Изобретение относится к области обработки металлов давлением и касается получения полых заготовок из высокопрочных материалов, в том числе профилированных по наружной и внутренней поверхности.
В настоящее время известно получение полых заготовок повышенной точности методом дорнования [1] . Недостатком этого способа является необходимость длительной переналадки оборудования при переходе к получению другого типоразмера, необходимость наличия широкой гаммы типоразмеров дорогостоящего рабочего инструмента, невозможность получения профиля по наружной и внутренней поверхности заготовки.
Наиболее близким по технической сущности к заявленному техническому решению является способ получения полых заготовок из высокопрочных материалов, включающий нагрев, прошивку заготовки в гильзу, калибровку на оправке и термообработку [2].
Недостатком данного способа является невозможность получения профилированного изделия, а также получения изделий с толщиной стенки менее 1,5 мм при высокой точности геометрических размеров.
Задачей изобретения является получение профилированных тонкостенных корпусов повышенной точности и прочности. Поставленная цель достигается тем, что в известном способе перед калибровкой гильзу подвергают раскатке в стане винтовой прокатки, а после калибровки в гильзу вводят две оправки, между торцами которых формируют внутреннее утолщение ротационным обжатием со степенью деформации, равной 0,5-0,7 от величины относительного удлинения для данного материала, после чего ротационной вытяжкой с базированием на внутренний упор получают внутреннее утолщение и наружный профиль, а между операциями ротационной вытяжки проводят термообработку на аустенитной оправке с термофиксацией по внутреннему диаметру за счет разницы теплового расширения оправки и детали, прошивку осуществляют в стане винтовой прокатки, а калибровку выполняют раздачей по внутреннему диаметру на 3-10%.
Заявляемая совокупность отличительных признаков обеспечивает достижение цели изобретения, а именно получение тонкостенных профилированных изделий повышенной точности и прочности. Уменьшение степени деформации при ротационном обжатии для формирования внутреннего утолщения менее 0,5 от величины относительного удлинения для данного материала (которое определяется отношением приращения расчетной длины образца после разрушения к начальной расчетной длине в %) приводит к неполному оформлению профиля утолщения, при возрастании степени деформации свыше 0,7 от величины относительного удлинения на внутренней поверхности заготовки в районе утолщения стенки возникают трещины. Калибровка с раздачей по внутреннему диаметру свыше 10% приводит к уменьшению пластичности металла заготовок, при раздаче менее чем на 3% не достигается конечный уровень прочностных свойств металла.
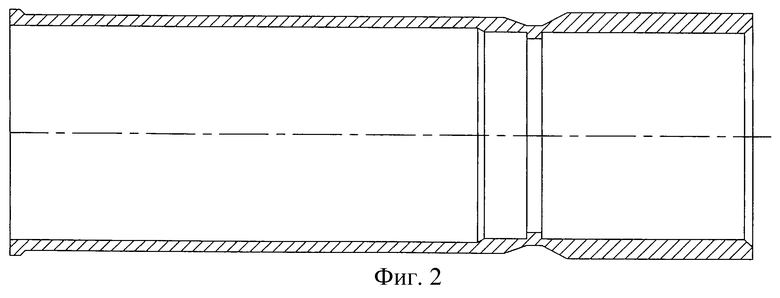
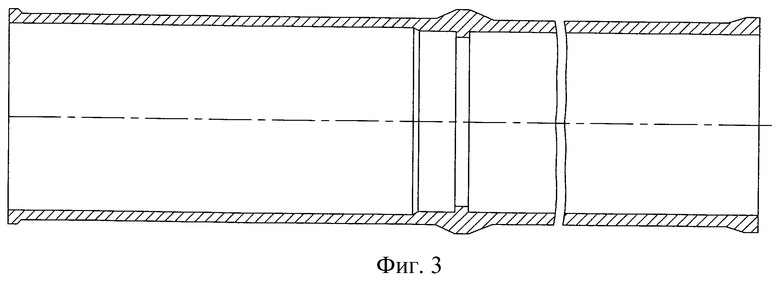
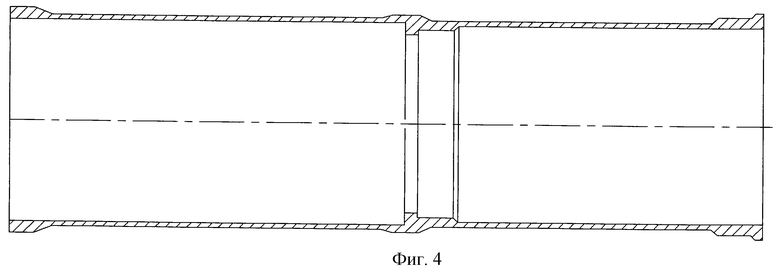
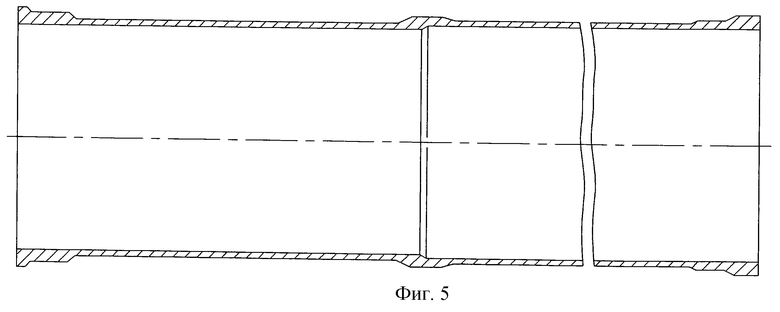
Изобретение иллюстрируется чертежами. На фиг.1 изображена заготовка с внутренним утолщением, на фиг.2 - заготовка после ротационной вытяжки первой камеры, на фиг.3 - заготовка после первой ротационной вытяжки второй камеры, на фиг.4 - заготовка после второй ротационной вытяжки первой и второй камеры, на фиг.5 - окончательно сформированная заготовка.
Способ прокатки осуществляется следующим образом. Нагретая заготовка задается в рабочие валки, где обжимается ими в калибре, образованном за счет взаимного сближения контактных поверхностей валков, оси которых наклонены к оси заготовки. При обжатии заготовки валками металл заполняет очаг деформации и встречается с неподвижной в осевом направлении оправкой, на торце заготовки формируется углубление, которое по мере продвижения заготовки по очагу деформации превращается в полость, а при прохождении заднего конца заготовки через оправку - в отверстие. В случае получения гильз из жаропрочных материалов прошивка может осуществляться на прессе или пресс-валковом стане. Прошитая гильза подается к раскатному стану винтовой прокатки, где раскатывается на оправке в черновую трубчатую заготовку с уменьшением толщины стенки и снижением уровня разностенности, что крайне важно для прошивки на прессе. После этого трубу охлаждают и подвергают калибровке в холодном состоянии раздачей по внутреннему диаметру на 3-10% для повышения прочностных характеристик и обеспечения высокого качества внутренней поверхности, затем в полость гильзы с двух разных сторон вводят две оправки навстречу друг другу, между торцами которых формируют внутреннее утолщение ротационным обжатием со степенью деформации, равной 0,5-0,7 от величины относительного удлинения. Полученный полуфабрикат деформируют на оправке ротационной вытяжкой с базированием на внутренний упор (утолщение) для получения требуемого наружного и внутреннего профиля сначала в одну сторону, а затем на другой оправке - в другую. Между операциями ротационной вытяжки для релаксации пластических свойств металла заготовку подвергают термической обработке на аустенитной оправке с термофиксацией по внутреннему диаметру за счет разницы теплового расширения оправки и заготовки. В случае необходимости производят закатку концевой части роликом в холодном или теплом состоянии.
Пример осуществления способа
Способ прокатки осуществляется следующим образом. Заготовка из сплава СП-28 диаметром 90 мм нагревается до температуры 1200oС. Нагретая заготовка задается в рабочие валки, где обжимается ими в калибре, образованном за счет взаимного сближения контактных поверхностей валков, оси которых наклонены к оси заготовки под углом подачи 16o. При обжатии заготовки валками металл заполняет очаг деформации и встречается с неподвижной в осевом направлении оправкой диаметром 50 мм, на торце заготовки формируется углубление, которое по мере продвижения заготовки по очагу деформации превращается в полость, а при прохождении заднего конца заготовки через оправку - в отверстие.
Прошитая гильза размерами 93•52 подается к раскатному стану винтовой прокатки, где раскатывается на оправке в черновую трубчатую заготовку наружным диаметром 95,25 мм, внутренним диаметром 74,25 мм и толщиной стенки 10,5 мм с уменьшением толщины стенки и снижением уровня разностенности. После этого трубу охлаждают и подвергают калибровке в холодном состоянии раздачей по внутреннему диаметру на 6,4%, т.е. до 79 мм, для повышения прочностных характеристик и обеспечения высокого качества внутренней поверхности, затем в полость гильзы с двух разных сторон вводят две оправки навстречу друг другу, между торцами которых формируют внутреннее утолщение ротационным обжатием с помощью приводного ролика со степенью деформации, равной 0,5-0,7 от величины относительного удлинения, полученной при испытаниях стандартных образцов из стали СП-28. Величина относительного удлинения для стали СП-28 составляет 12...25%, следовательно, степень деформации по диаметру при ротационном обжатии равна 6,0. . .12,5%, выбираем величину степени деформации 6,1%.
Процесс ротационного обжатия представляет собой деформирование надетой на оправку заготовки вращающимся роликом (или роликами), при этом оправка с заготовкой принудительно перемещается вдоль оси ролика, который своей боковой поверхностью воздействует на боковую поверхность заготовки, поскольку в рассматриваемом варианте заготовка надета на две оправки так, что между торцами оправок имеется зазор, то при совмещении ролика с торцем оправки металл течет в зазор между торцами оправок внутрь заготовки, формируется утолщение стенки. Такой процесс называют ротационным обжатием. Полученный полуфабрикат деформируют на оправке ротационной вытяжкой с базированием на внутренний упор (утолщение) для получения требуемого наружного и внутреннего профиля сначала в одну сторону, а затем на другой оправке - в другую. В этом случае происходит утонение стенки и увеличение длины заготовки. На первой операции патрубок размерами 99•10 обжимается со степенью деформации по стенке 45% до размеров 96•5,5 (правая половина патрубка) и на 52,5% до размеров 92•4,75 (левая половина патрубка). Между операциями ротационной вытяжки для релаксации пластических свойств металла заготовку подвергают термической обработке на оправке из аустенитной стали (например, 12Х18Н10Т) с термофиксацией по внутреннему диаметру за счет разницы теплового расширения оправки и заготовки. В этом случае при нагревании в процессе термообработки имеющая больший коэффициент линейного расширения заготовка стремится уменьшить свой внутренний диаметр, т.к. толщина ее стенки увеличивается из-за температурного расширения, однако имеющая значительно меньший коэффициент температурного расширения оправка препятствует уменьшению внутреннего диаметра, обеспечивая его постоянное значение. Это необходимо для сохранения заданной степени деформации при ротационной вытяжке и обеспечения возможности использования оправки одинакового диаметра. Всего осуществляют 4 перехода со степенью деформации от 10 до 64% за проход. По окончании процесса ротационной вытяжки получают заготовку заданной длины с требуемой толщиной стенки. В случае необходимости производят закатку концевой части роликом в холодном или теплом состоянии.
Предлагаемый способ прокатки обеспечивает получение изделий высокой точности по геометрическим размерам из высокопрочных сплавов, профилированных по внутренней и наружной поверхности.
Источники информации
1. Проскуряков Ю.Г., Романов В.Н., Исаев А.Н. Объемное дорнование отверстий. - М.: Машиностроение, 1984, стр.12-17.
2. Авторское свидетельство СССР 1616733, В 21 В 19/02, 23/00, опубл. БИ 48, 1990 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ НА АГРЕГАТЕ СО СТАНАМИ ВИНТОВОЙ ПРОШИВКИ И НЕПРЕРЫВНЫМ СТАНОМ ПРОДОЛЬНОЙ ПРОКАТКИ | 2010 |
|
RU2441722C1 |
| Способ винтовой прошивки | 2020 |
|
RU2741037C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ДЕТАЛЕЙ БУРОВЫХ ЗАМКОВ | 2005 |
|
RU2299104C1 |
| СПОСОБ ПОЛУЧЕНИЯ БЕСШОВНЫХ ТРУБ | 2011 |
|
RU2455092C1 |
| СПОСОБ ВИНТОВОЙ ПРОШИВКИ | 2021 |
|
RU2773967C1 |
| Способ получения буровой стали | 2016 |
|
RU2627081C1 |
| Способ получения полых заготовок из высокопрочных материалов | 1989 |
|
SU1616733A1 |
| Способ винтовой прошивки в четырехвалковом стане | 2021 |
|
RU2759820C1 |
| СПОСОБ ПРОШИВКИ ЗАГОТОВОК И ПОЛУЧЕНИЯ ТРУБ В СТАНЕ ПРОДОЛЬНОЙ ПРОКАТКИ | 1992 |
|
RU2037348C1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ ТРУБ | 2006 |
|
RU2315671C1 |
Изобретение относится к области прокатного производства, в частности к обработке металлов давлением, и касается способов получения заготовок деталей машиностроения. Задачей изобретения является получение заготовок из высокопрочных материалов повышенной точности и прочности. Способ получения полых заготовок из высокопрочных материалов включает нагрев, прошивку заготовки в гильзу, раскатку в стане винтовой прокатки, калибровку на оправке раздачей по внутреннему диаметру на 3-10%, формовку внутреннего утолщения между торцами двух оправок, введенных с разных концов в трубу, ротационным обжатием со степенью деформации, равной 0,5-0,7 от величины относительного удлинения для данного материала, ротационную вытяжку с базированием на внутренний упор для получения внутреннего утолщения и наружного профиля, термообработку между операциями ротационной вытяжки на аустенитной оправке с термофиксацией по внутреннему диаметру за счет разницы теплового расширения оправки и детали. Способ позволяет получить профилированные заготовки и существенно повысить точность прокатанных заготовок. 1 з.п. ф-лы, 5 ил.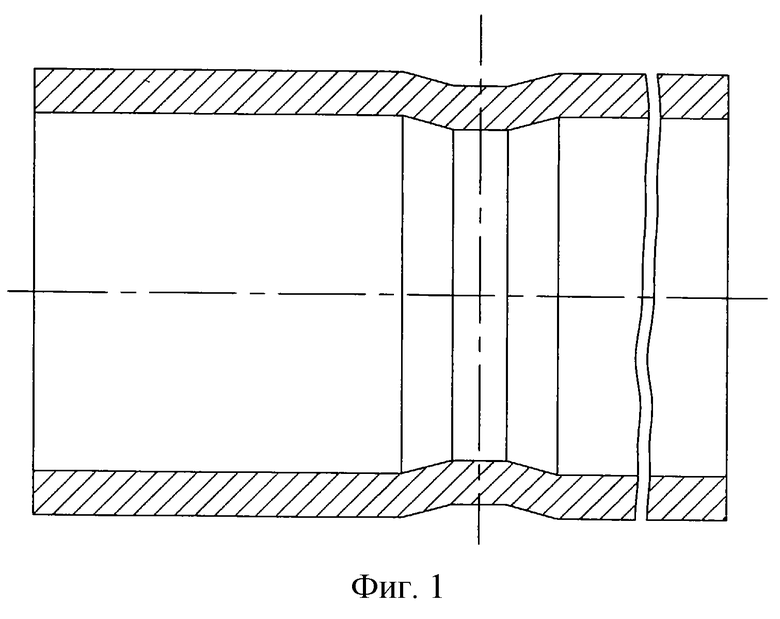
| Способ получения полых заготовок из высокопрочных материалов | 1989 |
|
SU1616733A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСОВ СНАРЯДОВ | 1995 |
|
RU2088393C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСОВ СНАРЯДОВ | 1995 |
|
RU2087217C1 |
| RU 97104967 А, 10.04.1999 | |||
| US 3462987, 26.08.1969. | |||

