Изобретение относится к деревообработке и может быть использовано в мебельном производстве.
Широко известны традиционные способы формирования столярно-мебельных щитов. Одним из них является способ, описанный в кн. А.Шепелева "Столярные работы в сельском доме", М., Россельхозиздат, 1987 г., стр. 95, в котором сплачивают щиты на гладкую фугу, т.е. заготовки тщательно профуговывают, кромку склеивают и для прочности скрепляют плоскими или круглыми шипами.
Недостатком данного способа являются трудоемкость, коробление щитов.
Наиболее близким к изобретению по совокупности существенных признаков является способ изготовления заготовок для мебельных и столярных изделий по ав. св. СССР N 172030, кл. B 27 K 3/08,1978 г., заключающийся в том, что вначале в камеру помещают детали, формируя из них заготовку, затем камеру устанавливают между обогреваемыми плитами пресса и нагнетают синтетическую смолу, после чего заготовку выдерживают в таком состоянии, охлаждают и извлекают для дальнейшей обработки.
Недостатком данного способа являются остаточное коробление, низкие эксплуатационные качества и ограничение выбора пород дерева.
Технический результат изобретения достигается тем, что в исходных заготовках из модифицированной амидами древесины выполняют калиброванные отверстия с определенным шагом, образуя поперечные каналы, соосные с последующими заготовками щита, а на боковых поверхностях заготовок выполняют продольные канавки, образуя внутреннюю силовую решетку, с последующим заполнением свободных каналов смесью карбамидной смолы с пенообразователем и наполнителем в виде опилок. Состав материала заполнителя силовой решетки однотипен модификатору.
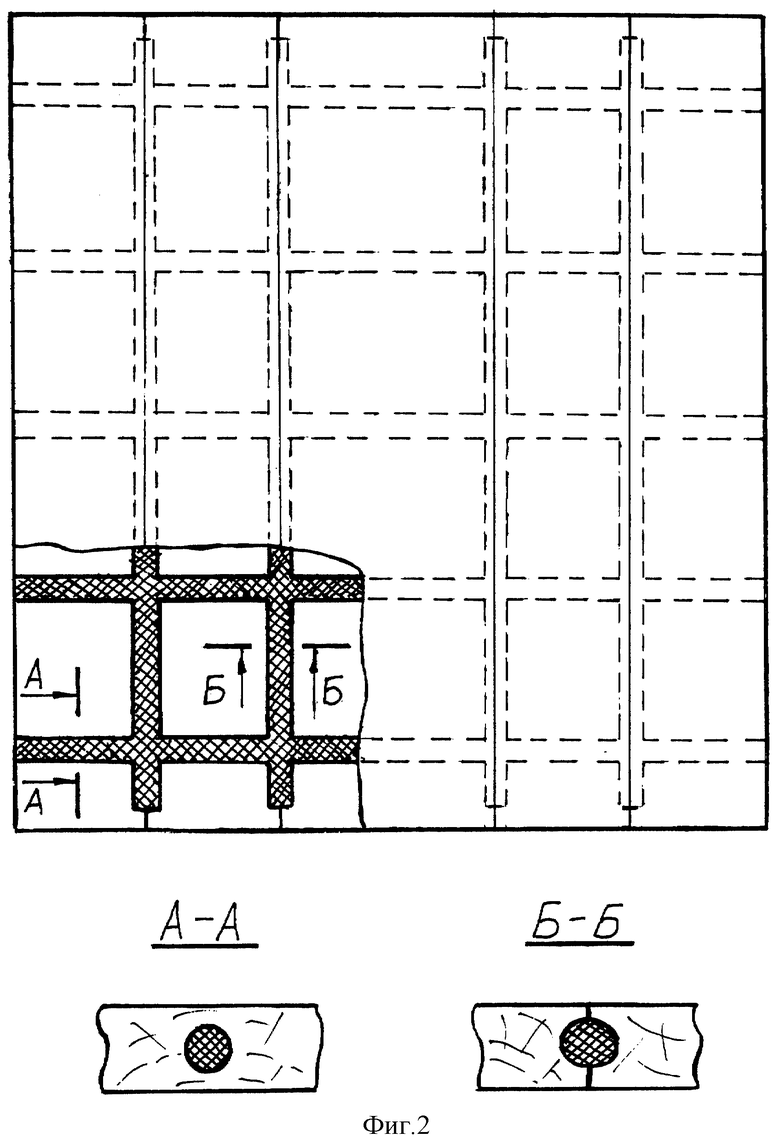
Осуществление данного способа поясняется фиг. 1 и 2. На фиг. 1 показана заготовка для столярно-мебельного щита. 1 - поперечный канал, 2 - продольный канал. На фиг. 2 показан столярно-мебельный щит с внутренней силовой решеткой. А-А - сечение поперечного канала, Б-Б - сечение продольного канала.
Способ включает модификацию составляющих щит исходных заготовок карбамидом, дальнейшую механическую обработку с целью получения поперечных калиброванных клеевых каналов 1 с определенным шагом по ширине и продольных клеевых канавок 2 на боковых поверхностях заготовок. По двум крайним базовым поперечным отверстиям, с помощью соединительных стержней для фиксации по ширине, производят сборку-подгонку щита и заполнение свободных клеевых каналов смесью карбамидной смолы с пенообразователем и наполнителем в виде опилок, образовавшихся при механической обработке заготовок.
Собранный щит помещают в матрицу пресс-формы с боковыми выемками для концов соединительных стержней и фиксируют в ней по ширине с помощью клиновых зажимов, после чего соединительные стержни убирают и производят окончательное заполнение клеевых каналов. Затем проводят окончательную сборку пресс-формы путем установки ее верхней части (пуансона) с обратным декоративным рельефом для нанесения его на щит.
Пресс-форму устанавливают между обогреваемыми плитами пресса и производят горячее прессование щита при температуре 150-200oС и давлении 4-10 МПа до полного замыкания пресс-формы, в ходе которого происходит уплотнение и склейка щита с образованием в клеевых каналах силового полимерного каркаса, что придает щиту особую прочность и исключает коробление. Клеевой заполнитель, вспениваясь при нагревании, создает дополнительное внутреннее давление в клеевых каналах до 0,3-0,5 МПа, что приводит к прочной связи силовой решетки, исключая коробление при последующей эксплуатации.
Материал силовой решетки однотипен модификатору, и между ними в процессе прессования создаются дополнительные поперечные полимерные связи в результате реакции поликонденсации.
В заявляемом способе при механической обработке снижаются требования к точности изготовления по сравнению с традиционными способами и прототипом, вследствие чего появляется возможность автоматизации процесса, в т.ч. и при наборе заготовок для щита, т. к. нет необходимости в тщательном подборе текстуры и цвета. Их частичное несоответствие компенсируется созданием однородного цветового фона и декоративного узора при горячем прессовании.
Кроме того, подобный способ предполагает использование разнообразных пород древесины, в т.ч. и не деловой, и широкий ассортимент изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ДЕКОРАТИВНОГО ИЗОБРАЖЕНИЯ НА ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ ДЕРЕВА | 2000 |
|
RU2163547C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАРКЕТНЫХ ЩИТОВ | 1994 |
|
RU2074935C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕЯ | 1967 |
|
SU204470A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩИТОВ ПОЛА ИЗ МЯГКОЛИСТВЕННОЙ ДРЕВЕСИНЫ | 1993 |
|
RU2054444C1 |
| Способ изготовления щитового паркета | 1989 |
|
SU1717357A1 |
| СПОСОБ СКЛЕИВАНИЯ ЩИТОВ ПОЛА ИЗ МОДИФИЦИРОВАННОЙ ДРЕВЕСИНЫ | 1993 |
|
RU2061014C1 |
| ДРЕВЕСНО-ПЛИТНЫЙ МАТЕРИАЛ (ВАРИАНТЫ) И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2021 |
|
RU2766898C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОГО ЩИТА С ТОРЦЕВЫМ И ТОРЦОВО-ТАНГЕНЦИАЛЬНЫМ НАПРАВЛЕНИЕМ ВОЛОКОН | 1991 |
|
RU2034700C1 |
| СПОСОБ ПОЛУЧЕНИЯ УПЛОТНЕННОЙ ДРЕВЕСИНЫ | 2000 |
|
RU2163539C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРЦОВЫХ ЩИТОВЫХ ЭЛЕМЕНТОВ ИЗ ДРЕВЕСИНЫ | 2012 |
|
RU2512359C2 |
Способ изготовления столярно-мебельного шита для повышения качества заключается в том, что в исходных заготовках из модифицированной амидами древесины выполняют калиброванные отверстия с определенным шагом, образуя поперечные каналы, соосные с последующими заготовками шита. 1 з.п. ф-лы, 2 ил.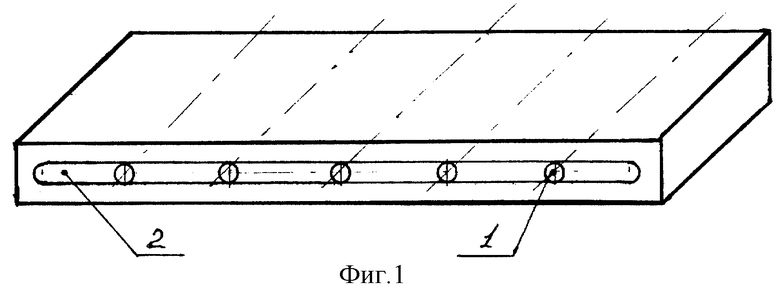
| 0 |
|
SU172030A1 | |
| GB 1279092 A, 21.06.1972 | |||
| US 3661613 A, 09.05.1972 | |||
| FR 1515886 A, 08.03.1968 | |||
| СИСТЕМА ОХЛАЖДЕНИЯ КАМЕРЫ СГОРАНИЯ ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ | 2013 |
|
RU2511982C1 |

