Изобретение относится к механической обработке металлов резанием и может быть использовано на станках, оснащенных автоматизированным приводом шлифовального круга.
Известен способ шлифования [1] , при котором поддерживают постоянную мощность шлифования и изменяют скорость вращения шлифовального круга в зависимости от текущего значения его диаметра таким образом, что удельная нагрузка на зерна круга остается стабильной.
Однако мощность шлифования не является реальной физической характеристикой, которая определяет качество поверхностного слоя детали. Оно зависит только от величины внутренней энергии, которая образуется в материале поверхностного слоя детали при обработке.
Когда величина внутренней энергии превышает максимально допустимую теплофизическими свойствами материала, в поверхностном слое детали происходят структурные изменения, т.е. возникают прижоги.
Образованию прижогов способствует также уменьшение скорости резания по мере износа круга, так как при этом ускоряется затупление режущих зерен.
Для предотвращения прижогов производят частую правку шлифовального круга, которая уменьшает относительную производительность процесса шлифования [2].
Наиболее близким техническим решением к предлагаемому является способ шлифования [3] , при котором для устранения прижогов и других дефектов поверхностного слоя предварительно устанавливают зависимость глубины дефектного слоя от мощности шлифования при различных скоростях вращения детали.
Эту зависимость в виде алгоритма вводят в систему управления станком. В процессе обработке измеряют текущие значения мощности шлифования, диаметра шлифовального круга и припуска на обработку, передают их в систему управления станком, где автоматически анализируют.
При равенстве глубины дефектного слоя величине оставшегося припуска на обработку, корректируют скорость вращения детали по установленной ранее зависимости, исходя из замеренных текущих значений параметров процесса шлифования, и снимают дефектный слой.
Недостатком известного способа является его низкая относительная производительность вследствие того, что способ не обеспечивает работу шлифовального круга в режиме самозатачивания, и, как результат - требуется большое количество его правок.
Предлагаемый способ шлифования, включающий изменение режима резания в зависимости от результатов измерения текущих значений мощности шлифования, диаметра шлифовального круга и припуска на обработку отличается тем, что путем регулирования скорости вращения шлифовального круга температуру шлифования поддерживают на одном максимально допустимом теплофизическими свойствами материала уровне в течение всего цикла обработки и для каждого прохода определяют по зависимости
Tш =  F
F =Tкрит, где Тш - температура шлифования в процессе обработки;
=Tкрит, где Тш - температура шлифования в процессе обработки;
ϕ- коэффициент ввода тепла в деталь ( ϕ = 0,7-0,9)
Nуд - удельная мощность шлифования;
λ- коэффициент теплопроводности материала детали;
Sк - продольная подача шлифовального круга;
Dn - приведенный диаметр шлифовального круга,
Dn=D 1 ±
1 ±  , где D - диаметр шлифовального круга;
, где D - диаметр шлифовального круга;
d - диаметр детали;
Знак (+) относится к круглому наружному шлифованию периферией круга, (-) - к внутреннему, при плоском шлифовании Dn = D.
t - глубина резания;
а - коэффициент температуропроводимости материала детали;
τ- время контакта поверхностных точек детали со шлифовальным кругом
τ =  , где Vк - скорость вращения шлифовального круга;
, где Vк - скорость вращения шлифовального круга;
δ- припуск на обработку;
Ткрит - критическая температура нагрева материала детали, соответствующая границе бесприжогового шлифования, что позволяет стабилизировать внутреннюю энергию материала детали под слоем припуска, обеспечить непрерывное самозатачивание шлифовального круга в процессе обработки, уменьшить тем самым количество его правок и увеличить относительную производительность процесса шлифования.
Сопоставительный анализ заявляемого решения с прототипом показывает, что предложенный способ соответствует критерию "новизна".
Сравнение заявляемого технического решения не только с прототипом, но и с другими техническими решениями не позволило выявить в них признаки, отличающие заявляемое решение от прототипа, что позволяет сделать вывод о соответствии критерию "Изобретательский уровень".
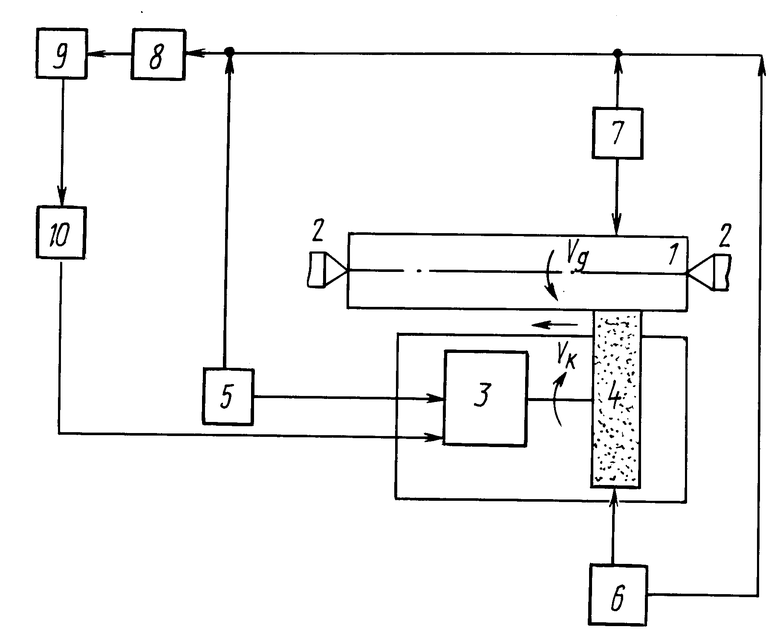
На чертеже изображена функциональная схема предлагаемого способа, где 1 - обрабатываемая деталь, 2 - центр шлифовального станка, 3 - двигатель, 4 - шлифовальный круг, датчики текущих значений измеряемых величин, 5 - мощности, 6 - диаметра шлифовального круга, 7 - припуска на обработку, 8 - преобразователь, 9 - сумматор, 10 - регулятор скорости вращения шлифовального круга.
Способ реализуется следующим образом.
Деталь 1 закрепляют в центрах 2 шлифовального станка.
На двигатель 3, шлифовальный круг 4 и деталь 1 устанавливают датчики 5, 6, 7, выходы которых соединяют с преобразователем 8.
Установленную зависимость Ткрит в виде алгоритма вводят в сумматор 9.
Деталь 1 приводят во вращение со скоростью Vд, шлифовальный круг - со скоростью Vк.
Датчики 5, 6, 7 измеряют текущие значения мощности, диаметра шлифовального круга и припуска на обработку. Сигналы с датчиков поступают в преобразователь 8, где преобразуются в параметр Тш. С выхода преобразователя сигнал, равный Тш, поступает на сумматор 9, где сравнивается с сигналом, соответствующим величине Ткрит, затем он передается на регулятор 10 и двигатель 3, изменяя скорость вращения шлифовального круга таким образом, чтобы обеспечить условие Тш = Ткрит.
Проведены сравнительные испытания существующего на заводе известного по прототипу и предлагаемого способов шлифования при обработке прокатных валков с закаленным поверхностным слоем до твердости 95-97 единиц по Шору (HS = 95-97).
Испытания производились на круглошлифовальном станке модели WSIIh 150 х 8000 фирмы "Вальдрих Зиген".
Диаметр валков 500 мм, длина 3000 мм, припуск на обработку 1 мм на сторону.
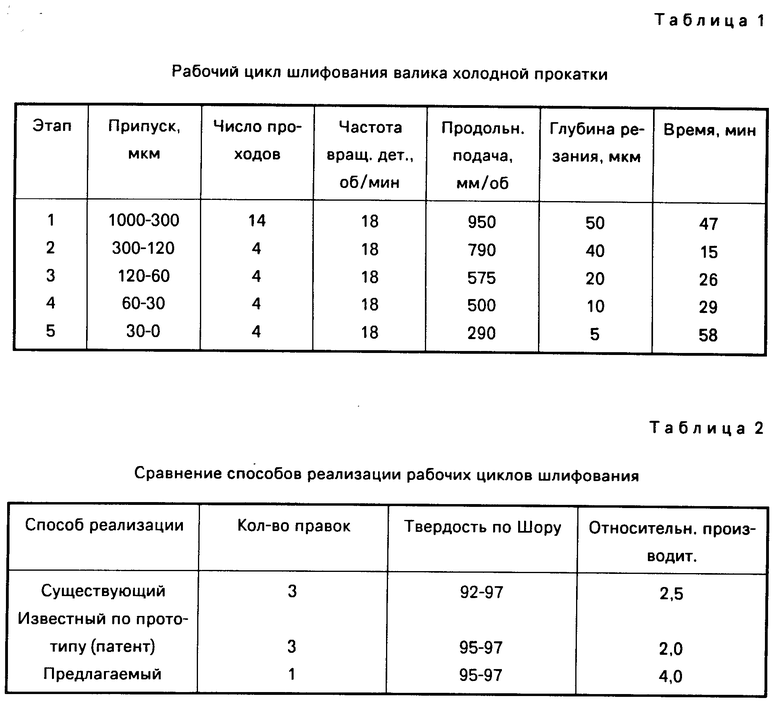
Для обработки использовался шлифовальный круг марки 91А40СМ2К8, диаметром 900 мм. Шлифование производилось по 5-ти этапному рабочему циклу, представленному в табл. 1.
При реализации указанного в табл. 1 рабочего цикла шлифования по предлагаемому способу скорость вращения круга регулировали в допустимых пределах от 8 до 35 м/с так, что за весь цикл шлифования параметр Тшстабилизировали на уровне Ткрит = 500оС, соответствующем границе бесприжогового шлифования валка.
Цикл реализуется за 30 проходов, которые завершаются за 175 мин машинного времени, вместо 380 мин по существующей технологии. Это сокращение продолжительности рабочего цикла получено в основном за счет увеличения доли припуска, снимаемой на первом этапе.
Реализовать указанный в табл. 1 рабочий цикл шлифования по существующей технологии, т.е. без целевого регулирования скорости резания удалось лишь в результате трехкратной правки шлифовального круга. Однако твердость валика местами уменьшилась на 2-3 единицы по Шору по сравнению с исходной.
При работе по изложенному в прототипе способу, принятому за базовый, предварительно экспериментальным путем установили зависимость глубины дефектного слоя от мощности шлифования при различных частотах вращения валика от 12 до 18 об/мин. Уменьшение мощности шлифования по мере затупления круга и съема припуска осуществляли как за счет предусмотренного рабочим циклом уменьшения подач, так и за счет правок круга. Всего за цикл шлифования сделано три правки. Это позволило полностью исключить появление прижогов, но лишь за счет уменьшения относительной производительности шлифовальных кругов даже по сравнению с существующей технологией. Скорость вращения шлифовального круга находилась в пределах 25-30 м/с.
Сравнительные данные по относительной производительности шлифовального круга приведены в табл. 2.
Использование предлагаемого технического решения обеспечивает по сравнению с известным увеличением относительной производительности шлифовальных кругов в 2,0 раза. Кроме того, за счет сокращения количества правок снижается расход абразивных кругов и вспомогательное время на их замену после износа.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШЛИФОВАЛЬНЫЙ КРУГ | 1991 |
|
RU2008190C1 |
| СПОСОБ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ | 1992 |
|
RU2014210C1 |
| СПОСОБ ШЛИФОВАНИЯ | 1998 |
|
RU2159696C2 |
| ПРЕРЫВИСТЫЙ АБРАЗИВНЫЙ КРУГ | 1999 |
|
RU2165351C2 |
| СПОСОБ АЛМАЗНОГО ДОВОДОЧНОГО ШЛИФОВАНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2001 |
|
RU2196036C2 |
| СПОСОБ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ | 1998 |
|
RU2160659C2 |
| Способ шлифования деталей | 1985 |
|
SU1389994A1 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ СТРУЖКИ ИЗ ЗОНЫ ОБРАБОТКИ КАРУСЕЛЬНОГО СТАНКА | 1989 |
|
RU2049645C1 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 1999 |
|
RU2163186C2 |
| СПОСОБ УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ НА МНОГОИНСТРУМЕНТАЛЬНОМ СТАНКЕ | 1990 |
|
RU2038943C1 |
Использование: при механической обработке металлов резанием на станках, оснащенных автоматизированным приводом шлифовального круга. Сущность изобретения: способ шлифования включает изменение режима резания в зависимости от результатов измерения текущих значений мощности шлифования, диаметра шлифовального круга и припуска на обработку. Температуру шлифования поддерживают на одном максимально допустимом теплофизическими свойствами материала уровне в течение всего цикла обработки и для каждого прохода определяют по зависимости, приведенной в тексте описания. 1 ил., 2 табл.
СПОСОБ ШЛИФОВАНИЯ, при котором изменяют режим резания в зависимости от результатов измерения текущих значений мощности шлифования, диаметра шлифовального круга и припуска на обработку, отличающийся тем, что в качестве изменяемого режима резания выбирают скорость вращения шлифовального круга, регулируемую из условия поддержания температуры шлифования на одном максимально допустимом теплофизическими свойствами материала уровне в течение всего цикла обработки, при этом температуру шлифования Tш для каждого прохода определяют по формуле
Tш= F
F =Tкрит,
=Tкрит,
где ϕ - 0,7 - 0,9 - коэффициент ввода тепла в деталь;
Nуд - удельная мощность шлифования;
λ - коэффициент теплопроводности материала детали;
Sк - продольная подача шлифовального круга;
Dп - приведенный диаметр шлифовального круга,
Dп= D 1 ±
1 ±  , где D - диаметр шлифовального круга, d - диаметр детали; знак (+) относится к круглому наружному шлифованию периферией круга, (-) - к внутреннему, при плоском шлифовании Dп = D;
, где D - диаметр шлифовального круга, d - диаметр детали; знак (+) относится к круглому наружному шлифованию периферией круга, (-) - к внутреннему, при плоском шлифовании Dп = D;
t - глубина резания;
a - коэффициент температуропроводности материала детали;
τ - время контакта поверхностных точек детали со шлифовальным кругом,
τ =  ,
,
где vк - частота вращения шлифовального круга;
δ - припуск на обработку;
Tкpит - критическая температура нагрева материала детали, соответствующая границе бесприжогового шлифования.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Устройство для выпрямления многофазного тока | 1923 |
|
SU50A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
