Изобретение относится к инструментальному и основному производству, а именно к высокоэффективным технологиям финишного поверхностного упрочнения металлорежущего инструмента.
Из патентной литературы известны методы упрочнения деталей, например, а. с. N 1767024, МКИ C 23 C 8/22, "Способ обработки стальных изделий", включающий закалку, отпуск и ионное азотирование. Недостаток этого способа состоит в высоком нагреве изделия, что снижает работоспособность углеродосодержащих сталей, они теряют свою твердость.
Кроме того, известен "Способ упрочнения деталей" по а.с. N 1766970, МКИ C 23 D 1/08, включающий обработку изделий азотной плазменной струей. Недостаток этого способа - большие погрешности термообработки. Азот, нанесенный на изделие таким образом, не создает однородную упрочняющую пленку, что объясняется точечным характером контакта струи с обрабатываемой деталью.
Ближайшим аналогом предлагаемого изобретения является метод финишно-плазменного упрочнения изделий с нанесением тонких углеродосодержащих пленок, подробно описанный в брошюре Соснин Н.А., Тополянский П.А., Вичик Б.Л., Плазменные покрытия (технология и оборудование) - СПб: О-во "Знание" России, СПбО, ДНТП, 1992 г. , стр. 16. Пленочное покрытие, состоящее из кремния и углерода, полученное методом финишно-плазменного упрочнения, имеет слоистую структуру и характеризуется отсутствием несплошностей пор, что не удовлетворяет требованиям, предъявляемым к материалу, из которого изготовляют режущий инструмент для резания трудно обрабатываемых материалов.
Задача, на решение которой направлено предлагаемое изобретение - повышение твердости и износостойкости кремнийуглеродистой пленки, полученной в результате финишно-плазменного упрочнения.
Для решения поставленной задачи в способе поверхностного упрочнения, включающем финишно-плазменное поверхностное упрочнение с нанесением кремнийуглеродосодержащих пленок, после нанесения кремнийуглеродосодержащих пленок деталь выдерживают в жидком азоте с последующей выдержкой на воздухе.
Деталь, например, лезвие режущего инструмента, подвергают финишно-плазменному упрочнению с нанесением кремнийуглеродосодержащего покрытия на глубину 0,001 мкм, при температуре 100 - 150oC. Полученная пленка имеет слоистую структуру и характеризуется отсутствием несплошностей пор за счет присутствия кремния, который находится в растянутом состоянии. Деталь с кремнийуглеродосодержащим покрытием опускают в ванну, заполненную на 3/4 ее объема с жидким азотом при температуре - 196oC, так чтобы она была покрыта жидким азотом на четверть выше. Ванну закрывают крышкой, в которой должны быть отверстия. Инструмент выдерживают 12 - 15 минут, извлекают из ванной, выдерживают на воздухе до температуры окружающей среды и смазывают машинным маслом.
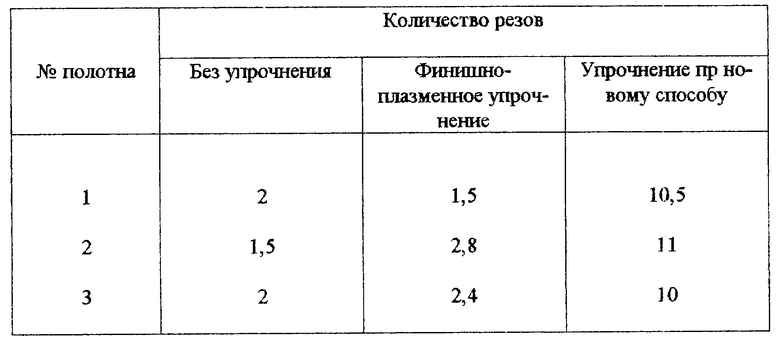
В результате воздействия холодом на кремнийуглеродистую кристаллическую решетку кремний наряду с углеродом сжимается, а при выдержке на воздухе переходит в износостойкое твердое покрытие, что подтверждают испытания, проведенные в лабораторных условиях при ручной резке прутка ⊘ 30 мм из стали 12Х18Н10Т. За критерий работоспособности полотен было принято количество резок каждым полотном до полного износа. Результаты испытаний сведены в таблицу.
Из приведенной таблицы следует, что стойкость ножовочных полотен, подвергнутых финишно-плазменному упрочнению с нанесением кремнийуглеродосодержащей пленки, в четыре раза ниже, чем стойкость полотен с таким же покрытием, но дополнительно обработанных в жидком азоте с последующей выдержкой на воздухе.
Твердость и износостойкость кремнийуглеродосодержащей пленки, полученной в результате финишно-плазменного упрочнения деталей, в результате обработки холодом повышается за счет возникающих в кремнии сжимающих напряжений, которые в свою очередь воздействуя на углерод, вызывают упрочнение всей пленки в целом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ТВЕРДОГО СПЛАВА И СТАЛИ | 2002 |
|
RU2231573C2 |
| Способ эрозионно-лучевого упрочнения поверхностей металлических деталей и устройство для его использования | 2016 |
|
RU2646652C1 |
| БЫСТРОРЕЖУЩАЯ СТАЛЬ | 1999 |
|
RU2164961C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗДЕЛИЙ | 1999 |
|
RU2166421C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОГО ВОССТАНОВЛЕНИЯ ДЕТАЛИ ИЗ СТАЛИ ИЛИ ЧУГУНА | 2008 |
|
RU2396153C2 |
| БЫСТРОРЕЖУЩАЯ СТАЛЬ | 2001 |
|
RU2243283C2 |
| СПОСОБ УПРОЧНЕНИЯ ИНСТРУМЕНТА И ДЕТАЛЕЙ | 1991 |
|
RU2019575C1 |
| Способ получения эрозионно-стойких теплозащитных покрытий | 2018 |
|
RU2693283C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 1999 |
|
RU2150344C1 |
| СПОСОБ НАНЕСЕНИЯ ЧУГУННОГО ПОКРЫТИЯ НА АЛЮМИНИЕВЫЕ СПЛАВЫ | 2009 |
|
RU2405662C1 |
Способ упрочнения деталей включает финишно-плазменное поверхностное нанесение кремнийуглеродосодержащих пленок, выдержку деталей в жидком азоте с последующей выдержкой на воздухе. Технический результат заключается в повышении твердости и износостойкости режущего инструмента. 1 табл.
Способ упрочнения деталей, включающий финишно-плазменное поверхностное упрочнение с нанесением кремнийуглеродосодержащих пленок, отличающийся тем, что после нанесения кремнийуглеродосодержащей пленки деталь выдерживают в жидком азоте с последующей выдержкой на воздухе.
| СОСНИН Н.А | |||
| и др | |||
| Плазменные покрытия | |||
| (Технология и оборудование) | |||
| - С.-П.: Знание, 1992, с.16 | |||
| ПОЛЕВОЙ С.Н | |||
| и др | |||
| Упрочнение машиностроительных материалов | |||
| - М.: Машиностроение, 1994, с.88, аб.1, с.90, аб.3, с.93, аб.2 | |||
| НОВИКОВ И.И | |||
| Теория термической обработки металлов | |||
| - М.: Металлургия, 1986, с.300, аб.1, 3 | |||
| GB 1393031, 07.05.1975 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНЦЕВОГО МЕДИЦИНСКОГО ИНСТРУМЕНТА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ | 1992 |
|
RU2034046C1 |
| EP 0266149 A2, 04.05.1988 | |||
| US 5332601, 26.07.1994. | |||

