Изобретение относится к области изготовления трубчатых или армированных изделий при обертывании, например навивании материала на оправку, и касается получения труб из базальтового тканевого препрага.
В настоящее время трубы из базальтового препрага получают так же, как и трубы из стеклопластика, методом прямой намотки, при этом длина намотанной оболочки соответствует ширине наматываемого материала. Для получения труб длиной больше ширины рулона намотку ведут с нескольких рулонов параллельно с нахлесткой по краям. [1]. Недостатком данного способа является низкая производительность и ограниченность длины получаемой трубы.
Наиболее близким по технической сущности к заявленному техническому решению является способ, включающий намотку рулонного наполнителя на вращающуюся оправку и стягивание полученного многослойного макета с оправки тянущими валками [1]. При этом используются две пары валков, оси которых составляют с осью трубы 90o, имеющих калибр по диаметру трубы.
Целью изобретения является повышение качества получаемых труб путем осуществления обжатия стенки трубы на оправке, увеличение надежности работы и производительности.
Поставленная цель достигается тем, что в способе получения труб прокаткой из рулонного наполнителя, включающем намотку рулонного наполнителя на вращающуюся оправку и стягивание полученной многослойной оболочки с оправки тянущими валками, намотку осуществляют с формированием перед передним концом оправки напуска в виде чулка, после чего перемещают оправку вдоль ее оси совместно с оболочкой через очаг деформации, образованный валками, ось которых наклонена под острым углом к оси оправки, до выхода переднего конца оправки из очага деформации, осуществляя обжатие по стенке и одновременно прикладывая переднее натяжение к оболочке, а после прокатки режут трубу на мерные длины.
Устройство для осуществления способа, включающее блок намотки рулонного наполнителя на оправку, вращающуюся оправку, тянущие валки, снабжено механизмом перемещения оправки вдоль оси, механизмом захвата переднего конца трубы и продольного перемещения его относительно оправки с заданной скоростью, валки расположены под углом 1-4o к оси оправки и установлены вокруг нее во вращающихся вокруг оси оправки кассетах, размещенных в термокамере и смонтированных последовательно друг за другом вдоль оси прокатки.
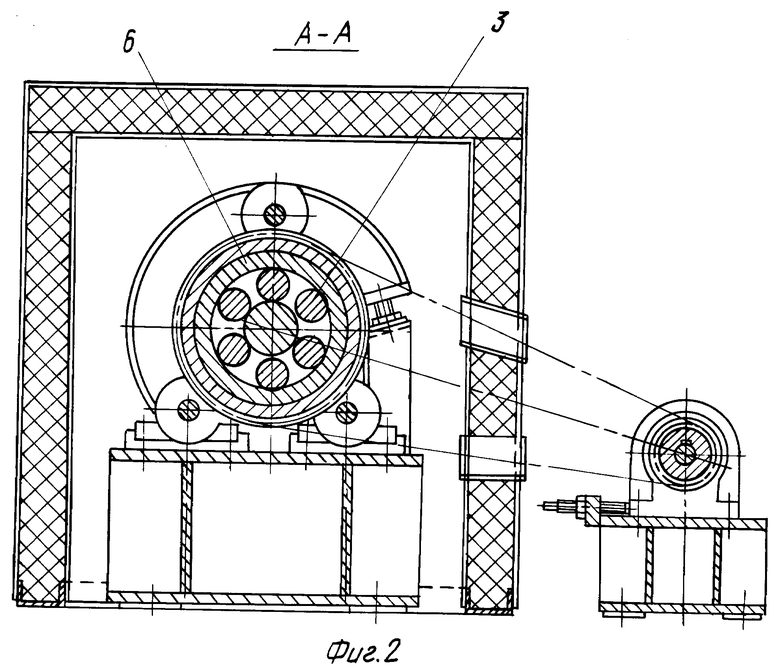
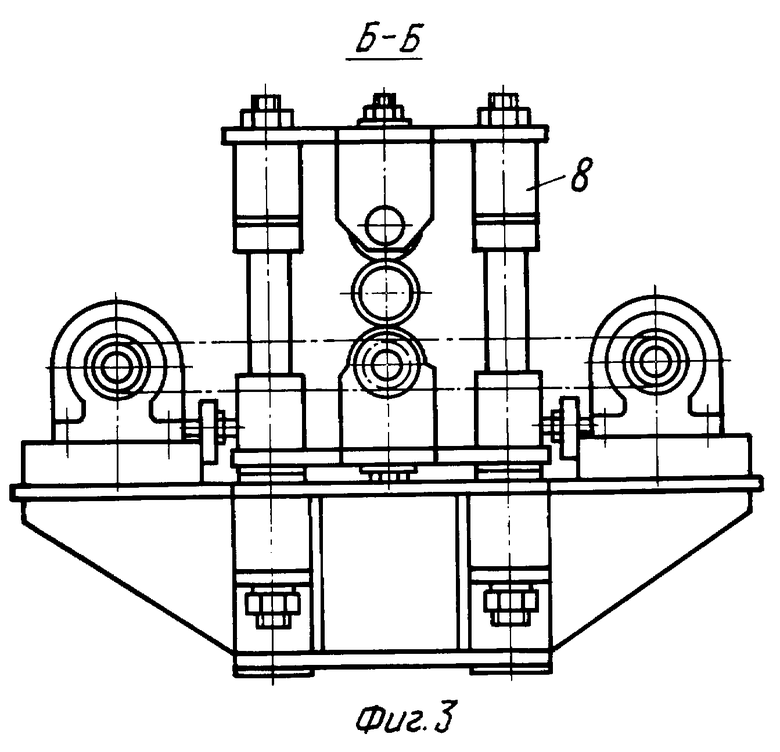
Изобретение иллюстрируется чертежом, где на фиг. 1 изображен общий вид устройства (вид сверху), на фиг. 2 - кассета в разрезе, на фиг. 3 - правильная машина.
Способ осуществляется следующим образом. Рулоны с препрагом устанавливаются на моталки, конец препрага прикрепляется к оправке таким образом, что часть его не касается оправкои и сворачивается в рулон, образуя перед торцем оправки напуск в виде чулка, включается механизм вращения оправки, начинается намотка, после нескольких оборотов оправка начинает перемещаться вдоль своей оси, вводя намотанную оболочку в очаг деформации, образованный рабочими валками, собранными в кассету. Включается механизм вращения кассеты и тянущее устройство захватывает чулок из препрага, начиная синхронное с оправкой движение вдоль оси прокатки, после выхода оправки из очага деформации она останавливается, а тянущее устройство продолжает свое движение, стягивая трубу с оправки, осевому перемещению трубы способствуют и вращающиеся в кассете рабочие валки. После выхода из рабочих валков труба поступает в правильную машину, где подвергается правке по диаметру, затем трубу разрезают на мерные длины и передают на стеллаж.
Устройство для осуществления способа включает блок намотки 1, оправку 2, рабочие валки 3, механизм перемещения оправки 4, механизм захвата чулка 5, кассеты 6, в которых установлены валки 3, термокамеру 7, правильную машину 8, ножницы 9, транспортирующие ролики 10, выбрасыватели 11, стеллаж 12.
Устройство работает следующим образом.
Рулонный наполнитель в виде базальтового препрага устанавливается на моталки блока намотки 1, свободный конец препрага прикрепляется к наружной поверхности оправки 2 таким образом, что образуется напуск перед торцем оправки в виде чулка, и включается механизм ее вращения. После необходимого для формирования плотной оболочки количества оборотов включается механизм перемещения оправки 4 вдоль оси, оболочка вместе с оправкой вводится в очаг деформации, образованный рабочими валками 3, наклоненными к оси прокатки (оправки) под углом 1-4o. Валки установлены в кассетах 6, которые приводятся во вращение от электропривода, скорость вращения кассет согласована со скоростью вращения оправки. Поскольку валки установлены под углом к оси прокатки, при вращении их возникает осевая составляющая окружной скорости вращения, обусловливающая осевое перемещение заготовки. Сформированный предварительно чулок захватывается тянущим устройством 5, после выхода переднего конца оправки из очага деформации продольное перемещение оправки прекращается, а труба под действием валков и тянущего устройства продолжает перемещаться вдоль оси прокатки. Для обеспечения прохождения процессов полимеризации кассеты установлены в термокамере 7. После прокатки труба поступает в правильную машину 8, где калибруется по наружному диаметру, далее осуществляется резка трубы на мерные длины ножницами 9. Отрезанная труба тянущими роликами 10 выдается на рычаги 11 выбрасывателя и передается ими на стеллаж 12. Процесс осуществляется непрерывно по мере поставки новых рулонов в блок намотки.
Предлагаемый способ и устройство для его осуществления позволяют за счет обжатия трубы по стенке при заданной температуре поучить высокопрочные трубы из базальта, способ отличается высокой производительностью и обеспечивает высокое качество труб. При развороте валков на угол менее 1 или более 4o не обеспечивается требуемый уровень осевой скорости перемещения трубы.
Источник информации
1. В. А. Калиничев, М.С.Макаров Намотанные стеклопластики. - М.: Химия, 1986, с. 108,109, 110,111.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ винтовой прошивки в четырехвалковом стане | 2021 |
|
RU2759820C1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ ТРУБ | 2006 |
|
RU2315671C1 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ ТРУБ НА АВТОМАТИЧЕСКОМ ТРУБОПРОКАТНОМ СТАНЕ | 2024 |
|
RU2823281C1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2179900C1 |
| СПОСОБ ВИНТОВОЙ ПРОШИВКИ | 2021 |
|
RU2773967C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОГРАННЫХ ТРУБ | 2014 |
|
RU2597183C2 |
| СПОСОБ ПОЛУЧЕНИЯ БЕСШОВНЫХ ТРУБ | 2011 |
|
RU2455092C1 |
| СПОСОБ ПРОИЗВОДСТВА ГИЛЬЗ ВИНТОВОЙ ПРОШИВКОЙ | 2009 |
|
RU2404869C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛЫХ ЗАГОТОВОК ИЗ ВЫСОКОПРОЧНЫХ МАТЕРИАЛОВ | 2002 |
|
RU2204449C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ НА АГРЕГАТЕ СО СТАНАМИ ВИНТОВОЙ ПРОШИВКИ И НЕПРЕРЫВНЫМ СТАНОМ ПРОДОЛЬНОЙ ПРОКАТКИ | 2010 |
|
RU2441722C1 |
Изобретение относится к области изготовления трубчатых или армированных изделий, например труб из базальтового тканевого препрага. Технический результат изобретения - повышение качества труб, производительности и надежности работы устройства. Способ включает намотку рулонного наполнителя на вращающуюся оправку с формированием перед передним концом напуска в виде чулка. Оправку перемещают вдоль ее оси совместно с оболочкой через очаг деформации, образованный валками, до выхода конца оправки из очага деформации, осуществляя обжатие по стенке и одновременно стягивая полученную многослойную оболочку. После прокатки трубу режут на мерные длины. Устройство включает блок намотки рулонного наполнителя на оправку, вращающуюся оправку, тянущие валки, механизм перемещения оправки вдоль оси, механизм захвата переднего конца трубы и продольного перемещения его относительно оправки с заданной скоростью. Валки расположены под углом 1 - 4o к оси оправки и установлены вокруг нее во вращающихся вокруг оси оправки кассетах, размещенных в термокамере и смонтированных последовательно друг за другом вдоль оси прокатки. 2 с. п.ф-лы, 3 ил.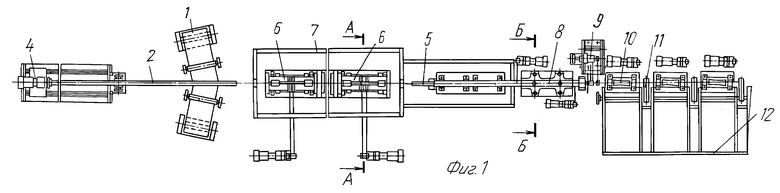
| В.А.КАЛИНИЧЕВ, М.С.МАКАРОВ | |||
| Намотанные стеклопластики | |||
| - М.: Химия, 1986, с.108 - 111 | |||
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ НАВИВКИ | 0 |
|
SU285580A1 |
| RU 2055734 С1, 10.03.1996 | |||
| УСТРОЙСТВО РЕГУЛИРОВАНИЯ ТОРМОЖЕНИЯ РЕЛЬСОВОГО ТРАНСПОРТНОГО СРЕДСТВА, ТОРМОЗНАЯ СИСТЕМА РЕЛЬСОВОГО ТРАНСПОРТНОГО СРЕДСТВА, РЕЛЬСОВОЕ ТРАНСПОРТНОЕ СРЕДСТВО И СПОСОБ РЕГУЛИРОВАНИЯ ТОРМОЗНОЙ СИСТЕМЫ РЕЛЬСОВОГО ТРАНСПОРТНОГО СРЕДСТВА | 2012 |
|
RU2622506C2 |
| DE 4123920 А, 21.01.1993. | |||
