Изобретение относится к технологическим процессам, а более конкретно к способам изготовления паяных соединений, которые могут применяться в ракетной технике, авиации, теплоэнергетике и других областях техники.
Из патента №2105080 МКИ, C 22 F 1/10, приоритет 21.04.95г. (столбец 4 описания) известна пайка элемента конструкции днища, состоящего из кольца и впаянного в него по периметру диска. Материал кольца - дисперсионно-твердеющий сплав на никель-хромовой основе. Материал диска - бронза. Температура пайки 925±5°С. Используют припой на серебряной основе марки Пср-37,5. Температура начала плавления его составляет 720°С. Перед операцией пайки заготовку кольца закаливают с температурой 1080±5°C с охлаждением на воздухе.
Данное техническое решение принимаем в качестве аналога.
Недостаток данного аналога в том, что применяют относительно дорогостоящий припой Пср-37,5, содержащий значительное количество такого дефицитного металла, как серебро. Кроме того, отсутствие никелевого покрытия на поверхностях пайки не обеспечивает достаточно хорошего растекания припоя по этим поверхностям перед пайкой, что отрицательно влияет на качество паяного соединения.
Из патента РФ №2129482, МКИ B 23 K 35/30, приоритет 19.08.96, известна пайка деталей из нержавеющей стали и сплава на медной основе (столбец 4 описания) припоем с пониженным содержанием серебра и значительным содержанием марганца.
При такой пайке использованы пластины припоя толщиной 0,5 мм, содержащего, мас.%: серебро 2,5; марганец 9,5; никель 5,0 и медь 83. После сборки изделие паяли в печи в атмосфере инертного газа - аргона. Пайку проводили при температуре 1000°С с выдержкой и последующим охлаждением в аргоне.
Это техническое решение принимаем в качестве аналога.
Недостаток аналога в наличии в припое серебра, а также в необходимости тщательной обработки паяемой поверхности деталей.
Кроме того, из аналога неясно, каким образом осуществлять изготовление двухслойных паяных конструкций, содержащих деталь из дисперсионно-твердеющего сплава на никелевой основе и деталь из сплава на основе меди. Отсутствие покрытия никелем спаиваемых поверхностей не способствует растеканию припоя по поверхности пайки, что не обеспечивает высокой технологичности способа получения паяного соединения.
Из патента РФ №2109606, МКИ B 23 K 1/00, 31/02, приоритет 05.09.96, известен способ изготовления паяных телескопических конструкций, состоящих из толстостенных внутренней и наружной оболочек. На паяемые поверхности оболочек наносят слой никелевого покрытия с целью защиты от проникновения припоя к дисперсионно-твердеющему сплаву при пайке медно-серебряным припоем, чтобы предотвратить появление трещин. Перед пайкой производят нагрев до температуры на 15÷25°С ниже температуры плавления припоя с изотермической выдержкой при ней с последующим нагревом до температуры пайки. Это изобретение принимаем в качестве прототипа.
Недостаток прототипа в пониженных прочностных характеристиках паяной конструкции, ввиду отсутствия закалки детали из дисперсионно-твердеющего сплава перед нанесением никеля.
Из прототипа неясно, каким образом в паяном соединении можно обеспечить высокую прочность никелевого сплава наружной оболочки применительно к дисперсионно-твердеющему сплаву на никелевой основе. Кроме того, медно-серебряный припой является относительно дорогим материалом, содержащим серебро, который требует соответствующей тщательной предварительной обработки паяемых поверхностей.
Наличие напряжений в дисперсионно-твердеющем сплаве и микротрещин до пайки может привести без термообработки к разрушению паяного соединения.
В основу изобретения положена задача создания способа изготовления двухслойных паяных конструкций, содержащих деталь из дисперсионно-твердеющего сплава на никелевой основе и деталь из сплава на основе меди, который бы отличался высокой надежностью для работы в условиях высоких прочностных нагрузок. Эта задача является актуальной и диктуется особенностями работы ряда современных машин.
Сущность изобретения заключается в том, чтобы обеспечить надежное паяное соединение двух деталей из дисперсионно-твердеющего сплава на никелевой основе и из сплава на основе меди. Способ содержит операции нанесения на паяемые поверхности обеих деталей никелевого покрытия. Перед покрытием деталь из дисперсионно-твердеющего сплава подвергают закалке. Это делается, чтобы снять напряжения до пайки и предотвратить разрушение паяного соединения. Осуществляют сборку конструкции с размещением на паяемых поверхностях припоя на основе меди, содержащего 15-17% марганца. Затем осуществляют нагрев, пайку конструкции, ее охлаждение и старение.
Характерной особенностью способа является то, что закалку осуществляют с 980-1050°С.
Наиболее эффективная толщина наносимого на детали никелевого покрытия для дисперсионно-твердеющего сплава составляют 30-45 мкм, а для сплава на основе меди 10-16 мкм.
Наиболее эффективная температура пайки составляет 1010±10°С. Закалку, пайку, охлаждение и старение проводят в среде инертного газа аргона.
Данный способ изготовления двухслойных паяных конструкций позволяет улучшить качество паяного соединения относительно трещинообразования в паяном шве и соединенных с помощью него деталях.
Как известно трещинообразование является одной из самых актуальных и важных проблем современной техники, занимающей одно из первых мест по причинам соответствующих аварий и катастроф в технических объектах.
Техническим результатом, достигаемым изобретением, является создание высокотехнологичного и эффективного способа изготовления двухслойных паяных конструкций, содержащих деталь из дисперсионно-твердеющего сплава на никелевой основе и сплава на основе меди при применении относительно недорогого припоя на основе меди, содержащего марганец.
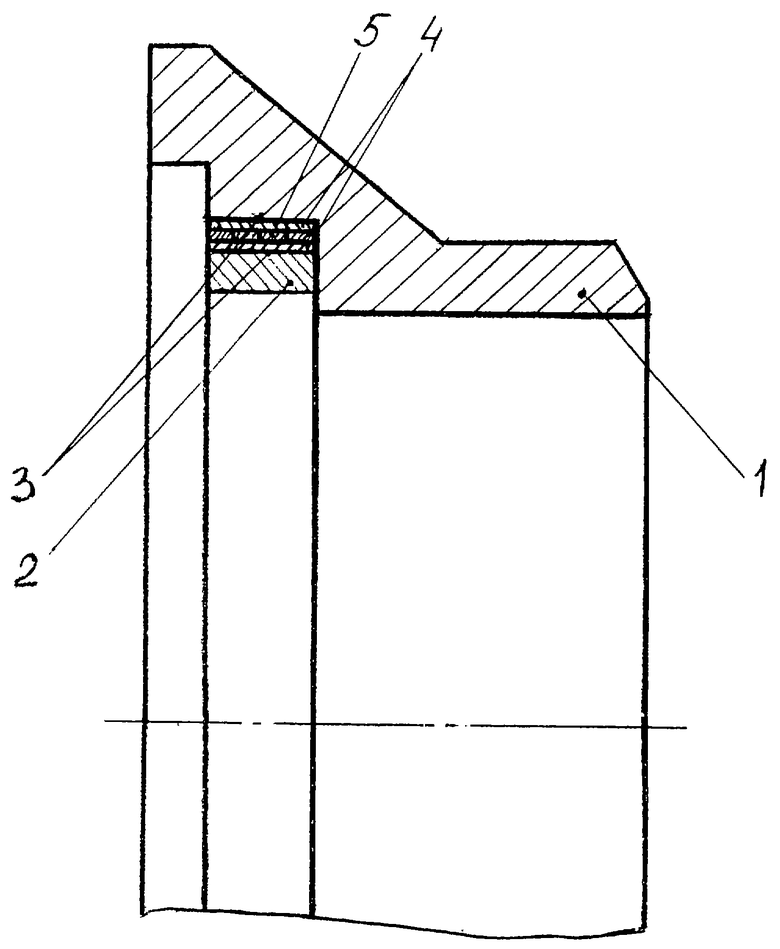
На чертеже представлено паяное соединение двух деталей.
Предложенный способ проиллюстрируем на примере изготовления паяного соединения, приведенного на чертеже, где 1 - фланец из дисперсионно-твердеющего сплава на никелевой основе, в который вставлено цилиндрическое кольцо из медного сплава 2 по паяемым поверхностям 3.
Способ осуществляют следующим образом. Механическим путем изготавливают фланец 1 и кольцо 2. Перед сборкой конструкции фланец 1 подвергают закалке с температуры 980-1050°С в среде газообразного аргона.
Данная операция необходима для обеспечения высокой пластичности сплава, поскольку при указанной температуре происходит полное растворение в нем упрочняющих фаз. Среда газообразного аргона предотвращает окисление сплава при столь высокой температуре. Далее на паяемые поверхности 3 обеих деталей (1 и 2) наносят слои никелевого покрытия 4 гальваническим методом, например на деталь из никелевого сплава - слой толщиной 30-45 мкм, на деталь из медного сплава - 10-16 мкм. Нанесение никелевого покрытия необходимо для улучшения растекаемости припоя при нагреве под пайку. При сборке конструкции на паяемых поверхностях 3 деталей 1 и 2 располагают припой 5 в виде, например, полос. В качестве припоя используют сплав со значительным содержанием марганца. В частности, используемый в качестве припоя сплав на основе меди с содержанием 17% марганца имеет интервал плавления, равный 870-940°С. Этот припой в данном случае является технологичным, т.к. не требует особо тщательной зачистки паяемых поверхностей. Использование такого припоя способствует предотвращению образования трещин в шве в процессе пайки. Собирают конструкцию, устанавливая кольцо 2 во фланец 1, как показано на чертеже. Собранную конструкцию помещают в контейнер, заполняют его газообразным аргоном и устанавливают в печь. Пайку проводят при температуре выше верхнего предела плавления припоя. В случае использования указанного выше припоя пайку проводят при температуре на 60-80°С выше 940°С, т.е. оптимально 1010±10°С.
По окончании процесса пайки в среде аргона вместе с контейнером осуществляют охлаждение до комнатной температуры, а затем спаянную конструкцию подвергают старению при температуре 720-750°С, при этом время выдержки выбирается с учетом обеспечения полного выпадения упрочняющей фазы для получения заданной прочности сплава на основе никеля (т.е. фланца 1). Старение проводят также в среде газообразного аргона.
Металлографические исследования паяных соединений конструкций, изготовленных по технологии в соответствии с изобретением, показали отсутствие в них трещин. Кроме того, данный способ позволил упростить процесс термообработки этого сплава и тем самым удешевить технологию изготовления конструкций.
Отсутствие трещин в паяных соединениях значительно повысило надежность работы этих конструкций в экстремальных условиях на одном из отечественных двигателей.
Изобретение предназначено для использования в ракетной технике. Возможно использование его в других областях техники, где используются паяные соединения. Изобретение готово к промышленному использованию.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ПАЯНЫХ КОНСТРУКЦИЙ | 1999 |
|
RU2169647C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ПАЯНЫХ КОНСТРУКЦИЙ | 1999 |
|
RU2169646C2 |
| Способ пайки двухслойных паяных конструкций | 2017 |
|
RU2680117C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОСТРАНСТВЕННЫХ ДВУХСЛОЙНЫХ КОНСТРУКЦИЙ ИЗ РАЗНОРОДНЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2005 |
|
RU2323808C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ПАЯНЫХ КОНСТРУКЦИЙ | 2014 |
|
RU2581335C1 |
| СПОСОБ ПАЙКИ ИЗДЕЛИЙ ИЗ СТАЛИ, МЕДИ И МЕДНЫХ СПЛАВОВ СЕРЕБРОСОДЕРЖАЩИМИ ПРИПОЯМИ | 2013 |
|
RU2511722C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАЯНЫХ КОНСТРУКЦИЙ ЭНЕРГЕТИЧЕСКИХ УСТАНОВОК | 1999 |
|
RU2156678C1 |
| СПОСОБ ПАЙКИ ТЕЛЕСКОПИЧЕСКИХ КОНСТРУКЦИЙ | 1995 |
|
RU2104842C1 |
| СПОСОБ ПАЙКИ ТЕЛЕСКОПИЧЕСКИХ КОНСТРУКЦИЙ | 2001 |
|
RU2221679C2 |
| СПОСОБ НАПЛАВКИ МЕДИ ИЛИ МЕДНЫХ СПЛАВОВ НА ПОДЛОЖКУ ИЗ ВЫСОКОЛЕГИРОВАННЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2003 |
|
RU2252117C2 |
Изобретение относится к способам изготовления паяных соединений, применяемых в ракетной технике, авиации, теплоэнергетике. Конструкция паяного соединения содержит деталь из дисперсионно-твердеющего сплава на никелевой основе и деталь из сплава на основе меди. На паяемые поверхности обеих деталей наносят никелевое покрытие. Перед нанесением покрытия на деталь из дисперсионно-твердеющего сплава ее подвергают закалке. Осуществляют сборку конструкции с размещением на паяемых поверхностях припоя на основе меди, содержащего 15-17% марганца. Производят нагрев, пайку конструкции, ее охлаждение и старение. 2 з.п. ф-лы, 1 ил.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАЯНЫХ ТЕЛЕСКОПИЧЕСКИХ КОНСТРУКЦИЙ | 1996 |
|
RU2109606C1 |
| ПРИПОЙ ДЛЯ ПАЙКИ ДЕТАЛЕЙ | 1996 |
|
RU2129482C1 |
| СПОСОБ ТЕРМООБРАБОТКИ ЖАРОПРОЧНЫХ ДИСПЕРСИОННО-ТВЕРДЕЮЩИХ СПЛАВОВ НА НИКЕЛЬ-ХРОМОВОЙ ОСНОВЕ ПЕРЕД ПАЙКОЙ | 1995 |
|
RU2105080C1 |
| Способ пайки | 1980 |
|
SU910378A1 |
| SU 923781, 30.04.1982 | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
