Настоящее изобретение относится к химической технологии, более узко к процессам получения ароматических аминов, используемых в производстве полиуретанов и других полимерных материалов, а также красителей и лекарственных соединений.
Способ каталитического восстановления ароматических углеводородов водородом известен уже более 50 лет и широко используется в промышленности для получения анилина и других ароматических аминов, постепенно вытесняя другие методы восстановления.
В известных процессах восстановление проводят в паровой или жидкой фазе с использованием катализаторов, относящихся, преимущественно, к металлам VIII группы.
Восстановление в паровой фазе используют для легкокипящих нитросоединений, например нитробензола. Для восстановления динитросоединений метод парофазного восстановления практически не используется из-за повышенной опасности этих процессов. Тем не менее, в патенте ФРГ N 3734344 предложено восстанавливать динитротолуол (ДНТ) в паровой фазе, используя очень большой избыток водорода.
Жидкофазное каталитическое восстановление нитробензола и других ароматических нитросоединений является предметом многочисленных патентов и авторских свидетельств. Оно осуществляется во многих вариантах, различающихся по составу реакционных масс, природе металлического катализатора и носителя, аппаратурному оформлению процессов и другим условиям.
Процесс может проводиться в присутствии инертных растворителей, в качестве которых чаще всего используют алифатические спирты (патент Англии N 852144, патент ФРГ N 1044099, патент США N 2233129, авторское свидетельство СССР N 215226), воду или смеси воды с аминами (патент США N 4185036, патент Германии DE N 4323687 А1) и другие соединения.
Наиболее распространенными катализаторами жидкофазного процесса восстановления нитросоединений являются металлы VIII группы, включая благородные металлы, в первую очередь, платина и палладий (патенты США N 4400538 и N 4185036), и никель в различных формах: никель Ренея, никель металлический и никель, нанесенный на поверхность носителя (патенты США N 3032586 и N 3213141, патент ФРГ N 348784). В качестве носителя чаще всего используют активированный уголь, цеолиты, алюминий и его оксид.
Очень велики различия в аппаратурном оформлении процесса восстановления. Используют периодические и непрерывные процессы с неподвижным (патент США N 4400538) или взвешенным в жидкости катализатором (патент США N 3761521).
В качестве прототипа выбран патент США N 3546296. Согласно патенту процесс каталитического восстановления ведут в замкнутой системе, состоящей из реакционной зоны, зоны сепарации и зоны рециркуляции. Восстановление проводят в среде органического растворителя, в котором растворимы нитросоединення и продукты реакции. В качестве основного элемента реактора используют вертикальную цилиндрическую трубу, с расположенным внутри ее змеевиком.
Вверх по трубе движется трехфазный поток:
1) жидкая фаза - раствор нитросоединения и продуктов реакции (аминов и воды) в высококипящем растворителе (например, 2-этилбутаноле);
2) газовая фаза - водород;
3) твердая фаза - катализатор - никель или медь на носителе.
Благодаря избытку водорода (3 - 6-кратному против необходимого), реакционная масса интенсивно перемешивается, что обеспечивает высокую скорость процесса восстановления. Кроме того, в поднимающемся потоке резко снижается плотность реакционной массы. Это позволяет обеспечить ее рециркуляцию без применения механических устройств - за счет разности плотностей поднимающегося и ниспадающего потоков (после отделения от газа часть жидкости идет на выделение продукта реакции, а суспензия катализатора в остальной части жидкости возвращается в нижнюю часть колонны по параллельно расположенной трубе).
Прототип имеет существенный недостаток, обусловленный высокой скоростью потока в вертикальной трубе (более 1 м/с) - значительное измельчение частиц катализатора в результате их интенсивного трения между собой и о стенки реактора. При этом снижается активность катализатора и ухудшается его отделение от жидкости в сепараторе, что приводит к проскоку части катализатора на стадию выделения амина. Необходимо отметить, что технический оксид алюминия является мелкокристаллическим порошком с размером частиц менее 20 мкм и поэтому не полностью отделяется от реакционной массы в сепараторе.
Изобретение направлено на повышение устойчивости катализатора к истиранию, увеличение срока эксплуатации и уменьшение его потерь в результате неудовлетворительной сепарации катализатора от реакционной массы. Сущность изобретения заключается в способе непрерывного каталитического жидкофазного восстановления ароматических нитросоединений водородом в ароматические амины, в котором водород диспергируют в жидкой фазе, состоящей из органического растворителя, растворенных в нем нитросоединений и продуктов реакции, и суспензированного в ней катализатора; в котором процесс проводят в замкнутой реакционной системе с непрерывным рециркулирующим потоком реакционной массы, создаваемым без использования насоса за счет разности плотностей в поднимающемся трехфазном (газ - жидкость - твердое тело) потоке (реакционная зона) и в ниспадающем (суспензия катализатора в растворе продуктов реакции) потоке (рециркуляционная зона), отбирая часть готового продукта в виде раствора из зоны сепарации и возвращая катализатор с большей частью реакционной массы из зоны сепарации через зону рециркуляции в нижнюю часть реакционной колонны, в которую одновременно подают раствор нитросоединений, отличающийся тем, что в качестве катализатора используют металл VII группы, нанесенный на гранулированный оксид алюминия с размером частиц 20-200 мкм и насыпной плотностью 0,6 - 0,9 г/см3 и восстановление проводят при давлении 0,1-5 МПа и температуре, которая должна быть не менее чем на 10oC ниже температуры кипения растворителя при давлении процесса.
Процесс проводят в присутствии органического растворителя, удовлетворительно растворяющего как исходное нитросоединение, так и образующийся амин. Наиболее удобными растворителями такого типа для широкого круга нитросоединений являются низшие спирты, в частности изопропиловый спирт, в отдельных случаях могут использоваться толуол, этилацетат и другие растворители. Использование растворителя не только снижает взрывоопасность процесса, связанную с использованием нитросоединений, но и значительно снижает концентрацию нитросоединения в реакционной зоне, что препятствует отравлению катализатора.
В качестве катализатора предлагается использовать металлические никель или палладий, нанесенные на поверхность гранул оксида алюминия. Для получения катализатора гранулы насыщают раствором соответствующих солей, затем последовательно подвергают термической обработке и восстановлению водородом. Содержание никеля в катализаторе составляет 15-35%, оптимально 20-32%. Преимуществом такого катализатора по сравнению с никелем Ренея является меньшая пирофорность без снижения каталитического эффекта и более полное отделение катализатора в сепараторе. Содержание палладия в катализаторе 0,5 - 5,0%, преимущественно 3-4%.
Для обеспечения высокой эффективности катализатора необходимо использовать гранулы с размером 20-200 мкм, оптимально 50-100 мкм, и с насыпной плотностью 0,6 -0,9 г/см3. Процесс проводят при давлении 0,1-5,0 МПа, оптимально 0,1-1,0 МПа.
Пример 1
В реактор, состоящий из реакционной зоны (вертикальная труба диаметром 0,02 м и высотой 5 м, снабженная обогреваемой рубашкой, по которой поднимается со скоростью 1 м/с трехфазный поток, имеющий плотность 0,3 г/см3), зоны сепарации и зоны рециркуляции (аналогичная труба, по которой вниз движется суспензия катализатора в реакционной массе, имеющая плотность 0,9 г/см3), непрерывно подают 20% раствор ДНТ в изопропиловом спирте (1000 мл/час) и водород из расчета 15 молей H2 на 1 моль ДНТ. Перед началом непрерывной работы в аппарат загружают 3,5 л изопропилового спирта и 500 г катализатора (20% Ni на гранулах оксида алюминия со средним размером частиц 50 мкм и насыпной плотностью 0,75 г/см3), медленно нагревают суспензию до 110oC при постоянной подаче водорода, давление которого в конце подготовительного периода достигает 0,5 МПа. Опыт продолжался 400 часов без существенного снижения активности катализатора. Несмотря на большое число циклов, средняя продолжительность которых составила около 30 с, унос катализатора вследствие его измельчения не более 10%. Выход технического диаминотолуола 99,5%, содержание ДНТ в продукте менее 0,01%.
Пример 2
В реактор, состоящий из реакционной зоны (вертикальная труба диаметром 0,02 м и высотой 5 м, снабженная обогреваемой рубашкой, по которой поднимается со скоростью 1 м/с трехфазный поток, имеющий плотность 0,3 г/см3), зоны сепарации и зоны рециркуляции (аналогичная труба, по которой вниз движется суспензия катализатора в реакционной массе, имеющая плотность 0,9 г/см3) непрерывно подают 20% раствор ДНТ в изопропиловом спирте (1000 мл/час) и водород из расчета 15 молей H2 на 1 моль ДНТ. Перед началом непрерывной работы в аппарат загружают 3,5 л изопропилового спирта и 500 г катализатора (3% Pd на гранулах оксида алюминия со средним размером частиц 90 мкм и насыпной плотностью 0,83 г/см3), медленно нагревают суспензию до 70oC при постоянной подаче водорода, давление которого в конце подготовительного периода достигает 1,6 МПа (абсолютных). Опыт продолжался 200 часов без существенного снижения активности катализатора. Несмотря на большое число циклов, средняя продолжительность которых составила около 30 с, измельчение катализатора незначительное и унос его не превысил 8%. Выход технического диаминотолуола превысил 99%, содержание ДНТ менее 0,01%.
В аналогичных условиях, при использовании катализатора Pd/C практически весь катализатор истирается после 3 дней эксплуатации (при начальном размере > 120 мкм полностью проходит через сито 70 мкм).
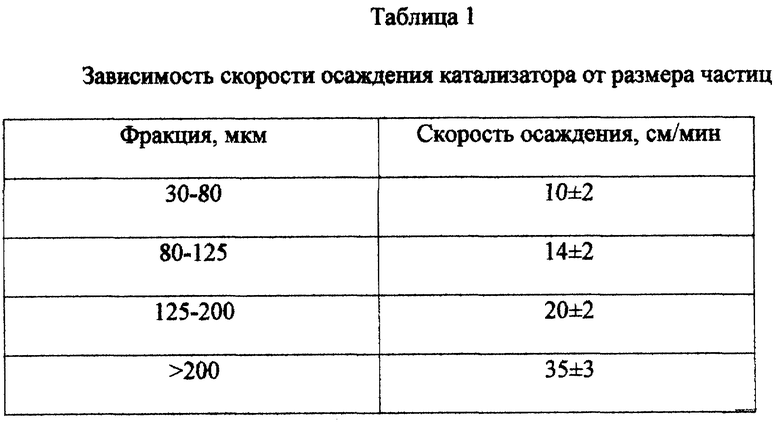
Для оценки влияния размера частиц катализатора на процесс отделения его от реакционной массы в сепараторе были проведены опыты, результаты которых приведены в таблице. В них определяли скорость осаждения катализатора в зависимости от размера частиц. Время полного осаждения определяли в стеклянной трубе диаметром 40 мм и длиной 740 мм для навески 0,5 г, приведены средние значения из 5 измерений.
Уже при размере частиц 30 и более микрометров времени пребывания в узле разделения достаточно для практически полного отделения катализатора от жидкости, направляемой на стадию разделения. При размере частиц более 200 мкм в ниспадающем потоке создаются условия, приводящие к нарушению однородности системы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЖИДКОФАЗНОГО ВОССТАНОВЛЕНИЯ АРОМАТИЧЕСКИХ НИТРОСОЕДИНЕНИЙ В РЕАКТОРЕ С ЖЕСТКИМ ЯЧЕИСТЫМ КАТАЛИЗАТОРОМ | 2000 |
|
RU2169728C1 |
| ВЫСОКОПОРИСТЫЙ ЯЧЕИСТЫЙ КАТАЛИЗАТОР ДЛЯ ПРОЦЕССОВ ЖИДКОФАЗНОГО ГИДРИРОВАНИЯ | 2005 |
|
RU2333795C2 |
| СПОСОБ ПОЛУЧЕНИЯ 1,5-ДИАМИНОНАФТАЛИНА | 2005 |
|
RU2307120C2 |
| СПОСОБ КАТАЛИТИЧЕСКОГО ЖИДКОФАЗНОГО НИТРОВАНИЯ АРОМАТИЧЕСКИХ СОЕДИНЕНИЙ | 2002 |
|
RU2226187C1 |
| СПОСОБ ЖИДКОФАЗНОГО КАТАЛИТИЧЕСКОГО АЛКИЛИРОВАНИЯ АРОМАТИЧЕСКИХ АМИНОВ | 2005 |
|
RU2285691C1 |
| КАТАЛИЗАТОР ДЛЯ ГИДРИРОВАНИЯ АРОМАТИЧЕСКИХ НИТРОСОЕДИНЕНИЙ | 1999 |
|
RU2156654C1 |
| СПОСОБ ПОЛУЧЕНИЯ АРОМАТИЧЕСКИХ АМИНОВ В ЖИДКОЙ ФАЗЕ | 2011 |
|
RU2561128C9 |
| НИЗКОТЕМПЕРАТУРНЫЙ СПОСОБ ПОЛУЧЕНИЯ АНИЛИНА ГИДРИРОВАНИЕМ НИТРОБЕНЗОЛА | 2006 |
|
RU2337904C2 |
| СПОСОБ ПОЛУЧЕНИЯ КАТАЛИЗАТОРА ДЛЯ ЖИДКОФАЗНОГО ВОССТАНОВЛЕНИЯ ОРГАНИЧЕСКИХ ВЕЩЕСТВ | 2011 |
|
RU2473386C1 |
| СПОСОБ ЖИДКОФАЗНОГО КАТАЛИТИЧЕСКОГО АЛКИЛИРОВАНИЯ АНИЛИНА | 2004 |
|
RU2270831C1 |
Описывается способ каталитического жидкофазного восстановления ароматических нитросоединений водородом в амины, в котором для уменьшения истирания катализатора в процессе эксплуатации в условиях больших скоростей потоков (более 1 м/с) предложено использовать в качестве активного металла элементы восьмой группы (например, никель, палладий и др.), нанесенные на гранулированный оксид алюминия с размером частиц 20 - 200 мкм и насыпной плотностью 0,6 - 0,9 г/см3. Восстановление ведется при давлении 0,1 - 5,0 МПа и температуре не менее чем на 10oC ниже температуры кипения растворителя. Процесс проводят в замкнутой системе, состоящей из реакционной, сепарационной и рециркуляционной зон. Подача водорода осуществляется в нижнюю часть реакционной зоны, куда одновременно дозируется раствор нитросоединения и рециркулирующий в среде продуктов реакции катализатор. Рециркуляция обеспечивается за счет разности плотностей восходящего газонаполненного потока в реакционной зоне и продуктов реакции - в рециркуляционной. Данный способ позволяет уменьшить расход катализатора и увеличить срок его действия. 1 табл.
Способ непрерывного каталитического жидкофазного восстановления ароматических нитросоединений водородом в ароматические амины, при котором водород диспергируют в жидкой фазе, состоящей из органического растворителя, растворенных в нем нитросоединений и продуктов реакции, и суспензированного в ней катализатора, в котором процесс проводят в замкнутой реакционной системе с непрерывным рециркулирующим потоком реакционной массы, создаваемым без использования насоса за счет разности плотностей в поднимающемся трехфазном (газ - жидкость - твердое тело) потоке (реакционная зона) и в ниспадающем (суспензия катализатора в растворе продуктов реакции) потоке (рециркуляционная зона), отбирая часть готового продукта в виде раствора из зоны сепарации и возвращая катализатор с большей частью реакционной массы из зоны сепарации через зону рециркуляции в нижнюю часть реакционной зоны, в которую одновременно подают раствор нитросоединений, отличающийся тем, что в качестве катализатора используют металл VIII группы, нанесенный на гранулированный оксид алюминия с размером частиц 20-200 мкм и насыпной плотностью 0,6 - 0,9 г/см3 и восстановление проводят при давлении 0,1-5 МПа и температуре, которая должна быть не менее чем на 10°С ниже температуры кипения растворителя при давлении процесса.
| US 3546296, A, 08.12.1970 | |||
| СПОСОБ ПОЛУЧЕНИЯ АНИЛИНА | 1967 |
|
SU215226A1 |
| US 4224249 A, 23.09.1980 | |||
| US 4400538 A, 23.08.1983. | |||

