Изобретение относится к атомной энергетике и может найти применение для герметизации контактно-стыковой или дуговой сваркой стержневых тепловыделяющих элементов ядерных реакторов.
Тепловыделяюще элементы представляют собой циркониевые трубки, заполненные ядерным топливом в виде таблеток и гелием повышенного давления. Для обеспечения требуемой чистоты атмосферы внутренний объем тепловыделяющих элементов перед их герметизацией вакуумируется. Герметизация осуществляется путем приварки с торцов трубок заглушек. Трубка с заглушками образует оболочку тепловыделяющего элемента. Известна установка для контактно-стыковой сварки (см. А.С. СССР №941070 от 07.07.82 г., Мкл. В 23 К 11/04), включающая станину, на которой смонтирована сварочная камера с рабочей полостью, снабженной сквозными соосными каналами и связанной со средствами создания разрежения и подачи нейтрального газа, устройства подачи свариваемых деталей в рабочую полость и механизмы их захвата, привод сварочного давления, где сварочная камера выполнена с перпендикулярным ее оси разъемом, разделяющим рабочую полость на две части, каждая из которых установлена на станине с возможностью автономного перемещения, снабжена цанговыми зажимами механизма захвата свариваемых деталей и трубчатыми тягами, расположенными в сквозных каналах, связывающих захваты с соответствующими приводами, смонтированными на торцах сварочной камеры по обе стороны от разъема, при этом привод сварочного давления связан жестко с одним из приводов трубчатых тяг с возможностью совместного перемещения. Недостатком данной установки является низкая производительность.
Наиболее близкой по технической сущности и достигаемому эффекту является устройство для герметизации, входящее в состав автоматической линии изготовления тепловыделяющих элементов (см. патент РФ №2070740 от 17.05.94 г., Мкл. G 21 С 21/02, бюл. №35 от 20.12.96 г.), включающее сварочные камеры сварочных установок, расположенные параллельно друг другу и имеющие отверстия ввода снаряженной оболочки на герметизацию, которое одновременно является и отверстием вывода из устройства загерметизированного твэла.
Недостатком данного устройства является его заниженная производительность, из-за потери времени на загрузке заготовок твэлов и последующей их транспортировки от сварочных головок рольгангами, использование двух установок с раздельными системами управления и источниками питания, так как стабильная качественная сварка двух и более сварных швов от одного источника невозможна. Это требует дополнительных производственных площадей, усложняет оборудование, повышает его стоимость.
Повышенная загрязненность сварочной камеры пылевидными керамическими частицами топлива, попадающими в нее в процессе вакуумирования и заполнении твэла гелием по общему трубопроводу, соединяющему сварочную камеру со средствами создания разрежения и давления, что также снижает качество сварных швов и стабильность работы установки.
Технической задачей изобретения является повышение производительности установки, стабильности ее работы и качества сварки, сокращения занятости производственных площадей, упрощения конструкции и уменьшение стоимости оборудования.
Решение технической задачи достигается тем, что известное устройство представляет собой агрегат, снабженный модулем поперечной подачи изделий, выполненным в виде бесконечной транспортной цепи, с закрепленными на ней ложементами для изделий или, как вариант, в виде реечного транспортера, имеющего неподвижные ложементы, установленные напротив сварочных камер, которые расположены друг от друга на расстоянии, определяемом по формуле:
S=t(mk+1), где
S - расстояние между осями камер,
t - шаг транспортного модуля.,
к - число головок в агрегате, равное числу шагов транспортного модуля в каждом его единичном ходе,
m - любое целое число, начиная с единицы,
имеют общую систему управления, связанную через блок параллельного включения с одноименными рабочими органами устройства, а через блок последовательного включения с приводом сварочного усилия и устройством создания разрыва во вторичном контуре источника питания, а также с самим источником, подключенным в параллель к электродам сварочных камер.
Решение поставленной задачи достигается совокупностью изложенных признаков. Наличие транспортного модуля, обеспечивающего одновременно подачу и последующую выгрузку двух твэлов, сразу после выхода их из сварочных камер, повышает производительность работы агрегата. Необходимая ритмичная подача заготовок твэлов к сварочным камерам совмещается с удалением с этих позиций уже загерметизированных изделий, что сокращает время цикла обработки изделий, и достигается за счет расположения сварочных камер на расстоянии, определяемом по формуле;
S=t(mk+1), где
S - расстояние между осями камер,
t - шаг транспортного модуля,
k - число камер в агрегате, равное числу шагов транспортного модуля в каждом его единичном ходе,
m - любое целое число, начиная с единицы.
При таком расположении сварочных камер, при каждом единичном ходе транспортного модуля, равным 2t, напротив них оказывается новая заготовка твэла, подлежащая обработке.
Так как время сварки, по сравнению с другими выполняемыми операциями, гораздо меньше, то последовательное ее выполнение от одного источника питания, подключенного параллельно электродам сварочных камер, не оказывает существенного значения на производительность агрегата. Вместе с тем это позволяет выполнять все остальные операции от одной системы управления и одного комплекта коммутационной аппаратуры, что уменьшает площади, занимаемые агрегатом, упрощает его устройство и повышает надежность работы.
Наличие раздельных линий по вакуумированию и заполнению внутреннего объема твэла гелием уменьшает перемещение в сварочных камерах мелкодисперсной пыли двуокиси урана, попадающей в сварочные камеры в процессе создания в твэле атмосферы заданного состава и давления. Предлагаемый агрегат поясняется чертежами.
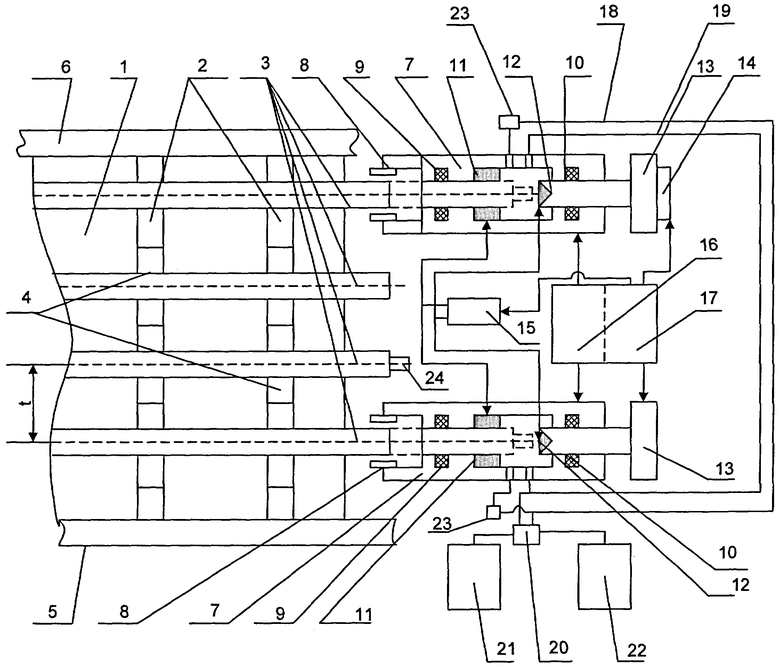
На чертеже схематично представлен агрегат для герметизации твэлов. Для упрощения на схеме представлены только две сварочные камеры.
Агрегат состоит из транспортного модуля 1, на подвижных ложементах которого (бесконечных лентах или рейках) 2 располагаются с шагом t заготовки твэлов или твэлы 3. Если в качестве транспортирующих элементов используются рейки, то ложементы 4 транспортера выполняются неподвижными. На входе и выходе с транспортера установлены загрузочно-разгрузочные накопительные устройства 5 и 6 соответственно, осуществляющие связь с другими технологическими установками, например, посредством рольгангов (не показаны). С торца транспортного модуля установлены сварочные камеры 7 на расстоянии друг от друга, кратном его шагу t, снабженные приводом 8 подачи заготовок твэлов в зону сварки, уплотнениями 9, 10, электродо-зажимными устройствами 11, 12, обеспечивающими токоподвод к свариваемым деталям и их фиксацию в заданном положении перед сваркой. Электродо-зажимные устройства могут представлять собой цанговые зажимы с токоподводящими поверхностями, управляемые соответствующими приводами.
С противоположного торца установлены привода сварочного усилия, каждый из которых кроме первого по ходу транспортного модуля снабжен устройством 14 разрыва цепи сварочного источника питания 15, подключенного параллельно электродо-зажимным устройствам 11, 12. Управление агрегатом осуществляется от общей системы управления, состоящей из блока 16 параллельного включения одноименных рабочих органов агрегата и блока 17 последовательного включения приводов сварочного усилия 13, устройства 14 разрыва цепи сварочного источника питания. Сварочные камеры посредством раздельных линий 18 и 19 через коммутационный блок 20 подключены к средствам создания вакуума 21 и давления 22. Перед входом вакуумной линии в сварочные камеры установлены фильтры 23.
Агрегат работает следующим образом. На ложементы 2 транспортного модуля 1 с накопительно-загрузочного устройства 5 загружаются заготовки твэлов 3, пока их открытые торцы не установятся против сварочных головок 7. Концы заготовок твэлов 3, подлежащие заварке, располагаются непосредственно под механизмом их подачи 8. Наличие заготовок твэлов на позиции определяется соответствующими датчиками (не показаны). До момента включения первого привода сварочного усилия 13 все операции, включая загрузку заглушек, если это необходимо, выполняются параллельно от блока 16 системы управления. Механизмами подачи 8 заготовки твэлов подаются в сварочные камеры 7, где фиксируются на момент сварки устройствами 11 и 12, которые одновременно также являются и токоподводящими электродами. Сварочные камеры герметизируются уплотнениями 9, 10. Через коммутационную аппаратуру 20 и линии 18, 19 в технологической последовательности осуществляется создание под оболочкой твэла атмосферы заданного состава и давления посредством устройств 21 и 22. Вакуумирование осуществляется через фильтры 23. После чего, поочередно, начиная с камеры (первой по ходу транспортного модуля), оснащенной устройством 14 разрыва цепи источника 15, через блок 17 включаются привода сварочного усилия 13 с одновременным подключением этих камер к источнику питания 15. Заглушки 24 поочередно привариваются к торцам оболочек твэлов. После чего от блока 16 после сброса остатков гелия в вакуумную линию сварочные камеры приходят в исходное состояние. Твэлы с приваренными заглушками 24, механизмом 8 выгружаются на транспортер. Дальнейшее перемещение транспортера и соответственно заготовок и твэлов осуществляется единичным ходом, каждый из которых равен 2t.
Агрегат также может быть использован и для дуговой сварки. В этом случае необходимость в приводе сварочного усилия 13 отпадает. Устройство 14 разрыва цепи источника 15 может использоваться для изменения расстояния между электродов и твэлом.
Порядок работы агрегата при использовании его для дуговой сварки остается аналогичным.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ ЯДЕРНОГО РЕАКТОРА | 2010 |
|
RU2459292C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕСС-ФОРМЫ-ХОЛОДИЛЬНИКА-ТОКОПОДВОДА К АГРЕГАТУ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 2002 |
|
RU2236337C2 |
| УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ ОБОЛОЧЕК ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ КОНТАКТНО-СТЫКОВОЙ СВАРКОЙ С ПОМОЩЬЮ ЗАГЛУШЕК | 2011 |
|
RU2480314C2 |
| УСТАНОВКА ДЛЯ ГЕРМЕТИЗАЦИИ ТРУБЧАТЫХ ЭЛЕМЕНТОВ | 1998 |
|
RU2152091C1 |
| УСТАНОВКА КОНТАКТНО-СТЫКОВОЙ СВАРКИ | 2003 |
|
RU2275282C2 |
| СПОСОБ ГЕРМЕТИЗАЦИИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 1999 |
|
RU2166215C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ ЯДЕРНЫХ РЕАКТОРОВ | 2006 |
|
RU2338277C2 |
| УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ КОНТАКТНО-СТЫКОВОЙ СВАРКОЙ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2003 |
|
RU2245769C2 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ СБОРКИ ТВЭЛ ДЛЯ ЭНЕРГЕТИЧЕСКИХ ЯДЕРНЫХ РЕАКТОРОВ ТИПА БН | 1994 |
|
RU2094866C1 |
| УСТРОЙСТВО ДЛЯ ЗАПОЛНЕНИЯ ТВЭЛОВ ГАЗОМ И СПОСОБ ЕГО ИСПОЛЬЗОВАНИЯ | 1991 |
|
RU2065213C1 |
Изобретение относится к атомной энергетике, а именно к устройствам, применяемым для герметизации контактно-стыковой или дуговой сваркой стержневых тепловыделяющих элементов ядерных реакторов. Агрегат для сварки тепловыделяющих элементов атомных станций содержит сварочные камеры, имеющие отверстия для ввода оболочек на герметизацию, которые одновременно являются отверстиями вывода тепловыделяющих элементов, электроды сварочных камер, источник питания, транспортный модуль для поперечной подачи изделий, общую систему управления с блоками параллельного и последовательного включения, устройство создания разрыва во вторичном контуре. Сварочные камеры расположены между собой параллельно на расстоянии друг от друга, определяемом по формуле S=t(mk+1), где S - расстояние между осями камер, t - шаг транспортного модуля, k - число камер в агрегате, равное числу шагов транспортного модуля в каждом его единичном ходе, m - любое целое число, начиная с единицы, и связанные через блок параллельного включения системы управления с одноименными рабочими органами агрегата, а через блок последовательного включения с приводом сварочного усилия и устройством создания разрыва во вторичном контуре источника питания, а также с самим источником питания, подключенным в параллель к электродам сварочных камер. 3 з.п. ф-лы, 1 ил.
S=t(mk+l)
где S - расстояние между осями камер,
t - шаг транспортного модуля,
k - число камер в агрегате, равное числу шагов транспортного модуля в каждом его единичном ходе,
m - любое целое число, начиная с единицы,
и связаны через блок параллельного включения с одноименными рабочими органами агрегата, а через блок последовательного включения с приводом сварочного усилия и устройством создания разрыва во вторичном контуре источника питания, а также с самим источником, подключенным в параллель к электродам сварочных камер.
| RU 2070740 C1, 20.12.1996 | |||
| УСТАНОВКА ДЛЯ ГЕРМЕТИЗАЦИИ ТРУБЧАТЫХ ЭЛЕМЕНТОВ | 1998 |
|
RU2152091C1 |
| Установка для контактной стыковой сварки | 1980 |
|
SU941070A1 |
| Машина для контактной стыковой сварки оплавлением | 1979 |
|
SU904247A1 |
| GB 1448809 A, 08.09.1976. | |||

