Изобретение относится к машиностроению и может быть использовано при обработке материалов на шлифовальных станках.
Известен прерывистый абразивный круг, на цилиндрической рабочей поверхности которого вдоль образующей выполнены выступы и впадины [1, стр. 288]. Выступы имеют произвольную протяженность.
Работа таким кругом сопровождается тепловыми явлениями, которые существенно изменяют физико-механическое состояние поверхностного слоя обрабатываемого материала и приводят к таким дефектам, как прижоги.
Наиболее близким техническим решением к предлагаемому является прерывистый абразивный круг [2], содержащий на рабочей поверхности чередующиеся выступы и впадины, причем протяженность выступа расчитывается по определенной зависимости. Каждая впадина в плоскости, перпендикулярной оси вращения круга, имеет дно и две боковые поверхности, которые при пересечении с рабочей поверхностью выступа образуют острую кромку. При работе кругом с определенной протяженностью выступов уменьшается температура в зоне резания и исключаются прижоги.
Недостатками известной конструкции являются:
- низкая режущая способность (стойкость) прерывистого абразивного круга, т.к. при его изготовлении (например, прорезкой) нарушается целостность основы;
- значительная высота микронеровностей на обработанной поверхности, т.к. при его эксплуатации происходит удар выступов о деталь, в них возникают опасные напряжения изгиба, которые достигают критической величины, вызывают разрушение острых кромок, образованных пересечением рабочей поверхности выступов с боковой поверхностью впадин, и ухудшают геометрические показатели формы рабочей поверхности выступов.
Задача, которую решает данное изобретение, заключается в повышении режущей способности (стойкости) прерывистого абразивного круга за счет сохранения целостности его основы и снижении высоты микронеровностей на обработанной поверхности за счет изменения профиля впадины в плоскости, перпендикулярной оси вращения круга.
Эта задача решается следующим образом.
В известном прерывистом абразивном круге, содержащем на цилиндрической рабочей поверхности чередующиеся выступы и впадины, согласно изобретению в плоскости, перпендикулярной оси вращения круга, впадины описаны прямой, соединяющей дуги окружности рабочей поверхности двух соседних выступов, длина l которой определена по зависимости l = Dкр · sin(180o/n), где Dкр = диаметр круга, мм; n - количество впадин.
Описание впадин в плоскости, перпендикулярной оси вращения круга, в виде прямой, соединяющей дуги окружности рабочей поверхности двух соседних выступов, позволяет при изготовлении круга
- исключить две боковые поверхности впадины, сохранить целостность его основы и тем самым повысить стойкость;
- между выступом и впадиной создать кромку, неразрушающуюся при критических напряжениях изгиба, возникающих при ударе выступов о деталь в процессе эксплуатации круга, и тем самым снизить высоту микронеровностей на обработанной поверхности.
Изобретение поясняется чертежом, на котором представлен предлагаемый прерывистый абразивный круг.
Прерывистый абразивный круг содержит цилиндрическую рабочую поверхность 1, на которой расположены чередующиеся выступы 2 и впадины 3. В плоскости А-А, перпендикулярной оси вращения круга, впадины описаны прямой, соединяющей дуги окружности рабочей поверхности двух соседних выступов 4 и 5.
Задачу изобретения реализуют следующим образом. Изготавливают прерывистый абразивный круг с чередующимися выступами 2 и впадинами 3 на цилиндрической рабочей поверхности 1, причем впадины в плоскости, перпендикулярной оси вращения круга, описывают прямой, соединяющей дуги окружности рабочей поверхности двух соседних выступов, при этом длина прямой определена по приведенной зависимости. Круг устанавливают на шпиндель, вводят в контакт с обрабатываемой деталью и производят ее шлифование.
Проведены испытания прерывистых абразивных кругов по известному и предлагаемому решениям.
Испытания проводились на круглошлифовальном станке мод. wsllh 150х8000 фирмы "Вальдрих Зиген" (Германия) при обработке валков холодной прокатки диаметром 500 мм и длиной 3150 мм из стали 9х2МФ, закаленной до твердости Hs = 95...97 единиц (по Шору).
Для шлифования применялись прерывистые абразивные круги диаметром 900 мм, высотой рабочей поверхности 100 мм, с характеристикой 91А40СМ2К8.
По известному техническому решению на цилиндрической рабочей поверхности круга выполнены чередующиеся выступы и впадины с углом наклона 20o, количество впадин - 20. В плоскости, перпендикулярной оси вращения круга, каждая впадина имела дно и две боковые поверхности. Протяженность выступа - 10,65 мм.
По предлагаемому техническому решению на цилиндрической рабочей поверхности круга выполнены чередующиеся выступы и впадины с углом наклона 20o, количество впадин - 20. В плоскости, перпендикулярной оси вращения круга, впадины описаны прямой, соединяющей дуги окружности рабочей поверхности двух соседних выступов, длина которой определена по зависимости:
l = Dкр · sin(180o/n) = 900 · sin (180o/20) = 900 · sin 9o = 900 · 0,1564 = 140,76 мм.
Шлифование валков производили на следующих режимах:
скорость вращения круга Y, м/с = 30
продольная подача Sпр, мм/мин - 950
глубина резания t, мкм - 50
снимаемый припуск (на сторону), мкм - 700.
Стойкость кругов оценивали временем их работы до правки.
Высоту микронеровностей на обработанной поверхности измеряли профилометром "Surtrohic-3" фирмы Тейлор-Хобсон (Англия).
Результаты испытаний приведены в таблице.
Таким образом, использование предлагаемого круга по сравнению с известным обеспечивает повышение стойкости в 1,8 раза за счет сохранения целостности его основы и снижения высоты микронеровностей на обработанной поверхности в 1,3 раза за счет изменения профиля впадины в плоскости, перпендикулярной оси вращения круга, при этом показатели плохого качества поверхностного слоя (прижоги и микротрещины) отсутствовали.
Использованные источники информации:
1. Ящерицын П.И. и др. Шлифование металлов. Минск: "Беларусь", 1963.
2. Авторское свидетельство СССР N 200461, B 24 D 5/10, 1966 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШЛИФОВАНИЯ | 1998 |
|
RU2159696C2 |
| СБОРНЫЙ ЛЕПЕСТКОВЫЙ КРУГ | 1998 |
|
RU2147507C1 |
| СПОСОБ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ | 1998 |
|
RU2160659C2 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1991 |
|
RU2008190C1 |
| СПОСОБ АЛМАЗНОГО ДОВОДОЧНОГО ШЛИФОВАНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2001 |
|
RU2196036C2 |
| СПОСОБ ФОРМИРОВАНИЯ ПРЕРЫВИСТОГО ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2205101C1 |
| ПРЕРЫВИСТЫЙ КРУГ ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2230653C1 |
| СПОСОБ ШЛИФОВАНИЯ | 1992 |
|
RU2021093C1 |
| СПОСОБ ПРЕРЫВИСТОЙ ЭЛЕКТРОКОНТАКТНОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2230650C1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБ МЕТЧИКАМИ И ПЛАШКАМИ НА ТОКАРНОМ СТАНКЕ | 1997 |
|
RU2173615C2 |

Изобретение относится к машиностроению и может быть использовано при обработке материалов на шлифовальных станках. Прерывистый абразивный круг содержит на цилиндрической рабочей поверхности чередующиеся выступы и впадины. Впадины имеют форму прямой, соединяющей дуги окружности рабочей поверхности двух соседних выступов. Изобретение позволяет повысить режущую способность прерывистого абразивного круга и снизить высоту микронеровностей на обработанной поверхности. 1 ил.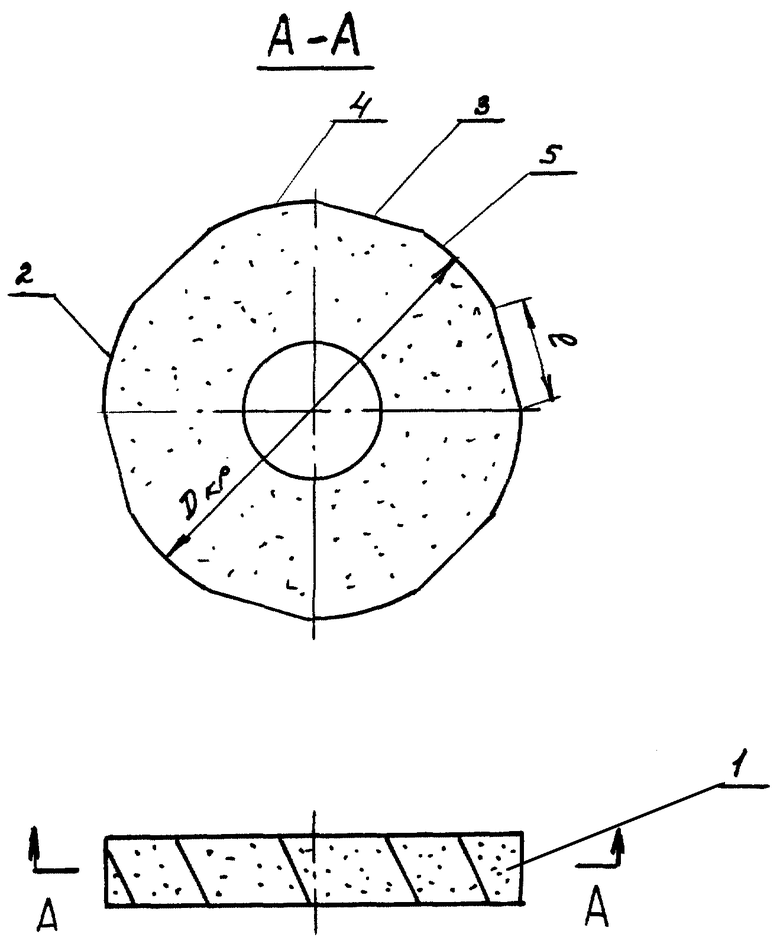
Прерывистый абразивный круг, содержащий на цилиндрической рабочей поверхности чередующиеся выступы и впадины, отличающийся тем, что в плоскости, перпендикулярной оси вращения круга, впадины описаны прямой, соединяющей дуги окружности рабочей поверхности двух соседних выступов, длина l которой определена по зависимости l = Dкр·sin(180o/n), где Dкр - диаметр круга, мм; n - количество впадин.
| ПРЕРЫВИСТЫЕ АБРАЗИВНЫЕ КРУГИ | 0 |
|
SU200461A1 |
| Шлифовальный круг | 1976 |
|
SU580108A1 |
| US 3916579, 04.11.1940 | |||
| Устройство для нанесения стеклянного покрытия | 1974 |
|
SU523879A1 |

