Изобретение относится к обработке металлов давлением и может быть использовано для получения дисков турбин с лопатками в виде моноколес методом горячей штамповки, в частности для тех, которые используются в авиационных газотурбинных двигателях (ГТД).
В настоящее время моноколесо диска турбины с лопатками принято называть моноколесо типа «блиск» (blades and disk - "blisk"), далее по тексту - блиск.
Диски турбин с лопатками относятся к наиболее ответственным деталям ГТД. Надежность и себестоимость их изготовления неразрывно связаны с уровнем технологии производства. В настоящее время как сборные диски турбин с лопатками, так и моноколеса, диск которых выполнен за одно целое с лопатками, как правило, изготовляются методами механической обработки, в результате чего 50…80% металла уходит в стружку. Также при механической обработке лопаток блиска не удается получить благоприятную структуру металла в лопаточной части, которая бы способствовала максимальному сопротивлению, возникающих в ходе эксплуатации нагрузок, вибронагрузок и т.д. Поэтому перспективным способом получения блисков является горячая объемная штамповка, применение которой позволяет получить благоприятное формирование текстуры материала как в теле диска, так и в лопаточной части, что обеспечивает повышенное сопротивление нагрузкам, возникающим в ходе эксплуатации, обеспечивает увеличение ресурса детали, уменьшает затраты материала, а также на 50…60% снижает трудоемкость ее изготовления. При горячей объемной штамповке блисков возможно получить деталь с рабочими поверхностями (перо лопаток) с минимальными припусками и напусками. Это позволяет сохранять полученные механические свойства материала лопаточной части, как результат направленного течения его в полость ручья штампа.
Из уровня техники известен способ и устройство для изготовления заготовок типа дисков с лопатками (патент США №4530229, B22D 22/00, Jul. 23, 1985, "Forging method and diepackage therefor"), выбранный в качестве аналога, при котором исходную заготовку размещают в секционной разъемной матрице, прикладывают пуансоном усилие деформирования к верхнему торцу заготовки и деформируют исходную заготовку, заполняя полости между секциями штампа до полного формообразования лопаток.
Недостатками аналога являются большие удельные усилия деформирования заготовки, как правило, превышающие предел прочности штамповой оснастки, что связано с односторонним приложением усилия. При одностороннем приложении усилия имеет место стеснение пластического течения металла, вследствие чего увеличиваются силы трения металла по стенкам штампа, что и приводит к повышению усилия штамповки и напряженному состоянию деформируемой части блиска.
Также из уровня техники известно устройство для штамповки моноколес путем двустороннего деформирования исходной заготовки в закрытом штампе со съемными элементами матрицы (патент РФ на полезную модель №173848 «Устройство для штамповки моноколес», B21K 1/28, 31.05.2016). Устройство для штамповки моноколеса представляет из себя штамповый комплект, содержащий разъемную матрицу, состоящую из двух полуматриц, смыкающихся по вертикальной плоскости разъема, в каждой из которых выполнено горизонтальное отверстие, образующее сквозной межматричный канал-приемник, служащий для размещения исходной цилиндрической заготовки, и как направляющий для пуансонов. Каждая из полуматриц включает в себя радиально расположенные относительно каналов приемника полусекции, образующие при смыкании полуматриц между собой полости, по форме и размерам соответствующие лопастям моноколеса.
Каждая из полусекций устанавливается в полуматрицу при помощи выступов, которые вставляются в соответствующие пазы в полости полуматриц с возможностью удаления полусекций вместе с поковкой моноколеса после окончания процесса штамповки.
Недостатками данного устройства является то, что при сборке полусекций с полуматрицами возможно выпадение полусекций из полуматриц из-за отсутствия замочного соединения между ними и невозможности его выполнения в данной конструкции. Кроме того, при смыкании полуматриц практически невозможно обеспечить точное смыкание полусекций, что в итоге приводит к необходимости назначения дополнительных припусков под механическую обработку лопаточной части моноколес. Помимо этого, при формообразовании лопаток моноколеса истечение металла в полости между секциями происходит таким образом, что оказывается давление на полусекции как на балку, защемленную одним концом, что в итоге может привести к возникновению трещин в местах перехода полусекций к установочным выступам, разбалтыванию паза под выступ, а также поломке полусекций в месте их беззазорного соединения. Существенным недостатком также является сам способ установки исходной заготовки в матрицу через сквозное отверстие - приемник для пуансонов и вытекающая из данного способа установки форма заготовки в виде цилиндрического прутка. При этом переформатирование цилиндрического прутка в дисковую заготовку с лопастями связано с ограничениями по размерам моноколес и лопаток. Таким образом способ обеспечивает получение моноколес только небольших размеров и с малой высотой лопаток, при этом не представляется возможным выполнить штамповку деталей типа дисков ротора ГТД с лопатками, а именно блисков больших диаметров. Кроме того, исходные заготовки типа дисков с оформленной дисковой частью в данном устройстве использовать невозможно.
В качестве наиболее близкого аналога (прототипа) из уровня техники выбран способ и устройство для штамповки моноколес путем двустороннего деформирования исходной заготовки в закрытом штампе со съемными элементами матрицы (патент РФ на изобретение №2715761 «Способ и устройство для штамповки моноколес», B21K 1/28, 03.03.2020,).
В данном способе используют исходную заготовку в виде диска с первой и второй цапфами, который размещают в полости штампа для штамповки моноколес, которая образована первой и второй полуматрицами и матрицей в виде кольца, установленного между упомянутыми полуматрицами вдоль вертикальной плоскости разъема штампа, при этом первую цапфу диска исходной заготовки фиксируют в сквозном горизонтальном канале первой полуматрицы, расположенной с одной из сторон матрицы, с упором боковой поверхности диска в рабочую поверхность указанной полуматрицы, после чего с другой стороны матрицы подводят вторую полуматрицу, вторую цапфу диска исходной заготовки совмещается со сквозным горизонтальным каналом второй полуматрицы до положения, при котором рабочая поверхность второй полуматрицы упирается в противоположную боковую поверхность диска и торцевую поверхность матрицы, затем осуществляют деформацию исходной заготовки путем приложения усилия пуансонами к торцам обеих цапф исходной заготовки, после окончания деформирования от одной из сторон матрицы отводят в исходное положение вторую полуматрицу и пуансон, а извлечение готовой поковки вместе со съемными секциями производят путем ее выталкивания из матрицы пуансоном, расположенным со стороны первой полуматрицы, который затем отводят в исходное положение.
Недостатками прототипа является то, что деформирующие усилия прикладываются в центральной части исходной заготовки, а именно к цапфам диска, а формообразование лопастей должно выполняться радиальным выдавливанием металла заготовки в специальные полости секционной матрицы, которая расположена по наружному диаметру диска исходной заготовки. Вполне очевидно, что получение блисков большого диаметра таким способом будет связано с трудностями: перемещение металла из цапф на периферию диска и радиальное выдавливание лопаток потребует произвести большую работу деформации и больших усилий, которые необходимо приложить к цапфам исходной заготовки. Как известно, большие усилия деформации при штамповке в закрытых штампах ведет к повышенным нагрузкам на элементы штампового комплекта, что приводит к их повышенному износу и выходу из строя.
Кроме того, если в районе очага деформации, который будет находиться между цапфами, нагретая исходная заготовка при штамповке будет дополнительно подогреваться за счет трения металла (так называемый «деформационный эффект»), то на периферии диска будет падение температуры. Указанные факторы приведут к тому, что для выполнения операции штамповки моноколеса большого диаметра потребуется прессовое оборудование очень большого усилия.
Технической проблемой, на решение которой направлено заявленное изобретение является изготовление блисков большого диаметра для роторов ГТД большой мощности с возможностью формообразования лопастей методом горячей объемной штамповки на прессовом оборудовании относительно приемлемой мощности и извлечение такого моноколеса из штампового комплекта после штамповки.
Технический результат заявленного изобретения заключается в получении штамповки блиска (диска с лопастями) для роторов современных ГТД, и обеспечении возможности извлечения такого моноколеса после штамповки, а также в использовании прессового оборудования меньшей мощности (усилия), экономии энергии и материала, в повышении производительности, в повышении качества и увеличении ресурса этих ответственных деталей.
Технический результат изобретения «способ штамповки блисков» достигается тем, что в способе штамповки блисков, включающем нагрев исходной заготовки до температуры пластической деформации, размещении ее в полости секционной матрицы, деформации исходной заготовки двумя пуансонами до полного заполнения полостей матрицы с формообразованием лопастей, и извлечение готовой поковки вместе со съемными секциями матрицы. Исходную заготовку выполняют по форме и размерам дисковой части блиска с кольцевым ободом на периферии. Затем исходную заготовку нагревают и устанавливают в полость секционной матрицы. Фиксируют центральную часть исходной заготовки между двумя прижимными дисками, прикладывают двумя пуансонами усилия к обоим торцам кольцевого обода заготовки и, в закрытой полости между внутренним диаметром полуматриц и наружным диаметром дисков, выполняют локальную двустороннюю пластическую деформацию осадки обода. Радиальным выдавливанием металла из области обода в полости между секциями матрицы формируют лопасти блиска, причем одновременно зажимают центральную часть исходной заготовки, прикладывая к обоим прижимным дискам усилия, пропорциональные усилиям на пуансонах. После окончания деформации отводят в исходное положение пуансоны, прижимные диски и верхнюю полуматрицу, а затем перемещают вверх нижнюю полуматрицу, выталкивая готовую поковку из матрицы вместе с секциями.
Заявленный технический результат изобретения достигается также тем, что толщину кольцевого обода в периферийной части исходной заготовки выполняют с припуском, который соответствует по массе лопаточной части блиска.
Заявленный технический результат изобретения «устройство для штамповки блисков» достигается тем, что устройство для штамповки блисков, содержащее полуматрицы, съемные секции и пуансоны, установленные с возможностью перемещения в отверстиях полуматриц, снабжено прижимными дисками. Рабочая поверхность прижимных дисков выполнена эквидистантно форме и размерам дисковой части исходной заготовки. Съемные секции установлены в дополнительной матрице, которая расположена между полуматрицами, а пуансоны выполнены кольцевой формы, по диаметральным размерам обода исходной заготовки, причем прижимные диски, пуансоны и полуматрицы установлены с возможностью независимого перемещения перпендикулярно плоскости матрицы.
Сущность заявленного изобретения поясняется следующими иллюстрациями:
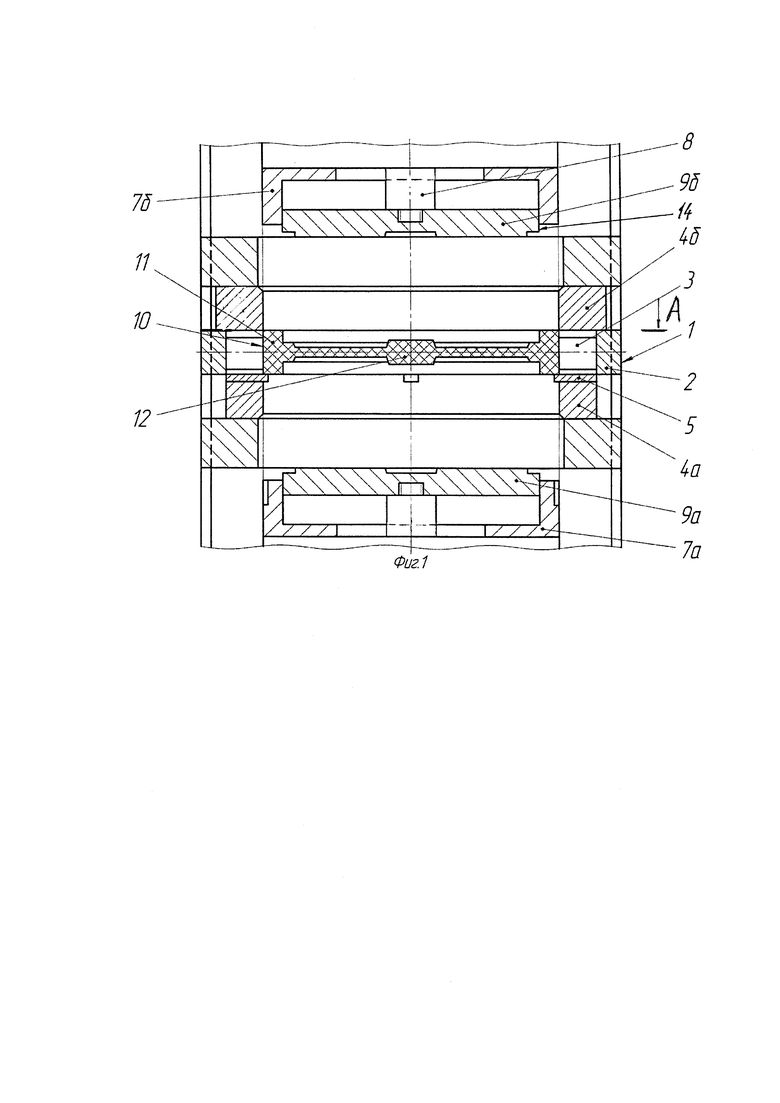
- на фиг. 1 штамп для штамповки блисков;
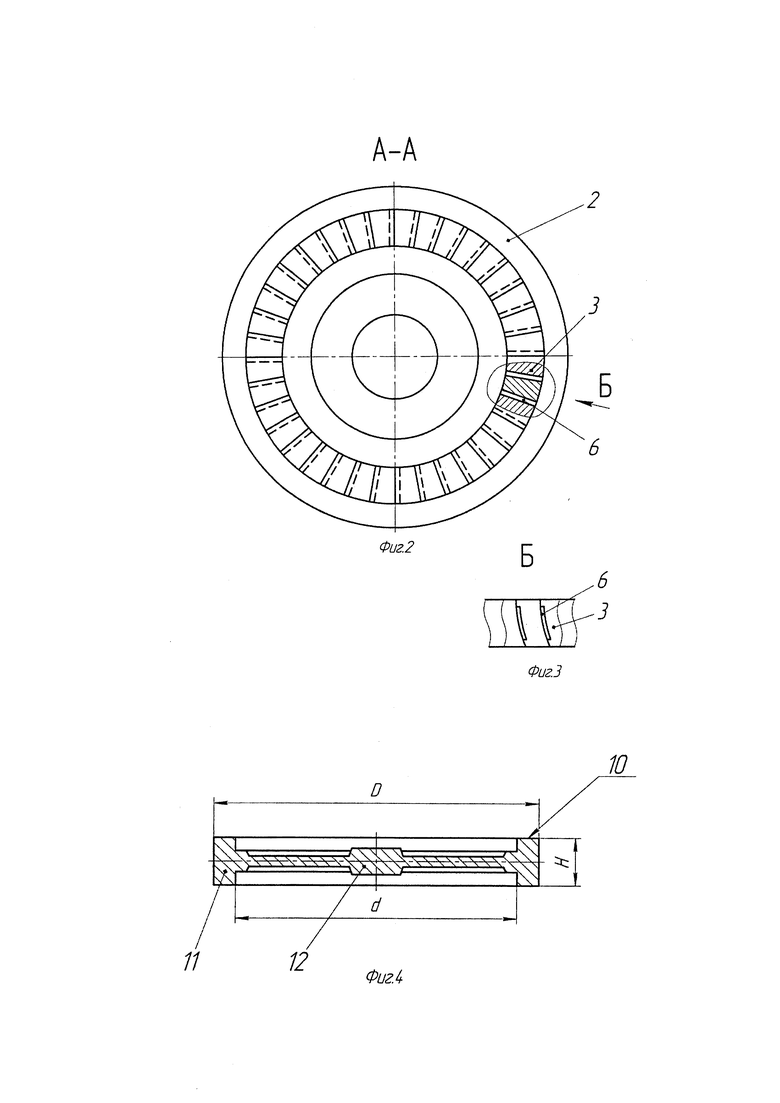
- на фиг. 2 сечение А-А штампа на фиг. 1;
- на фиг. 3 вид по стрелке Б штампа на фиг. 2;
- на фиг. 4 исходная заготовка для штамповки блиска;
- на фиг. 5 исходное положение штампа и размещение исходной заготовки;
- на фиг. 6 замыкание полости штампа;
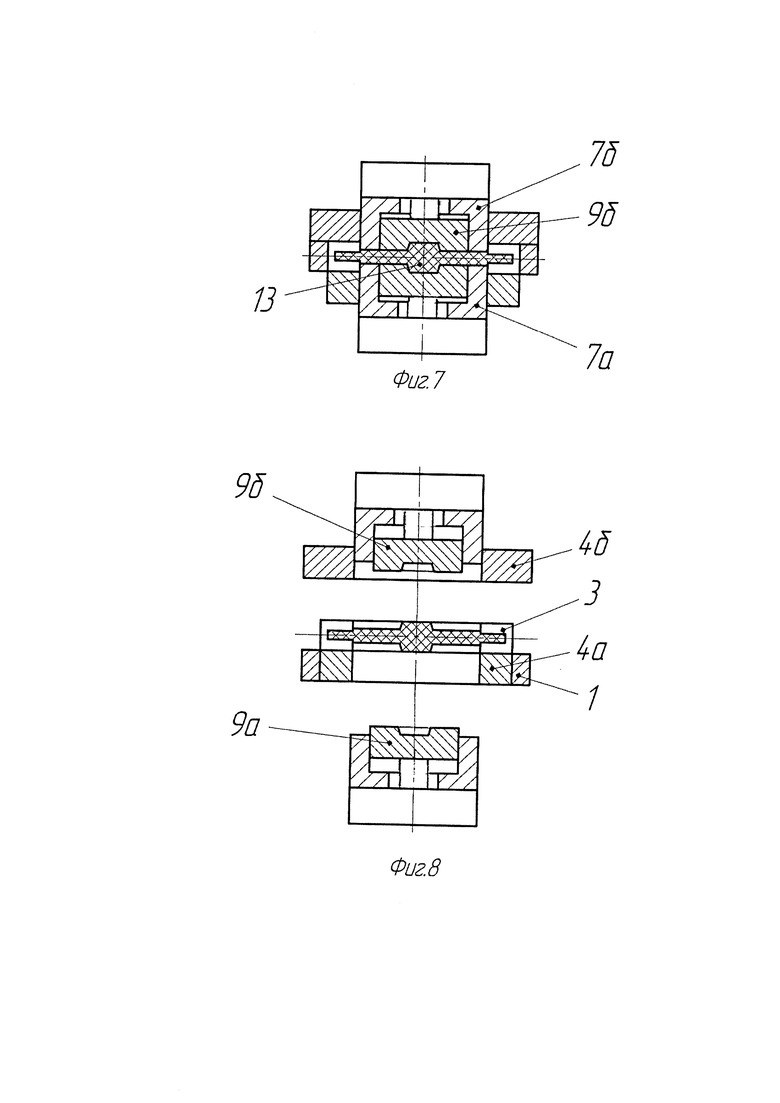
- на фиг. 7 положение пуансонов в конце рабочего хода;
- на фиг. 8 размыкание полости штампа и удаление поковки блиска
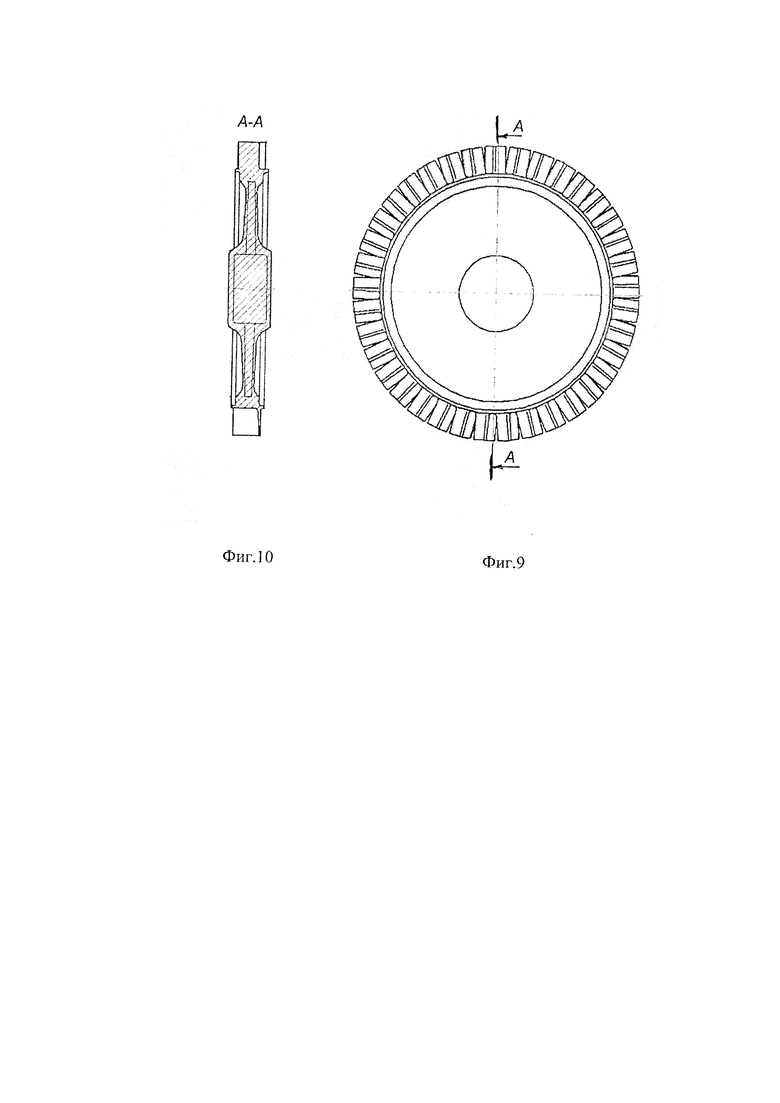
- на фиг. 9 поковка блиска, извлеченная из матрицы;
- на фиг. 10 сечение А-А поковки блиска на фиг. 9;
На иллюстрациях представлены:
1. Матрица
2. Корпус
3. Съемные секции
4а и 4б. Полуматрицы
5. Планка
6. Полости для формообразования лопаток
7а и 7б. Пуансоны
8. Шток
9а и 9б. Прижимные диски
10. Исходная заготовка
11. Обод
12. Центральная часть исходной заготовки
13. Готовая поковка
14. Боковая поверхность прижимных дисков
Способ штамповки блисков реализуется при помощи устройства, которое представляет собой комплект штампового инструмента (фиг. 1), установленный на специализированный пресс для двустороннего деформирования.
Согласно изобретению, в комплект штампового инструмента входит матрица 1 (фиг. 1), корпус 2 которой выполнен в виде кольца, а съемные секции 3 установлены в полости упомянутой матрицы 1. Матрица располагается горизонтально, а к ее торцам сверху и снизу примыкают полуматрицы 4а и 4б, образуя замкнутую полость штампа, периферия которой образована внутренней поверхностью корпуса 2 упомянутой матрицы 1. На нижней полуматрице 4а закреплены четыре планки 5, которые служат опорами для установки исходной заготовки. Секции 3 (см. Фиг. 2 и 3) выполнены по форме и размерам межлопаточных пазов блиска таким образом, что радиальные зазоры между секциями 3 образуют полости 6 для формообразования лопаток блиска.
Матрица 1 устанавливается неподвижно, а две полуматрицы 4 установлены с возможностью осевого вертикального перемещения и смыкания с матрицей 1. Внутренний диаметр каждой из полуматриц 4 служит направляющим для соответствующего пуансона 7. Кроме того, наружный диаметр верхней полуматрицы 4б выполнен по наружному диаметру корпуса 2 матрицы 1, а наружный диаметр нижней - 4а выполнен по внутреннему диаметру корпуса 2 матрицы 1.
Согласно изобретению, оба пуансона 7а и 7б имеют кольцевую форму и выполнены по размерам обода исходной заготовки, причем их наружный диаметр выполнен по внутреннему диаметру полуматриц 4 и соответствует наружному диаметру D исходной заготовки 10, а внутренний соответствует начальному диаметру d обода исходной заготовки.
Прижимные диски 9а и 9б, рабочая поверхность которых выполнена эквидистантно профилю дисковой части исходной заготовки, расположены во внутренней полости каждого пуансона 7 и закреплены на концах штоков 8.
Способ штамповки блиска осуществляется следующим образом.
Исходная заготовка 10 для штамповки блиска имеет форму диска с ободом 11, как показано на фиг. 4. Центральная часть 12 исходной заготовки 10 выполнена по форме и размерам диска ротора ГТД, а размеры обода 11 (высота Н, наружный диаметр D и внутренний - d) предусматривают дополнительный объем металла заготовки, который должен соответствовать суммарному объему лопастей блиска.
Перед началом штамповки (см. Фиг. 5) оба пуансона 7 находятся в исходном положении, полуматрица 4а сомкнуты с матрицей 1, поддерживая секции 3 в полости корпуса 2 матрицы 1. Прижимные диски 9 находятся в исходном положении вместе с пуансонами 7.
Нагретую до температуры пластической деформации исходную заготовку 10 укладывают горизонтально в полость матрицы 1, как показано на фиг. 5, с упором на планки 5 (см. фиг. 1). Затем закрывают полость матрицы 1, опуская верхнюю полуматрицу 4б до смыкания с матрицей 1, как показано на Фиг. 6.
Включают перемещение ползунов, на которых установлены пуансоны 7 и прижимные диски 9. Так как прижимные диски 9 в исходном положении выступают относительно пуансонов 7 (см. фиг. 1 и 5), то они первыми касаются центральной части 12 исходной заготовки 10 и сжимают ее за счет усилий, которое создают штоки 8.
Согласно изобретению, прикладывают двумя пуансонами усилия к обоим торцам кольцевого обода, выполняют его осадку и выдавливают металл из кольцевого обода в полости между секциями матрицы, формируя лопасти блиска. Одновременно зажимают центральную дисковую часть исходной заготовки между верхним и нижним прижимными дисками. Это реализуется тем, что пуансоны 7 входят во внутренние диаметры полуматриц 4, упираются в торцы обода 11 исходной заготовки 10, и производят рабочий ход -локальную деформацию - осадку обода 11 заготовки 10 в полости закрытого штампа. При этом центральная часть 12 исходной заготовки 10 зажата между прижимными дисками 9, которые своей боковой поверхностью 14 перекрывают область локальной деформации со стороны диска.
В результате двустороннего приложения усилия к нагретой до температуры пластической деформации заготовке 10 в локальной области обода 11 достигается состояние, которое характеризуется в теории обработки давлением как «всестороннее неравномерное сжатие». В таком состоянии происходит пластическое перемещение - течение материала заготовки во все свободные полости штампа. В рассматриваемом случае происходит перемещение материала обода 11 (диаметром D и шириной Н) исходной заготовки 10 путем пластического радиального течения металла в периферийные полости матрицы 1 - выдавливание (экструдирование) металла заготовки в полости 6 (фиг. 3), которые по форме и размерам соответствуют лопастям блиска. Благодаря локальному приложению деформирующего усилия к ободу 11 исходной заготовки 10 значительно уменьшается величина работы деформации и потребное усилие. В результате достигается более качественное формообразование лопастей блиска при получении готовой поковки 13. Положение пуансонов 7 в конце рабочего хода показано на фиг. 7.
Согласно изобретению, после окончания штамповки отводят в исходное положение верхнюю полуматрицу 4б и оба пуансона 7, вместе с прижимными дисками 9, а затем перемещают вверх нижнюю полуматрицу 4а, которая входит в полость корпуса 2 матрицы 1 и поднимает полученные в матрице 1 лопасти вместе с секциями 3, а также центральную часть 12 готовой поковки 13, как показано на фиг. 8. Готовую поковку 13 блиска, которая показана на фиг. 9 и 10, снимают со штампа, отделяют от секций 3, и вновь собирают секционную матрицу 1, вставляя секции 3 в корпус 2 матрицы 1.
Полученная поковка 13 блиска (заготовка колеса ротора ГТД) имеет минимальные припуски на дальнейшую полировку по лопастям, так как они были получены деформацией в закрытом штампе. Предложенная технология снижает затраты материала, а также на 50…60% уменьшает трудоемкость изготовления блиска.
Пластическая деформация исходной заготовки 10 происходит с двусторонним приложением усилия со стороны пуансонов 7 на локальную область обода 11, что обеспечивает благоприятные условия для формообразования лопастей блиска, так как при двусторонней штамповке имеет место симметричная схема пластического течения металла относительно продольной оси лопастей, а скорость деформации удваивается. При этом отсутствует стеснение пластического течения, которое имеет место при обычной односторонней штамповке за счет смещения вниз очага деформации. Этот фактор обеспечивает очень высокую пластичность металла при штамповке, за счет значительного снижения сопротивления его перемещению в каналах матрицы, что гарантирует получение сложных элементов поковок. Самое главное, за счет локальной деформации обода исходной заготовки, который непосредственно примыкает к лопаткам, значительно уменьшается работа деформации, резко снижается усилие штамповки для получения радиального выдавливания (экстудирования) лопастей моноколеса. Благодаря этому уменьшается нагрузка на детали штампового инструмента, а это обеспечивает их стойкость к нагрузкам и увеличивает сроки службы, что даст значительную экономию на дорогостоящей штамповой оснастке.
Благоприятное формирование симметричной текстуры материала в теле лопастей блиска обеспечивает повышенное сопротивления нагрузкам, возникающим в ходе эксплуатации, что гарантирует увеличение ресурса блиска, который будет работать как колесо ротора ГТД.
Ротор является одним из главных элементов конструкции ГТД. Главное преимущество ротора «блисковой» конструкции - отсутствие трудозатратных замковых соединений лопаток с диском, а также отсутствием проблем, связанных с обеспечением их прочности и долговечности (концентрация напряжений в замковых пазах дисков, коррозия на контактных поверхностях и снижение вибропрочности лопаток и дисков). Использование блисков позволяет добиться уменьшения габаритов ротора, снижения массы конструкции до 25% от исходного. Это даст возможность повысить критическое число оборотов ротора ГТД, что равносильно увеличению его мощности.
Пример осуществления указанного способа.
По данному способу изготавливался образец блиска - турбина для турбостартера. Диаметр 121 мм, толщина ступицы 24 мм. число лопаток 37.
Основные исходные данные опытного технологического процесса штамповки образца показаны в табл. 1.
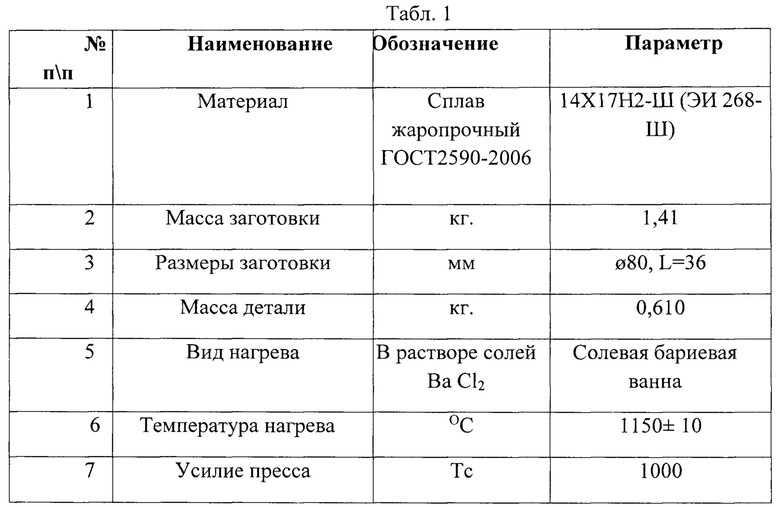
Технологический процесс штамповки образца блиска включает два основных этапа:
1. Предварительная штамповка в штампе с формообразованием дисковой части и набором металла в периферийном кольцевом ободе.
2. Окончательная штамповка в штампе с плавающей матрицей (имитация двустороннего деформирования) с локальным приложением усилия к области кольцевого обода с формообразованием лопастей методом радиального выдавливания в полости многоканальной матрицы.
При этом объем дисковой части исходной заготовки блиска, полученный в штампе предварительной штамповки, составляет V=72,58 см3, а объем обода, с учетом набора металла для последующей операции, составляет V=108,94 см3. В процессе окончательной штамповки в штампе с плавающей матрицей, с локальным приложением усилия к области кольцевого обода, с формообразованием лопастей методом радиального выдавливания, высота обода уменьшилась с 35 мм до 13,5 мм. При этом дополнительный объем металла в области кольцевого обода, который составляет V=66,78 см3, выдавливается в полости многоканальной матрицы с формообразованием лопастей блиска.
В соответствии с технологическим процессом были изготовлены штампы для предварительной и окончательной штамповки заготовки блиска с оформлением лопастей методом бокового (радиального) экструдирования. При этом решалась задача создания условий двустороннего деформирования на обычном прессе, который имеет неподвижную часть - стол, и подвижную -ползун пресса. В связи с этим штамп, который служил для окончательной штамповки, имел так называемую «плавающую» матрицу, которая установлена на пружинах относительно верхней и нижней опорных плит штампа. Верхний и нижний пуансоны были выполнены в виде цилиндров для локального приложения деформирующего усилия на обод заготовки.
Работа на штампе выполнялась следующим образом. Нижняя часть штампа была установлена и закреплена на столе пресса, а верхняя - на ползуне. Предварительная заготовка нагревалась в соответствии с технологическим процессом в бариевой ванне до температуры 1150°С в течение 8 минут и укладывалась в нижнюю часть штампа. Затем включался рабочий ход пресса, при этом верхняя часть штампа, закрепленная на ползуне, опускается на нижнюю для выполнения операции штамповки. При продолжении рабочего хода ползуна пресса происходила осадка обода заготовки одновременно двумя пуансонами. Так как в этот момент матрица штампа находится в равновесном состоянии под действием пружин, то можно принять, что пуансоны выполняли двустороннее деформирование. При этом происходила пластическая деформация - радиальное экструдирование, т.е. выдавливание материала обода в полости между секций матрицы с оформлением лопастей блиска.
Полученная штампованная заготовка образца блиска, проходила операции механической обработки для снятия припуска и отделки поверхности по традиционной технологии. При этом количество операций механической обработки резко сократилось. Контроль и испытания, полученных данным способом образцов моноколес типа блисков показали, что они удовлетворяют всем требованиям технических условий, как по структуре материала, так и по механическим свойствам.
В результате применения данного способа и устройства для штамповки блиска достигнуты следующие показатели:
• Коэффициент использования материала (КИМ) не менее 0,75.
• Улучшение структуры и механических свойств материала диска и лопастей.
• Снижение трудоемкости на 50% за счет сокращения числа операций механической обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс для штамповки блисков | 2021 |
|
RU2769500C1 |
| Способ и устройство для штамповки моноколес | 2018 |
|
RU2715761C1 |
| Способ и устройство для штамповки блингов | 2021 |
|
RU2769333C1 |
| Пресс для штамповки моноколес | 2020 |
|
RU2746200C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЛОПАТОК | 2011 |
|
RU2501626C2 |
| СПОСОБ И ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРОБОК ШАРОВЫХ КРАНОВ | 2017 |
|
RU2648916C1 |
| ИЗОТЕРМИЧЕСКИЙ ШТАМП ДЛЯ ДЕФОРМИРОВАНИЯ ДИСКОВ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 2023 |
|
RU2820432C1 |
| Штамп для объемной штамповки | 1990 |
|
SU1731397A1 |
| Инструмент для высокоскоростной штамповки | 1980 |
|
SU871967A1 |
| ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011464C1 |

Изобретение относится к обработке металлов давлением и может быть использовано для получения дисков турбин с лопатками методом горячей штамповки. Заготовку, выполненную по форме и размерам дисковой части блиска с кольцевым ободом на периферии, нагревают до температуры пластической деформации и устанавливают в полость секционной матрицы. Фиксируют центральную часть заготовки между двумя прижимными дисками. Двумя пуансонами прикладывают усилие к обоим торцам кольцевого обода заготовки. В закрытой полости между полуматрицами и дисков осуществляют двустороннюю осадку обода. Радиальным выдавливанием металла из области обода в полости между секциями матрицы формируют лопасти блиска. При этом одновременно зажимают центральную часть исходной заготовки, прикладывая к обоим прижимным дискам усилие, пропорциональное усилию на пуансонах. После окончания деформации отводят в исходное положение пуансоны, прижимные диски и верхнюю полуматрицу и выталкивают готовую поковку из матрицы вместе с секциями. В результате обеспечивается возможность использования прессового оборудования меньшей мощности и повышение качества полученных деталей. 2 н. и 1 з.п. ф-лы, 10 ил., 1 табл., 1 пр.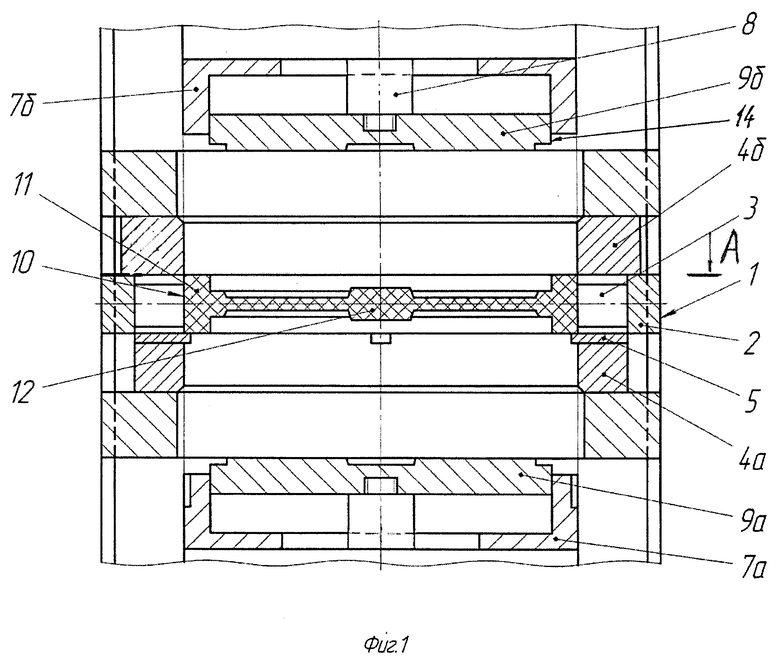
1. Способ штамповки блисков, включающий нагрев исходной заготовки до температуры пластической деформации и ее размещение в полости секционной матрицы, деформирование исходной заготовки двумя пуансонами до полного заполнения полостей матрицы с формообразованием лопастей и извлечение готовой поковки вместе со съемными секциями матрицы, отличающийся тем, что исходную заготовку выполняют по форме и размерам дисковой части блиска с кольцевым ободом на периферии, исходную заготовку нагревают и устанавливают в полость секционной матрицы, фиксируют центральную часть исходной заготовки между двумя прижимными дисками, прикладывают двумя пуансонами усилия к обоим торцам кольцевого обода заготовки и в закрытой полости между внутренним диаметром полуматриц и наружным диаметром дисков выполняют локальную двустороннюю пластическую деформацию осадки обода и радиальным выдавливанием металла из области обода в полости между секциями матрицы формируют лопасти блиска, причем одновременно зажимают центральную часть исходной заготовки, прикладывая к обоим прижимным дискам усилия, пропорциональные усилиям на пуансонах, а после окончания деформации отводят в исходное положение пуансоны, прижимные диски и верхнюю полуматрицу, а затем перемещают вверх нижнюю полуматрицу, выталкивая готовую поковку из матрицы вместе с секциями.
2. Способ по п. 1, отличающийся тем, что толщину кольцевого обода в периферийной части исходной заготовки выполняют с припуском, который соответствует по массе лопаточной части блиска.
3. Устройство для штамповки блисков, содержащее полуматрицы, матрицу со съемными секциями и пуансоны, установленные с возможностью перемещения в отверстиях полуматриц, отличающееся тем, что оно снабжено прижимными дисками, рабочая поверхность которых выполнена эквидистантно форме и размерам центральной части исходной заготовки, а пуансоны выполнены кольцевой формы в соответствии с диаметральными размерами обода исходной заготовки, причем наружный диаметр нижней полуматрицы выполнен по внутреннему диаметру корпуса матрицы, а прижимные диски, пуансоны и полуматрицы установлены с возможностью независимого перемещения перпендикулярно плоскости матрицы.
| Способ и устройство для штамповки моноколес | 2018 |
|
RU2715761C1 |
| Пресс для штамповки моноколес | 2020 |
|
RU2746200C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОШТАМПОВАННЫХ РАБОЧИХ КОЛЕС ТУРБОМАШИН С ЛОПАТКАМИ СЛОЖНОГО АЭРОДИНАМИЧЕСКОГО ПРОФИЛЯ И МНОГОРАЗЪЕМНЫЙ РАЗБОРНЫЙ ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2016693C1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СБОРКИ и КОНТРОЛЯ ЭЛЕКТРОЛИТИЧЕСКИХ КОНДЕНСАТОРОВ | 0 |
|
SU173848A1 |
| US 4150557 A1, 24.04.1979 | |||
| US 4530229 A1, 23.07.1985. | |||

