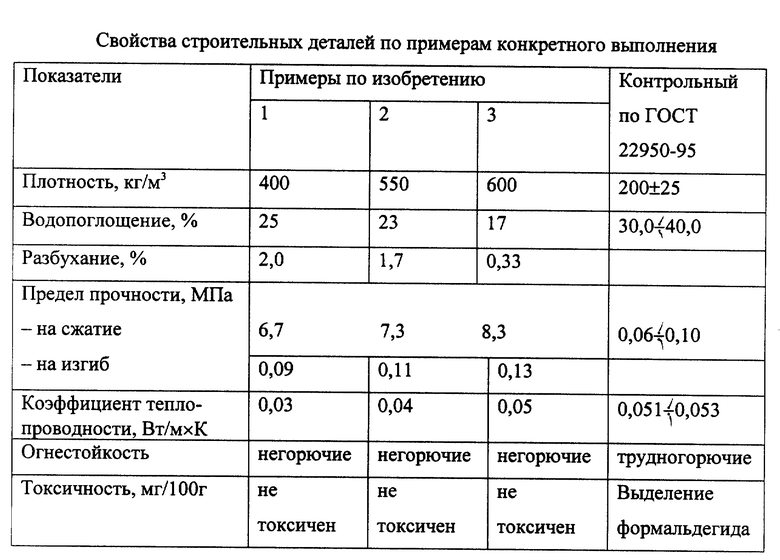
Известные композиции позволяют получить композиционные материалы с повышенной механической прочностью и жесткостью, однако недостатком таких изделий является высокая токсичность, обусловленная наличием в них свободного формальдегида и фенольных соединений и неудовлетворительные показатели водопоглощения (30-40%).
Для улучшения экологических характеристик известен способ производства природных плит, включающий смешивание наполнителя, в качестве которого используют древесные частицы одновременно с минеральным и растительным вяжущим, при котором мелкую фракцию древесных частиц смешивают с минеральным, а кондиционную фракцию с растительным вяжущим, в качестве минерального вяжущего берут минеральные порошки на магниевой основе, которые затворяют водным раствором хлористого магния, формирование ковра ведут с расположением фракций с растительным вяжущим между фракциями с минеральным вяжущим, а облицовку ведут с использованием растительного вяжущего. (Патент RU N 2098269, B 27 N 3/00, 1997 г.).
Реализация известного способа требует больших трудо- и энергозатрат, получаемые плиты имеют весьма ограниченную область применения, применение их в качестве тепло- и звукоизолирующих материалов нецелесообразно.
Наиболее близким к предлагаемому является способ изготовления деталей для малоэтажных строений, включающий измельчение наполнителя в виде частиц, подготовку пресс-массы, смешивание наполнителя с вяжущим, формирование порций пресс-массы, их подачу в узел прессования, прессование в непрерывную заготовку и разделение ее на детали, при этом вяжущее перед смешиванием нагревают, при смешивании удаляют парогазовую смесь, перед формированием порции пресс-массы прогревают, а узел прессования нагревают за счет передачи тепла от непрерывной заготовки, после разделения непрерывной заготовки на детали выполняют их влагозащиту. (Патент RU N 2038204, МПК B 27 N 3/02, 1995 г. ). В качестве минерального вяжущего используют магнезитовый каустический порошок, обожженные магниевые руды, смесь магний- и кальцийсодержащих руд, в качестве наполнителя используют предварительно подготовленное и высушенное до определенной влажности растительное сырье - калиброванную щепу, древесный опил, однолетние растения, отжимки от дубильных экстрактов, влагозащиту осуществляют смесью обожженной глины и олифы.
При реализации известного способа требуется специальный постоянный прогрев узла подготовки пресс-массы, узла подготовки вяжущего, узла прессования, при этом нагрев ведут до достаточно высоких температур - температура минерального вяжущего достигает 200-800o, температура узла подготовки пресс-массы от 100 до 275oC, температура горячего прессования - 180-200oC. Таким образом, известный способ требует высоких энергозатрат, значительных капитальных вложений, сложен в эксплуатации, не обеспечивает равномерной пропитки измельченного древесного сырья минерализатором. При изменении состава композиции известный способ имеет ограниченные технологические возможности.
Технической задачей изобретения является получение композиционных тепло- и звукоизолирующих материалов с пониженной токсичностью и повышенной водостойкостью при одновременном сохранении прочностных свойств и уменьшении энергозатрат за счет сокращения температуры горячего прессования, удешевлении композиции за счет использования отхода крупнотоннажного производства, расширение ассортимента производимой продукции.
Поставленная задача решается тем, что в отличие от известного, в заявляемом способе пресс-массу готовят смешением измельченного наполнителя растительного происхождения с минеральным магнийсодержащим вяжущим, в качестве которого используют предварительно измельченные сухие шламы производства металлического магния электролитическим способом, при этом в наполнитель растительного происхождения вводят водную фазу до его смешения с минеральным вяжущим, обеспечивая массовое соотношение MgCl2: MgO: H2O = 1:1,26-1,38: 1,14-2,65, а горячее прессование ведут экструзионным способом при давлении 30-40 атм.
Поставленная задача решается также тем, что для реализации вышеназванного способа готовят сырьевую смесь, которая содержит измельченный наполнитель растительного происхождения, минеральное магнийсодержащее вяжущее и воду, при этом в качестве минерального вяжущего используют отход производства металлического магния в виде измельченного сухого шлама при следующем соотношении компонентов, в пересчете на абсолютно сухой наполнитель растительного происхождения, мас.ч.:
Измельченный наполнитель растительного происхождения - 100
Отход производства металлического магния электролитическим способом в виде измельченного сухого шлама - 100-120
Вода - 50-56
В качестве измельченного наполнителя растительного происхождения используют древесный опил, древесную стружку, высушенные однолетние растения, например, в виде соломы, нейтрализованный и высушенный гидролизный лигнин и другие известные отходы деревоперерабатывающих производств.
В качестве магнийсодержащего вяжущего используют измельченные шламы магниевого производства, которые образуются в хлораторах на второй стадии обезвоживания карналлита электролитическим способом. Образующийся шлам из хлораторов поступает в отвалы в виде монолитного куска - глыбы и содержит, (%) MgCl2 - 28-32; MgO - 30-35; CaO - 1,5-2,0; KCl - 12,5-18,0; NaCl - 2,5-3,0; нерастворимый осадок - 2,7 (содержит FeO до 13%, Al2O3 до 30%, SiO2 до 57%).
Шлам магниевого производства перед введением в композицию сырьевой смеси измельчают известными способами до дисперсности 50-150 мкм. После помола шлам становится пригодным для использования в качестве вяжущего без дополнительной подготовки. Практическое отсутствие воды в шламе позволяет регулировать его вяжущие свойства путем определенного дозирования воды в процессе приготовления пресс-массы и получать, тем самым, конечный материал с заранее заданными свойствами. Как показали наши исследования, в шламе магниевого производства оксид и хлорид магния обладают высокой степенью активности, что обеспечивает его высокие вяжущие свойства, которые не теряются после помола.
Исследование процесса подготовки прессовочных масс по традиционной схеме: наполнитель растительного происхождения - порошок магнезитовый каустический - раствор хлористого магния с плотностью 1,2 г/см3 показали, что дозирование воды, входящей в состав насыщенного раствора хлористого магния, имеет существенное значение для достижения прочностных показателей готовых изделий и на процесс горячего прессования. Добиться оптимального содержания водной фазы в пресс-массе бывает очень трудно, т.к. необходимо удалить воду, находящуюся в наполнителе растительного происхождения, что требует значительных трудо- и энергозатрат на его сушку до определенных параметров влажности - 4-10%.
В заявляемом способе обеспечивается возможность быстро и точно регулировать дозировку водной фазы без дополнительных усилий по ее удалению из исходных ингредиентов сырьевой смеси. Это не исключает процесс досушивания наполнителя растительного происхождения, но существенно снижает трудо- и энергозатраты, т. к. не требуется добиваться низких показателей относительной влажности, а достаточно только стабилизировать влажность наполнителя путем подсушивания до расчетной влажности. Это позволяет снизить энергозатраты на сушку исходного сырья. Кроме того, возможность независимого от других ингредиентов варьирования дозировки воды в пресс-массу позволяет существенно снизить температуру горячего прессования - проводить экструзионное прессование даже при температурах не превышающих 150oC, без ухудшения физико-механических характеристик.
Сопоставительный анализ предлагаемого способа изготовления строительных деталей и состава для их изготовления с известными позволяет сделать вывод о новизне предлагаемого решения, т.к. предложена новая форма, в которой воплощено магнийсодержащее вяжущее - измельченный сухой шлам производства металлического магния при определенном соотношении его активных компонентов. Использование предлагаемого способа и состава позволяет добиться неочевидного результата - существенное снижение энергоемкости процесса изготовления строительных деталей за счет уменьшения энергозатрат на сушку исходного наполнителя и снижение температуры горячего прессования. Кроме того, предлагаемый способ изготовления строительных деталей и состав для его изготовления позволяет упростить процесс при сохранении основных показателей готовой продукции и улучшении показателей теплопроводности. Все вышеизложенное позволяет сделать вывод о соответствии заявляемого решения критериям "новизна" и "изобретательский уровень".
Предлагаемый способ изготовления тепло- и звукоизолирующих деталей и состав для их изготовления связаны между собой единым изобретательским замыслом, т. е. заявляемое решение удовлетворяет требованию "единство изобретения".
Предлагаемый состав для изготовления тепло- и звукоизолирующих изделий может быть получен из известных в промышленности отходов деревоперерабатывающих производств, гидролизных производств и производства металлического магния из карналлита электролитическим способом. Используемые отходы однозначно идентифицируются специалистами этих отраслей промышленности. Способ получения тепло- и звукоизолирующих деталей может быть реализован на стандартном серийно выпускаемом оборудовании с использованием известных приемов их комплектации в технологическую линию. Все вышеизложенное позволяет сделать вывод о соответствии заявляемого решения критерию "промышленная применимость".
Предлагаемый способ реализуют следующим образом.
Компоненты смеси пресс-массы готовят следующим образом. Измельченный наполнитель растительного происхождения подсушивают в комбинированной сушилке для стабилизации (усреднения) содержания водной фазы и подают в шнековый реактор-смеситель для получения пресс-массы. Магнийсодержащий металлургический шлам, образующийся в производстве металлического магния в виде слитков измельчают известными способами, например дроблением с последующим помолом до достижения дисперсности 50-150 мкм. Измельченный шлам исследуют на содержание активных компонентов - MgCl2 и MgO для определения массового их соотношения и количества необходимо добавляемой воды и используют в качестве магнийсодержащего вяжущего. В реакторе-смесителе наполнитель растительного происхождения смешивают сначала с расчетным количеством воды в течение 1-2 мин, а затем вводят расчетное количество минерального вяжущего 100-120% от массы абсолютно сухого наполнителя, обеспечивая соотношение MgCl2:MgO:H2O = 1: 1,26-1,38: 1,14-2,65, смешивают полученную пресс-массу в течение 1-2 мин. Указанные ингредиенты пресс-массы присутствуют в композиции при следующем соотношении компонентов, мас.ч:
Измельченный наполнитель растительного происхождения - 100
Отход производства металлического магния электролитическим способом в виде измельченного сухого шлама - 100-120
Вода - 50-56
Строительную деталь изготавливают из расчетной дозы пресс-массы путем прессования в экструзионном прессе, представляющим собой горизонтально расположенный пресс с подвижным пуансоном (плунжером) и неподвижной матрицей открытого типа (стволом), снабженной на конце боковыми прижимами и отрезным станком. Плунжер представляет из себя монолитный металлический брус заданной конфигурации, снабженный "языком" - пустотообразователем. Приводом для плунжера служат гидравлические цилиндры, приводимые в действие гидростанцией и обеспечивающие ему возвратно-поступательное движение. Режимы прессования определяют исходя из количественного содержания введенной в пресс-массу воды. Использование заявляемого соотношения позволяет провести процесс прессования при давлении не превышающем 30-40 атм. и температуре, не превышающей 150oC. Процесс формования готовых изделий можно условно разделить на следующие стадии: начало прогрева, при котором процесс идет с интенсивным парообразованием и быстрым распространением тепла внутрь по сечению заготовки, начинается процесс образования магнезиальных цементов; стабилизация прогрева, при котором интенсивность проникновения тепла внутрь изделия резко снижается, идет перекристаллизация минерального вяжущего в зависимости от содержания влаги и температуры в каждой точке процесса образования цементного камня; завершение процесса формирования изделия, при котором заканчиваются процессы перекристаллизации. Заготовка из камеры формирования экструзионного пресса поступает в камеру стабилизации, в которой происходит стабилизация геометрических и прочностных параметров готового изделия. Незначительный избыток влаги 10-12% постепенно испаряется через оставшиеся поры до влажности 6-8%, отпускаются внутренние напряжения, заготовка набирает прочностные характеристики до заданных параметров.
Примеры конкретного выполнения.
Измельченные древесные отходы (древесные опилки или калиброванную щепу или гидролизный лигнин или другой известный материал) подают в комбинированную сушилку, подсушивание материала ведут до заданной влажности, определяют относительную влажность и через разгрузочное устройство подают в бункер-дозатор наполнителя. При достижении заданной массы высушенного материала в бункер-дозатор наполнителя через блок АСУ поступает команда на отключение комбинированной сушилки, на опорожнение бункера-дозатора наполнителя в загрузочный люк реактора-смесителя. В реактор-смеситель подают 100 мас.ч. наполнителя в пересчете на абсолютно сухой материал, включают приводы вращения лопастных валов и разгрузочно-смесовые шнеки реактора-смесителя. В реактор-смеситель подают расчетное количество воды - до достижения содержания воды 56, 54 и 50 мас.ч. (примеры 1-3 таблицы соответственно) и включают привод перемешивающего механизма, после чего из бункера-дозатора измельченного шлама по команде блока АСУ шнековым питателем подают минеральное вяжущее в количестве 100, 110 и 120 мас.ч. (примеры 1-3 таблицы соответственно). Соотношение активных компонентов шлама MgCl2:MgO = 1:1,26; 1:1,32; 1:1,38 (примеры 1-3). В реакторе-смесителе компоненты пресс-массы перемешиваются двумя лопастными мешалками и двумя разгрузочно-смесовыми шнеками. По завершении процесса перемешивания разгрузочно-смесовые шнеки реверсивно переключаются на разгрузочный ход, выгружают готовую пресс-массу на транспортер и подают на узел раздачи, где пресс-массу распределяют на объемные дозы и подают в камеры формирования экструзионных прессов. Оптимальные режимы прессования определяют исходя из полученных данных о количестве введенной воды и количественного состава шлама магниевого производства. Готовые тепло- и звукоизолирующие элементы, например стеновые панели, раскраивают делительной пилой на типы - размеры, охлаждают в естественных условиях и складируют.
Как видно из представленных данных, использование заявляемого способа и состава для изготовления тепло- и звукоизолирующих деталей позволяет получить экологически безопасные материалы, улучшить показатели теплопроводности и водостойкости при одновременном достижении высоких механических показателей.
Процесс формирования свойств готового изделия зависит от способа приготовления пресс-массы. Используемый прием досушивания наполнителя растительного происхождения с последующим незначительным увлажнением до требуемого содержания суммарного количества воды приводит к улучшению однородности получаемой пресс-массы. Соотношение активных компонентов шлама магниевого производства также влияет на процесс образования необходимой структуры и, как следствие, на основные характеристики готового изделия. При использовании измельченного шлама магниевого производства увеличиваются вяжущие свойства минеральной составляющей по сравнению с традиционно используемой смесью каустического магнезита и рассола хлористого магния, что, по нашему мнению, может объясняться увеличением доли активного оксида магния. Улучшение вяжущих свойств минеральной составляющей позволяет увеличить долю наполнителя растительного происхождения и, как следствие, снизить теплопроводность готового изделия. Отсутствие воды в измельченном шламе позволяет в широких пределах регулировать вяжущие свойства путем определенного дозирования воды на определенной стадии смешения компонентов.
Заявляемый способ позволит реализовать легко автоматизируемое непрерывное управляемое производство тепло- и звукоизолирующих деталей, например, для малоэтажного домостроения, стабильных по физико-механическим свойствам и геометрическим размерам.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И СОСТАВ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ДРЕВЕСНО-КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2000 |
|
RU2163542C1 |
| СОСТАВ КОМПОЗИЦИОННОЙ СМЕСИ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ДРЕВЕСНО-КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2000 |
|
RU2162828C1 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2185349C1 |
| СОСТАВ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2001 |
|
RU2203245C2 |
| КОМПОЗИЦИОННЫЙ СОСТАВ ДЛЯ ПРОИЗВОДСТВА СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ | 2000 |
|
RU2183599C2 |
| СОСТАВ КОМПОЗИЦИОННОЙ СМЕСИ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ДРЕВЕСНО-КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2001 |
|
RU2199503C2 |
| СПОСОБ ПЕРЕРАБОТКИ МАГНИЙСОДЕРЖАЩИХ ОТХОДОВ | 2003 |
|
RU2230703C1 |
| СПОСОБ ПЕРЕРАБОТКИ ОТХОДОВ МАГНИЕВОГО ПРОИЗВОДСТВА | 1999 |
|
RU2155240C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ПЛИТ УНИВЕРСАЛЬНОГО НАЗНАЧЕНИЯ | 2012 |
|
RU2511245C2 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОГО СТРОИТЕЛЬНОГО МАТЕРИАЛА | 1992 |
|
RU2036876C1 |
Изобретение относится к получению композиционных смесей, приготавливаемых из измельченного растительного сырья, преимущественно из древесных отходов, минеральных вяжущих, и может быть использовано для изготовления тепло- и звукоизолирующих древесно-композиционных материалов путем прессования сырьевых смесей. Измельченный наполнитель растительного происхождения подсушивают в сушилке для стабилизации (усреднения) содержания водной фазы и подают в реактор-смеситель для получения пресс-массы. Шлам производства металлического магния со стадии обезвоживания в виде слитков измельчают с последующим помолом до достижения дисперсности 50-150 мкм, определяют содержание активных компонентов MgCl2 и MgO и используют в качестве магнийсодержащего вяжущего. В реакторе-смесителе наполнитель растительного происхождения смешивают сначала с расчетным количеством воды, а затем вводят расчетное количество минерального вяжущего - 100-120% от массы абсолютно сухого наполнителя, обеспечивая соотношение MgCl2:MgO:H20 = 1:1,26-1,38:1,14-2,65, полученную пресс-массу формуют и подвергают горячему прессованию в экструзионном прессе при давлении 30-40 атм. Ингредиенты пресс-массы присутствуют в композиции при следующем соотношении компонентов в пересчете на абсолютно сухой наполнитель, мас.ч.: измельченный наполнитель растительного происхождения - 100, отход производства металлического магния электролитическим способом в виде измельченного сухого шлама - 100-120, вода - 50-56. Изобретение позволяет улучшить экологическую ситуацию, используя техногенные отходы производства металлического магния, улучшить основные свойства готовых изделий и сократить энергозатраты на их производство. 2 с. и 1 з.п. ф-лы, 1 табл.
Измельченный наполнитель растительного происхождения - 100
Отход производства металлического магния электролитическим способом в виде измельченного сухого шлама - 100 - 120
Вода - 50 - 56
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПЛЕКТОВ СТРОИТЕЛЬНЫХ ДЕТАЛЕЙ МАЛОЭТАЖНЫХ СТРОЕНИЙ | 1991 |
|
RU2038204C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРИРОДНЫХ ПЛИТ | 1993 |
|
RU2098269C1 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО КСИЛОЛИТОВЫХ БЛОКОВ, И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2062763C1 |

