Изобретение относится к технологии изготовления тонкостенных металлических сильфонов, работающих в условиях высоких температур, давлений и агрессивных сред.
Предшествующий уровень техники
Тонкостенные металлические сильфоны широко используются в различных областях техники, например в авиастроении, двигателестроении, нефтяной промышленности, в частности для обеспечения подвижного соединения трубопроводов для компенсации их перемещения под внешним воздействием.
Известны различные способы изготовления тонкостенных сильфонов. В патенте США N 2797112, НКИ 72-59, 1957 г. описано изготовление многослойных сильфонов из отдельных тонких пластин, в частности методом сварки. Однако известный способ является достаточно трудоемким и требует дополнительного контроля для обеспечения надежности работы этих сильфонов.
В патенте США N 3782156, НКИ 72-59, 1974 г. описан способ изготовления тонкостенных сильфонов, включающий в себя предварительное образование витков на внешней и внутренней поверхностях трубных заготовок, обработку роликом внутренней их поверхности, прессование с образованием гофр и термообработку для снятия напряжений в металле. Однако известная технология требует сложного специального оборудования и больших затрат времени на изготовление сильфона.
В авторском свидетельстве СССР N 1076166, МПК B 21 D 15/00, 1984 г. предложено изготавливать сильфоны путем механогидравлической формовки кольцевых гофр на трубчатой заготовке с последующим дорекристаллизационным отжигом при температуре 680±10oC. Использование этого способа позволило снизить трудоемкость изготовления и повысить эксплуатационную надежность сильфонов.
В авторском свидетельстве СССР N 1292870, МПК B 21 D 15/00, 1987 г. описан способ изготовления многослойных тонкостенных сильфонов из нержавеющей стали, включающий формирование трубной заготовки, вытяжку за несколько операций трубной заготовки до заданных размеров, гофрирование заготовки с образованием сильфона и термическую обработку сильфона. В соответствии с известным способом трубные заготовки деформируют путем вытяжки с помощью пуансонов через матрицы с изменением диаметра, затем вставляют заготовки друг в друга (собирают пакет) и подвергают гофрированию с последующими операциями поверхностного деформирования и термической обработки дорекристаллизационного отжига.
Операция вытяжки каждой заготовки перед сборкой в пакет позволила повысить качество изделий за счет увеличения прочности при циклическом нагружении.
Однако при использовании в качестве материала заготовок сплавов, претерпевающих структурные изменения при нагреве, например дисперсионно-твердеющих сплавов на никелевой основе, в процессах вытяжки и гофрирования заготовок возможно образование на их стенках таких дефектов, как трещины, вследствие низкой пластичности этих сплавов. Кроме того, из-за повышенной склонности сплавов к окислению возникает возможность появления в изготовленных из них сильфонах при их сварке с арматурой таких дефектов, как трещины и несплавления. Это обстоятельство ограничивает использование таких сильфонов в условиях высоких температур, давлений, агрессивных сред в течение продолжительного времени.
Раскрытие изобретения
Задачей настоящего изобретения является создание способа изготовления многослойных тонкостенных сильфонов из дисперсионно-твердеющих сплавов на никелевой основе, способных к работе в течение длительного времени в экстремальных условиях, например, газовой окислительной среде при высоких давлениях и температурах.
Техническим результатом изобретения является предотвращение образования трещин на стенках заготовок и сильфона, а также повышение стабильности механических свойств, особенно пластичности.
Сущность изобретения заключается в том, что в способе изготовления многослойных тонкостенных сильфонов, включающем формирование трубных заготовок, вытяжку за несколько операций каждой трубной заготовки до заданных размеров, сборку вытянутых трубных заготовок в пакет, гофрирование пакета с образованием сильфона и термическую обработку сильфона, формируют каждую трубную заготовку из дисперсионно-твердеющего сплава на основе никеля, содержащего упрочняющую фазу, подвергают трубную заготовку вытяжке, нагревают трубную заготовку до температуры 1000-1130oC, выдерживают трубную заготовку в защитной среде при указанной температуре до полного растворения упрочняющей фазы в сплаве, охлаждают трубную заготовку до температуры окончания фазового превращения в сплаве, после чего повторяют указанные операции вытяжки, нагрева, выдержки и охлаждения до достижения каждой трубной заготовкой заданных размеров, собирают вытянутые трубные заготовки в пакет, затем гофрируют пакет с образованием сильфона, термическую обработку сильфона ведут путем нагрева до температуры 1000-1130oC, выдержки сильфона в защитной среде при этой температуре до полного растворения упрочняющей фазы в сплаве и последующем охлаждении до температуры окончания фазового превращения в сплаве.
Кроме того, в качестве защитной среды используют разряженную воздушную среду при давлении 1·10-4 - 1·10-3 мм рт. ст.
Кроме того, охлаждение трубной заготовки и сильфона ведут в потоке инертного газа.
Кроме того, в качестве защитной среды применяют инертный газ.
Кроме того, в качестве инертного газа используют аргон.
Кроме того, в качестве упрочняющей фазы применяют элементы: ниобий, титан, вольфрам, молибден.
Кроме того, перед гофрированием на периферийные участки наружной и внутренней поверхностей каждой вытянутой трубной заготовки наносят слой никелевого покрытия толщиной 5-15 мкм.
Заготовки из дисперсионно-твердеющего сплава на никелевой основе подвергают многократной вытяжке, причем после каждой операции вытяжки заготовки термообрабатывают в защитной среде при температуре полного растворения упрочняющей фазы в сплаве с последующим охлаждением, обеспечивающим образование в нем однофазной структуры. На заготовки на периферийные участки наружной и внутренней поверхностей наносят слой никелевого покрытия, затем заготовку гофрируют, а после гофрирования в сильфон осуществляют термообработку по режиму термообработки, аналогичному режиму термообработки трубных заготовок после каждой операции вытяжки. Указанные операции характерны в том числе и для изготовления однослойных тонкостенных сильфонов.
При этом достигается предотвращение образования трещин на стенках заготовок при каждой операции вытяжки и на стенках сильфона при гофрировании за счет увеличения пластичности сплава, а также предотвращение его окисления при сварке сильфона к арматуре за счет наличия на его стенках защитного покрытия, приводящего к увеличению длительной прочности узла при эксплуатации.
Согласно изобретению способ осуществляют следующим образом. Трубные заготовки из дисперсионно-твердеющего сплава на никелевой основе подвергают вытяжке с помощью штампа.
Вытяжку проводят за несколько операций, количество которых зависит от соотношения длины заготовки к ее диаметру. Последняя операция вытяжки заканчивается получением тонкостенной трубной заготовки заданного размера.
После каждой операции вытяжки заготовку подвергают термической обработке в печи. Нагрев производят до температуры 1000-1130oC, при которых обеспечивается растворение легирующих элементов, таких как титан, ниобий, вольфрам, молибден и др. , выполняющих функцию упрочняющей фазы. Кроме того, нагрев до указанной температуры позволяет сохранить мелкое и однородное зерно. Выдержку производят в вакууме или в среде инертного газа. Фиксируют однофазную структуру сплава охлаждением потоком инертного газа. Выбор температурного режима зависит от химического состава сплава. Указанная термообработка позволяет повысить пластичность дисперсионно-твердеющего сплава, а также ее стабильность за счет фиксации однофазной однородной мелкозернистой структуры, в основе которой - однофазный γ-твердый раствор, а выполнение термообработки после каждой операции вытяжки возвращает сплав в исходное пластичное состояние, необходимое для штамповки. Операции вытяжки и термообработки повторяют несколько раз в зависимости от размеров и материала заготовок. Получают заготовки с толщиной стенок 0,1-0,16 мм.
Полученные заготовки покрывают слоем никеля толщиной 5-15 мкм. Покрытие наносят на периферийные участки как наружных, так и внутренних поверхностей заготовок, предназначенные под сварку будущего сильфона к арматуре. Никелевый слой менее 5 мкм не защитит сварное соединение от окисления в процессе сварки сильфона с арматурой, а слой более 15 мкм изменит химический состав сварного шва, что может вызвать снижение его прочности при эксплуатации. Процесс нанесения покрытия осуществляют гальваническим методом. Далее заготовки собирают в пакет и подвергают пакет гофрированию на прессе с образованием сильфона. Процесс осуществляют при давлении, определяемом экспериментальным путем в зависимости от заданного напряжения, размера гофр. После гофрирования проводят термообработку полученного сильфона по режиму термообработки, аналогичному режиму термообработки трубных заготовок после каждой операции вытяжки, то есть осуществляют нагрев и выдержку при температуре полного растворения упрочняющей фазы в сплаве с последующим охлаждением, обеспечивающим образование в нем однофазной структуры. Такая термообработка позволяет снять внутренние напряжения в сильфоне и исключить возможное появление в нем дефектов.
Способ согласно настоящему изобретению применим для изготовления как однослойных сильфонов, выполненных из одной трубной заготовки, так и многослойных, выполненных из нескольких, по меньшей мере из двух, трубных заготовок, вставленных одна в другую, благодаря разности заданных диаметров.
Ниже приведены примеры осуществления способа для изготовления многослойных сильфонов.
Изготавливали сильфоны из дисперсионно твердеющих сплавов на основе никель - хром и легирующих элементов, включающих ниобий, титан, вольфрам, молибден и др. Указанные легирующие элементы образуют упрочняющую фазу.
Примеры реализации
Пример 1
Трубную заготовку толщиной 1 мм и диаметром 75 мм из дисперсионно-твердеющего никелевого сплава, содержащего упрочняющие элементы ниобий, титан, подвергали вытяжке из листа с помощью пуансона с коэффициентом вытяжки 0,62. Полученную заготовку нагревали в вакуумной печи при разрежении 1·10-4 - 1·10-3 мм рт. ст. до температуры 1000oC и выдерживали до полного растворения упрочняющей фазы. Далее охлаждали потоком аргона с целью фиксации однофазной структуры сплава. Подачу газа прекращали и дальнейшее охлаждение проводили в застойной зоне аргона. После термообработки осуществляли вторую операцию вытяжки с коэффициентом 0,8, а затем заготовку снова термообрабатывали по описанной ранее технологии. Операции вытяжки и термообработки чередовали 15 раз до получения заготовки заданных размеров:
толщина стенки - 0,16 мм, наружный диаметр - 62 мм.
Таким же образом были обработаны еще три трубные заготовки, но с достижением при этом другого заданного диаметра, соответственно, 60, 58 и 56 мм.
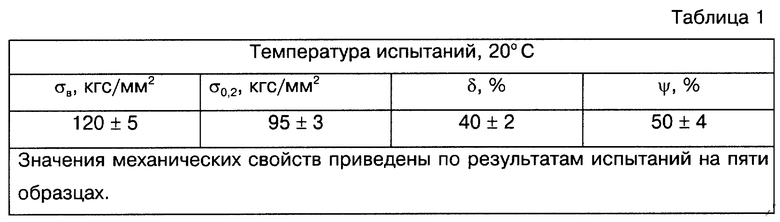
В таблице приведены механические свойства сплава после термообработки.
Как следует из таблицы, механические свойства сплава свидетельствуют о его высокой пластичности, а низкий разброс свойств - об их высокой стабильности, что позволяет говорить о высокой технологичности сплава.
Отформованные указанным выше способом четыре трубные заготовки покрывали слоем никеля гальваническим методом. Слои толщиной 5 мкм наносили на предназначенные под сварку к арматуре периферийные участки обеих поверхностей каждой заготовки, за исключением наружной поверхности заготовки с максимальным диаметром и внутренней поверхности заготовки с минимальным диаметром. На наружную поверхность заготовки с максимальным диаметром и внутреннюю поверхность заготовки с минимальным диаметром наносили слои никеля толщиной 15 мкм. Трубные заготовки с нанесенным никелевым покрытием собирали в пакет, вставляя заготовки последовательно одна в другую и подвергали гофрированию на прессе в один переход. Процесс осуществляли при давлении 145 атм. Сформованный сильфон подвергали термообработке. Его нагревали в печи до температуры 1000oC в атмосфере аргона и после выдержки охлаждали потоком аргона.
После каждой операции вытяжки и после гофрирования проводили контроль по выявлению трещин методом капиллярной дефектоскопии. На всех этапах контроля трещины на стенках заготовок и сгофрированного сильфона не обнаружены. Не обнаружены трещины и в сварном шве после приварки сильфона к арматуре. Изготовленные описанным выше способом сильфоны после их приварки к арматуре были подвергнуты испытанию на длительную прочность в высокотемпературном потоке газовой среды, содержащей до 80% кислорода. Испытания показали, что потеря прочностных свойств конструкции происходила позже, чем установлено нормой, а именно через 4 часа, при норме не менее 3 часов.
Пример 2
Четыре трубные заготовки из никелевого сплава с такими же, что и в примере 1, легирующими добавками, толщиной 1,0 мм и диаметром 165 мм подвергали вытяжке с помощью пуансона с коэффициентом вытяжки 0,693. Полученные заготовки термообрабатывали по технологии, описанной в примере 1. Операции вытяжки и термообработки чередовали 15 раз до получения заготовок длиной 550 мм, диаметром 88, 85, 82 и 79 мм соответственно, и толщиной стенки - 0,16 мм. Температура нагрева и выдержки при термообработке составляла 1130oC. Отформованные заготовки покрывали слоем никеля, который наносили на периферийные участки поверхностей так, как описано в примере 1. Собранные в пакет заготовки подвергали гофрированию на прессе в один переход. Процесс осуществляли при давлении 145 атм. Сформованный сильфон подвергали термообработке по режиму, описанному выше.
Был проведен контроль по выявлению трещин после каждой операции вытяжки, после гофрирования пакета заготовок и после приварки сильфона к арматуре. Трещины на стенках заготовок сильфона, а также сварном шве не обнаружены. Испытания на длительную прочность проводили аналогично примеру 1. Потеря прочностных свойств происходила позже чем через 4,5 часа, при норме не менее 3 часов.
Таким образом, указанный технический результат был достигнут за счет использования в способе сочетания термической обработки как трубных заготовок, так и сильфона и нанесения защитного покрытия на его стенки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ТОНКОСТЕННЫХ СИЛЬФОНОВ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ | 1999 |
|
RU2157415C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО СИЛЬФОНА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ 12Х18Н10Т | 2007 |
|
RU2436645C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ПАЯНЫХ КОНСТРУКЦИЙ | 2001 |
|
RU2226457C2 |
| МНОГОСЛОЙНЫЙ СИЛЬФОННЫЙ КОМПЕНСАТОР | 2002 |
|
RU2272954C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ПАЯНЫХ КОНСТРУКЦИЙ | 1999 |
|
RU2169647C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ПАЯНЫХ КОНСТРУКЦИЙ | 1999 |
|
RU2169646C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ТРУБ | 1993 |
|
RU2063284C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРНОГО СОЕДИНЕНИЯ | 1999 |
|
RU2158668C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СИЛЬФОННОГО КОМПЕНСАТОРА | 2001 |
|
RU2224167C2 |
| СПОСОБ УСТРАНЕНИЯ ДЕФЕКТОВ, ПРЕИМУЩЕСТВЕННО ТРЕЩИН, В ТОЛСТОСТЕННЫХ СТАЛЬНЫХ ДЕТАЛЯХ | 2006 |
|
RU2368481C2 |
Способ включает формирование трубных заготовок, вытяжку за несколько операций каждой трубной заготовки до заданных размеров, сборку вытянутых трубных заготовок в пакет, гофрирование пакета с образованием сильфона и термическую обработку сильфона, каждую трубную заготовку формируют из дисперсионно-твердеющего сплава на основе никеля, содержащего легирующие элементы из группы: ниобий, алюминий, титан, вольфрам, молибден, подвергают каждую трубную заготовку вытяжке, нагревают трубную заготовку до температуры 1000-1130°С, выдерживают трубную заготовку в защитной среде при указанной температуре, охлаждают трубную заготовку, после чего повторяют указанные операции вытяжки, нагрева, выдержки и охлаждения до достижения каждой трубной заготовкой заданных размеров, собирают вытянутые трубные заготовки в пакет, затем гофрируют пакет с образованием сильфона, термическую обработку сильфона ведут путем нагрева до температуры 1000-1130°С, выдержки сильфона в защитной среде при этой температуре до полного растворения упрочняющей фазы в сплаве и последующем охлаждении до температуры окончания фазового превращения в сплаве. В качестве защитной среды используют разряженную воздушную среду или аргон. Техническим результатом изобретения является предотвращение образования трещин на стенках заготовок и сильфона, а также повышение стабильности механических свойств, особенно пластичности. 7 з.п. ф-лы, 1 табл.
| Способ изготовления металлических сильфонов | 1985 |
|
SU1292870A1 |
| RU 2064356 C1, 27.07.1996 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ТРУБ | 1993 |
|
RU2063284C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА ИЗДЕЛИЯХ | 1994 |
|
RU2066715C1 |
| RU 2060295 C1, 20.05.1996. | |||

